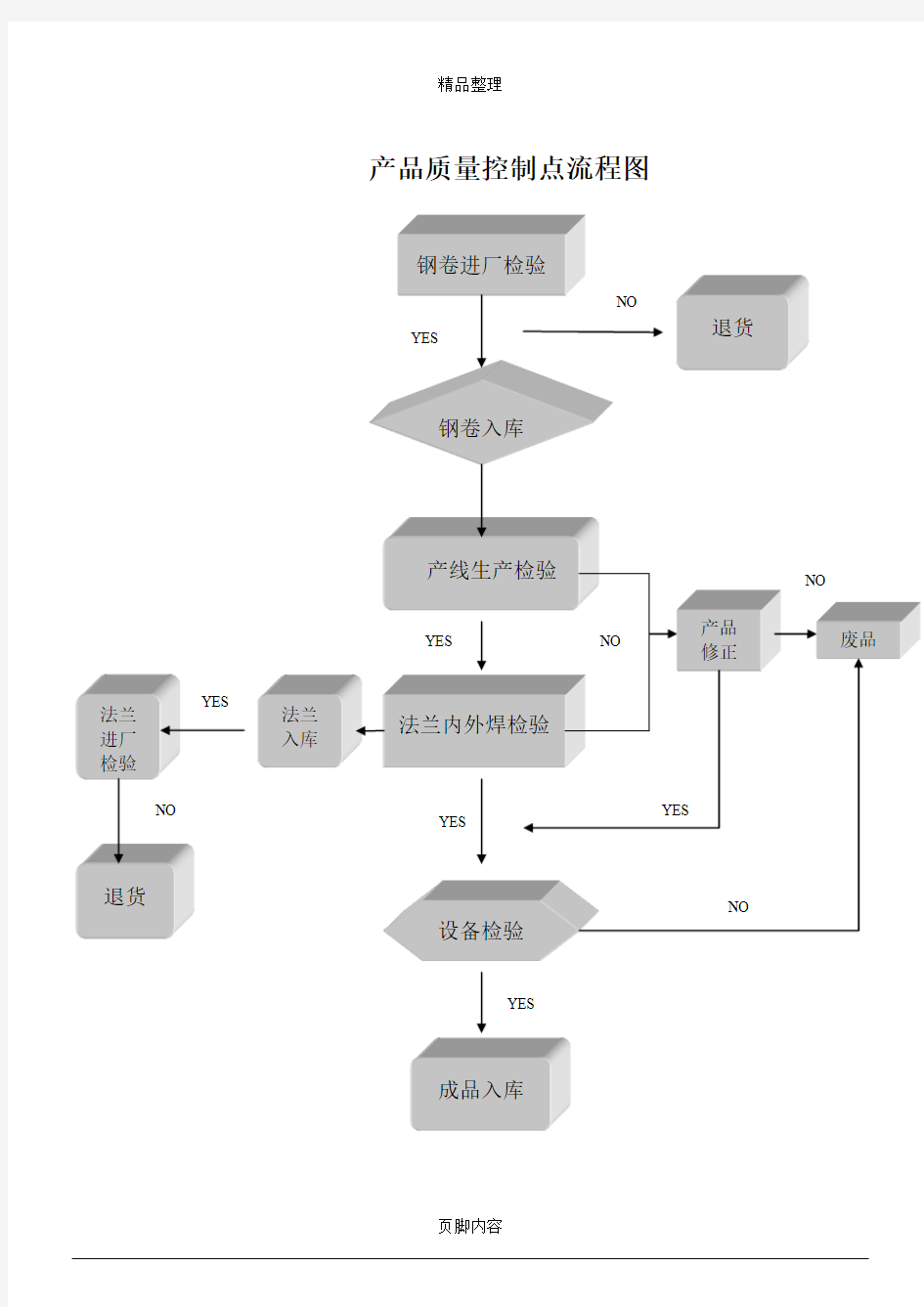
产品质量控制点流程图

页脚内容
页脚内容
质量控制流程图
3.1.1 现场质量控制流程图 施工准备 项工程施工计划施工方案 工程质量控制指标 检验频率及方法 材料、机械、劳动力、现 场管理人员准备 分项开工报告 批准 分项开工批复单 每道工序施工 施工测量放线 报告 检验试验报告设计施工复核 不批准 分析原因,及时修复改正或返工 材料检查工艺流程检查测量检测试验检测质检工程师检查 自检结果 工序交接报告 不合格 抽样检查资料检查试验抽测测量检测工序检验记录检查 交工报告 不合格 合格 交工证书 现场质量控制流程图
3.1.2 质量管理组织机构流程图 指挥长 生产副指挥长 质量安全 总工程师 材 料 厂 科 程 工 安全质量 试 验 室 指挥部质管 工程师 质量安全 委员会办 指挥部质管 工程师 工 程 队 队 程 工 程 队 工 质量管理组织机构流程图
3.1.3 质量检验总流程图 原材料取样 不 合 标准试验格 试验结果评定、是否合格 试验报告 实施控制检验 成品抽样检验 试验结果评定、是否合格 合格不合格 作业结论分析原因 结束提出处理意见 质量检验总流程图
3.1.4 工程材料、构配件和设备质量控制流程图 承包单位填写 《工程材料/构配件/设备报验单》 方法: 承包单位另选不合格 监理工程师审核 合 格 1.审核证明资料 2.到厂家考察 3.进场材料检验 4.进行验证复试承包单位使用 工程材料、构配件和设备质量控制流程图
3.1.5 技术质量主要工作流程图 图纸会审 参加设计交底 编制施工组织设计工程师审批 工程物料确认 进场验收 技术复核 分部工程验收 技术交底工程定位交接 甲方、监理确认工程师确认 隐蔽验收质量验收 资料审核 甲方、乙方、设计联合验收 交付使用送交资料和竣工图 回访维修 技术质量主要工作流程图
离子交换带控制点的工艺流程图
(一)带控制点的工艺流程 工艺流程及原理 反洗水 废液 正洗水 工作原理: 离子交换是指水溶液通过树脂时,发生在固体颗粒和液体之间的界面上,固液间离子相互交换的过程。离子交换反应是可逆反应,离子交换对不同组分显示出不同的平衡特性。在水处理中常见的离子交换反应是水的软化,除盐及去除或回收污水种重金属离子等。水中在阳离子交换剂上的Na+离子进行交换反应。其反应如下: 2RNa+M2+=R2M+2Na2+ 式中:R-----离子交换剂的骨架N+-----交换剂上可交换离子 M2+----水溶液中二价阳离子 (三)自动控制,在线检测及参数调节 自动控制:水泵 1、调节池,盐池,软水池均设下水位开关及水位下限自动报警装置。水位达下限 时报警并停泵。 在线检测: 1、流量:泵(A-J,L-N)出口流量在线检测,其中泵(A-C)流量的瞬时值和累 计值通过计算机显示,记录和打印。 2、测硬度:A7-A8检测 3、Ph值:调节池中污水,混合反应池中污水,泵(G)出水的Ph值在线检测, 既可现场检读,也可通过计算机显示,记录并打印。 