引线键合中引线运动学构型数据获取实验
引线键合中引线运动学构型数据获取实验
一 序言:
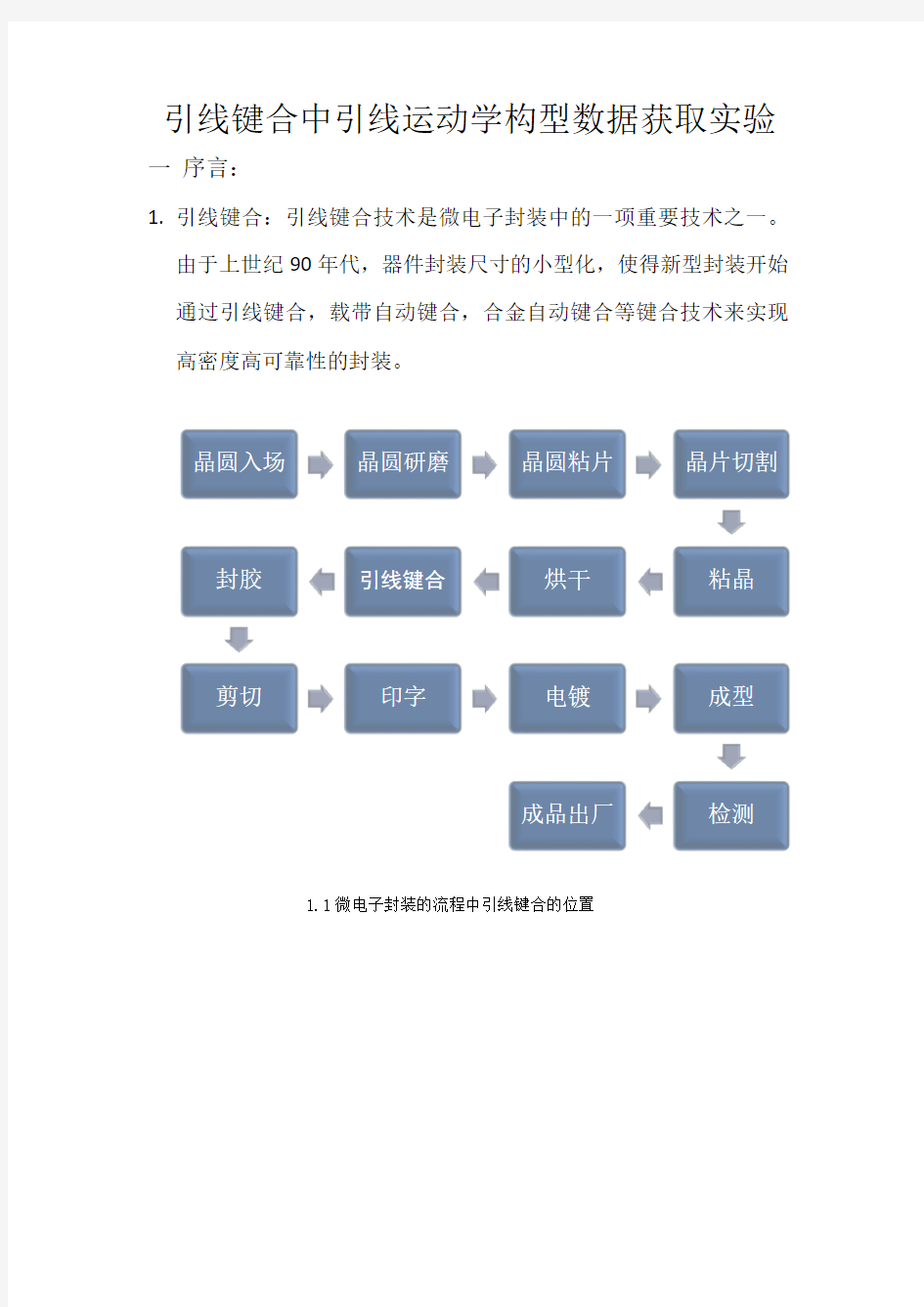
1. 引线键合:引线键合技术是微电子封装中的一项重要技术之一。由于上世纪90年代,器件封装尺寸的小型化,使得新型封装开始通过引线键合,载带自动键合,合金自动键合等键合技术来实现高密度高可靠性的封装。
1.1微电子封装的流程中引线键合的位置
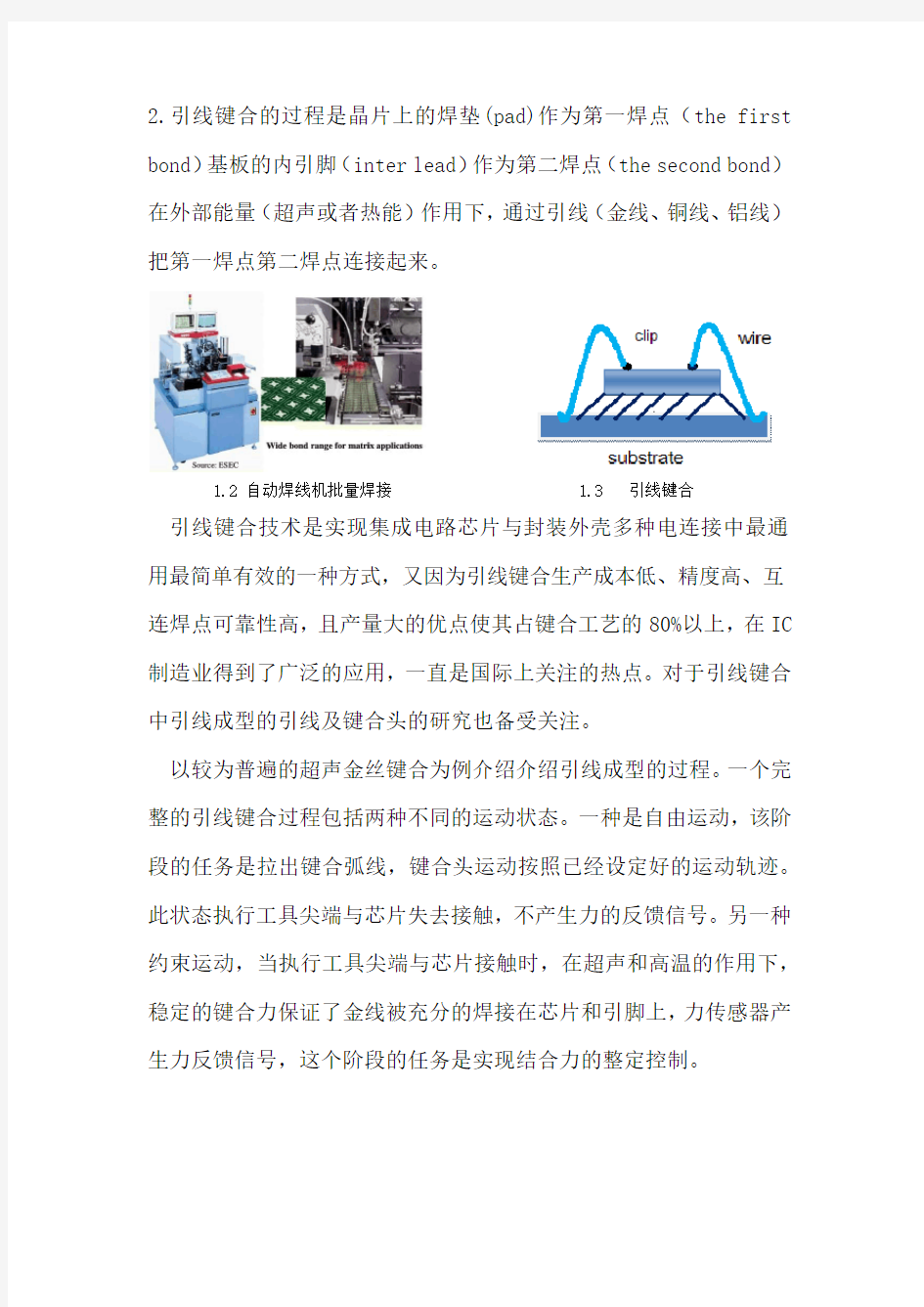
2.引线键合的过程是晶片上的焊垫(pad)作为第一焊点(the first bond)基板的内引脚(inter lead)作为第二焊点(the second bond)在外部能量(超声或者热能)作用下,通过引线(金线、铜线、铝线)把第一焊点第二焊点连接起来。
1.2 自动焊线机批量焊接 1.3 引线键合
引线键合技术是实现集成电路芯片与封装外壳多种电连接中最通用最简单有效的一种方式,又因为引线键合生产成本低、精度高、互连焊点可靠性高,且产量大的优点使其占键合工艺的80%以上,在IC 制造业得到了广泛的应用,一直是国际上关注的热点。对于引线键合中引线成型的引线及键合头的研究也备受关注。
以较为普遍的超声金丝键合为例介绍介绍引线成型的过程。一个完整的引线键合过程包括两种不同的运动状态。一种是自由运动,该阶段的任务是拉出键合弧线,键合头运动按照已经设定好的运动轨迹。此状态执行工具尖端与芯片失去接触,不产生力的反馈信号。另一种约束运动,当执行工具尖端与芯片接触时,在超声和高温的作用下,稳定的键合力保证了金线被充分的焊接在芯片和引脚上,力传感器产生力反馈信号,这个阶段的任务是实现结合力的整定控制。
?1.线夹关闭,电子
打火形成金球,
引线夹将金线上
提金属熔球在劈
刀顶端的圆锥孔
内定位
?2.线夹打开键合头
等速下降到第一
键合点搜索高度
(1st bond search
height)位置
?3.劈刀在金属熔
球(最高180℃)
上施加一定的键
合力同时超声波
发生系统(USG)
作用振动幅度经
变幅杆放大后
作用在劈刀顶端
完成第一键合点
?6.劈刀下降接
触引线框架焊
盘调用第二键
合点参数在热
量和超声键合
的能量下完成
锲键合
?5.键合头运动
到第二键合点
位置,形成弧
线
?4.键合头上升
运动到“top of
loop”位置然
后进行短线检
测,判断第一
焊点是否成功
?7.松开线夹键
合头上升到
“tail height
position”形
成预留尾丝长
度
?8.线夹关闭,键
合头上升将金线
从第二键合点尾
端压痕处拉断。
至此一个键合过
程完成
1.5引线成型的过程
以上对引线键合运动阶段和状态的划分,主要是为了对引线键合运动进行定性的分析,本实验用高速视频采集键合运动中引线成型的运动学构型是为了对其运动进行定量的分析,这种深入,细节的研究是不可或缺的。目前在国内很少有对键合运动进行定量的分析,对于工艺技术而言这种分析是很有研究意义的。
二实验过程
1.实验设备及其装置
本实验主要分为三大板块,自动焊线装置,视频拍摄装置,视频采集装置。自动焊线装置为KS 8028PPS/Maxum金球自动焊线机;
视频拍摄装置为CCD智能高速球一体化摄像机,视频采集装置是与摄像机配套的视频采集软件。
