砂石加工工艺步骤
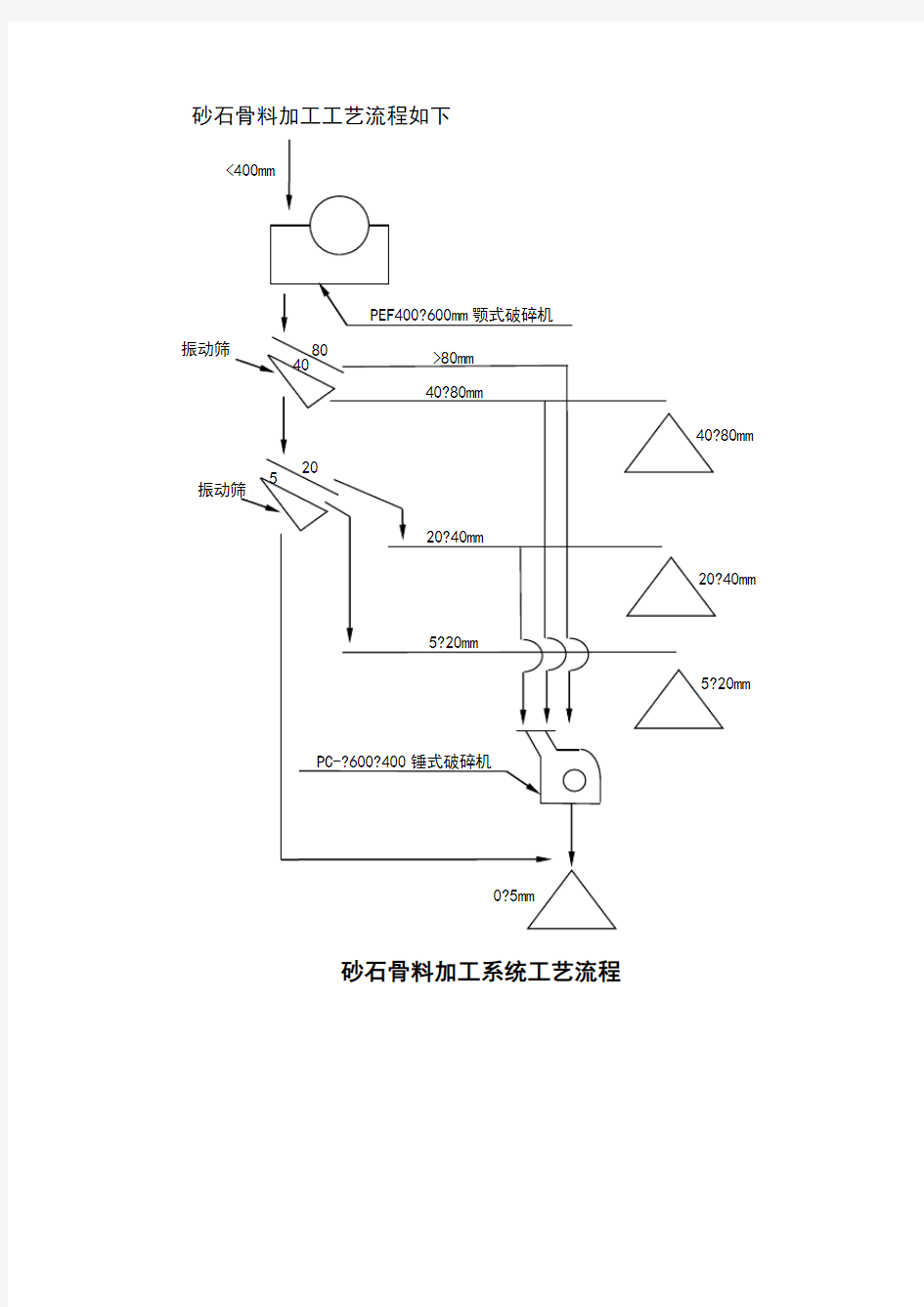
砂石骨料加工工艺流程如下
砂石骨料加工系统工艺流程
振动筛
砂石骨料生产系统施工方案
砂石骨料生产系统设计说明 1.1 工程概述 砂石骨料生产骨料系统位于挡水坝下游一平台上,紧临混凝土拌和系统进行布置,总占地面积约6000m2。砂石骨料生产系统主要承担供应主体工程混凝土总量约11.1万m3的生产任务,主要生产大石(40~80mm)、中石(20~40mm)、小石(5~20mm)、以及砂(<5mm),其中粗骨料约16.5万t,细骨料约8.4万t。砂石骨料系统布置详见附图1《砂石骨料生产系统平面布置图》 1.2 料源简介 本标段砂石骨料料场为黑串沟人工骨料场,位于大坝左岸耳朵岩沟支沟黑串沟右岸山脊,距坝址约1.6km,距离砂石骨料系统约1.1km,有公路相通,运输较为方便。本标段总开采量为16.88万m3。 1.3 系统工艺流程设计 1.3.1 系统设计规模 本工程砂石系统以承担主体工程全部混凝土总量约11.1万m3所需砂石骨料的加工,系统生产能力应满足本标实际高峰月浇筑强度16500m3/月骨料供应,但根据招标文件要求,砂石系统生产能力满足混凝土浇筑高峰强度2.0万m3/月。按招标文件要求进行系统设计,骨料最大粒径为80mm,最小粒径为0.15mm。 根据初步计算,成品骨料综合级配见表1。 表1 成品骨料综合级配表 ⑴成品砂石料月需要量 高峰月成品砂石料需要量: Qc=20000m3×2.2t/m3=44000t/月
(注:系数2.2为每m3混凝土中的砂石料用量) ⑵高峰月毛料处理能力 按照成品砂石料的生产要求,考虑到整个加工过程中的加工损耗、运输损耗、堆存损耗、洗石损耗、细砂石粉流失等综合因素,高峰月毛料处理能力为:Qmd=Qc/η=4.4×104t/0.85=51765t /月 成品率η={k 3k 4 k 5 k 6 [1+v(k 1 k 2 -1)]}-1={1.03×1.02×1.02[1+0.35(1.25× 1.02-1)]}-1=0.85 ⑶系统设计毛料小时处理量及成品砂石料小时生产能力 高峰强度月,每月工作25天,每天工作8小时,并考虑生产不均匀系数K=1.1,系统设计小时毛料处理量为: Q h =Q md ×K/MN=51765×1.1/(25×8)=285t/h 成品小时生产能力为: Q=Q c ×K/MN=44000×1.1/(25×8)=242t/h 进过以上计算,本系统生产规模毛料小时处理量按300t/h,成品砂石料小时生产能力为250t/h进行设计,完全能满足高峰期月浇筑强度20000m3的骨料供应需求。 1.3.2 工艺流程设计 砂石料加工系统设计产出成品分别为大石(80~40mm)、中石(40~20mm)、小石(20~5mm)、砂(<5mm)4种料,设计主要采用粗碎、中碎和细碎的三段破碎及两段筛分来完成整个生产过程。根据破碎筛分的流程,确定生产工艺流程,工艺流程图详见附图2《砂石骨料生产系统工艺流程图》。 1.3.3 加工流程设备选型 1.3.3.1 选型原则 (1) 生产能力满足招标文件要求,并且要求有一定裕度; (2) 各粒径砂石料的产量能根据需要即时调整; (3) 成品砂石料储量满足混凝土高峰期浇筑5天用量; (4) 工艺性能可靠,节约占地,建设周期短。 3.3.3.2 设备选型 粗碎(第一段破碎):粗碎原料为黑串沟人工骨料料场的开采石料,要求石料粒径控制在600mm以下。根据生产骨料能力,选用1台JC1100型颚式破碎机作为粗碎设
砂石加工系统施工方案
1. 工程概况 河头上水库位于赫章县白果镇河头上村,所在河流为长江流域乌江水系六冲河上源右支后河支流前河的小支流上。水库工程主要任务是承担赫章县城白果片区3.8万居民生活用水。本工程为水库大坝枢纽工程,水库规模属小(1 )型,坝体为碾压混凝土重力坝,大坝坝高62.5m。 本工程原定砂石料场因地方政策变化、移民征地等问题不能按约定提供招标阶段所规划指定的砂石料场,在此情况下经综合考虑利用左坝肩修建管理房其场平开挖出的有用料进行加工砂石料,用于河头上水库工程施工。 2. 砂石骨料需求情况 根据招投标文件,本工程混凝土总量为12.24万m3,混凝土高峰浇筑强 度约2.6万m3/月,平均强度为2万m3/月,主要为二、三级配混凝土。粗骨料大石粒径为80?40mm中石为40?20mm小石为20?5mm 砂为w 5mm 粗骨料同级别内要求粒径分布均匀,不得断挡,需满足DL/T5151-2014《水 工混凝土砂石骨料试验规程》要求。为保证砂石骨料均衡生产,提高设备利用能力,拟采用“全年开采、闲时备料”的运行方式,高峰期利用闲时储备料应急补充,因此,系统生产能力按照平均需求能力进行设计。根据毕节市勘测设计研究院提供的碾压混凝土施工技术要求配合比计算,总计需生产成品砂石骨料18.36万m3。 3. 砂石系统组成情况 3.1系统组成 根据砂石骨料需求情况,以及骨料质量要求,本系统拟设置开采区、上料区、破碎车间、筛分车间、成品料场等。主要构筑物有:喂料回车平台、箱型锤式破碎机、1条平筛、胶带机(2条)及两台制砂设备。本工程砂石加工系统机械设备情况见下表3-1 o 表3-1 砂石加工系统机械设备情况表
人工砂石料加工系统(定)
