包装作业指导书

产品通用文件编号文件版本/次B/0受控状态编制
审核
批准
工序
包装
编制日期
2016/5/18
生效日期
2016/5/19
页码
1/3
No 物料名称No 工装夹具数量
No
劳保用品
数量
版本/次
变更日期
变更内容
1包装箱、纸护角1手叉车1台1防滑防割手套
1双/人
B/0
2016/5/18
SOP结构变更
2打包带及其护角
2打包机1台23包裹膜3打包带盘车1台3四、作业流程
1.作业前准备
a.佩戴好防滑防割手套;
b.清点工装夹具是否齐全,物料是否备齐;2.铭牌粘帖
a.根据过程流转单上的功率数据选择对应功率的铭牌;
b.放置铭牌粘帖定位板,将铭牌粘帖在定位板量缺口位置中间并紧挨定位板,然后将ID码从过程流转单上取下粘帖于铭牌中间位置;(图1-2)3.送检
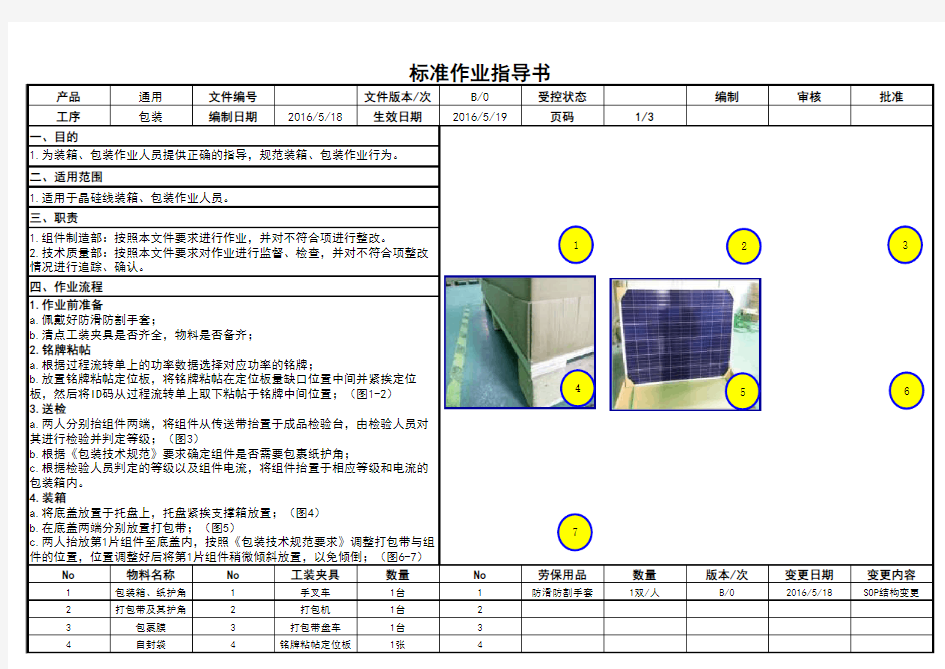
a.两人分别抬组件两端,将组件从传送带抬置于成品检验台,由检验人员对其进行检验并判定等级;(图3)
b.根据《包装技术规范》要求确定组件是否需要包裹纸护角;
c.根据检验人员判定的等级以及组件电流,将组件抬置于相应等级和电流的包装箱内。4.装箱
a.将底盖放置于托盘上,托盘紧挨支撑箱放置;(图4)
b.在底盖两端分别放置打包带;(图5)
c.两人抬放第1片组件至底盖内,按照《包装技术规范要求》调整打包带与组件的位置,位置调整好后将第1片组件稍微倾斜放置,以免倾倒;(图6-7)
一、目的
1.为装箱、包装作业人员提供正确的指导,规范装箱、包装作业行为。二、适用范围
1.适用于晶硅线装箱、包装作业人员。三、职责
1.组件制造部:按照本文件要求进行作业,并对不符合项进行整改。
2.技术质量部:按照本文件要求对作业进行监督、检查,并对不符合项整改情况进行追踪、确认。1
7
6
54
3
2
产品
通用
文件编号
文件版本/次
B/0受控状态编制
审核
批准
工序包装编制日期2016/5/18生效日期2016/5/19
页码
2/3
NO.项目1包装No
物料名称
No 工装夹具
数量
No
劳保用品
数量
版本/次
变更日期
变更内容
1包装箱、纸护角1手叉车1台1防滑防割手套
1双/人
B/0
2016/5/18
SOP格式变更
2打包带及其护角
2打包机1台23包裹膜3打包带盘车1台3《包装技术规范》
五、技术规格
技术要求
d.依次摆放组件,组件与组件需紧挨不留空隙;(图8)
e.装箱完成后将该箱组件对应的条形码从过程流转单上取下,靠左按顺序粘帖于ID清单上。(图9)5.打包
a.根据《包装技术规范》装箱满后,两端各站一人,同时用力将组件扶正,然后其中一人继续扶住组件,另一人开始打包,将压在组件下方的两端打包带各自进行缩紧热熔,打包完毕后将组件用叉车叉置于外包装打包区。(图10-11)
b.短边打包;将打包带平直从长边最外侧木墩内侧穿出,固定好位置后在打包带与箱盖结合处放置打包带护角,然后使用气动打包机连接两头进行收缩热熔。
c.长边打包:将打包带平直从短边最外侧木墩内侧穿出,固定好位置后在打包带与箱盖结合处放置打包带护角,然后使用气动打包机连接两头进行收缩热熔。
c.打包完成后将ID清单粘帖至规定位置,由检验员进行检验确认;(图12-15)6.包膜
a.检查外箱清单检验员盖章处是否盖章,外箱清单已盖章方可包膜,未盖章不允许包膜;
b.包膜时先包顶部,两边溢出20cm左右;
c.侧面包膜:从下而上采用旋转包裹上升的放置进行包裹,包裹到顶部时需将顶部溢出的部分包裹在内。(图16)
8
13
12
11
10
9
1
4
15
16