2.1采集视频流程图
实验采用的是Kulicke & Soffa的8028PPS/Maxum金球自动焊线机,Kulicke & Soffa公司在半导体业界封装组装和测试设备供货商中位居前列。Kulicke & Soffa这个名字一直是优异焊线焊接技术的同义语。
KS8028金丝自动焊线机其硬件部分主要由Lower Console 、XY工作台(X Y Table)、焊线头(Bond Head)、光学器(Optics)、送线系统(Wire Feed System)、进料系统(Matreical Handling System)、磁盘系统(Dick Derives)、辨识系统(Pattern Recognition System)、温度控制器(Temperature Controllers)、
操作系统(Software)。
2.1表操作系统
2.2 KS8028机台外观GUI图像界面
进料系统
操作界面控制系统
输出系统
2.2 焊线系统示意图 2.3 焊线配料
Lead
Frame
Mazagi
ne Capillary
2.实验过程
2.3实验过程流程图 2.1实验调试
实验调试是实验最关键的部分,是保证实验成功完成的关键。其中包括焊线机调试、CCD 摄像调试、光源调试三部分。
焊线机调试:实验采集的线型是STANDARD LOOP ,它是焊线机最基本的线型。调试过程如下:
实验过程
调试焊线调试
CCD 摄像调试
光源调试拍摄采集
视频采集
参数数值定义作用
KINK HEIGHT 5MIL 反向位移之前,焊线头垂直向上进
行金线释放的高度距离提供一个安全高度以避免损伤到第一焊粘点上方的金线.
REVERSE MOTION 8 MIL 在进行反向位移时的向量角度以
及移动的距离提供了强化张力的作用以便支撑整个线弧不至塌陷
REVERSE ANGLE 90 以垂直方向为基准依据, 以逆时
针方向来定义角度的大小控制在第一焊点上方的弧形的角度
BLEED VOLTAGE 0 MIL 控制线弧成型过程当中, 金线在
释放动作时的超音波输出能量降低在线弧成型过程中, 金线释放时焊针与金线之间的拖曳现象
LOOP FACTOR -4 MIL 在线夹关闭前, 焊针到达整个线
弧最高点位置之前的金线释放量使线弧的最高点能再靠近第一焊粘点的上方出现
LOOP BALANCE 100% 此一参数是被用来针对长短不一
的线长之弧高
控制弧线的弧高
X BALANCE 100% 是针对产品在左右两侧的弧高进
行相对的等化调整
有助于弧高的稳定性
Y BALANCE 100% 是针对产品在前后两侧的弧高进
行相对的等化调整.有助于弧高的稳定性
TOL ON Z 轴以垂直上升到达放线的最高
点,然后X轴与Y轴水平移动到第
一焊粘点的上方处藉由降低金线放时与焊针尖端的拉扯力量, 来达到弧高的一致性
LF2 0 MIL 在进行第二焊粘点接触之前, 焊
线头相对焊粘平面所做平移动作对靠近第二焊点的线弧产生向上的反冲力, 使接地导角的线弧产生一个折角高度,
LF3 0 MIL 焊针从放线的最高点, 在线夹关
闭往第二点下降之前的一个平移
距离对于应用于低弧高的标准线弧有提供较佳的弧高一致性
LF4 100% 控制弧度由放线的最高点开始往
第二焊点位置下降的速度, 其控
制单位为全速下降的百分比.
是用来作为线弧问题的排除检测.
IMPACT TIME 0 藉由Z轴以定速度的方式下降之
动作较X与Y轴移动的动作为早
的特性,使得焊针在接触的焊粘表
面时产生一个拖拉的力量
用来修正第二焊点的冲击特性
CONTACT ANGLE 0 MIL 设定焊针在到达第二焊点的搜寻
速度高度, 开始向第二焊点进行
接触的行径角度.
用来修正第二焊点的冲击特性. CONTACT OFFSET 0 MIL 在焊针接触到第二焊点后, X-Y
工作平台以朝向第一焊点方向为
参考依据进行移动
此工作平台的移动作用是将焊针
在接触第二焊点之后,在其接触表
面进行拖曳,用来修正第二焊点的
冲击特性
CCD摄像机调试:CCD摄像机在实验中的工作原理是焊线机在每完成一个焊线过程中超声波一直处于同步发生状态,CCD摄像机被焊线机
的超声信号进行触发,达到拍摄焊线过程的同步完成。
调试过程如下:首先让焊线机打完一个焊线过程,把CCD摄像机设为50帧的频率拍摄,在CCD摄像机镜头中观察,初步调整CCD摄像机的位置和方向,确保劈刀的位置及运行轨迹都在CCD摄像机能拍摄的范围内。确定CCD摄像机与焊线机的合适拍摄距离为8-10cm左右。然后再调试与匹配的高清晰摄像镜头,旋转镜头调整焦距,保证劈刀的像完整清晰。在调试CCD摄像机过程中特别注意的也是实验的难点就是,焊线的过程是处于槽内,这个拍摄带来很大的不便,其槽的景深为<1mm,所以在调节时要反复调节CCD摄像机距离使拍摄过程清晰完整。
2.4 CCD摄像机调试
光源的调试:采用100W的LED照明灯作为光源,把CCD摄像机设为200帧的频率拍摄,然后再摄像机中观察劈刀的像,并调节光源,使其更加清晰。经过反复调试,确定光源为距焊线机18-20CM的位置。
2.2拍摄采集
在各设备调试好的基础上,重新设定好焊线机的程序,把手动焊线设为自动焊线,并根据数据采集的需求,更改好参数,就可以清晰完整的拍摄到焊线的过程。
运用配套的
引线键合工艺
MEMS器件引线键合工艺(wire bonding) 2007-2-1 11:58:29 以下介绍的引线键合工艺是指内引线键合工艺。MEMS芯片的引线键合的主要技术仍然采用IC芯片的引线键合技术,其主要技术有两种,即热压键合和热超声键合。引线键合基本要求有: (1)首先要对焊盘进行等离子清洗; (2)注意焊盘的大小,选择合适的引线直径; (3)键合时要选好键合点的位置; (4)键合时要注意键合时成球的形状和键合强度; (5)键合时要调整好键合引线的高度和跳线的成线弧度。 常用的引线键合设备有热压键合、超声键合和热超声键合。 (1)热压键合法:热压键合法的机制是低温扩散和塑性流动(Plastic Flow)的结合,使原子发生接触,导致固体扩散键合。键合时承受压力的部位,在一定的时间、温度和压力的周期中,接触的表面就会发生塑性变形(Plastic Deformation)和扩散。塑性变形是破坏任何接触表面所必需的,这样才能使金属的表面之间融合。在键合中,焊丝的变形就是塑性流动。该方法主要用于金丝键合。
(2)超声键合法:焊丝超声键合是塑性流动与摩擦的结合。通过石英晶体或磁力控制,把摩擦的动作传送到一个金属传感器(Metal“HORN”)上。当石英晶体上通电时,金属传感器就会伸延;当断开电压时,传感器就会相应收缩。这些动作通过超声发生器发生,振幅一般在4-5个微米。在传感器的末端装上焊具,当焊具随着传感器伸缩前后振动时,焊丝就在键合点上摩擦,通过由上而下的压力发生塑性变形。大部分塑性变形在键合点承受超声能后发生,压力所致的塑变只是极小的一部分,这是因为超声波在键合点上产生作用时,键合点的硬度就会变弱,使同样的压力产生较大的塑变。该键合方法可用金丝或铝丝键合。 (3)热超声键合法这是同时利用高温和超声能进行键合的方法,用于金丝键合。三种各种引线键合工艺优缺点比较: 1、引线键合工艺过程 引线键合的工艺过程包括:焊盘和外壳清洁、引线键合机的调整、引线键合、检查。外壳清洁方法现在普遍采用分子清洁方法即等离子清洁或紫外线臭氧清洁。 (1)等离子清洁——该方法采用大功率RF源将气体转变为等离子体,高速气体离子轰击键合区表面,通过与污染物分子结合或使其物理分裂而将污染物溅射除去。所采用的气体一般为O2、Ar、N2、80%Ar+20%O2,或80%O2+20%Ar。另外O2/N2等离子也有应用,它是有效去除环氧树脂的除气材料。 (2)外线臭氧清洁通过发射184.9mm和253.7mm波长的辐射线进行清洁。过程如下: 184.9 nm波长的紫外线能打破O2分子链使之成原子态(O+O),原子态氧又与其它氧分子结合形成臭氧O3。在253.7nm波长紫外线作用下臭氧可以再次分解为原子氧和分子氧。水分子可以被打破形成自由的OH-根。所有这些均可以与碳氢化合物反应以生成CO2+H2O,并最终以气体形式离开键合表面。253.7nm波长紫外线还能够打破碳氢化合物的分子键以加速氧化过程。尽管上述两种方法可以去除焊盘表面的有机物污染,但其有效性强烈取决于特定的污染物。例如,氧等离子清洁不能提高Au厚膜的可焊性,其最好的清洁方法是O2+Ar 等离子或溶液清洗方法。另外某些污染物,如Cl离子和F离子不能用上述方法去除,因为可形成化学束缚。
引线键合工艺参数对封装质量的影响因素分析
引线键合工艺参数对封装质量的影响因素分析 刘长宏,高健,陈新,郑德涛 (广东工业大学机电学院,广州510090)1 引言 目前IC器件在各个领域的应用越来越广泛,对封装工艺的质量及检测技术提出了更高的要求,如何实现复杂封装的工艺稳定、质量保证和协同控制变得越来越重要。目前国外对引线键合工艺涉及的大量参数和精密机构的控制问题已有较为深入的研究,并且已经在参数敏感度和重要性的排列方面有了共识。我国IC封装研究起步较晚,其中的关键技术掌握不足,缺乏工艺的数据积累,加之国外的技术封锁,有必要深入研究各种封装工艺,掌握其间的关键技术,自主研发高水平封装装备。本文将对引线键合工艺展开研究,分析影响封装质量的关键参数,力图为后续的质量影响规律和控制奠定基础。 2 引线键合工艺 WB随着前端工艺的发展正朝着超精细键合趋势发展。WB过程中,引线在热量、压力或超声能量的共同作用下,与焊
盘金属发生原子间扩散达到键合的目的。根据所使用的键合工具如劈刀或楔的不同,WB分为球键合和楔键合。根据键合条件不同,球键合可分为热压焊、冷超声键合和热超声键合。根据引线不同,又可分为金线、铜线、铝线键合等。冷超声键合常为铝线楔键合。热超声键合常为金丝球键合,因同时使用热压和超声能量,能够在较低的温度下实现较好的键合质量,从而得到广泛使用。 2.1 键合质量的判定标准 键合质量的好坏往往通过破坏性实验判定。通常使用键合拉力测试(BPT)、键合剪切力测试(BST)。影响BPT结果的因素除了工艺参数以外,还有引线参数(材质、直径、强度和刚度)、吊钩位置、弧线高度等。因此除了确认BPT 的拉力值外,还需确认引线断裂的位置。主要有四个位置:⑴第一键合点的界面;⑵第一键合点的颈部;⑶第二键合点处;⑷引线轮廓中间。 BST是通过水平推键合点的引线,测得引线和焊盘分离的最小推力。剪切力测试可能会因为测试环境不同或人为原因出现偏差,Liang等人 [1]介绍了一种简化判断球剪切力的
键合技术 引线键合的失效机理
引线键合的失效机理 目录 1、引线键合---------------------------------------------------3 1.1常用的焊线方法-------------------------------------------3 1.1.1热压键合法--------------------------------------------3 1.1.2超声键合法--------------------------------------------3 1.1.3热超声键合法------------------------------------------3 1.1.4三种各种引线键合工艺优缺点比较------------------------4 1.2引线键合工艺过程-----------------------------------------4 2、键合工艺差错造成的失----------------------------------------6 2.1焊盘出坑------------------------------------------------7 2.2尾丝不一致----------------------------------------------7 2.3键合剥离------------------------------------------------7 2.4引线弯曲疲劳--------------------------------------------7 2.5键合点和焊盘腐蚀----------------------------------------7 2.6引线框架腐蚀--------------------------------------------8 2.7金属迁移------------------------------------------------8 2.8振动疲劳------------------------------------------------8 3、内引线断裂和脱键--------------------------------------------8 4、金属间化合物使Au—Al系统失效-------------------------------9 4.1 Au—Al 系统中互扩散及金属间化合物的形成-----------------9 4.2杂质对Au—Al系统的影响----------------------------------9 4.3改善方法------------------------------------------------10 5、热循环使引线疲劳而失效-------------------------------------10 5.1热循环峰值温度对金相组织的影响--------------------------10 5.2热循环峰值温度对冲击功的影响----------------------------10 5.3引线疲劳------------------------------------------------11 6、键合应力过大造成的失效-------------------------------------11 参考文献-------------------------------------------------------12
引线键合技术进展
引线键合技术进展 晁宇晴1,2,杨兆建1,乔海灵2 (1.太原理工大学,山西 太原 030024;2.中国电子科技集团公司第二研究所,山西 太原 030024) 摘 要:引线键合以工艺简单、成本低廉、适合多种封装形式而在连接方式中占主导地位。对引线键合工艺、材料、设备和超声引线键合机理的研究进展进行了论述与分析,列出了主要的键合工艺参数和优化方法,球键合和楔键合是引线键合的两种基本形式,热压超声波键合工艺因其加热温度低、键合强度高、有利于器件可靠性等优势而取代热压键合和超声波键合成为键合法的主流,提出了该技术的发展趋势,劈刀设计、键合材料和键合设备的有效集成是获得引线键合完整解决方案的关键。 关键词:引线键合;球键合;楔键合;超声键合;集成电路 中图分类号:T N305 文献标识码:A 文章编号:1001-3474(2007)04-0205-06 Progress on Technology of W i re Bondi n g CHAO Y u-q i n g1,2,YANG Zhao-ji a n1,Q I AO Ha i-li n g2 (1.Ta i yuan Un i versity of Technology,Ta i yuan 030024,Ch i n a 2.CETC No.2Research I n stitute,Ta i yuan 030024,Ch i n a) Abstract:W ire bonding holds the leading positi on of connecti on ways because of its si m p le tech2 niques,l ow cost and variety f or different packaging f or m s.D iscuss and analyz the research p r ogress of wire bonding p r ocess,materials,devices and mechanis m of ultras onic wire bonding.The main p r ocess para me2 ters and op ti m izati on methods were listed.Ball bonding and W edge bonding are the t w o funda mental f or m s of wire bonding.U ltras onic/ther mos onic bonding beca me the main trend instead of ultras onic bonding and ther mos onic bonding because of its l ow heating te mperature,high bonding strength and reliability.A de2 vel opment tendency of wire bonding was menti oned.The integrati on of cap illaries design,bonding materi2 als and bonding devices is the key of integrated s oluti on of wire bonding. Key words:W ire bonding;Ball bonding;W edge bonding;U ltras onic wire bonding;I C D ocu m en t Code:A Arti cle I D:1001-3474(2007)04-0205-06 随着集成电路的发展,先进封装技术不断发展变化以适应各种半导体新工艺和新材料的要求和挑战。半导体封装内部芯片和外部管脚以及芯片之间的连接起着确立芯片和外部的电气连接、确保芯片和外界之间的输入/输出畅通的重要作用,是整个后道封装过程中的关键。引线键合以工艺实现简单、成本低廉、适用多种封装形式而在连接方式中占主导地位,目前所有封装管脚的90%以上采用引线键合连接[1]。 引线键合是以非常细小的金属引线的两端分别与芯片和管脚键合而形成电气连接。引线键合前,先从金属带材上截取引线框架材料(外引线),用热 作者简介:晁宇晴(1975-),女,工程硕士,工程师,主要从事电子专用设备的研制与开发工作。502 第28卷第4期2007年7月 电子工艺技术 Electr onics Pr ocess Technol ogy
铜丝引线键合技术的发展
铜丝引线键合技术的发展 摘要铜丝引线键合有望取代金丝引线键合,在集成电路封装中获得大规模应用。论文从键合工艺﹑接头强度评估﹑键合机理以及最新的研究手段等方面简述了近年来铜丝引线键合技术的发展情况,讨论了现有研究的成果和不足,指出了未来铜丝引线键合技术的研究发展方向,对铜丝在集成电路封装中的大规模应用以及半导体集成电路工业在国内高水平和快速发展具有重要的意义。 关键词集成电路封装铜丝引线键合工艺 1.铜丝引线键合的研究意义 目前超过90%的集成电路的封装是采用引线键合技术。引线键合(wire bonding)又称线焊,即用金属细丝将裸芯片电极焊区与电子封装外壳的输入/输出引线或基板上的金属布线焊区连接起来。连接过程一般通过加热﹑加压﹑超声等能量借助键合工具(劈刀)实现。按外加能量形式的不同,引线键合可分为热压键合﹑超声键合和热超声键合。按劈刀的不同,可分为楔形键合(wedge bonding)和球形键合(ball bonding)。目前金丝球形热超声键合是最普遍采用的引线键合技术,其键合过程如图1所示。 由于金丝价格昂贵﹑成本高,并且Au/Al金属学系统易产生有害的金属间化合物,使键合处产生空腔,电阻急剧增大,导电性破坏甚至产生裂缝,严重影响接头性能。因此人们一直尝试使用其它金属替代金。由于铜丝价格便宜,成本低,具有较高的导电导热性,并且金属间化合物生长速率低于Au/Al,不易形成有害的金属间化合物。近年来,铜丝引线键合日益引起人们的兴趣。 但是,铜丝引线键合技术在近些年才开始用于集成电路的封装,与金丝近半个世纪的应用实践相比还很不成熟,缺乏基础研究﹑工艺理论和实践经验。近年来许多学者对这些问题进行了多项研究工作。论文将对铜丝引线键合的研究内容和成果作简要的介绍,并从工艺设计和接头性能评估两方面探讨铜丝引线键合的研究内容和发展方向。
引线键合中引线运动学构型数据获取实验
引线键合中引线运动学构型数据获取实验 一 序言: 1. 引线键合:引线键合技术是微电子封装中的一项重要技术之一。由于上世纪90年代,器件封装尺寸的小型化,使得新型封装开始通过引线键合,载带自动键合,合金自动键合等键合技术来实现高密度高可靠性的封装。 1.1微电子封装的流程中引线键合的位置
2.引线键合的过程是晶片上的焊垫(pad)作为第一焊点(the first bond)基板的内引脚(inter lead)作为第二焊点(the second bond)在外部能量(超声或者热能)作用下,通过引线(金线、铜线、铝线)把第一焊点第二焊点连接起来。 1.2 自动焊线机批量焊接 1.3 引线键合 引线键合技术是实现集成电路芯片与封装外壳多种电连接中最通用最简单有效的一种方式,又因为引线键合生产成本低、精度高、互连焊点可靠性高,且产量大的优点使其占键合工艺的80%以上,在IC 制造业得到了广泛的应用,一直是国际上关注的热点。对于引线键合中引线成型的引线及键合头的研究也备受关注。 以较为普遍的超声金丝键合为例介绍介绍引线成型的过程。一个完整的引线键合过程包括两种不同的运动状态。一种是自由运动,该阶段的任务是拉出键合弧线,键合头运动按照已经设定好的运动轨迹。此状态执行工具尖端与芯片失去接触,不产生力的反馈信号。另一种约束运动,当执行工具尖端与芯片接触时,在超声和高温的作用下,稳定的键合力保证了金线被充分的焊接在芯片和引脚上,力传感器产生力反馈信号,这个阶段的任务是实现结合力的整定控制。
?1.线夹关闭,电子 打火形成金球, 引线夹将金线上 提金属熔球在劈 刀顶端的圆锥孔 内定位 ?2.线夹打开键合头 等速下降到第一 键合点搜索高度 (1st bond search height)位置 ?3.劈刀在金属熔 球(最高180℃) 上施加一定的键 合力同时超声波 发生系统(USG) 作用振动幅度经 变幅杆放大后 作用在劈刀顶端 完成第一键合点 ?6.劈刀下降接 触引线框架焊 盘调用第二键 合点参数在热 量和超声键合 的能量下完成 锲键合 ?5.键合头运动 到第二键合点 位置,形成弧 线 ?4.键合头上升 运动到“top of loop”位置然 后进行短线检 测,判断第一 焊点是否成功
铜丝在引线键合技术的发展及其合金的应用
铜丝在引线键合技术的发展及其合金的应用 一、简介 目前超过90%的集成电路的封装是采用引线键合技术,引线键合,又称线焊。即用金属细丝将裸芯片电极焊区与电子封装外壳的输入,输出引线或基板上的金属布线焊区连接起来。连接过程一般通过加热、加压、超声等能量,借助键合工具“劈刀”实现。按外加能量形式的不同,引线键合可分为热压键合、超声键合和热超声键合。按劈刀的不同,可分为楔形键合和球形键合。 引线键合工艺中所用导电丝主要有金丝、铜丝和铝丝,由于金丝价格昂贵、成本高,并且Au/Al金属学系统易产生有害的金属间化合物,使键合处产生空腔,电阻急剧增大,导电性破坏甚至产生裂缝,严重影响接头性能。因此人们一直尝试使用其它金属替代金,由于铜丝价格便宜、成本低、具有较高的导电导热性,并且Cu/Al金属间化合物生长速于Au/Al,不易形成有害的金属间化合物。近年来,铜丝引线键合日益引起人们的兴趣。 二、铜丝键合的工艺 当今,全球的IC制造商普遍采用3种金属互连工艺,即:铜丝与晶片铝金属化层的键合工艺,金丝与晶片铜金属化层的键合工艺以及铜丝与晶片铜金属化层的键合工艺。近年来第一种工艺用得最为广泛,后两者则是今后的发展方向。 1. 铜丝与晶片铝金属化层的键合工艺 近年来,人们对铜丝焊、劈刀材料及新型的合金焊丝进行了一些新的工艺研究,克服了铜易氧化及难以焊接的缺陷。采用铜丝键合不但使封装成本下降,更主要的是作为互连材料,铜的物理特性优于金。特别是采用以下’3种新工艺,更能确保铜丝键合的稳定性。 (1)充惰性气体的EFO工艺:常规用于金丝球焊工艺中的EFO是在形成焊球过程中的一种电火花放电。但对于铜丝球焊来说,在成球的瞬间,放电温度极高,由于剧烈膨胀,气氛瞬时呈真空状态,但这种气氛很快和周围的大气相混合,常造成焊球变形或氧化。氧化的焊球比那些无氧化层的焊球明显坚硬,而且不易焊接。新型EFO工艺是在成球过程中增加惰性气体保护功能,即在一个专利悬空管内充入氮气,确保在成球的一瞬间与周围的空气完全隔离,以防止焊球氧化,焊球质量极好,焊接工艺比较完善。这种新工艺不需要降低周围气体的含氧量,用通用的氮气即可,因此降低了成本。
倒装焊陶瓷封装失效模式分析及失效机理研究
