钢筋混凝土工程概述
钢筋混凝土工程
在水利土木工程施工中,钢筋混凝土工程占有非常重要的位置。钢筋混凝土工程包括钢筋、模板、砼三个工种工程,这是本章要介绍的主要内容,也是全教材的重点内容之一。
第一节钢筋工程
一. 钢筋工程概述:
(一)常用钢筋:
i—w 级。
(二)合格钢筋:
应有合格证明书,或者试验报告单。
(三)工地管理:
运到施工现场的钢筋,应按不同的等级、不同的型号、不同的规格、不同的生产厂家,分批分类堆放,并按施工规范做有关性能实验,不符合要求的,应重新分级。
(四)钢筋加工内容:
一般包括冷拉、冷拔、调直、剪切、弯曲、焊接等。
二. 钢筋冷拉:
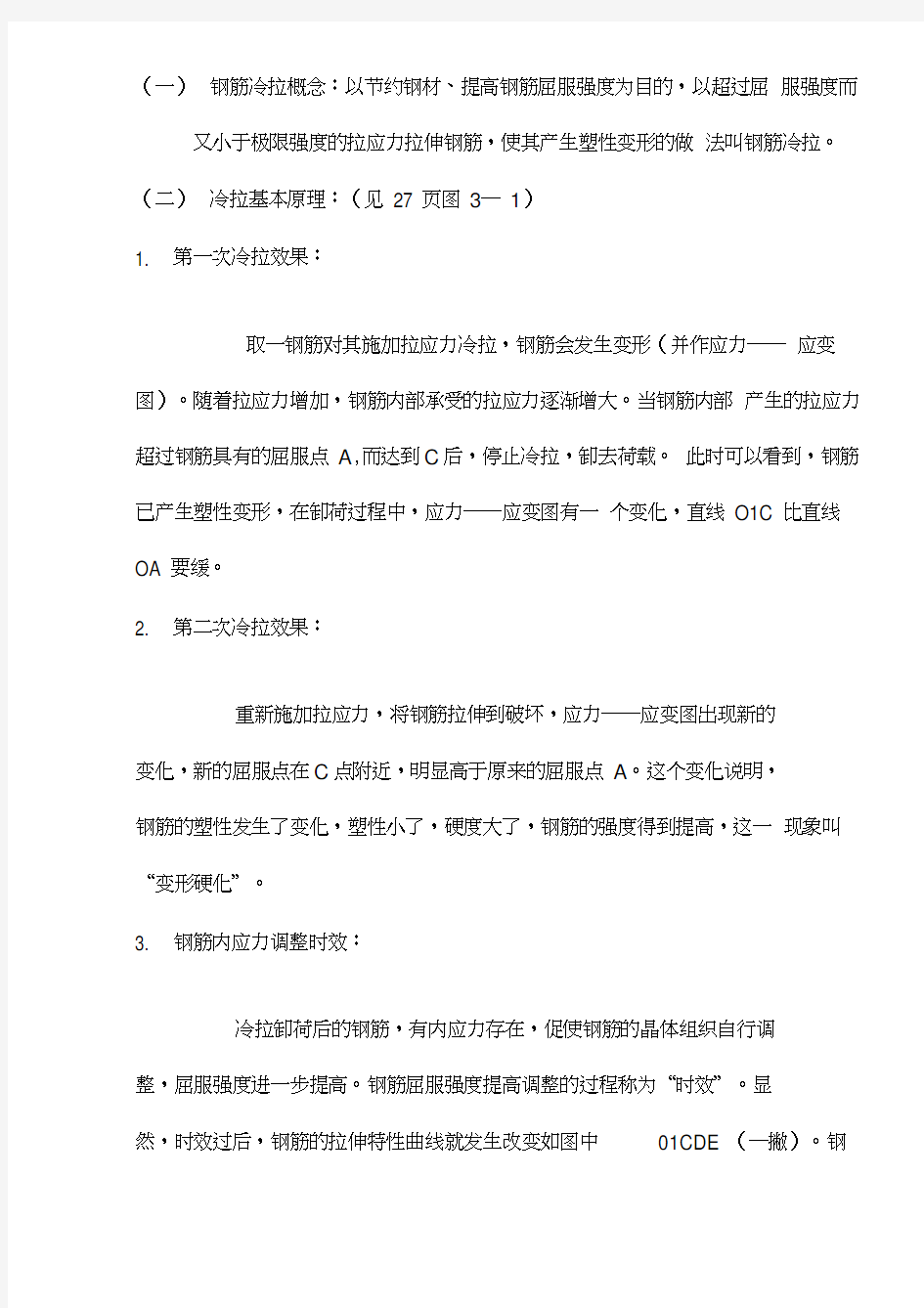
(一)钢筋冷拉概念:以节约钢材、提高钢筋屈服强度为目的,以超过屈服强度而又小于极限强度的拉应力拉伸钢筋,使其产生塑性变形的做法叫钢筋冷拉。(二)冷拉基本原理:(见27 页图3—1)
1. 第一次冷拉效果:
取一钢筋对其施加拉应力冷拉,钢筋会发生变形(并作应力——应变图)。随着拉应力增加,钢筋内部承受的拉应力逐渐增大。当钢筋内部产生的拉应力超过钢筋具有的屈服点A,而达到C后,停止冷拉,卸去荷载。此时可以看到,钢筋已产生塑性变形,在卸荷过程中,应力——应变图有一个变化,直线O1C 比直线OA 要缓。
2. 第二次冷拉效果:
重新施加拉应力,将钢筋拉伸到破坏,应力——应变图出现新的
变化,新的屈服点在C点附近,明显高于原来的屈服点A。这个变化说明,
钢筋的塑性发生了变化,塑性小了,硬度大了,钢筋的强度得到提高,这一现象叫“变形硬化”。
3. 钢筋内应力调整时效:
冷拉卸荷后的钢筋,有内应力存在,促使钢筋的晶体组织自行调
整,屈服强度进一步提高。钢筋屈服强度提高调整的过程称为“时效”。显
然,时效过后,钢筋的拉伸特性曲线就发生改变如图中01CDE (—撇)。钢
筋种类不同、温度条件不同,时效也不同。I级、H级钢筋,在常温下,15—
20 天完成,这叫“自然时效”;在温度100度下,2 小时可完成,(多用蒸
汽加热或者电热方法),这叫“人工时效”。皿级、W级钢筋,一般通过电加热到150—300 度,经20 分钟可以完成。
4. 冷拉钢筋的使用:冷拉钢筋一般不作受压钢筋使用,在受冲击荷载的构件中,在
负温
度条件下、在非预应力的水工砼中,都不能使用冷拉钢筋,对于H、皿、W 级和5 号钢的钢筋在冷拉以后,一般用作预应力钢筋。
(三)钢筋冷拉控制:
1 冷拉率:
冷拉时,钢筋弹性变形的总伸长值与原有长度的百分比称冷拉率。(注意冷拉应力的概念)
2. 冷拉控制目的:
钢筋的冷拉应力和冷拉率越大,则钢筋强度的提高和塑性的降低就
越多,但是,冷拉后的钢筋应仍然具有一定的塑性,以保证结构在破坏前还会出现比较明显的变形,不至于形成突然的脆性破坏。这就是冷拉控制的目的。
3. 冷拉控制指标:
冷拉控制可用冷拉应力,也可用冷拉率,要求尽量用冷拉应力。(其控制指标见教材28页表3——1 和表3——2)
5. 不同情况的冷拉控制:
1) 冷拉应力控制的情况:
对于H、皿、W级钢筋和5号钢的钢筋,在冷拉后,作预应力钢
筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,最大冷拉率超过了规范规定(表3——1)值,还要再进行机械能实验。
2) 冷拉率测定控制要求:
以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4 个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3) 不同炉批的冷拉控制:
对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定(表3——1)。
4) 冷拉速度控制:
要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5——1.0 为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2——3 以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
5) 冷拉控制方法:
冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同
时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀
的钢筋,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一
根钢筋冷拉率也不一样)冷拉质量得不到保证。双控方法可以避免上述问
题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为
合格。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种钢筋要降低强度使用。对于预应力钢筋必须采用双控方法。
(四)冷拉设备简说:(如29 页图3——2)
冷拉设备一般都有拉力装置(给钢筋施加拉力的设备)、承力装置(固定受力的设备)、钢筋夹具(固定连接钢筋的设备)、测量设备(测量冷拉长度的设备)组成。各种用途的设备,都有许多类型,在施工实习或者今后的实际工作中注意了解掌握。
三. 钢筋冷拔:
(一)钢筋冷拔的概念:
这是将直径6——8的1级钢筋冷拔成低碳钢丝的一种钢筋加工手
段。特点是,与受纯拉伸应力比,冷拔是同时受纵向拉伸和横向压缩的立体应力。因此,钢筋冷拔后的强度提高更多,可达40%——90%,但冷拔后塑性大大降低,应力应变的屈服阶段基本不再存在。(硬度提高了,塑性降低了)。
(二)冷拔低碳钢丝分级和用途:
它分甲级和乙级。甲级主要作预应力钢筋使用;乙级可以用于焊接钢筋
网、焊接骨架、焊接箍筋、焊接构造钢筋。
(三)冷拔基本工艺:(基本过程是)
轧头:固定钢筋端部的工序;
剥皮:清楚钢筋表层硬渣壳的工序(钢筋表层的硬渣壳,容易损
坏拔丝模具);
润滑:减少拔丝过程磨阻力的工序(润滑剂一般用甲级石灰、动物油、白蜡、水,按适当比例配置而成,经验比例为1:0.3:0.1:2);
拔丝:将钢筋通过特制的钨合金拔丝模孔强力拉拔成小直径钢丝的工序。(四)冷拔影响因素:主要影响因素是钢筋本身的质量和冷拔的总压缩率。例如:对于质
量的要求,甲级冷拔低碳钢丝要用符合I级热轧钢筋的光圆盘条进行拔制。总压缩率
一般按下式控制:(d2 d2)/d2 100% 式中:d0 —原料钢筋
直径(mm); d—成品钢丝直径(mm); B越大,抗拉强度提高越大,同
时,塑性降低也越多。因此B不宜过大或过小,一般控制在60—80%。所以
直径5 mm的钢丝由? 8钢筋拔制;直径3.5—4 mm的钢丝由? 6.5的钢筋拔制。(五)冷拔次数控制:
由钢筋拔成钢丝一般要经过多次冷拔,冷拔次数对钢丝强度影响
不大,但却影响生产率。因为,次数过少,一次压缩率大,对拔丝机具要求高(功率要大),对拔丝模具损耗严重,还容易断丝;次数过多,钢丝的塑性降低也多,并且拔成的钢丝脆性大,容易断,生产率就会降低。次数的控制是控制每一次拉拔前后的直径比,一般合适的直径比为1.15。
四. 钢筋焊接:
钢筋焊接也是钢筋加工的重要内容之一,钢筋焊接方法很多,焊接设备复杂,技术要求较高,因此,对电焊工要专门进行技术培训,故本部分内容课堂上不再进行讨论。
五. 钢筋的其他加工:钢筋的调直、除锈、剪切、弯曲等工作,都是钢筋加工的具体
内容。
(一)调直:
钢筋成型加工之前必须进行的工作就是调直。调直的方法可以用调直机,也可以人工在钢板上用锤子敲打,更多的是采用冷拉法。专门为了调直进行的冷拉,要控制冷拉率不大于1—2%。
(二)除锈:
钢筋在运输、存放等管理过程中,难免会沾污油渍、漆污、生锈等。
过去在施工前,除锈是必须要进行的工序,以免影响与砼的粘接。但实践证
明,不严重的锈对粘接性并无影响。所以,现在对一般的锈不再清除。锈在冷拉、调直等加工工序中,锈会自动脱落。生锈严重的一般还是要清理。除锈方法常用:钢丝刷擦刷,机动钢丝轮擦磨,机动钢丝刷磨刷,喷沙枪喷沙,生锈很严重,有特殊
要求的,可在硫酸或者盐酸池中进行酸洗除锈。
三)剪切:
剪切是指钢筋的下料切断。这一工作主要是选择合适的剪切机具。常用的有电动剪切机或液压剪切机(剪切40mm 以下的)、手动剪切器(剪切12mm 以下的)、氧炔焰切割、电弧切割(切割特粗钢筋)。(四)弯曲成型:40mm以下的钢筋一般用专门的钢筋弯曲机弯曲成型,无弯曲机的
也可以在工作台上手工弯制。但,不论采取什么方法,弯曲成型都应符合设计图纸的要求。
六. 钢筋配料: