锂电池第一部强制性标准GB31241
国内颁布第一部有关锂离子电池安全性的强制性标准
GB31241
中国做为全世界锂离子电池的第一生产国同时也是最大消费国之一,但却一直没有专门的强制性国家标准。无论是GB/T 18287-2013还是CIAPS0001-2014 《USB接口类移动电源》,这些都属于国家推荐标准或行业标准,对锂离子电池的制成并没强制性的约束。近日国家标准化委员会颁布了GB31241-2014《便携式电子产品用锂离子电池和电池组安全要求》,该电池检测认证标准是国内第一部关于锂离子电池安全性的强制性标准,并定于2015.8.1.起正式实施。
(图1:截自国家标准化管理委员会2014年第27号中国国家标准公告)
GB31241-2014《便携式电子产品用锂离子电池和电池组安全要求》主要是针对不超过18kg 的预定可由使用人员经常携带的移动式电子产品,主要示例如下:
(图2: 截自《便携式电子产品用锂离子电池和电池组安全要求》(报批稿))
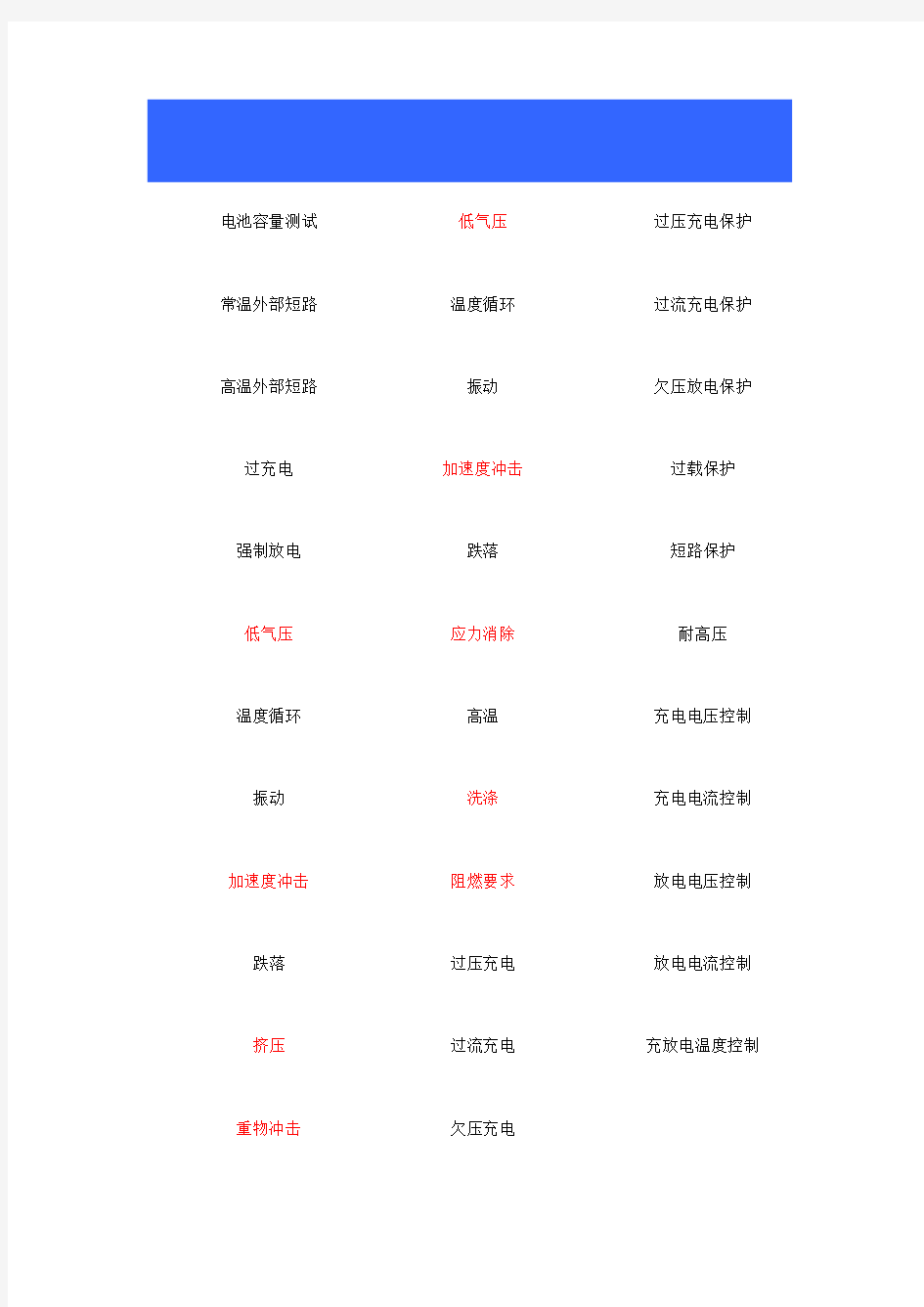
与GB/T 18287-2013等标准相比,GB31241-2014更关注锂离子电池的安全性,除了GB/T18287要求的外部短路、过充、过放、低气压、温度循环、振动等测试项目外,还借签了IEC62133、UL1642及UL2054等国外标准的要求,增加了挤压测试、燃烧喷射、洗涤及阻燃测试等。与已有的GB/T 18287甚至IEC62133:2012相比,新国标在测试要求上更加严苛。具体测试项目如下:
电池型式试验项目电池组型式试验项目保护电路型式试验电池容量测试低气压过压充电保护常温外部短路温度循环过流充电保护高温外部短路振动欠压放电保护过充电加速度冲击过载保护
强制放电跌落短路保护
低气压应力消除耐高压
温度循环高温充电电压控制振动洗涤充电电流控制加速度冲击阻燃要求放电电压控制跌落过压充电放电电流控制
挤压过流充电充放电温度控制重物冲击欠压充电
热滥用过载短路
燃烧喷射反向充电
静态放电
目前,中国质量认证中心(CQC)新能源处已经开始受理GB31241-2014标准(CQC3306)的CQC认证。微测检测一直以来关注锂离子电池的产品检测及认证。在锂离子电池检测方面,拥有跌落、冲击、短路等相关测试项目设备的电池实验室,已获得CNAS 相关电池。同时也与CQC、TUV莱茵、BV等国内外认证机构及实验室保持着良好的合作关系,可以为广大锂电池企业提供完善的一站式检测认证服务。
锂电池充电器标准.(DOC)
锂电池充电器测试标准
目录 1范围 ----------------------------------------------------------------------------3 2参考标准-----------------------------------------------------------------------3 3技术要求-----------------------------------------------------------------------------------3 3.1使用环境-----------------------------------------------------------------------------------3 3.2外观要求-----------------------------------------------------------------------------------3 3.3供电方式-----------------------------------------------------------------------------------3 3.4充电方式-----------------------------------------------------------------------------------4 3.5绝缘强度-----------------------------------------------------------------------------------4 3.6温升----------------------------------------------------------------------------------------.4 3.7保护功能----------------------------------------------------------------------------------.4 3.8指示功能----------------------------------------------------------------------------------.4 3.9输出电压峰-峰值------------------------------------------------------------------------5 3.10输出电流峰-峰值-----------------------------------------------------------------------5 3.11防反充功能------------------------------------------------------------------------------5 3.12启动、断开电流脉冲限制------------------------------------------------------------5 