倒装焊陶瓷封装失效模式分析及失效机理研究 (摘要:随着封装技术的发展,倒装焊技术得到广泛的应用,倒装焊的研究也越来越广泛深入。文章阐述了倒装焊封装的失效模式,主要有焊点疲劳失效、填充胶分层开裂失效、电迁移失效、腐蚀失效、机械应力失效等。并分析了陶瓷基板倒装焊温度循环试验后的失效模式,陶瓷倒装焊封装失效的机理主要是倒装芯片焊点与UBM 界面金属间化合物应力开裂失效。根据失效机理分析,进行陶瓷倒装焊工艺优化改进,试验达到了JESD22-A104C 标准规定的温度循环:-65℃~+150℃、500 次循环、3 只样品无失效的要求。 1 引言 随着封装技术的发展,传统引线键合技术已经无法满足电路多功能、小型化、轻量化、高性能、低功耗和低成本等要求,倒装焊技术满足了这些要求,并越来越广泛地应用在IC 封装中。近年来,关于倒装焊失效的研究文献报道较多,特别是有机基板倒装焊互连失效的较多。陶瓷基板倒装焊失效研究鲜有报道,展开陶瓷倒装焊的失效机理研究对工程应用具有很重要的指导意义。倒装焊失效机理是导致失效的物理、化学、热力学或其他过程。该过程是应力、粘接材料分解等共同作用在部件上引起损伤,最终导致系统失效。本质上,它是上面介绍的模型中的一或多个导致的。为了开发陶瓷倒装焊封装产品,必须研究封装产品潜在失效机理。如果能用模型来量化描述相关失效模式,就可以促进产品封装结构、材料、工艺以及可靠性设计等的优化,从而使倒装焊产品能满足产品特定的可靠性要求。因此,研究倒装焊互连系统在生命周期过程中所受应力所激发的各种失效机理是很有必要的。本文介绍了各种倒装焊封装失效模式,并对陶瓷倒装焊封装的失效机理进行了研究分析。 2 倒装焊封装失效 倒装焊封装可靠性是近年来封装研究的重点之一,分析其失效原因对于解决可靠性具有很重要的意义。常见的失效模式主要有以下几种:焊点热疲劳失效、机械应力致互连撕裂失效、填充胶分层开裂失效、化学腐蚀失效、电迁移失效等。倒装焊的失效模式多种多样,失效形式是一种或几种共同作用,主要的还是几种因素共同作用的结果。电路失效的过程一般是几种失效模式存在并相互影响。当然失效还跟基板材料、基板及芯片尺寸,凸点材料及结构和尺寸、基板焊盘材料及其与基板黏附、底部填充料等有关。 2.1 焊点疲劳损伤 倒装焊封装是将芯片凸点直接与基板焊盘焊接,会受到热应力的影响而
绝缘引线键合技术的应用
绝缘引线键合技术的应用 作者:()、() ,公司 随着半导体封装持续朝着多引脚、小间距及多列多层叠的方向发展,引线键合技术正面临越来越大的挑战。被称为的绝缘引线键合技术已经在2006年路线图上被提出,作为一种可行的、经济的解决方案实现复杂封装,提高封装性能和高密度封装的成品率。要成功实施绝缘引线键合技术,必须做到将此技术以低成本集成到现有的封装基础设备中。具体来说,就要求绝缘引线键合技术能在现有的引线键合平台上达到现有的标准、规范和性能。 绝缘引线键合的优势 电子连接重要的第一步是芯片级别连接,也被称为第一级连接。这一连接将在很大程度上决定可以从芯片上获得多少性能。性能虽然很关键,但是产品经理也不会因此就忽视其他经济因素。对封装技术而言一个全面的利益/成本分析必须包括以下几个方面,即对成本、性能、尺寸/密度、和上市时间的评估。 芯片到芯片或芯片到基板的第一级连接技术中,有两种方式一直在工业中占主导地位,即引线键合和倒装芯片。其中引线键合,由于其灵活性和经济性,在市场中占90%以上。 但是,在绝缘引线键合出现之前,引线键合的局限性在于连接被限制在芯片的四周,当芯片数量增加时,就需要使用区域阵列技术,使芯片的不再被局限在芯片的四周。引线键合的另外一个问题是长的、平行的引线之间的自感应,这点可以通过使用交叉和紧密排放的绝缘引线得以缓解。 绝缘引线键合有人们熟知的众多优点。从整体利益/成本分析,绝缘引线键合可以提供最优的成本,即能够使用最低成本的引线键合设备;从性能方面分析,绝缘引线键合能够在芯片单位面积上提供更多的连接点,使用低成本的更小的芯片,降低键合点的限制。 另外,绝缘引线键合能够以最高的带宽将芯片直接连接起来,降低了芯片的叠层和基板
电路元器件失效机理有哪些
元件的失效直接受湿度、温度、电压、机械等因素的影响。 电参数失效,需进行较复杂的测量,主要表现形式有参数值超出规定范围(超差)和参数不稳定。机械开封?化学开封 5、显微形貌像技术光学显微镜分析技术扫描电子显微镜的二次电子像技术电压效应的失效定位技术 6、半导体主要失效机理分析电应力(EOD)损伤静电放电(ESD)损伤封装失效引线键合失效芯片粘接不良金属半导体接触退化钠离子沾污失效氧化层针孔失效 1、温度导致失效: 1.1环境温度是导致元件失效的重要因素。 温度变化对半导体器件的影响:构成双极型半导体器件的基本单元P-N 结对温度的变化很敏感,当P-N结反向偏置时,由少数载流子形成的反向漏电流受温度的变化影响,其关系为: 式中:ICQ―――温度T0C时的反向漏电流 ICQR――温度TR℃时的反向漏电流 T-TR――温度变化的绝对值 由上式可以看出,温度每升高10℃,ICQ将增加一倍。这将造成晶体管放大器的工作点发生漂移、晶体管电流放大系数发生变化、特性曲线发生变化,动态范围变小。 温度与允许功耗的关系如下: 式中:PCM―――最大允许功耗 TjM―――最高允许结温 T――――使用环境温度 RT―――热阻 由上式可以看出,温度的升高将使晶体管的最大允许功耗下降。 由于P-N结的正向压降受温度的影响较大,所以用P-N为基本单元构成的双极型半导体逻辑元件(TTL、HTL等集成电路)的电压传输特性和抗干扰度也与温度有密切的关系。当温度升高时,P-N结的正向压降减小,其开门和关门电平都将减小,这就使得元件的低电平抗干扰电压容限随温度的升高而变小;高电平抗干扰电压容限随温度的升高而增大,造成输出电平偏移、波形失真、稳态失调,甚至热击穿。
IC智能卡失效机理研究
IC智能卡失效机理研究 ---------------------------------------------------------------------------------------------------------------------- 编辑整理:https://www.360docs.net/doc/6d7289573.html,编辑:王鹏来源:门禁 IC智能卡作为信息时代的新型高技术存储产品,具有容量大、保密性强以及携带方便等优点,被广泛应用于社会生活的各个领域。通常所说的IC卡,是把含有非挥发存储单元NVM 或集成有微控制器MCU等的IC芯片嵌装于塑料基片而成,主要包括塑料基片(有或没有磁条)、接触面、IC芯片3个部分。传统的IC卡制作工序为:对测试、信息写入后的硅晶圆片进行减薄、划片,分离成小芯片,再经装片、引线键合、包封等工序制成IC卡模块,最后嵌入IC卡塑料基板。 随着IC产品制造工艺的提高以及高性能LSI的涌现,IC智能卡不断向功能多样化、智能化的方向发展,以满足人们对方便、迅捷的追求。然而使用过程中出现的密码校验错误、数据丢失、数据写入出错、乱码、全“0”全“F”等诸多失效问题,严重影响了IC卡的广泛应用。因此,有必要结合IC卡的制作工艺及使用环境对失效的IC卡进行分析,深入研究其失效模式及失效机理,探索引起失效的根本原因,以便采取相应的措施,改进IC卡的质量和性能1。 由IC卡失效样品的分析实例发现,芯片碎裂、内连引线脱落(脱焊、虚焊等)、芯片电路击穿等现象是引起IC卡失效的主要原因,本文着重对IC卡芯片碎裂、键合失效模式及机理进行研究和讨论,并简略介绍其他失效模式。 1芯片碎裂引起的失效 由于IC卡使用薄/超薄芯片,芯片碎裂是导致其失效的主要原因,约占失效总数的一半以上,主要表现为IC卡数据写入错、乱码、全“0”全“F”。 对不同公司提供的1739张失效IC卡进行电学测试,选取其中失效模式为全“0”全“F”的100个样品进行IC卡的正、背面腐蚀开封,光学显微镜(OM)观察发现裂纹形状多为“十”字、“T”字型,亦有部分为贯穿芯片的单条裂纹,并在顶针作用点处略有弯折,如图1。碎裂芯片中的裂纹50%以上,位于芯片中央附近并垂直于边缘;其余芯片的裂纹靠近芯片边缘或集中于芯片。 图1芯片背面碎裂的OM照片 芯片碎裂归根结底是由应力造成的,当外应力超出芯片碎裂强度时,芯片就会发生脆性碎裂2。制造工艺中减薄、上芯、压焊、塑封是引起芯片碎裂隐患的主要工序,这些工序易造成芯片表面的微裂纹或损伤,外加应力时出现应力集中现象,特别是垂直表面裂纹的张应力,多集中于裂纹的尖端。当应力超过芯片的应力强度因子时,微裂纹就会失去稳定并发生扩展,从而大大降低了芯片的强度。 下面根据芯片碎裂物理机理,结合IC卡制作工艺(包括硅片的后道工序、模块条带制作、IC卡成型工艺),对导致IC卡薄芯片碎裂的根本原因进行深入分析。 图2芯片背面研磨损伤的OM照片 1.1硅片减薄