第6章砂石料加工系统 6.1工程概况 本标段只承担电源电站厂房及引水系统土建和金属结构与机电设备安装工程的施工。该标段主体及临建工程的混凝土总量约为6.1万m3,浆砌石2.9万m3。其中三级配混凝土1.53万m3、二级配混凝土 3.8万m3、一级配混凝土0.77万m3,砂浆1.16万m3。 根据招标文件要求,用于主体工程和重要部位的混凝土的骨料,采用经监理人批准后可利用的合格洞挖料,如人工砂产量不足可开采其培河口与恩梅开江左岸交汇处的天然砂砾石料场补充。恩梅开江沿江两岸分布有砂料场,调查砂料储量约15万m3,主要是细骨料。试验资料见表6.1-1。 表6.1-1 细骨料筛分试验成果表 6.2 砂石骨料加工工作范围 本工程砂石骨料加工分人工砂石骨料加工及天然砂石骨料加工。根据标书要求我公司要负责人工砂石料加工系统及天然砂骨料系统的全部施工详图设计、所有土建施工及机电设备采购、运输、安装、调试及试运行、人工砂石料采石毛料运输、天然砂骨料料源开采、人工砂石骨料加工系统及天然砂骨料系统的运行管理。 6.3砂石骨料加工工作项目 6.3.1砂石骨料加工主要工程项目包括(但不限于): (1) 原材料采集 本工程人工砂石骨料加工系统不需要另外开挖石料,只是利用合格洞挖料进行毛料运输。天然砂石骨料只是对其培河口与恩梅开江左岸交汇处的天然砂砾石料场进行骨料开采。 (2) 人工机制砂石料加工系统 1) 土建 主要包括:场平、半成品料堆和成品料堆、各车间、办公室、带式输送机基础及廊道、供水管敷设、废水处理厂、排水沟、场内道路等。
2) 设备及部分材料的采购、运输、保管。 3) 安装 主要包括:各车间所有设备、汽车受料仓及廊道内的给料机、带式输送机、配电、电器设备、钢桁架及管道的安装。 4) 调试、试运行 调试车间各种设备、带式输送机、电器设备、管道的试压等;试运行(包括空载试运行和负载试运行)。 5) 砂石系统运行维护 砂石加工系统运行期的砂石料生产。主要工作内容包括:毛料开采运输、砂石加工、给排水、废水处理、成品骨料质量检测、成品骨料计量等所有生产环节。 (3) 天然砂石料加工系统 如人工砂产量不足可开采其培河口与恩梅开江左岸交汇处的天然砂砾石料场补充,只在料场设置筛分系统,采用取砂弃石工艺,在加工厂生产的人工砂按比例进行掺合,使其达到要求的细度模数。 6.3.2砂石骨料加工自行承担和解决的工程施工所需的工程项目和临时工程(但不限于): (1) 施工交通(包括场内道路及砂石加工厂至拌和站道路之间的连接道路); (2) 施工供电(含运行期柴油发电机组变、配电设施采购、安装、运输、维护); (3) 施工及生产运行期间的供排水,含取水建筑物和水池建造,管路和设备的采购、安装,以及施工的运行、维护; (4) 施工照明; (5) 施工通信; (6) 修配厂、钢筋及木材加工厂等; (7) 仓库系统; (8) 临时房屋建筑工程; (9) 施工期环境保护设施。 6.4 本工程特点 6.4.1本工程是由承包人负责整个砂石骨料加工系统的详图设计和建筑安装工程的施工、生产调试到生产运行管理的全过程控制施工。同时包括人工砂石骨料加工系统及天
第四章 切削加工基础知识教案
课时授课计划 课程机制工艺教师赵太荧课次第周第次
§4-1 切削运动与切削用量 一:切削运动与切削用量 1.1.1 切削运动 金属切削加工是用切削工具将坯料或工件上的多余材料切除,以获得合乎设计要求的工件的一种加工方法。 (复习金属切削加工和数控加工在机械制造中的地位) 1.1 切削运动及切削要素 机床为实现切削加工所必需具有的加工工件与工件间的相对运动。它包括主运动和进给运动。 主运动 主运动的速度即切削速度:主运动的线速度。 (分析推导过程,分析根据工件材料查表时只能查到切削速度,而不能直接查到转速的原因) 进给运动: 进给运动速度:指切削刃选定点相对于工件进给运动的瞬时速度,用v f 表示 例:外圆车削时,进给运动速度常常用进给量f 来表述,单位:mm / r 刨削时,进给运动速度用每一行程多少毫米来表述,单位为mm / str 。 铣削时,进给运动速度常用每齿进给量f 来表述,单位:mm/z 进给速度v f 、进给量f 、每齿进给量f z 和刀具齿数Z 之间的关系如下: v f = nf 1.1.2 切削时形成的表面 车削加工过程中工件上有三个不断变化着的表面: (1)待加工表面 (2)已加工表面 (3)过渡表面 1.1.3 切削用量 (1)切削速度vc (2)背吃刀量ap (分析车削和铣削的ap 有什么不同) (3)进给量f (解释切削用量三要素对加工的影响。) 1000c w n d v π=
§4-2 刀具几何形状和材料 一. 刀具切削部分的组成要素 1. 刀具切削部分的几何形状 刀杆:起夹持作用 刀头:(三面) 前刀面:切屑流过的表面 主后刀面:刀具上与加工表面相对的表面 副后刀面:刀具上与已加工表面相对的表面 (两刃) 主切削刃:刀具上前刀面与主后刀面的交线 副切削刃:刀具上前刀面与副后刀面的交线 (一尖) 主切削刃与副切削刃的交点 2.车刀切削角度的坐标平面 基面Pr:通过主切削刃上的某一点,与主运动方向相垂直的平面。 车刀的基面平行于刀体底面。 切削平面Ps:通过主切削刃上的某一点,与过渡表面相切并垂直于基面的平面。正交平面Po:通过主切削刃上的某一点,并同时垂直于基面和切削平面的平面。 3. 刀具的主要标注角度 1) 前角(γ0) 前刀面和基面之间的夹角。 2)后角(α0) 主后刀面和切削平面之间的夹角。 (直接分析出前角和后角的正、负、零。并要求学生在车刀上分析出前角和后角的正、负时的形状,及其大、小对加工的影响。) 3)主偏角(kr) 主切削刃与进给方向间的夹角 4)副偏角(kr’) 负切削刃与进给方向的夹角 5)刃倾角(λS) 主切削刃与基面之间的夹角。在切削平面内度量 4、刀具的工作角度 ?进给运动对刀具工作角度的影响 使刀具实际工作后角减小,工作前角增大 ?刀具安装高低对刀具工作角度的影响 ?刀杆中心面(线)不垂直于进给运动方向的影响 由此分析出刀具的安装方法:1、刀尖的高度应与工件中心的高度一致。 2、刀杆中心面(线)应垂直于进给运动方向。 1.4 刀具材料 概述:刀具材料是指刀具上参与切削部分的材料。 1.4.1 刀具材料的基本要求 (1)高硬度(2)高强度与强韧性