4试验方法-----------------------------------------------------------------------5 4.1试验环境-----------------------------------------------------------------------------------5 4.2测量仪表要求-----------------------------------------------------------------------------5 4.2.1电压表要求------------------------------------------------------------------------------5 4.2.2电流表要求------------------------------------------------------------------------------5 4.2.3温度仪表要求---------------------------------------------------------------------------5 4.3外观检查-----------------------------------------------------------------------------------5 4.4充电方式,充电电压试验--------------------------------------------------------------6 4.5充电电流试验-----------------------------------------------------------------------------6 4.6绝缘强度试验-----------------------------------------------------------------------------6 4.7短路,反接保护试验,指示性能-----------------------------------------------------6
了解一下锂电池充电IC的选择方案
随着手持设备业务的不断发展,对电池充电器的要求也不断增加。要为完成这项工作而选择正确的集成电路 (IC),我们必须权衡几个因素。在开始设计以前,我们必须考虑诸如解决方案尺寸、USB标准、充电速率和成本等因素。必须将这些因素按照重要程度依次排列,然后选择相应的充电器IC。本文中,我们将介绍不同的充电拓扑结构,并研究电池充电器IC的一些特性。此外,我们还将探讨一个应用和现有的解决方案。 锂离子电池充电周期 锂离子电池要求专门的充电周期,以实现安全充电并最大化电池使用时间。电池充电分两个阶段:恒定电流 (CC) 和恒定电压 (CV)。电池位于完全充满电压以下时,电流经过稳压进入电池。在CC模式下,电流经过稳压达到两个值之一。如果电池电压非常低,则充电电流降低至预充电电平,以适应电池并防止电池损坏。该阈值因电池化学属性而不同,一般取决于电池制造厂商。一旦电池电压升至预充电阈值以上,充电便升至快速充电电流电平。典型电池的最大建议快速充电电流为1C(C=1 小时内耗尽电池所需的电流),但该电流也取决地电池制造厂商。典型充电电流为~0.8C,目的是最大化电池使用时间。对电池充电时,电压上升。一旦电池电压升至稳压电压(一般为4.2V),充电电流逐渐减少,同时对电池电压进行稳压以防止过充电。在这种模式下,电池充电时电流逐渐减少,同时电池阻抗降低。如果电流降至预定电平(一般为快速充电电流的10%),则终止充电。我们一般不对电池浮充电,因为这样会缩短电池使用寿命。图1 以图形方式说明了典型的充电周期。 线性解决方案与开关模式解决方案对比 将适配器电压转降为电池电压并控制不同充电阶段的拓扑结构有两种:线性稳压器和电感开关。这两种拓扑结构在体积、效率、解决方案成本和电磁干扰(EMI) 辐射方面各有优缺点。我们下面介绍这两种拓扑结构的各种优点和一些折中方法。 一般来说,电感开关是获得最高效率的最佳选择。利用电阻器等检测组件,在输出端检测充电电流。充电器在CC 模式下时,电流反馈电路控制占空比。电池电压检测反馈电路控制CV 模式下的占空比。根据特性集的不同,可能会出现其他一些控制环路。我们将在后面详细讨论这些环路。电感开关电路要求开关组件、整流器、电感和输入及输出电容器。就许多应用而言,通过选择一种将开关
锂电池安全标准 IEC
IEC62133 ed.2
目录 绝缘和布线测试 (2) 振动测试 (3) 高温环境模型外壳压力测试 (4) 温度循环测试 (5) 外部短路测试: (20?C ±5oC) (6) 外部短路测试: (55°C ± 5?C) (7) 自由跌落 (8) 机械冲击(冲击危害) (9) 热滥用测试 (10) 电芯挤压测试 (11) 低压测试: (12) 强制放电测试: (13) 恒压持续充电 (电芯) (14) 外部短路 (电芯) (15) 外部短路 (电池) (16) 电池的过充测试 (17) 电芯的强制内部短路测试 (18)
绝缘和布线测试 测试方法 有金属裸露表面且金属面不带电的电池,在绝缘阻抗测试仪输出500Vdc电压情况下,测量电池金属表面与正极端子间的绝缘阻抗,测量需持续一定时间,绝缘电阻测试电压典型作用时间为60秒。 测试结果 要求金属外壳电池和正极端子间绝缘电阻不大于等于5 M 。
振动测试 测试方法 样品做简单的谐振运动,振幅为0.76mm,最大位移1.52mm。频率以1Hz/min的速度在10Hz和55Hz之间变化。在每个震动方向上频率从10Hz到55Hz,然后从 55Hz返回10Hz,往返时间在90 5分钟内。测试完成1小时后检查电芯。 测试结果 要求样品没有泄露、起火、爆炸的迹象。