引线键合
引线键合(wire bonding,WB) 引线键合的定义:用金属丝将芯片的I/O端(内侧引线端子)与相对应的封装引脚或者基板上布线焊区(外侧引线端子)互连,实现固相焊接过程,采用加热、加压和超声能,破坏表面氧化层和污染,产生塑性变形,界面亲密接触产生电子共享和原子扩散形成焊点,键合区的焊盘金属一般为Al或者Au等,金属细丝是直径通常为20~50微米的Au、Al或者Si—Al丝。 历史和特点 1957 年Bell实验室采用的器件封装技术,目前特点如下: ? 已有适合批量生产的自动化机器; ? 键合参数可精密控制,导线机械性能重复性高; ? 速度可达100ms互连(两个焊接和一个导线循环过程); ? 焊点直径:100 μm↘50μm,↘30 μm; ? 节距:100 μm ↘55 μm,↘35 μm ; ? 劈刀(Wedge,楔头)的改进解决了大多数的可靠性问题; ? 根据特定的要求,出现了各种工具和材料可供选择; ?已经形成非常成熟的体系。 应用范围 低成本、高可靠、高产量等特点使得它成为芯片互连的主要工艺方法,用于下列封装(适用于几乎所有的半导体集成电路元件,操作方便,封装密度高,但引线长,测试性差) 1.陶瓷和塑料BGA、单芯片或者多芯片 2.陶瓷和塑料(CerQuads and PQFPs) 3.芯片尺寸封装(CSPs) 4.板上芯片(COB) 两种键合焊盘 1.球形键合 球形键合第一键合点第二键合点2.楔形键合
楔形键合第一键合点第二键合点 三种键合(焊接、接合)方法 引线键合为IC晶片与封装结构之间的电路连线中最常使用的方法。主要的引线键合技术有超音波接合(Ultrasonic Bonding, U/S Bonding)、热压接合(Thermocompression Bonding,T/C Bonding)、与热超音波接合(Thermosonic Bonding, T/S Bonding)等三种。 机理及特点 1.超声焊接:超音波接合以接合楔头(Wedge)引导金属线使其压紧于金属焊盘上,再由楔头输入频率20至60KHZ,振幅20至200μm,平行于接垫平面之超音波脉冲,使楔头发生水平弹性振动,同时施加向下的压力。使得劈刀在这两种力作用下带动引线在焊区金属表面迅速摩擦,引线受能量作用发生塑性变形,在25ms内与键合区紧密接触而完成焊接。常用于Al丝的键合。键合点两端都是楔形。铝合金线为超音波最常见的线材;金线亦可用于超音波接合,它的应用可以在微波元件的封装中见到。 特点:1.适合细丝、粗丝以及金属扁带。 2.不需外部加热,对器件无热影响 3.可以实现在玻璃、陶瓷上的连接 4.适用于微小区域的连接 步骤: 2.热压焊:金属线过预热至约300至400℃的氧化铝(Al 2 O 3 )或碳化钨(WC)等耐火材料所制成的毛细管状键合头(Bonding Tool/Capillary,也称为瓷嘴或焊针),再以电火花或氢焰将金属线烧断并利用熔融金属的表面张力效应使
引线键合的失效机理
引线键合的失效机理 小组成员:08521201樊量:什么是引线键合,常用的焊线方法 08023205高乐:键合工艺差错造成的失效 08023207王全:热循环使引线疲劳而失效 08023208高灿:金属间化合物使Au—Al系统失效 08023214徐国旺:内引线断裂和脱键产生的原因及其影响 08023215冯超:内引线断裂和脱键产生的原因及其影响 08023130黄宏耀:键合应力过大造成的失效
目录 1、引线键合---------------------------------------------------3 1.1常用的焊线方法-------------------------------------------3 1.1.1热压键合法--------------------------------------------3 1.1.2超声键合法--------------------------------------------3 1.1.3热超声键合法------------------------------------------3 1.1.4三种各种引线键合工艺优缺点比较------------------------4 1.2引线键合工艺过程-----------------------------------------4 2、键合工艺差错造成的失----------------------------------------6 2.1焊盘出坑------------------------------------------------7 2.2尾丝不一致----------------------------------------------7 2.3键合剥离------------------------------------------------7 2.4引线弯曲疲劳--------------------------------------------7 2.5键合点和焊盘腐蚀----------------------------------------7 2.6引线框架腐蚀--------------------------------------------8 2.7金属迁移------------------------------------------------8 2.8振动疲劳------------------------------------------------8 3、内引线断裂和脱键--------------------------------------------8 4、金属间化合物使Au—Al系统失效-------------------------------9 4.1 Au—Al 系统中互扩散及金属间化合物的形成-----------------9 4.2杂质对Au—Al系统的影响----------------------------------9 4.3改善方法------------------------------------------------10 5、热循环使引线疲劳而失效-------------------------------------10 5.1热循环峰值温度对金相组织的影响--------------------------10 5.2热循环峰值温度对冲击功的影响----------------------------10 5.3引线疲劳------------------------------------------------11 6、键合应力过大造成的失效-------------------------------------11 参考文献-------------------------------------------------------12