砂石骨料加工系统建设方案(参考模板)
1.工程概况 木瓜溪水库位于石阡县中坝镇上游石阡河上,坝址距中坝镇3km,距石阡县13km。木瓜溪水库工程由挡水建筑物、泄水建筑物、放空建筑物、供水灌溉系统、引水发电系统及厂房建筑物等构成。坝型为常态混凝土双曲拱坝,挡水建筑物分为左右岸非溢流坝段,河床为溢流坝段,大坝坝顶高程为545.00m,最大坝高53米,底宽13.5m,顶宽5m,坝顶弧长度124.16m。坝身设一个溢流表孔(12m×7m,宽×高),堰顶高程533.0m,设置一道工作闸门,2个泄洪兼放空底孔(5m×4m,宽×高),底板高程513.00m,对称布置在表孔两侧,下游采用挑流消能。大坝下游接混凝土护坦,护坦底板厚度为2m,护坦边墙为贴坡混凝土结构,边墙底部与护坦相接,顶部厚度为1m,护坦边墙高度为16m。 厂区布置在大坝下游左岸,距坝下游150m,为地面厂房结构,装机容量为2400KW。 2.砂石骨料需求情况 根据招投标文件,本工程混凝土总量为61275m3,混凝土高峰浇筑强度约7832m3/月,平均强度为6104m3/月,主要为二、三级配混凝土。粗骨料大石粒径为80~40mm,中石为40~20mm,小石为20~5mm,砂为≤5mm,粗骨料同级别内要求粒径分布均匀,不得断挡,需满足《水工混凝土施工规范》要求。为保证砂石骨料均衡生产,提高设备利用能力,拟采用“全年开采、闲时备料”的运行方式,高峰期利用闲时储备料应急补充,因此,系统生产能力按照平均需求能力进行设计。根据我公司实验室提供的推荐理论配合比计算,总计需生产成品砂石骨料13.75万t,各种砂石骨料需求强度为:砂102 m3/天、小石82m3/天、中石101m3/天、大石56m3/天。 3.砂石系统组成情况 3.1系统组成 根据砂石骨料需求情况,以及骨料质量要求,本系统拟设置开采区、上料区、破碎车间、筛分车间、成品料场等。主要构筑物有:喂料回车平台、箱型锤式破碎机、2条平筛、水池、胶带机(2条)及成品料场和场内排水沟、污水沉淀池等。砂石系统主要设备基础结构见附件一:《砂石系统平面布置
砂石加工系统
砂石料生产系统 混凝土90%由砂石料组成,每立方米混凝土需1.5m3砂石骨料,约合2.2t/ m3。砂石料生产系统是混凝土大坝的粮仓,是工程的命脉。因此,砂石生产系统的。规模也十分庞大,对工程建设的影响重大,应高度重视。 1砂石料源的选择 1.1砂石料的分类:天然砂石料、人工砂石料。 砂石料的综合成本:除计入开采、加工运输等成本外,还应包括料场及加工系统建设的土建和设备的一次性投资,以及采用不同类型骨料配制混凝土时其它成分材料差额的费用等。 有些工程招标时明确,综合成本还包括剥离层、边坡支护、场地排水、环境保护的费用。 1.2水工混凝土骨料的质量技术要求:详见《规范》 品质要求:骨料的级配、容重、比重、热学性能、物理力学指标(湿抗压强 度)。 有害成分:云母(<2%)、碱骨料、有机物、黏土、硫化物等应控制在一定范围。 1.3砂石料源的选择: 1.3.1.1最佳料源选择方案取决于料场的布局、开采条件、可利用料的贮量,质量级配、 加工条件、弃料量、运输方式、运输方式、运输距离及生产成本的因素,并结 合工程实际进行综合技术经济论证。 1.3.1.2料源分类:天然砂石料场:陆上料场、河滩料场、河床水下料场。 人工料场:采石厂。 工程开挖利用料:导流隧道、坝肩坝基开挖等弃渣。 1.4砂石料的开采: 1.4.1砂石料开采量:砂石料需要量应按各级配混凝土需要量按比例分别计算。初估时, 可以按每立方米约需1.5m3砂石净骨料,其中,粗骨料1.067 m3 (1.5t), 细骨料 0.433 m3(0.7t)。折合成开采量时需计入开采、加工、运输、储存等的损耗系数。系 数可参阅有关资料。 1.4.2人工料场的开采:一般用钻爆法松动岩体,控制开采石块的粒径,用鄂式破、反击 破、移动式破碎站破碎,对超大块石用二次爆破或液压破碎锤处理。 2砂石加工厂 水电工程要求砂石加工厂,“现代化、高标准、绿色环保、智能节能”。加工厂由粗碎、中细碎、筛洗、制砂等车间单元组成,三个生产环节,即毛料生产、半成品料生产、成品料生产。 粗碎车间:最大进料粒径可达1000mm以上,将石料破碎到300~ 70mm,采用反击破、鄂破、旋回破筛分一体化布置,使粗碎 大大优化。 中细碎车间:将石料破碎到70~20mm~1mm,采用闭路生产工艺,可以 按需生产,新式反击式破碎机大破碎比,高效能。圆锥破碎 机(单缸和多缸),粒形好,产量高。应用于三峡、江垭等。 2.1人工砂石料工艺筛分工艺:新型筛分设备,超宽筛、高强钢网筛、球击筛面筛等筛分 效效率高、噪声低、不塞孔。高效脱水筛。 棒磨机制砂:产品稳定,粒径、细度模数良好,缺点, 产量低,耗钢量大。 制砂车间:破碎机制砂:旋盘式圆锥破碎机、冲击式破碎机制砂。
普通车床加工的结构和操作流程
普通车床加工的结构和操作流程 普通车床结构 CA6140型普通车床的主要组成部件有:主轴箱、进给箱、溜板箱、刀架、尾架、光杠丝杠和床身。 主轴箱:又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱。主轴箱中等主轴是车床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值就会降低。 进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给量或螺距,通过光杠或丝杠将运动传至刀架以进行切削。 丝杠与光杠:用以联接进给箱与溜板箱,并把进给箱的运动和动力传给溜板箱,使溜板箱获得纵向直线运动。丝杠是专门用来车削各种螺纹而设置的,在进工件的其他表面车削时,只用光杠,不用丝杠。同学们要结合溜板箱的内容区分光杠与丝杠的区别。 溜板箱:是车床进给运动的操纵箱,内装有将光杠和丝杠的旋转运动变成刀架直线运动的机构,通过光杠传动实现刀架的纵向进给运动、横向进给运动和快速移动,通过丝杠带动刀架作纵向直线运动,以便车削螺纹。刀架、尾架和床身。 普通车床附件 1.三爪卡盘(用于圆柱形工件),四爪卡盘(不规则工件) 2.活顶尖(用于固定加工件) 3.中心架(稳定加工件) 4.跟刀架 SAJ普通车床变频器应用的主要特点 1、低频力矩大、输出平稳 2、高性能矢量控制 3、转矩动态响应快、稳速精度高 4、减速停车速度快 5、抗干扰能力强 普通车床操作规程 1.开车前的检查 1.1根据机床润滑图表加注合适的润滑油脂。 1.2检查各部电气设施,手柄、传动部位、防护、限位装置齐全可靠、灵活。 1.3各档应在零位,皮带松紧应符合要求。 1.4床面不准直接存放金属物件,以免损坏床面。 1.5被加工的工件、无泥砂、防止泥砂掉入拖板内、磨坏导轨。 1.6未夹工件前必须进行空车试运转,确认一切正常后,方能装上工件。 2.普通车床操作程序 2.1上好工件,先起动润滑油泵,使油压达到机床的规定,方可开动。 2.2调整交换齿轮架,调挂轮时,必须切断电源,调好后,所有螺栓必须紧固,扳手应及时取下,并脱开工件试运转。 2.3装卸工件后,应立即取下卡盘扳手和工件的浮动物件。 2.4机床的尾架、摇柄等按加工需要调整到适当位置,并紧固或夹紧。 2.5工件、刀具、夹具必须装卡牢固。浮动力具必须将引刀部分伸入工件,方可启动机床。
砂石料加工系统施工组织措施
砂石料加工系统施工措施 一、概述 1.1 工程概况 引水式开发方式。坝型为埋石混凝土重力坝,最大坝高9.0m,正常蓄水位1697.0m,正常蓄水位以下库容24×104m3,电站总装机容量为21MW(2×10.5MW),额定水头140.0m,单机额定引用流量8.85 m3/s,总引用流量17.7m3/s。 1.2 设计依据 1、本工程招标文件技术条款中明确的技术标准和规范 2、《水利水电工程砂石料加工系统设计导则》 二、施工布置 2.1 施工场地布设 砂石料加工系统承担混凝土总量约4.88万m3,喷混凝土0.88万m3,需加工骨料7.32万m3,约11.72万t,其中加工砂5.23万T,碎石6.41万T。 根据渣场分布、料场布置位置及工作面分布情况,通过对开挖可利用料、骨料及混凝土运距分析和综合比较,共布置3个砂石加工系统,分别布置在3号渣场、4号渣场及7号渣场内,各占地面积1680m2。砂石料加工系统具体布置图详见图1;砂石料加工系统工艺流程见图2; 2.2 施工道路 乡村公路与自建施工道路,能够满足毛料和成品骨料的运输要求。 2.3 施工用水布置 根据场内用水规划,1、2号砂石料加工系统用水从五郎河抽水; 3号砂石料加工系统用水从团结大沟取水;详见表2。 砂石料加工系统用水布置表 表2
2.4 施工用电布置 施工用电主要为破碎、筛分系统生产用电及夜间施工照明用电。1号砂石料加工系统用电直接利用3号渣场内布置的一台S9-200/10变压器进行输电;2号砂石料加工系统用电直接利用4号渣场内布置的一台S9-200/10变压器进行输电;3号砂石料加工系统用电直接利用5号支洞口布置的一台S9-500/10变压器进行输电; 2.5 料场分布 根据施工招标文件及相关资料,洞挖可利用料约3.9万m3。 三、砂石骨料强度分析及设备选型 3.1 砂石骨料强度分析 根据投标文件及混凝土施工进度要求,混凝土高峰月浇筑强度5900m3/月,约需骨料为5900×2=11800t,每月按25天有效工作日,每天两班制生产,每班按10小时计算,砂石料筛分系统必须达到生产强度:11800÷25÷2÷10≈23.60t/h。设备有效利用率按85%考虑,砂石料筛分系统设计处理能力为30t/h ×0.85=25.5t/h>23.60t/h。各系统主要技术经济指标见下表7。 砂石料加工站主要技术经济指标表 表7
砂石骨料加工系统设计方案
善泥坡水电站场内交通工程 砂石料加工系统初步设计说明书 批准: 校核: 编写: 中国水利水电第九工程局有限公司善泥坡水电站项目部 二00九年九月十日