高温环境模型外壳压力测试 测试方法 完全充满电电池放在空气对流的烤炉中,烤炉温度为70?C ± 2?C。电池在烤炉中保持7小时,之后小心移出,恢复到室温(20?C ± 5?C)后检查。 测试结果 要求样品外壳没有变形或使内部组件暴露的物理弯曲。
锂离子电池圆柱工艺流程图及电池英文词汇表
圆柱机械封口工艺流程
电池行业词汇表 国际电工委员会,International Electrical Commission 正级positive(cathode) 负极negative(anode) 电解液basis electrolyte 正极片positive plates 负极片negative plates 隔膜纸separators 盖帽caps 外壳cases 绝缘层insulation layers PVC膜商标管PVC、trademarked tubes 连接片Connections plates 不锈钢片stainless steel plates 纯镍片nickel plates 镀镍钢片nickel plating steel plates 引出片Lead plates 焊锡tin soldered 点焊spot welding 插头Plugs 温控开关thermal switches 过流保护器polyswitches 限流电阻current-limited resistances 纸箱纸盒Boxes and cases 塑料壳类Plastic shells 电池电压的限制Voltage limitation 电压voltage 内阻impedance 容量capacity 内压gas pressure 自放电率self-discharge rate 循环寿命cycle life 密封性能sealing 安全性能safety
储存性能storage 过充over-charge 过放over-discharge 可焊性soldering 耐腐蚀性causticity proof 温度震荡实验temperature shock test 开路open circuit 参数/变量parameters 安全筏safety vent 正极眼positive pin 鼓底bottom plumping up 凸肚belly protruding 漏液leakage
揭秘!锂电池制造工艺全解析
揭秘!锂电池制造工艺全解析 锂电池结构 锂离子电池构成主要由正极、负极、非水电解质和隔膜四部分组成。目前市场上采用较多的锂电池主要为磷酸铁锂电池和三元锂电池,二者正极原材料差异较大,生产工艺流程比较接近但工艺参数需变化巨大。若磷酸铁锂全面更换为三元材料,旧产线的整改效果不佳。对于电池厂家而言,需要对产线上的设备大面积进行更换。
锂电池制造工艺 锂电池的生产工艺比较复杂,主要生产工艺流程主要涵盖电极制作的搅拌涂布阶段(前段)、电芯合成的卷绕注液阶段(中段),以及化成封装的包装检测阶段(后段),价值量(采购金额)占比约为(35~40%):(30~35)%:(30~35)%。差异主要来自于设备供应商不同、进口/国产比例差异等,工艺流程基本一致,价值量占比有偏差但总体符合该比例。 锂电生产前段工序对应的锂电设备主要包括真空搅拌机、涂布机、辊压机等;中段工序主要包括模切机、卷绕机、叠片机、注液机等;后段工序则包括化成机、分容检测设备、过程仓储物流自动化等。除此之外,电池组的生产还需要Pack 自动化设备。 锂电前段生产工艺 锂电池前端工艺的结果是将锂电池正负极片制备完成,其第一道工序是搅拌,即将正、负极固态电池材料混合均匀后加入溶剂,通过真空搅拌机搅拌成浆状。配料的搅拌是锂电后续工艺的基础,高质量搅拌是后续涂布、辊压工艺高质量完成的基础。 涂布和辊压工艺之后是分切,即对涂布进行分切工艺处理。如若分切过程中产生毛刺则后续装配、注电解液等程序、甚至是电池使用过程中出现安全隐患。因此锂电生产过程中的前端设备,如搅拌机、涂布机、辊压机、分条机等是电池制造的核心机器,关乎整条生产线的质量,因此前端设备的价值量(金额)占整条锂电自动化生产线的比例最高,约35%。
锂电池充电器标准
锂电池充电器测试标准 目录 1范围----------------------------------------------------------------------------3 2参考标准-----------------------------------------------------------------------3 3技术要求-----------------------------------------------------------------------------------3 3.1使用环境-----------------------------------------------------------------------------------3 3.2外观要求-----------------------------------------------------------------------------------3 3.3供电方式-----------------------------------------------------------------------------------3 3.4充电方式-----------------------------------------------------------------------------------4 3.5绝缘强度 -----------------------------------------------------------------------------------4 3.6温升----------------------------------------------------------------------------------------.4 3.7保护功能 ----------------------------------------------------------------------------------.4 3.8指示功能