运行参数调节及控制策略 1、流量: 泵(I-K)皆为交流电源离心泵,泵(I-K)连接电磁流量计(F1 -10 )可通过 计算机,根据流量设定值指定变频器工作,改变泵的转速以调节其流量。(四)额定运行参数及预期效果 1、盐池容积:12.3L 2、离子交换柱:进水流量0.1m3h-1,进水空塔流速=正洗强度=12.7m/h,正洗流量100Lh-1,反洗强度10.2m/h,反洗流量80Lh-1,正反洗时间各15分钟。 3、软水池:流量0.10m3h-1,容积1.37m,停留时间13.7小时。 4、调节池:流量0.10m3h-1。 (五)非标设备的工艺设计及计算
生产工艺操作程序关键控制点
生产作业控制制度 一、销售部依据市场需求及客户要求,下达《生产制造单》至生产车间。 二、技术部负责编制《产品工艺流程图》、《作业指导书》,各工序操作员严格依据《产品工艺流程图》、《作业指导书》进行作业。当因相关因素的改变而需更改《作业指导书》时,则依据《文件和资料控制制度》进行相应的更改。 三、设备质量的控制依据《生产设备控制制度》执行。 四、品管部负责跟进每一工序工艺执行情况,当发现有违反工艺操作或不规范操作时,应予以纠正。 五、品管部负责对每一质量控制点的工序产品进行检验和试验,并负责对工序产品的放行。 六、对有技能培训要求的工序,应组织此类工序人员的培训、考核。只有经培训及考核合格的人员才能上岗操作,定员定岗,品管部负责本工序人员质量的管理和控制,当发现人员质量不合格时,应立即停止其作业,并提出人员培训申请,实施培训事宜。当因相关因素的改变而需更新岗位技能时,则对人员进行重新培训。 七、对特殊过程的控制应由具备资格的操作者完成,且定员定岗。 八、附相关文件: 《作业指导书》 《产品工艺流程图》 《批生产指令》 《批生产记录(生产前)》 《批生产记录(生产中)》 《工艺流程图》 《配料操作规程》 《灌装/包装操作规程》
洗发液生产作业指导书 (操作过程控制) 一、生产前的准备: 1、清洗加热搅拌机,搅拌机干净后,才可生产。 2、清洗生产用具、桶、铲、冲洗干净后,才可使用。 3、检查校正磅秤、衡器,正确无误。 4、测试纯水PH值应在之间,方可使用。 5、测试纯水电导率应在8以下,达标后才可使用。 6、检查原材料是否满足生产用量,才可生产。 7、检查电源、各种仪表应正常。 二、秤料规程: 1、纯水:按百分比计算,不得误差1%按配方比例加入。 2、原料:按百分比计算,按配方比例不得有任何误差。 三、生产操作: 1、将原材料加入搅拌机,搅拌15---20分钟,彻底均匀后,方可加入其它添加剂。 2、去离子水,按配方比例加入,在每分钟50---60转良好的搅拌下,使原料与纯水搅拌,边搅拌、边加热、加热75℃,然后关闭加热管。 3、在良好的搅拌下,恒温搅拌30分钟、化、杀菌。 4、将恒温后,开始降温,边搅拌、边降温。 5、冷至40℃后,加入防腐剂、香精、添加剂、搅拌30---50分钟均匀后,才送化验室检验,合格后才出料。进入静置室。 四、质量检验: 1、半成品未出料前检验PH值在6---7之间,才合格。 