目录 设计背景 (4) 第一部分系统设计 (4) 1. 工艺流程设计 (4) 1.1 设计依据 (4) 1.2 设计原则 (4) 1.3 料源规划 (5) 1.4生产规模 (6) 1.5流程设计 (7) 1.6关键加工工艺 (8) 1.7 设备选型 (9) 1.8 料仓及成品供料 (12) 1.9 系统特点 (13) 2. 施工布置 (14) 2.1 布置原则 (14) 2.2 系统组成 (14) 2.3 车间布置 (14) 2.4供排水系统 (16) 2.5供配电系统 (16) 2.6 临时设施 (16) 2.7 主要土建工程量 (17) 3 电气系统设计的基本原则 (17) 3.1设备选型 (18) 3.2功率因素补偿 (18) 3.3系统照明 (18) 3.4计量设计 (18) 3.5消防 (18) 4 供排水系统设计 (18) 4.1概述 (18) 4.2供水方案 (19)
4.3水回收方式 (19) 4.4排水系统 (19) 4.5用水标准及用水量计算 (19) 4.6供水系统结构设计 (20) 4.7 管路布置 (21) 4.8 主要设备与工程量表 (21) 5钢结构设计 (25) 5.1 设计原则 (25) 5.2钢结构设计项目 (25) 5.3 钢结构设计 (25) 5.4钢结构主要工程量表 (27) 6钢筋混凝土结构设计 (27) 6.1 设计原则 (27) 6.2 钢筋混凝土结构设计项目 (28) 6.3 钢筋混凝土结构设计 (28) 6.4钢筋混凝土主要工程量 (30) 第二部分运行管理 (31) 7. 砂石料生产 (31) 7.1 概述 (31) 7.2 资源配置 (31) 8. 砂石骨料生产质量保证措施 (33) 8.1 建立健全质量管理保证体系和质量管理制度 (33) 8.2 砂石骨料工艺性试验 (33) 8.3加强砂石骨料生产质量的控制 (34) 8.4 认真做好成品砂石骨料的储存防护工作 (34) 9.安全文明生产与环境保护 (35) 9.1 安全文明生产 (35) 9.2环境保护 (36)
砂石加工系统方案
1.1砂石加工系统 1.1.1概述 本工程总混凝土量为33.6万m3,共需成品砂石料47.1万m3,其中中骨料(40~80mm)8.3万m3,小骨料(20~40mm)12.5万m3,细骨料(5~20mm)12.5,砂13.8万m3。大坝填筑需要填层料,小区料及反滤料共计28.1万m3,其中填层料25.9万m3,小区料0.76万m3,反滤料1.47万m3。 由于本工程附近没有天然石料场,本工程所需的成品砂石料全部采用人工轧制,轧制所需原料在尖尖山石料场开采。 1.1.2系统设计依据 根据施工进度安排,混凝土浇筑的最大强度为2.0万m3/月,填筑料、小区料及反滤料填筑的最大强度为 2.2m3/月。考虑到加工损耗,加工系统生产能力的富余度,系统按二班制即每天工作14小时计算,系统的混凝土骨料生产能力按180t/h考虑,垫层料生产能力按90t/h考虑。 1.1.3砂石料开挖 粗碎车间要求开挖的砂石料最大粒径控制在50cm之内,因此,按过渡料开挖的方法爆取,采用深孔梯段毫秒微差爆破,梯段高度为15m。钻孔机具选用1台液压露天钻ROC742钻机,能满足2000m3/d的开挖强,具体开挖要求参见第10章的有关内容。 1.1.4破碎工艺 为保证工程在不同施工时期对骨料的不同需求,生产工艺考虑具有较强的调节骨料生产与耗用平衡,在保证产品质量及工程用耗量的前提下,加工设备选用国内领先且具有成熟使用经验的国产设备,以降低建厂投入,本系统将设置粗碎车间、中碎车间、细碎车间、一级筛分车间、二级筛分车间、细骨料分级、成品料堆存、运输等设施。 一、粗碎车间
粗碎车间与受料斗结合布置,车间设置二个容量各为15 m3的喂料斗及二台PE600×900鄂式破碎机、二台1000×700槽式振动给料机。原料由自卸车直接卸入料斗,由槽式振动给料机喂入粗碎设备PE600×900鄂式破碎机,加工成混合料落入皮带机送至调节料堆。 粗碎车间所能接受的原料最大粒度≤500mm,>500mm的蛮石将被二次解小再利用。 二、中碎及一次筛分 堆存于调节料堆的混合料由底部的二台槽式给料机卸料,由皮带机送往一级筛分车间,一级筛分设1台3KY1836型振动筛,对混合料进行筛分,将需破碎的物料由皮带机送往中碎车间破碎,中碎车间安装一台φ1600×1400反击式破碎机,通过改变该机的排料口宽度可有效地调整排料级配,一级筛分车间同时分出中石、小石成品料,由相应的皮带机送往成品料堆,<20mm的混合料由皮带机送往二级筛分车间继续筛分,>80mm的混合料由皮带机送往中碎车间破碎。 三、二级筛分及细碎车间 细碎车间安装1台PL—1000立轴式破碎机,对多余部分的细石进行进一步的破碎,该破碎机出料粒度小于5mm的占大部分,但是砂子细度模数粗,属粗砂范围,需要用检查筛将2-5mm的粒径通过闭合回路反送到PL-1000立轴式破碎机进行破碎,加工成小于2mm的粒径来调整成品砂细度模数。 二级筛分车间安装一台2YIC1836振动筛,一台FG1500螺旋分级机,用振动筛分离出5-20mm,2-5mm及<2mm的成品料,2-5mm由皮带机送到PL-1000立轴式破碎机进行再破碎,<2mm的砂通过螺旋分级机脱水后由皮带机送到成品料堆。用作垫层料的砂不经螺旋分级机直接由皮带机送到成品料堆。 5-20mm骨料在堆存的同时将多余的料通过皮带机送到PL-1000立轴式破碎机进行制砂。
砂石骨料加工系统