锂电池生产工艺分析
璽电池生产工艺分析 关于循环不合格的分析 一、正负极活性材料的物化结构性质的影响 正负极活性材料的物化结构性质对锂离子的嵌入和脱嵌有决定性的影响,因而影响电池的循环寿命。正负极活性材料的结构是主要的影响因素,使用容易脱嵌的活性材料充放电循环时,活性材料的结构变化较小,而且这种微小变化是可逆的,因而有利于延长充放电循环寿命。 1、材料在充放电过程中的结构稳定性 材料在充放电过程中的结构稳定性有利于提高其充放循环性能。如尖晶石材料LiXMn204,具有优越的循环性能,其主要原因之一便是在锂离子的嵌入和胶出过程中,单元晶胞膨胀、收缩率小于1%,即体积变化小;LiXMn204(X大于等于1)电极在充放过程中容量损失严重,主要是因为在充放电过程中,其颗粒表面发生John- Teller畸变效应,单元晶胞膨胀严重,使结构完整性破坏。对材料进行适当的离子掺杂可有效提高材料的结构稳定性。如对尖晶石结构LiXMn2O4进行适量的钻(Co) 掺杂,因钻使该材料的晶格参数变小,在循规蹈矩环过程中晶体结构趋于稳定,从而有效改善了其循环稳定性。 2、活性材料的料度分布及大小影响 活性材料的粒度对其循环性能影响很大。研究表明:活性材料的粒度在一定范围与材料的循环性能正相关;活性材料的粒度分布越宽,其循环性能就越差,因为当粒度分布较宽时,其孔隙度差,从而影响其对电解液的毛细管作用而使阻抗表现较大,当充电到极限电位时,大颗粒表面的锂离子会过度脱嵌而破坏其层状结构,而不利于循环性能。 3、层状结构的取向性及片度的影响
具有高度取向性和高度层状有序结构且层状结构较厚的材料,因锂离子插入的方向性强,使用其大电流充电放循环时性能不佳,而对于一些具有无序性层状结构 (混层结构)或层结构较薄的材料,山于其锂离子脱嵌速率快,且锂脱嵌引起的体积变化较小,因而其充放循环过程中容降率较小,且耐老化。 4、电极材料的表面结构和性质的影响 改善电极材料的表面结构和性质可有效抑制有机溶剂的共插入及其与电解液间的不良反应,如在石黑表面包覆一层有机聚合物热解碳,在一些正极活性材料如LiC002, LiC0XNil-X02等表层涂覆一层玻璃态复合氧化物如 LiO-A12O3-SiO2, Li20-2B203等可显著改善材料的充放电循环性能及电池的安全性。 二、电极涂层粘结强度的影响 正负极涂层的粘结强度足够高时,可防止充放循环过程中正负极优其是负极的粉化脱落或涂层因过度膨胀收缩而剥离基片,降低循环容降率;反之,如果粘结强度达不到要求,则随循环次数的增加,因涂层剥离程度加重而使电池内阻抗不断增大,循环容量下降加剧。具体说来,包括以下儿方面的因素。 1、胶粘剂的材料选择 LI前常用的粘合剂为水溶性有机氟粘合剂(PVDF, PTFE等),其粘结强度受物理化学性能参数如分子量、热稳定性、热收缩率、电阻率、熔融及软化温度以及在溶剂中的溶胀饱合度、化学稳定性等的影响;此外,正极和负极所用的粘结剂及溶剂均要非常纯,以免因杂质存在而使电极中的粘结剂氧化和老化,从而降 低电池的循环性能。 2、胶粘剂的配制
锂电池的国家标准
1、锂离子电池标称电压3.7V(3.6V),充电截止电压4.2V(4.1V,根据电芯的厂牌有不同的设计)。(锂离子电芯规范的说法是:锂离子二次电池) 2、对锂离子电池充电要求(GB/T18287 2000规范):首先恒流充电,即电流一定,而电池电压随着充电过程逐步升高,当电池端电压达到4.2V(4.1V),改恒流充电为恒压充电,即电压一定,电流根据电芯的饱和程度,随着充电过程的继续逐步减小,当减小到0.01C时,认为充电终止。(C是以电池标称容量对照电流的一种表示方法,如电池是1000mAh的容量,1C就是充电电流1000mA,注意是mA而不是mAh,0.01C就是10mA。)当然,规范的表示方式是0.01C5A,我这里简化了。 3、为什么认为0.01C为充电结束:这是国家标准GB/T18287-2000所规定的,也是讨论得出的。以前大家普遍以20mA为结束,邮电部行业标准YD/T998-1999也是这样规定的,即不管电池容量多大,停止电流都是20mA。国标规定的0.01C有助于充电更饱满,对厂家一方通过鉴定有利。另外,国标规定了充电时间不超过8小时,就是说即使还没有达到0.01C,8小时到了,也认为充电结束。(质量没问题的电池,都应在8小时内达到0.01C,质量不好的电池,等下去也无意义) 4、怎样区别电池是4.1V还是4.2V:消费者是无法区分的,这要看电芯生产厂家的产品规格书。有些牌子的电芯是4.1V和4.2V通用的,比如A&TB(东芝),国内厂家基本是4.2V,但也有例外,比如天津力神是4.1V(但目前也是按4.2V了)。 5、把4.1V的电芯充电到4.2V会怎么样:会使电池容量提高,感觉很好用,待机时间增加,但会减短电池的使用寿命。比如原来500次,减少到300次。同样道理,把4.2V的电芯过充,也会减短寿命。锂离子电芯是很娇嫩的。 6、既然电池内有保护板,我们是否就可以放心了呢:不是,因为保护板的截止参数是4.35V(这还是好的,差的要4.4到4.5V),保护板是应付万一的,假如每次都过充,电池也会很快衰减的。 7、多大的充电电流算是合适的:理论上越小对电池越有好处。但你总不能为了一块电池充电等3天吧。