几种键合引线的详细对比
几种键合引线的详细对比-键合金丝/键合铜线/铝键合线 键合金丝,作为应用最广泛的键合丝来说,在引线键合中存在以下几个方面的问题: 1,Au2Al 金属学系统易产生有害的金属间化合物[ ,这些金属间化合物晶格常数不同,力学性能和热性能也不同,反应时会产生物质迁移,从而在交界层形成可见的柯肯德尔空洞 ( Kirkendall Void) ,使键合处产生空腔,电阻急剧增大,破坏了集成电路的欧姆联结,导电性严重破坏或产生裂缝,易在此引起器件焊点脱开而失效。 2,金丝的耐热性差,金的再结晶温度较低(150 ℃) ,导致高温强度较低。球焊时,焊球附近的金丝由于受热而形成再结晶组织,若金丝过硬会造成球颈部折曲;焊球加热时,金丝晶粒粗大化会造成球颈部断裂; 3,金丝还易造成塌丝现象和拖尾现象,严重影响了键合的质量; 4,金丝的价格昂贵,导致封装成本过高。 键合铝线,Al21 %Si 丝作为一种低成本的键合丝受到人们的广泛重视,国内外很多科研单位都在通过改变生产工艺来生产各种替代金丝的Al21 %Si 丝,但仍存在较多问题:1,普通Al21 %Si 在球焊时加热易氧化,生成一层硬的氧化膜,此膜阻碍球的形成,而球形的稳定性是Al21 %Si 键合强度的主要特性。实验证明,金丝球焊在空气中焊点圆度 高,Al21 %Si 球焊由于表面氧化的影响,空气中焊点圆度低; 2,Al21 %Si 丝的拉伸强度和耐热性不如金丝,容易发生引线下垂和塌丝; 3,同轴Al21 %Si 的性能不稳定,特别是伸长率波动大,同批次产品的性能相差大,且产品的成材率低,表面清洁度差,并较易在键合处经常产生疲劳断裂。 键合铜丝,早在10 年前,铜丝球焊工艺就作为一种降低成本的方法应用于晶片上的铝焊区金属化。但在当时行业的标准封装形式为18~40 个引线的塑料双列直插式封装(塑料DIP) ,其焊区间距为150~200μm , 焊球尺为100~125μm ,丝焊的长度很难超过3 mm。所以在大批量、高可靠的产品中,金丝球焊工艺要比铜丝球焊工艺更稳定更可靠。然而,随着微电子行业新工艺和新技术的出现及应用,当今对封装尺寸和型式都有更高、更新的要求。首先是要求键合丝更细,封装密度更高而成本更低。因此,铜键合丝又引起了人们的重视。无锡市霍尼科技采用新型工艺生产的单晶铜,利用专利工艺技术拉制成的键合铜丝完全解决了线径太小,容易氧化的问题。霍尼科技的单晶铜键合丝有如下特点:
年产5000kg单晶铜键合引线项目建议书
年产5000kg(13亿米)单金铜键合引线项 目建议书 一、概述 众所周知,在超大规模集成电路(VLSI)和甚大规模集成电路(VLSI)的芯片与外部引线的连接方法中,无论何时引线键合均是芯片连接的主要技术手段,因而键合引线已成为电子封装业四大重要结构材料之一。 鉴于键合引线的智能更新作用是将一个封装器件或两个部分焊接好并导电,以及封装设计中键合引线焊接所需间隙主要取决于丝的直径,因此对键合引线的单位体积导电率有很高的要求,同时,所选用之金属必须具有足够的延伸率,必须能够被拉伸到Ф0.016~0.050mm,且为了避免破坏晶片,该金属必须能够在足够低的温度下进行热压焊接和超声波焊接,其化学性能、抗腐蚀性能和冶金特性必须与它所焊接的材料相熔合。基于上述技术特性需求,所以用作键合引线的材料就被局限于Au、Ag、Cu、AI四种金属之中。迄今为止,在微电子键合封装业中,最为广泛应用的键合引线是键合金丝。 随着微电子工业的蓬勃发展,集成电路电子封装业正向体积小、高性能、高密集、多芯片方向快捷推进,从而对键合引线的直径提出了超细(Ф0.018mm)的要求。由于超细
的键合金丝在键合工艺中已不能胜任窄间距、长间距离键合技术指标的要求,同时也因黄金市值一路飙升,导致使用键合金丝的厂家生产成本猛增,制约了整个行业的技术提升及规模发展,因此,键合金丝无论从质量上、数量上和成本上,均一不能满足集成电路电子封装也发展的需要。于是,开发和推广应用新型微电子封装材料势在必行,迫在眉睫。正是在这种背景下,我们决定联合开发单金铜键合引线成套生产技术,以满足不断发展的微电子封装业的需要。 单金铜丝用于键合引线的优势主要表现在以下几个方面:1、单晶粒:单金铜丝只有一个晶粒,内部无晶界。单晶铜杆有致密的定向凝固组织,消除了横向晶界,很少有缩孔、气孔等铸造缺陷,且结晶方向控丝方向相同,能够承受巨大的塑性变形能力。另外,由于没有阻碍位错滑移的晶界,变形、冷作、硬化恢复快,所以是拉制Ф0.016~0.03mm键合引线的理想材料; 2、高纯度:目前,在我国的单晶铜丝原材料可以做到99.999%(5N)或99.9999%(6N)的纯度; 3、机械性能好:与纯度相同的金丝相比,单晶铜丝具有良好的拉伸、剪切强度和延展性,可将其加工至Ф0.016~0.03mm的单晶铜微细丝代替金丝,从而供引线键合间距更小、更稳定,以满足封装新技术工艺需要; 4、导电性、导热性好:单晶铜丝的导电率、导热率比金丝
引线键合工艺及其影响因素的研究完整版新
成都电子机械高等专科学校 毕业论文 题目引线键合工艺及其影响因素的研究 研究引线键合工艺及其影响因素 __着重金丝球键合分析 内容提要 引线键合就是用非常细小的线把芯片上焊盘和引线框架(或者基板)连接起来的过程。金线焊接工艺,是引线键合工艺的一种。它是利用金线将芯片上的信号引出到封装外壳的管脚上的工艺过程。本文主要探讨集成电路封装中金丝球键合工技术以及影响因素。 关键字引线键合工艺热超声焊球形焊接步骤引线键合线弧技术影响因素 WB与塑封的关系 目录 绪论 一 ………………………………………………………集成电路封装测试工艺流程简介 ▲前道工艺▲后道工艺
贴膜注模 研磨激光打印 抛光烘烤 晶片装裱电镀 切割电镀后烘烤 第二道外观检查料片装裱 焊片切割 银浆烘烤去粘 等离子清洗拣装 焊线(wire bond)第四道检查 第三道外观检查测试,包装,出货 二 …………………………金丝球焊线机简述 2.1 …………………………………引线键合工艺介绍 2.2…………………………………引线键合机的介绍 2.2.1…………………………键合机校正系统设计与实现 金球引线键合(Gold Ball Wire Bonding) 循序渐进的键合工艺 2.2.2 …………………………………………………………校正系统设计 2.2.2.1……………………………………………………伺服系统校正 2.2.2.2……………………………………图像系统校正(PRS) 2.2.2.3…………………………………………物料系统校正(MHS) 2.2.2.4……………………………………热台压板电动机校正 2.2.2.5………………………………………前后导轨电动机校正 2.2.2.6…………………………………………进出料电动机校正 2.2.2.7………………………………………键合头十字坐标校正 2.2.2.8 ………………………………………EFO打火高度校正 2.2.2.9 ……………………………………………USG校正 2.2.2.10…………………………………………键合压力校正 三. …………………………………………………引线键合的质量检测 3.1……………………………………对键合焊球形貌外观检测 3.1.1…………………………………………………两键合点的形状 3.1.2…………………………………………键合点在焊盘上的位置