4.5 砂石料加工系统 4.5.1 砂石料需用量 本工程砼总量为115.30 万m3,其中左岸72.35 万m3,需成品砂石料108.53 万 m3,考虑损耗约需砂石毛料 135.10 万 m3;右岸混凝土总量 42.95 万m3(含临时工程),需成品砂石料 64.43 万 m3,约需砂石毛料 80.20 万 m3,其他零星工程需要成品砂石料 9.07 万 m3,合计需要砂石成品料 182.03 万 m3,约需要砂石毛料215.30 万 m3骨料所需级配见下表: 4.5.2 系统规模 根据本工程施工总进度安排,本工程右岸混凝土高峰月浇筑强度 3.52 万 m3,考虑混凝土浇筑月不均匀系数 1.5,砂石系统按混凝土高峰月浇筑强度为 5.28 万 m3设计,砂石料生产每立方混凝土需用砂石骨料 2.3t,按每月 25 天、每天二班、每班工作 6 小时工作制进行加工。则砂石生产系统毛料处理能力为405t/h。 左岸混凝土高峰月浇筑强度 3.72 万 m3,考虑混凝土浇筑月不均匀系数 1.5,砂石系统按混凝土月最高浇筑强度为 5.58 万 m3设计,砂石料生产每立方砼需用砂石骨料 2.3t,按每月 25 天、每天二班、每班工作 6 小时工作制进行加工。则砂石生产系统毛料处理能力为 430t/h。 综上左、右岸砂石加工系统均按系统毛料处理能力为 430t/h。 4.5.3 工艺流程设计 砂石料加工系统设计产出成品分别为大石(80~40mm)、中石(40~20mm)、小石(20~5mm)、砂(<5mm)4种料,设计主要采用粗碎、中碎、细碎三段破碎和制砂及三段筛分来完成整个生产过程。根据破碎筛分的流程计算,确定工艺流程如图:《砂石骨料加工系统工艺流程图》所示。
砂石加工系统施工方案
1.工程概况河头上水库位于赫章县白果镇河头上村,所在河流为长江流域乌江水系六冲河上源右支后河支流前河的小支流上。水库工程主要任务是承担赫章县城白果片区3.8万居民生活用水。本工程为水库大坝枢纽工程,水库规模属小(1)型,坝体为碾压混凝土重力坝,大坝坝高6 2.5m。 本工程原定砂石料场因地方政策变化、移民征地等问题不能按约定提供招标阶段所规划指定的砂石料场,在此情况下经综合考虑利用左坝肩修建管理房其场平开挖出的有用料进行加工砂石料,用于河头上水库工程施工。 2.砂石骨料需求情况 根据招投标文件,本工程混凝土总量为12.24万m3,混凝土高峰浇筑强度约2.6万m3/月,平均强度为2万m3/月,主要为二、三级配混凝土。粗骨料大石粒径为80~40mm,中石为40~20mm,小石为20~5mm,砂为≤5mm,粗骨料同级别内要求粒径分布均匀,不得断挡,需满足DL/T5151-2014《水工混凝土砂石骨料试验规程》要求。为保证砂石骨料均衡生产,提高设备利用能力,拟采用“全年开采、闲时备料”的运行方式,高峰期利用闲时储备料应急补充,因此,系统生产能力按照平均需求能力进行设计。根据毕节市勘测设计研究院提供的碾压混凝土施工技术要求配合比计算,总计需生产成品砂石骨料18.36万m3。 3.砂石系统组成情况 3.1系统组成 根据砂石骨料需求情况,以及骨料质量要求,本系统拟设置开采区、上料区、破碎车间、筛分车间、成品料场等。主要构筑物有:喂料回车平台、箱型锤式破碎机、1条平筛、胶带机(2条)及两台制砂设备。本工程砂石加工系统机械设备情况见下表3-1。 3.2 系统生产工艺流程说明
由于砂石加工系统布置在左岸1#渣场,距离料场350m,毛料运输采用15t自卸汽车倒运至进料口,再用装载机端运至进料口。在进料口上方安装一个喂料斗,经喂料斗进行箱式破碎机破碎生产。为保证生产骨料含泥量不超标,对所采毛料进行分选或冲洗。 3.3 系统规模 系统设计规模以满足混凝土高峰时段的月平均浇筑强度的生产为设计依据。由此系统设计处理规模为:粗碎40t/h、筛洗35t/h、制砂25t/h。各车间处理能力见表3-2。 根据现场实际情况,由于细骨料石粉含量不足,增设两台制砂机。所增设型制砂机摆放在锤式制砂机输送皮带出口处,进行二次加工。VSI5X76153.4 系统参数系统各部分用电总功率约为500千瓦。本工程砂石加工设备及系统各项技术参数分别见表3-3、3-4、3-5、3-6、3-7。
砂石加工系统施工方案
1.工程概况 河头上水库位于赫章县白果镇河头上村,所在河流为长江流域乌江水系六冲河上源右支后河支流前河的小支流上。水库工程主要任务是承担赫章县城白果片区3.8万居民生活用水。本工程为水库大坝枢纽工程,水库规模属小(1)型,坝体为碾压混凝土重力坝,大坝坝高62.5m。 本工程原定砂石料场因地方政策变化、移民征地等问题不能按约定提供招标阶段所规划指定的砂石料场,在此情况下经综合考虑利用左坝肩修建管理房其场平开挖出的有用料进行加工砂石料,用于河头上水库工程施工。 2.砂石骨料需求情况 根据招投标文件,本工程混凝土总量为12.24万m3,混凝土高峰浇筑强度约2.6万m3/月,平均强度为2万m3/月,主要为二、三级配混凝土。粗骨料大石粒径为80~40mm,中石为40~20mm,小石为20~5mm,砂为≤5mm,粗骨料同级别内要求粒径分布均匀,不得断挡,需满足DL/T5151-2014《水工混凝土砂石骨料试验规程》要求。为保证砂石骨料均衡生产,提高设备利用能力,拟采用“全年开采、闲时备料”的运行方式,高峰期利用闲时储备料应急补充,因此,系统生产能力按照平均需求能力进行设计。根据毕节市勘测设计研究院提供的碾压混凝土施工技术要求配合比计算,总计需生产成品砂石骨料18.36万m3。 3.砂石系统组成情况
3.1系统组成 根据砂石骨料需求情况,以及骨料质量要求,本系统拟设置开采区、上料区、破碎车间、筛分车间、成品料场等。主要构筑物有:喂料回车平台、箱型锤式破碎机、1条平筛、胶带机(2条)及两台制砂设备。本工程砂石加工系统机械设备情况见下表3-1。 表3-1 砂石加工系统机械设备情况表
人工砂石料加工系统
人工砂石料加工系统 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
第6章砂石料加工系统 工程概况 本标段只承担电源电站厂房及引水系统土建和金属结构与机电设备安装工程的施工。该标段主体及临建工程的混凝土总量约为万m3,浆砌石万m3。其中三级配混凝土万m3、二级配混凝土万m3、一级配混凝土万m3,砂浆万m3。 根据招标文件要求,用于主体工程和重要部位的混凝土的骨料,采用经监理人批准后可利用的合格洞挖料,如人工砂产量不足可开采其培河口与恩梅开江左岸交汇处的天然砂砾石料场补充。恩梅开江沿江两岸分布有砂料场,调查砂料储量约15万m3,主要是细骨料。试验资料见表-1。 表-1 细骨料筛分试验成果表 砂石骨料加工工作范围 本工程砂石骨料加工分人工砂石骨料加工及天然砂石骨料加工。根据标书要求我公司要负责人工砂石料加工系统及天然砂骨料系统的全部施工详图设计、所有土建施工及机电设备采购、运输、安装、调试及试运行、人工砂石料采石毛料运输、天然砂骨料料源开采、人工砂石骨料加工系统及天然砂骨料系统的运行管理。 砂石骨料加工工作项目 6.3.1砂石骨料加工主要工程项目包括(但不限于): (1) 原材料采集 本工程人工砂石骨料加工系统不需要另外开挖石料,只是利用合格洞挖料进行毛料运输。天然砂石骨料只是对其培河口与恩梅开江左岸交汇处的天然砂砾石料场进行骨料开采。 (2) 人工机制砂石料加工系统 1) 土建 主要包括:场平、半成品料堆和成品料堆、各车间、办公室、带式输送机基础及廊道、供水管敷设、废水处理厂、排水沟、场内道路等。 2) 设备及部分材料的采购、运输、保管。 3) 安装 主要包括:各车间所有设备、汽车受料仓及廊道内的给料机、带式输送机、配电、电器设备、钢桁架及管道的安装。 4) 调试、试运行 调试车间各种设备、带式输送机、电器设备、管道的试压等;试运行(包括空载试运行和负载试运行)。 5) 砂石系统运行维护 砂石加工系统运行期的砂石料生产。主要工作内容包括:毛料开采运输、砂石加工、给排水、废水处理、成品骨料质量检测、成品骨料计量等所有生产环节。 (3) 天然砂石料加工系统
马边舟坝水电站大坝工程施工组织设计方案-第四章砂石骨料生产
第四章砂石骨料生产 ** 砂石骨料生产量 ** 大坝砼及浆砌石砂石骨料 本工程砼总量为363125m3,浆砌块石150m3,根据砼标号级配及浆砌条块石用量经计算砂石骨料用量为: 砂(<5mm):169734m3 石子(40mm-80mm):127913m3 石子(20mm-40mm):99605m3 石子(5mm-20mm):98382m3 ** 供应CV标所需砂石骨料 CV标砼施工总量为100000m3,月强度为9700m3, 经计算砂石骨料用量为: 砂(<5mm):44000m3 石子(40mm-80mm):40704m3 石子(20mm-40mm):30528m3 石子(5mm-20mm):30528m3 ** 砂石骨料生产总量 砂石骨料生产总量等于砂石用量乘损耗率3%为: 砂(<5mm):213734m3 石子(40mm-80mm):168317m3 石子(20mm-40mm):130133m3 石子(5mm-20mm):128910m3 ** 砂石料生产规模 ** 砂石料供应强度 根据工程施工进度计划,大坝砼施工月强度35000m3,CV标砼施工月强度9700m3,日供应砂石骨料为: 砂(<5mm ):850m3 石子(5mm-20mm):552m3 石子(20mm-40mm):552m3 石子(40mm-80mm):736m3
** 生产规模 根据工程计划和砂石骨料生产场地限制,砂石骨料生产规模按日供量配备砂石骨料生产系统。 ** 砂石骨料开采与生产规划 ** 料场选择 根据招标文件和业主要求,砂石骨料开采与生产选择在牛尾沟。 ** 施工布置 ** 施工道路 本项工程道路已其本通行,只作部分维护,从高程416.00台地修一条道石料开采场,计长250m。 ** 风、水、电 结合施工总布置砂石骨料生产供风采用2台21m3英格索兰空压机,2台S7-500/10变压器,布设在石料开采和破碎机之间,100m3水池一座,布设在牛尾沟下道路侧高程412.00台地。 ** 砂石骨料生产场与成品堆放场 根据业主要求,砂石骨料生产场地设在牛尾沟,由于地形的限制,在牛尾沟下道路侧布设2-3天的砂石骨料生产成品堆放场,占地4500m2。砂石骨料生产场布设在牛尾沟高程416.00台地,由于该场地较小,采用骨料开采不用料填平扩大。 ** 砂石骨料原料开采 ** 履盖层开挖 履盖层形开挖采用220推机与EX350挖掘机配合,挖机直装10t自卸汽车运至指定地点。 ** 石料开采 石料开采,根据砂石骨料生产量进行开采,开采以自上而下,分层分块进行,用英格索兰潜孔钻造孔,采用非电导爆管挤压爆破。 **爆破参数 为保证料径满足生产要求,最大粒径控制在60cm,爆破参数初定为如下,在中标后根据现场爆破试验调整。 孔深:6m 孔径:70mm 排距:2m 孔距:2m 药卷直径:65mm 药卷长度:35cm 药卷重量:1.1kg 装药个数:16个 装药长度:5.6m
车削工艺流程
车削工艺流程 1.模具的准备,把从烘干箱里取出冷却后的成型模具用专用 工具(简称板卡)使模具头与模具盒分离、清理干净放在盛器里(以下 简称半成品)。 2.车床的准备,在空压机正常工作的情况下,运作机床空转 5到10分钟,目的是磨合机器将机器气阀、控制器中可能残留的余 压释放(简称预热)。预热结束后是车削铜头,取掏过丝的铜棒一枚,旋进车床上拧紧。用普通刀头换下单晶片刀头,运转机器。以剖开 的半成品为样本车削铜棒直至得到匹配的铜头(目前的匹配要求是用 手能够轻松套上、用手取时费劲但是可以取下、机器能够轻松取下)。再用单晶片换下普通刀头。 3.调试运行,将半成品倒入自动上料池里。取一颗半成品嵌 进铜头,如果知道上一次加工的半成品度数,就以上次度数加工参 数为基准调试机器。如果不知道上一次的参数,就运转车床加工一 个以这个加工过的半成品的参数为基准调试机器。调试结束后,转 自动试做几个,选第三个、第五个(跟个人习惯)检查参数是否和预 设参数一致(因为是气动多少会有出入这里都是取接近值。干片参数 区间: 度数+0.15 -0.1 透光区直径±0.5中心厚度±0.5边 缘厚度极点落差≤2,除度数外单位均是0.01㎜)。如果一致运转 机器转自动开始正式加工。如果不一致把第一、二、四个加工后的 半成品也检测一下,如果都与预设参数不一致且前者一致,就以前 者参数为基准调试机器,重复前一步奏;如果都与预设参数不一致 且出入浮动很大(一般没有这种情况),检查气压是否稳定,自动上 料机器运转有没有异常,工作台有没有被异物卡住,观察刀头运行 轨迹是否合理找出问题所在。解决问题后重新调试机器检验参数直 至参数一致转自动开始加工。 4.抽验,车床转自动开始加工运行中,随机抽验(数量没有一 定一般是每100个抽验1到2个)车削过的半成品的参数和当前度数 的标准参数是否一致。如果一致继续生产;如果不一致取最新一颗 加工过的半成品检验参数与前者参数对比。如果一致关闭机器退回 到步奏3以当前镜片参数为基准重新调试机器;如果不一致且与当 前度数镜片标准参数也不一致关闭机器退回步奏3以当前镜片参数 为基准重新调试机器,反之继续运转机器生产。 (完)
切削加工基础知识
第一章切削加工基础知识 一、本章的教学目的与要求 本章主要介绍了机械加工基础知识。重点应掌握切削运动及切削用量概念;切削刀具及其材料基本知识;切削过程的物理现象及控制;砂轮及磨削过程基本知识;材料切削加工性概念;机械加工工艺过程基本概念;机械加工质量的概念等。掌握本章内容为后续内容的学习打基础,为初步具备分析、解决工艺问题的能力打基础,为学生了解现代机械制造技术和模式及其发展打基础。学生学习本章要注意理论联系生产实践,才能更好体会,加深理解。可通过课堂讨论、作业练习、实验、校内外参观等及采用多媒体、网络等现代教学手段学习,以取得良好的教学效果。为学好本章内容,可参阅邓文英主编《金属工艺学》第4版、傅水根主编《机械制造工艺基础》(金属工艺学冷加工部分)、李爱菊等主编《现代工程材料成形与制造工艺基础》下册及相关机械制造方面的教材和期刊。 二、授课主要内容 1切削运动和切削要素 主要学习零件表面的形成、切削运动、切削用量、切削层参数 2切削刀具和切削过程 主要学习切削刀具材料、车刀、刨刀、镗刀、麻花钻、铣刀的结构及刀具几何角度,切削的形成及形态、积屑瘤、切削力、切削热和切削温度、刀具磨损和刀具耐用度 3磨具和磨料切削 主要学习磨具和磨削原理 4材料的切削加工性 主要学习衡量材料切削加工性能的指标、常用材料的切削加工性、改善材料切削加工性的方法 5机械加工工艺过程基本概念 主要学习工艺过程的基本概念、工件的安装和夹具、基准及其选择原则、工件在夹具中的定位
6机械加工质量的概念 主要学习机械加工精度、机械加工表面质量 三、重点、难点及对学生的要求(掌握、熟悉、了解、自学) 让学生重点掌握切削运动及切削用量概念、切削刀具及其材料基本知识、切削过程、砂轮及磨削过程、材料切削加工性、机械加工工艺过程基本概念;机械加工质量等概念。四、要外语词汇 主运动:primary motion 进给运动:feed movement 车刀:turning tools 刀具材料:cutting tools materials 切削过程:cutting process 磨具:abrasive grinding tools 表面质量:machining quality of machined surfaces 五、辅助教学情况(多媒体课件、板书、绘图、标本、示数等) 主讲(板书)+课堂讨论+作题练习+实验+多媒体课件+实物 六、复习思考题 1.试说明下列加工方法的主运动和进给运动: a.车端面; b.在钻床上钻孔; c.在铣床上铣平面; d.在牛头刨床上刨平面; e.在平面磨床上磨平面。 2.试说明车削时的切削用量三要素,并简述粗、精加工时切削用量的选择原则。 3.车外圆时,已知工件转速n=320 r/min,车刀进给速度v f=64 mm/min,其它条件如题图1-1所示,试求切削速度v c、进给量f、背吃刀量a p、切削层公称横截面积A D、切削层公称宽度b D和厚度h D。 4.弯头车刀刀头的几何形状如题图1-2所示,试分别说明车外圆、车端面(由外向 中心进给) 时的主切削刃、刀尖、前角γ 0、主后角a o 、主偏角k r和副偏角' r k。