国标规定的低倍率充电是0.2C(仲裁充电制式),还以上面的1000mAh容量的电池为例,就是200mA,那么我们可以估计出这只电池5个多小时可以充饱。(容量mAh=电流mA×时间h) 国家技术监督部门鉴定锂电容量,是以1C的高倍率充电,以0.2C的低倍率放电,以时间计算出容量值,试验次数5次,有1次容量达到试验结束。(就是有5次机会,如果第一次试验就合格了,后面的4次不做)检测之前允许有一次预循环,就是以1C恒流充电至4.2V即停止,而没有后面的恒压到0.01C的过程,更没有14小时。 8、锂离子电池能承受多大的充电电流:厂家试验时可以很高,但国标高倍率规定为1C,还以上面的电池为例,1个多小时即可充满。这么大的充电电流,电池能承受吗?对于目前的锂离子电芯,是小意思而已。目前没有对充电器的国家标准,所执行的是邮电部行业标准YD/T998 1999/2,里面规定了充电器的电流不得大于1C。 9、寿命是怎样规定的:简单说是指电池经过N次1C充、1C放电后,容量下降到70%,此时的N就是寿命。并不是说300次还可以用,301次就不能用了。国标规定寿命不得小于300次。我们平时使用的条件没有检测时这么严酷,寿命会更长。 鼓起来就是过充的表现,不过像这种电子产品,是应该具备过充保护功能;过放保护功能;短路保护功能;过流保护功能的。 简短点的: 技术参数:过充门限4.25V±50mV、过充延时75mS、过充释放4.05V、过放门限2.9V±50mV 、过放延时10mS、静态功耗<5uA、工作电流2A、过流保护值3A;短路延时时间4~12ms;
(完整版)锂电池英文生产流程
Mixing(配料) Mix solvent and bound separately with positive and negative active materials. Make into positive and negative pasty materials after stirring at high speed till uniformity. Coating(涂布) Now, we are in coating line. We use back reverse coating. This is the slurry-mixing tank. The anode(Cathode)slurry is introduced to the coating header by pneumaticity from the mixing tank. The slurry is coated uniformly on the copper foil, then the solvent is evaporated in this oven. (下面的依据情况而定)There are four temperature zones, they are independently controlled. Zone one sets at 55 degree C, zone two sets at 65 degree C, zone three sets at 80 degree C, zone four sets at 60 degree C. The speed of coating is 4 meters per minute. You see the slurry is dried. The electrode is wound to be a big roll and put into the oven. The time is more than 2 hours and temperature is set at 60 degree C. Throughout the coating, we use micrometer to measure the electrode thickness per about 15 minutes. We do this in order to keep the best consistency of the electrode. Vocabulary: coating line 涂布车间back reverse coating 辊涂coating header 涂布机头 Al/copper foil 铝/铜箔degree C 摄氏度temperature zones 温区 wind to be a(big)roll 收卷evenly/uniformly 均匀oven 烘箱 evaporate 蒸发electrode 极片 Cutting Cut a roll of positive and negative sheet into smaller sheets according to battery specification and punching request. Pressing Press the above positive and negative sheets till they become flat. Punching Punching sheets into electrodes according to battery specification, Electrode After coating we compress the electrode with this cylindering machine at about 7meters per minute. Before compress we clean the electrode with vacuum and brush to eliminate any particles. Then the compressed electrode is wound to a big roll. We use micrometer to measure the compressed electrode thickness every 10 minutes. After compressing we cut the web into large pieces. We tape the cathode edge to prevent any possible internal short. The large electrode with edge taped is slit into smaller pieces. This is ultrasonic process that aluminum tabs are welded onto cathodes using ultrasonic weld machine. We tape the weld section to prevent any possible internal short. And finally, we clean the finished electrodes with vacuum and brush. Vocabulary: cylindering 柱形辊压vacuum 真空particle 颗粒 wound 旋紧卷绕micrometer 千分尺internal short 内部短路 slit 分切ultrasonic 超声波weld 焊接
锂电池生产工艺修订稿
锂电池生产工艺 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
锂离子电池工艺流程 正极混料 原料的掺和: (1)粘合剂的溶解(按标准浓度)及热处理。 (2)钴酸锂和导电剂球磨:使粉料初步混合,钴酸锂和导电剂粘合在一起,提高团聚作用和的导电性。配成浆料后不会单独分布于粘合剂中,球磨时间一般为2小时左右;为避免混入杂质,通常使用玛瑙球作为球磨介子。 干粉的分散、浸湿: (1)原理:固体粉末放置在空气中,随着时间的推移,将会吸附部分空气在固体的表面上,液体粘合剂加入后,液体与气体开始争夺固体表面; 如果固体与气体吸附力比与液体的吸附力强,液体不能浸湿固体;如果固体与液体吸附力比与气体的吸附力强,液体可以浸湿固体,将气体挤出。 当润湿角≤90度,固体浸湿。 当润湿角>90度,固体不浸湿。 正极材料中的所有组员都能被粘合剂溶液浸湿,所以正极粉料分散相对容易。 (2)分散方法对分散的影响: A、静置法(时间长,效果差,但不损伤材料的原有结构); B、搅拌法;自转或自转加公转(时间短,效果佳,但有可能损伤个别 材料的自身结构)。 1、搅拌桨对分散速度的影响。搅拌桨大致包括蛇形、蝶形、球形、桨形、 齿轮形等。一般蛇形、蝶形、桨型搅拌桨用来对付分散难度大的材料或配料的初始阶段;球形、齿轮形用于分散难度较低的状态,效果佳。 2、搅拌速度对分散速度的影响。一般说来搅拌速度越高,分散速度越快, 但对材料自身结构和对设备的损伤就越大。 3、浓度对分散速度的影响。通常情况下浆料浓度越小,分散速度越快,但 太稀将导致材料的浪费和浆料沉淀的加重。 4、浓度对粘结强度的影响。浓度越大,柔制强度越大,粘接强度 越大;浓度越低,粘接强度越小。 5、真空度对分散速度的影响。高真空度有利于材料缝隙和表面的气体排 出,降低液体吸附难度;材料在完全失重或重力减小的情况下分散均匀的难度将大大降低。 6、温度对分散速度的影响。适宜的温度下,浆料流动性好、易分散。太热 浆料容易结皮,太冷浆料的流动性将大打折扣。 稀释。将浆料调整为合适的浓度,便于涂布。 原料的预处理 (1)钴酸锂:脱水。一般用120 oC常压烘烤2小时左右。 (2)导电剂:脱水。一般用200 oC常压烘烤2小时左右。 (3)粘合剂:脱水。一般用120-140 oC常压烘烤2小时左右,烘烤温度视分子量的大小决定。 (4) NMP:脱水。使用干燥分子筛脱水或采用特殊取料设施,直接使用。 2.1.2物料球磨
锂电池的国家标准
锂电池的国家标准 Prepared on 24 November 2020
1、锂离子电池标称电压(),充电截止电压(,根据电芯的厂牌有不同的设计)。(锂离子电芯规范的说法是:锂离子二次电池) 2、对锂离子电池充电要求(GB/T18287 2000规范):首先恒流充电,即电流一定,而电池电压随着充电过程逐步升高,当电池端电压达到(),改恒流充电为恒压充电,即电压一定,电流根据电芯的饱和程度,随着充电过程的继续逐步减小,当减小到时,认为充电终止。(C是以电池标称容量对照电流的一种表示方法,如电池是1000mAh的容量,1C就是充电电流1000mA ,注意是mA而不是mAh,就是10mA。)当然,规范的表示方式是,我这里简化了。 3、为什么认为为充电结束:这是国家标准GB/T18287-2000所规定的,也是讨论得出的。以前大家普遍以20mA为结束,邮电部行业标准YD/T998-1999也是这样规定的,即不管电池容量多大,停止电流都是20mA。国标规定的有助于充电更饱满,对厂家一方通过鉴定有利。另外,国标规定了充电时间不超过8小时,就是说即使还没有达到,8小时到了,也认为充电结束。(质量没问题的电池,都应在8小时内达到,质量不好的电池,等下去也无意义) 4、怎样区别电池是还是:消费者是无法区分的,这要看电芯生产厂家的产品规格书。有些牌子的电芯是和通用的,比如A&TB(东芝),国内厂家基本是,但也有例外,比如天津力神是(但目前也是按了)。 5、把的电芯充电到会怎么样:会使电池容量提高,感觉很好用,待机时间增加,但会减短电池的使用寿命。比如原来500次,减少到300次。同样道理,把的电芯过充,也会减短寿命。锂离子电芯是很娇嫩的。 6、既然电池内有保护板,我们是否就可以放心了呢:不是,因为保护板的截止参数是(这还是好的,差的要到,保护板是应付万一的,假如每次都过充,电池也会很快衰减的。 7、多大的充电电流算是合适的:理论上越小对电池越有好处。但你总不能为了一块电池充电等3天吧。国标规定的低倍率充电是(仲裁充电制式),还以上面的1000mAh容量的电池为例,就是200mA ,那么我们可以估计出这只电池5个多小时可以充饱。(容量mAh=电流mA×时间h)国家技术监督部门鉴定锂电容量,是以1C的高倍率充电,以的低倍率放电,以时间计算出容量值,试验次数5次,有1次容量达到试验结束。(就是有5次机会,如果第一次试验就合格了,后面的4次不做)检测之前允许有一次预循环,就是以1C恒流充电至即停止,而没有后面的恒压到的过程,更没有14小时。 8、锂离子电池能承受多大的充电电流:厂家试验时可以很高,但国标高倍率规定为1C,还以上面的电池为例,1个多小时即可充满。这么大的充电电流,电池能承受吗对于目前的锂离子电芯,是小意思而已。目前没有对充电器的国家标准,所执行的是邮电部行业标准YD/T998 1999/2,里面规定了充电器的电流不得大于1C。 9、寿命是怎样规定的:简单说是指电池经过N次1C充、1C放电后,容量下降到70%,此时的N 就是寿命。并不是说300次还可以用,301次就不能用了。国标规定寿命不得小于300次。我们平时使用的条件没有检测时这么严酷,寿命会更长。 鼓起来就是过充的表现,不过像这种电子产品,是应该具备过充保护功能;过放保护功能;短路保护功能;过流保护功能的。 简短点的: 技术参数:过充门限±50mV、过充延时75mS、过充释放、过放门限±50mV 、过放延时10mS、静态功耗<5uA、工作电流2A、过流保护值3A;短路延时时间4~12ms;
锂离子电池原理及生产工艺流程
锂离子电池原理及工艺流程 一、原理 1.0 正极构造 LiCoO2(钴酸锂)+导电剂+粘合剂(PVDF)+集流体(铝箔)正极2.0 负极构造 石墨+导电剂+增稠剂(CMC)+粘结剂(SBR)+ 集流体(铜箔)负极3.0工作原理 3.1 充电过程:一个电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极,与早就跑过来的电子结合在一起。 正极上发生的反应为 LiCoO2=充电=Li1-xCoO2+Xli++Xe(电子) 负极上发生的反应为 6C+XLi++Xe=====LixC6 3.2 电池放电过程 放电有恒流放电和恒阻放电,恒流放电其实是在外电路加一个可以随电压变化而变化的可变电阻,恒阻放电的实质都是在电池正负极加一个电阻让电子通过。由此可知,只要负极上的电子不能从负极跑到正极,电池就不会放电。电子和Li+都是同时行动的,方向相同但路不同,放电时,电子从负极经过电子导体跑到正极,锂离子Li+从负极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达正极,与早就跑过来的电子结合在一起。 二工艺流程
1.正负极配方 1.1正极配方(LiCoO2(钴酸锂)+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铝箔) 正极) (10μm):93.5% LiCoO 2 其它:6.5% 如Super-P:4.0% PVDF761:2.5% NMP(增加粘结性):固体物质的重量比约为810:1496 a)正极黏度控制6000cps(温度25转子3); b)NMP重量须适当调节,达到黏度要求为宜; c)特别注意温度湿度对黏度的影响 ●钴酸锂:正极活性物质,锂离子源,为电池提高锂源。 钴酸锂:非极性物质,不规则形状,粒径D50一般为6-8 μm,含水量≤0.2%,通常为碱性,PH值为10-11左右。 锰酸锂:非极性物质,不规则形状,粒径D50一般为5-7 μm,含水量≤0.2%,通常为弱碱性,PH值为8左右。 ●导电剂:提高正极片的导电性,补偿正极活性物质的电子导电性。 提高正极片的电解液的吸液量,增加反应界面,减少极化。 非极性物质,葡萄链状物,含水量3-6%,吸油值~300,粒径一般为2-5 μm;主要有普通碳黑、超导碳黑、石墨乳等,在大批量应用时一般选择超导碳黑和石墨乳复配;通常为中性。 ●PVDF粘合剂:将钴酸锂、导电剂和铝箔或铝网粘合在一起。 非极性物质,链状物,分子量从300,000到3,000,000不等;吸水后分子量下降,粘性变差。 ●NMP:弱极性液体,用来溶解/溶胀PVDF,同时用来稀释浆料。 ●正极引线:由铝箔或铝带制成。 1.2负极配方(石墨+导电剂(乙炔黑)+增稠剂(CMC)+粘结剂(SBR)+ 集流体(铜 箔)负极) 负极材料:94.5% Super-P:1.0% SBR:2.25% CMC:2.25% 水:固体物质的重量比为1600:1417.5
揭秘!锂电池制造工艺设计全解析
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 揭秘!锂电池制造工艺设计全解析 WORD 格式-可编辑揭秘!锂电池制造工艺全解析锂电池结构锂离子电池构成主要由正极、负极、非水电解质和隔膜四部分组成。 目前市场上采用较多的锂电池主要为磷酸铁锂电池和三元锂电池,二者正极原材料差异较大,生产工艺流程比较接近但工艺参数需变化巨大。 若磷酸铁锂全面更换为三元材料,旧产线的整改效果不佳。 对于电池厂家而言,需要对产线上的设备大面积进行更换。 锂电池制造工艺锂电池的生产工艺比较复杂,主要生产工艺流程主要涵盖电极制作的搅拌涂布阶段(前段)、电芯合成的卷绕注液阶段(中段),以及化成封装的包装检测阶段(后段),价值量(采购金额)占比约为(35~40%):(30~35)%:(30~35)%。 差异主要来自于设备供应商不同、进口/国产比例差异等,工艺流程基本一致,价值量占比有偏差但总体符合该比例。 专业知识--整理分享 1/ 7
WORD 格式-可编辑锂电生产前段工序对应的锂电设备主要包括真空搅拌机、涂布机、辊压机等;中段工序主要包括模切机、卷绕机、叠片机、注液机等;后段工序则包括化成机、分容检测设备、过程仓储物流自动化等。 除此之外,电池组的生产还需要 Pack 自动化设备。 锂电前段生产工艺锂电池前端工艺的结果是将锂电池正负极片制备完成,其第一道工序是搅拌,即将正、负极固态电池材料混合均匀后加入溶剂,通过真空搅拌机搅拌成浆状。 配料的搅拌是锂电后续工艺的基础,高质量搅拌是后续涂布、辊压工艺高质量完成的基础。 涂布和辊压工艺之后是分切,即对涂布进行分切工艺处理。 如若分切过程中产生毛刺则后续装配、注电解液等程序、甚至是电池使用过程中出现安全隐患。 因此锂电生产过程中的前端设备,如搅拌机、涂布机、辊压机、分条机等是电池制造的核心机器,关乎整条生产线的质量,因此前端设备的价值量(金额)占整条锂电自动化生产线的比例最高,约35%。 锂电中段工艺流程锂电池制造过程中,中段工艺主要是完成电池的成型,主要工艺流程包括制片、极片卷绕、模切、电芯卷绕成型和叠片成型等,是当前国内设备厂商竞争比较激烈的一个领域,占锂电池生产线价值量约 30%。 目前动力锂电池的电芯制造工艺主要有卷绕和叠片两种,对应的
锂电池生产工艺分析
关于循环不合格的分析 一、正负极活性材料的物化结构性质的影响 正负极活性材料的物化结构性质对锂离子的嵌入和脱嵌有决定性的影响,因而影响电池的循环寿命。正负极活性材料的结构是主要的影响因素,使用容易脱嵌的活性材料充放电循环时,活性材料的结构变化较小,而且这种微小变化是可逆的,因而有利于延长充放电循环寿命。 1、材料在充放电过程中的结构稳定性 材料在充放电过程中的结构稳定性有利于提高其充放循环性能。如尖晶石材料LiXMn2O4,具有优越的循环性能,其主要原因之一便是在锂离子的嵌入和胶出过程中,单元晶胞膨胀、收缩率小于1%,即体积变化小;LiXMn2O4(X大于等于1)电极在充放过程中容量损失严重,主要是因为在充放电过程中,其颗粒表面发生Jahn-Teller畸变效应,单元晶胞膨胀严重,使结构完整性破坏。对材料进行适当的离子掺杂可有效提高材料的结构稳定性。如对尖晶石结构LiXMn2O4进行适量的钴(Co)掺杂,因钴使该材料的晶格参数变小,在循规蹈矩环过程中晶体结构趋于稳定,从而有效改善了其循环稳定性。 2、活性材料的料度分布及大小影响 活性材料的粒度对其循环性能影响很大。研究表明:活性材料的粒度在一定范围与材料的循环性能正相关;活性材料的粒度分布越宽,其循环性能就越差,因为当粒度分布较宽时,其孔隙度差,从而影响其对电解液的毛细管作用而使阻抗表现较大,当充电到极限电位时,大颗粒表面的锂离子会过度脱嵌而破坏其层状结构,而不利于循环性能。 3、层状结构的取向性及厚度的影响 具有高度取向性和高度层状有序结构且层状结构较厚的材料,因锂离子插入的方向性强,使用其大电流充电放循环时性能不佳,而对于一些具有无序性层状结构(混层结构)或层结构较薄的材料,由于其锂离子脱嵌速率快,且锂脱嵌引起的体积变化较小,因而其充放循环过程中容降率较小,且耐老化。 4、电极材料的表面结构和性质的影响 改善电极材料的表面结构和性质可有效抑制有机溶剂的共插入及其与电解液间的不良反应,如在石黑表面包覆一层有机聚合物热解碳,在一些正极活性材料如LiCOO2,LiC0XNi1-XO2等表层涂覆一层玻璃态复合氧化物如
锂电池生产中各种不良原因及分析
各种不良原因的造成以及原因分析20130830 一、短路: 1、隔膜刺穿: 1)极片边尾有毛刺,卷绕后刺穿隔膜短路(分切刀口有毛刺、装配有误); 2)极耳铆接孔不平刺穿隔膜(铆接机模具不平); 3)极耳包胶时未包住极耳铆接孔和极片头部(裁大片时裁刀口有毛刺); 4)卷绕时卷针划破隔膜(卷针两侧有毛刺); 5)圧芯时气压压力太大、太快压破隔膜(气压压力太大,极片边角有锐角刺穿隔膜纸)。 2、全盖帽时极耳靠在壳闭上短路: 1)高温极耳胶未包好; 2)壳壁胶纸未贴到位; 3)极耳过长弯曲时接触盖帽或壳壁。 3、化成时过充短路: 1)化成时,正负极不明确反充而短路; 2)过压时短路; 3)上柜时未装好或内部电液少,充电时温度过高而短路。 4、人为将正负极短路: 1)分容上柜时正负极直接接触; 2)清洗时短路。 二、高内阻: 1、焊接不好:极耳与极片的焊接;极耳与盖有虚焊。 2、电液偏少:注液量不准确偏少;封口时挤压力度过大,挤出电液。 3、装配结构不良:极片之间接触不紧密;各接触点面积太小。 4、材质问题:极耳及外壳的导电性能;电液的导电率;石墨与碳粉的导电率。 三、发鼓: 1、电池内有水分:制造流程时间长;空气潮湿;极片未烘干;填充量过大,入壳后直接发鼓;极片反弹超厚,入壳后发鼓。 2、短路:过充或短路。 3、高温时发鼓;超过50°C温度发鼓。 四、低容量:
1、敷料不均匀,偏轻或配比不合理。 2、生产时断片、掉料。 3、电液量少。 4、压片过薄。 五、极片掉料: 1、烘烤温度过高,粘接剂失效。 2、拉浆温度过高。 3、各种材料因素:如P01、PVDF、SBR、CMC等性能问题。 4、敷料不均匀。 六、极片脆: 1、面密度大,压片太薄。 2、烘烤温度过高。 3、材料的颗粒度,振头密度等。 各工位段不良原因的造成及违规操作 一、配料: 不良原因:1)各种添加剂与P01的配比; 2)浆料中的气泡;导致拉浆时不良率增加,以及 3)浆料中的颗粒;正负极活性物质的容量发挥和 4)浆料的粘度。极片掉料。 不良操作:1)加入添加剂时少加或多加; 2)浆料搅拌时间不准确; 3)浆料中添加剂或多或少。 二、拉浆: 不良原因:1)敷料不均; 2)掉料或湿片;不良率增多,和电池性能不好。 3)断带。 不良操作:1)刀口调试不标准或刀口垫干料,或走速太快;