2、半成品离心,30分钟/2000转,,无油水分离现象,才合格。 3、泡沫测试在50以上,才合格。 4、粘度测试在7000以上,才合格。 5、耐热±40℃、24h,恢复室温后应正常,才合格。 6、耐寒—15℃、24h,恢复室温后,应正常。 7、细菌检验,培养48 n±37℃,应达到国家标准,才合格。 8、经检验合格后,才通知生产部分装车间灌装。 五、分装成品: 1、塑料瓶用乙醇消毒后,才可装成品。 2、塑料瓶应喷生产日期、保质期二年。 3、对不合格塑料瓶,一律不得装成品。 4、塑料瓶说明书、字迹不清楚一律不得装成品。 5、分装成品时,应凭化验室放得单,才可分装。 6、洗发液分装,瓶瓶过秤200ml,每甁秤量不得少于202g、只准多,不准少。 六、包装车间: 1、分装车间过好秤的成品,应盖好瓶盖,检验瓶外观应整洁。 2、大纸箱应检查与洗发液是否相符。 3、质检员检验包装应达到企业内控标准,才在合格证上签字放行。 4、包装完后,经质检员全部检验合格后,才可入库。
二级反渗透纯化水带控制点工艺流程图
SU 002 PU-002 CF101 0-10 bar PI 007 0-10 bar PI 006RO-001 PHE 001 pH PHSA 001 H 0-25 bar PI 0080-25 bar PS 002RO-002 SU 003 PU-003 0-25 bar PI 011 0-25 bar PS 004 CIP In CIP Out CIP In 0-25 bar PI 009 0-25 bar PI FI 005 0...2.5m3/h CIP Out CIP Out CIP Out C 002 0-10bar FT101 0-10bar PI 0030-10bar TT 002 PI 004 0-10bar FT102 PI 005 TT 001 TI 001 HC-001 0...6m3/h 0-10bar PI 001 PU-001 2-3bar TK101 LT 001 001 HW-D40/304-0001 DN20 PDX-001 24 V V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O V A L V E N O A B LT 002 002 HXQ-001 TK102 SU 004 UV-001 PU-004 TT 004 TICA+ 004 CISA 004 CET 004HC-002 FIT 006 FIC 006 TT 003TICA+ 003 PI 014 0...10 bar 0...6m3/h PIC 010 PT 010 0...10 bar PSA 010H L CISA 002 CET 002 0...100US/cm FI 002 0...4m3/h FIT 004 0...4m3/h PI 013 FICQ 004 FSA 004 L 0-10 bar CISA 003 CET 003 0-10 bar PS 001 0...2.5m3/h 0-10 bar PS 003 PT 001 0-10bar SU 001 HW-D40/304-0001 PSA-005 PS 005 1-6 bar PI 015 0...10 bar HW-D40/304-0001 CISA 001 CET 001 0...2000US/cm
工艺流程图(关键控制点分析)
重庆咏熹餐饮文化有限公司 味精工艺流程图 CCP1 CCP2 CCP3 原料内分装外包成品 关键控制点的描述 CCP1: 原辅料验收:分装前检查供方提供的原料谷氨酸钠(味精)应符合味精GB2720-2003卫生标准要求,经检验具有该产品应具有的特性,符合出厂要求方可进行分装。 CCP2: 内分装:应符合国家质量监督检查检疫总局【2005】第75号令《定量包装商品计量监督管理办法》 CCP3: 外包:预包装产品包装按GB 7718-2011 预包装食品标签通则规定标注,产品的外包标志符合GB/T191-2008 的要求。
重庆咏熹餐饮文化有限公司 五香粉工艺流程图 CCP1 CCP2 CCP3 CCP4 原料预处理配料成品 关键控制点的描述 CCP1:原辅料验收:五香应符合五香的验收要求,经检验合格,符合出厂要求方可进行配料搅拌。 CCP2:配料:按原料配方、比例称取适宜的原料。 CCP3:内分装:应符合国家质量监督检查检疫总局【2005】第75号令《定量包装商品计量监督管理办法》 CCP4:外包:预包装产品包装按GB 7718-2011 预包装食品标签通则规定标注,产品的外包标志符合GB/T191-2008 的要求。
重庆咏熹餐饮文化有限公司 花椒粉、胡椒粉工艺流程图 CCP1 CCP2CCP3 原料内分装成品 关键控制点的描述 CCP1:原辅料验收:花椒,胡椒应符合花椒,胡椒的验收要求,经检验合格,符合出厂要求方可进行粉碎包装。CCP2:内分装:应符合国家质量监督检查检疫总局【2005】第75号令《定量包装商品计量监督管理办法》 CCP3:包装:预包装产品包装按GB 7718-2011 预包装食品标签通则规定标注,产品的外包标志符合GB/T191-2008 的要求。
质量管理流程图
质量管理流程图集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08]
主题:第三部分项目控制管理????????????????????????[]?[]??????? 第三部分项目控制管理 7 项目进度控制 一般规定 项目进度控制应以实现合同约定的竣工日期为最终目标。 项目进度控制目标应按合同规定的承包内容将各项工作逐月进行分解和安排。 项目进度控制应建立以项目经理为中心的控制体系,项目控制负责人是项目进度控制的责任人,项目控制工程师是执行者。 项目控制部门应按下列程序进行项目进度控制: 1 根据合同确定的开工日期、总工期和竣工日期确定进度目标,明确计划开工日期、计划总工期和计划竣工日期,并确定项目分期分批的开工、竣工日期。 2编制设计、采购、施工和开车分项工作进度计划。分项进度计划应根据项目各要素活动间的工作逻辑关系确定每项活动的起止时间,并充分考虑人力资源、物资供应、现金流量和雇主的批准等其他保证性因素后综合确定。 3 根据合同规定,向雇主或雇主工程师提出现场施工开工申请报告,并按下达的开工令指定的日期开工。 4实施项目进度计划。当出现不必要的提前或延误等进度偏差情况时,应及时进行分析并决定是否调整,并应不断预测未来进度状况。 5 全部任务完成后应进行进度控制总结并编写进度控制报告 进度计划的编制 进度计划应根据项目管理的需要采取分级方式进行编制,项目经理部负责编制指导性总进度计划,分包商或供货商编制实施分步进度计划。项目总进度计划应由承包商职能部门审核后报雇主批准,项目分步进度计划由项目经理部进行审批和控制检查,报承包商职能部门和雇主备案。 总进度计划的编制应符合下列规定:
工艺流程图托盘
工艺流程图托盘 Prepared on 22 November 2020
1、目的: 为了保证产品的质量,方便生产工艺的管理,提高生产效率,特制订以下生产流程图。 2、工作要求: 要求各个生产部门严格按照以下工艺流程图来严格作业,确保产品质量。 3、工艺流程图 4 关键工序控制点 (为关键控制点) 4.1.1 PP 片材的关键控制点:确保所采购的原材料(PP 片材)符合制成品卫生标准的要求。 4.1.2吸塑成型工序关键控制点:温度、真空度、加热时间、真空时间、冷风时间。 4.1.3成品关键控制点:包装生产过程应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 关键工序控制点工艺要求 4.2.1PP 片材:PP 片材应符合制成品卫生标准的要求。 4.2.2吸塑成型: 4..2.2.1、吸塑成型机预热箱温度的控制:200℃-280℃,模具温度40℃-60℃。 4..2.2.2、吸塑真空度:当片材厚度为0.12mm-0.55mm 时为±;当片材厚度为0.55mm-1mm 时为±。 4..2.2.3、加热时间:当片材厚度为0.12mm-0.55mm 时为25-30S ;当片材厚度为0.55mm-1mm 时为30-35s 。 4..2.2.4、延时合模:1s ±;延时真空:±。 4..2.2.5、真空时间:当片材厚度为0.12mm-0.55mm 时为8-9S ;当片材厚度为0.55mm-1mm 时为9-10s 。 4..2.2.6、定型时间:2-3秒,运风时间:±;
4..2.2.7、冷风时间:当片材厚度为0.12mm-0.55mm时为10-20S;当片材厚度为0.55mm-1mm时为15-25s。 4.2.3成品在包装生产过程中应进行消毒,并对其有效包装以防尘、防潮、防霉、防污染。 5、相关文件 《关键控制点管理办法》 6、相关记录 《吸塑成型工艺卡》 《吸塑工艺控制记录卡》
品质控制流程图(QC七大手法)
品质控制流程图(QC七大手法) 部门: xxx 时间: xxx 整理范文,仅供参考,可下载自行编辑
品质控制流程图
d>全检<挑出不合格品退货) e>返工后重检DXDiTa9E3d ④依据的标准:《原材料、外购件技术标准》、《进货检验和实验控制程序》、《理化检验规程》等等。 2、生产过程检验