ISO AQL抽样检验表 标准版本
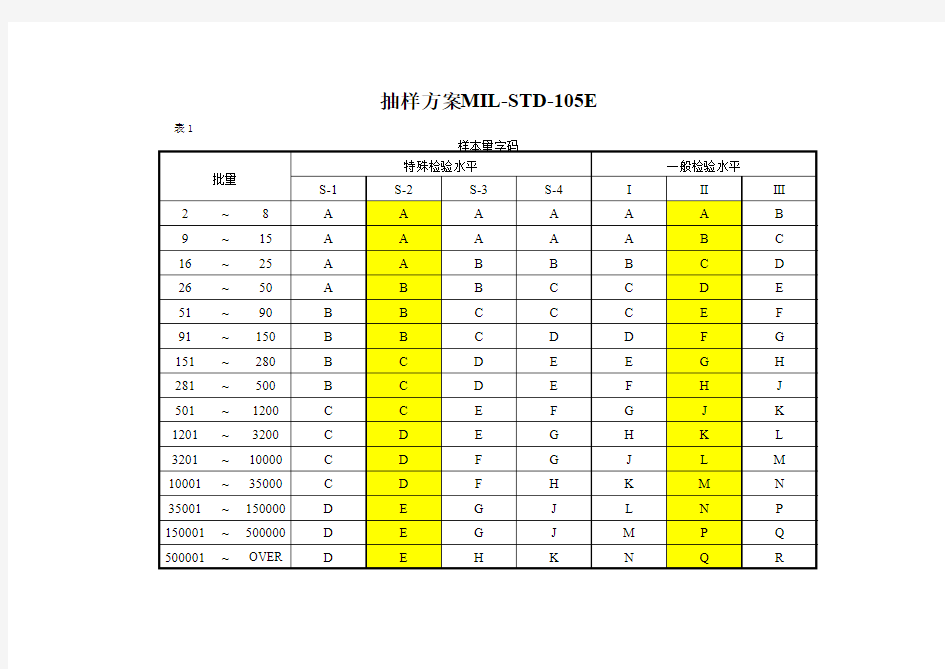
抽样方案MIL-STD-105E 表1
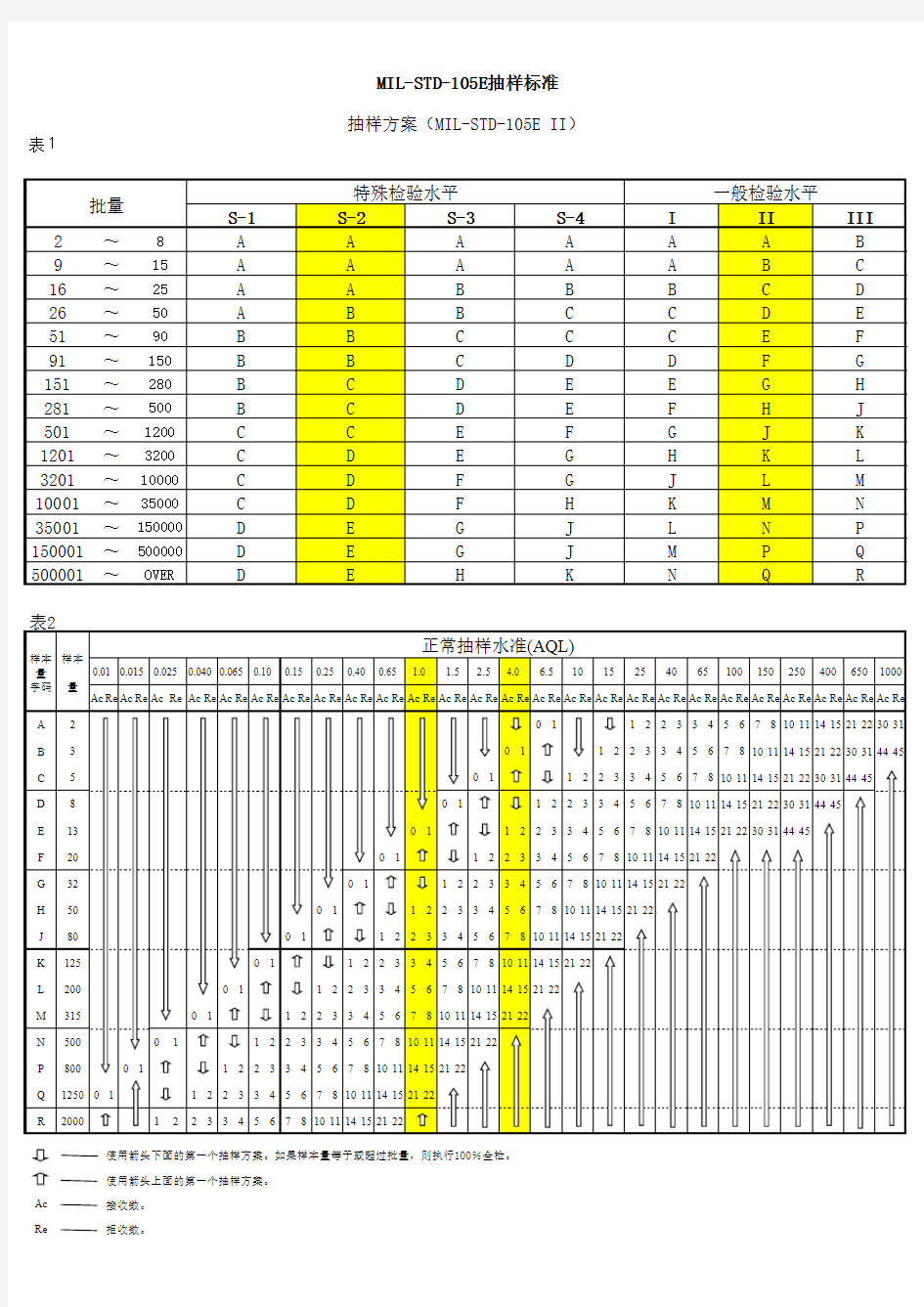
MIL-STD-105E抽样标准
抽样方案(MIL-STD-105E II)表1
使用箭头下面的第一个抽样方案。如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
加严检验一次抽样方案
使用箭头下面的第一个抽样方案。如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
放宽检验一次抽样方案
使用箭头下面的第一个抽样方案。如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
AQL抽样标准
使用箭头下面的第一个抽样方案。如果样本量等于或超过批量,则执行100%全检。
使用箭头上面的第一个抽样方案。
Ac接收数。
Re拒收数。
抽样检验作业规范标准[详]
1.目的:规物料进料检验、制成过程控制抽样检验、成品入库抽样检验的标准,从而确保来 料、过程控制、产品包装检验整个生产中质量的稳定性和可靠性。 2.围:适用本公司IQC进料检验、IPQC过程控制检验、OQC成品出货检验的所有产品。 3.职责: a)IQC、IPQC、OQC负责执行本文件的规定 b)品质主管负责监督执行并视产品实际情况制定、修改本管理规定 4.名词解释 AQL:当一个连续系列批被提交验收时,可允许的最差过程平均质量水平,一般按照百分比来计算 A类不合格 ---- 单位产品的极重要质量特性不符合规定或者单位产品的质 量特性极严重不符合规定。 B类不合格 ---- 单位产品的重要质量特性不符合规定或者单位产品的质量 特性极严重不符合规定。 一般不合格---- 单位产品的重要质量特性符合技术要求,外观存在一定的瑕疵或缺陷。 Ac合格接收量 Re不合格拒绝接收量绝 5.程序: 5.1来料检验 1)抽样标准:按GB2828-2003Ⅱ级检查水平一次抽样进行 2)合格质量水准AQL规定进行检验 ①电子原件AQL:2.5 ②塑料件:关键指标AQL:2.5 外形外观一般指标AQL:4.0 金属件:AQL:2.5
3)检查严格度:正常检验 4)抽样方式:随机抽样 5)抽样批量:每一订单作为一个检查批次 以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料品质部QE决定。 5.2过程控制检验 过程控制检验是指在对生产过程中的品质进行控制和验收,按照我公司规定实行三检制对生产过程中的质量进行预防和控制。IPQC需在生产过程中对每个工序进行巡检,对关键工序进行重点检验。巡检抽检的比列按照每天生产安排量5%进行,关键工序和重点工序的巡检比例而不得低于10%。关键过程和重点过程分别指对质量有重大影响的工序和质量事故频繁发生的工序,检验标准按照工艺标准作业指导书进行。 5.3成品出货检验 1)生产过程中的工序检验控制按照100%依次逐个检验,QC对其外观及性能在进行抽检,抽检比例按照1%进行。 2)检验严格度:正常检验 4)抽样方式:随机抽样 5.4进料检验规 进料检验(IQC)又称验收检验,是为了不让不良原物料进入物料仓库的控制方式,也是评鉴供料厂商主要的信息来源。 所进的物料,又因供料厂商的品质信赖度及物料的数量、单价、体积等,加以规划为全检、抽检、免检。 全检:数时少,单价高。 抽检:数量多,或经常性之物料。
AQL抽样标准
AQL是根据被检对象特征而进行检验的一种方法标准。AQL抽样检验被广泛地应用于各种对象,如原材料、成品、半成品等。 1、 AQL地主要内容 (1)品质水平对于不同的质量水平或要求,AQL有26种规定地数值,从0. 65~15。根据服装加工地特征,常用地AQL数值有1.0、1.5、2.5、4.0、6.5,其中又以2.5和4.0应用最为广泛。不同地数值体现了不同地质量水平。通常数值越小代表品质要求越高 (2)抽样水平在AQL中,有三种普通抽样水平LEVELⅠ、LEVELⅡ、LE VELⅢ,四种特殊抽样水平S-1、S-2、S-3、S-4。 在三种普通抽样水平中LEVELⅡ是常规水平,也是经常采用地水平。从LEVELⅠ到LEVELⅢ抽样地数量逐渐增加。如果以LEVELⅡ作为中间值,LEVELⅠ的抽样数为LEVELⅡ的40%,它适用于品质较为稳定或产品出现不一致可能性极小的状况。LEV ELⅢ的抽样数是LEVELⅡ的160%,由于检验的样本数量大,从而使接受不合格产品的可能性降到最低,对客户来说是一种比较安全抽样水平。 四种特殊的抽样水平的特点是抽样数量少,因为在某些情况下,例如检验的成本高、检验所花费的时间长、货物的品质比较稳定(单一产品的重复加工),通过少许的抽样检验就足以反应总体的品质水平。从S-1到S-4抽样检验数逐步增加,应该采用哪种水平,与很多的因素有关,例如: a、产品的制造方法以及质量特性; b、测试成本、测试时间的分析; c、供应商以往的质量状况; d、用户的要求分析; e、供应商的信用分析。 在制定检验方案时要综合考虑以上因素。在服装的辅料检验中有时采用以上的特殊抽样水平,例如拉链、纽扣等的检验。
(标准抽样检验)抽样方案
(标准抽样检验)抽样方 案
一、小包装 一般检验项目 重要检验项目 二、绷带 一般检验项目(S-3AQL=6.5) 重要检验项目 注:外购按此(S-3AQL6.5)方案抽样,辅料中的纸
标签/不干胶/合格证/天地板用此抽样,医用手术膜一般项目按此方案抽样。 三、辅料类 1.消毒袋2.中盒、纸条、纸箱、包装纸、白鸡皮纸 四、胶类 1.自粘敷贴 重要检验项目一般检验项目(S-3AQL10)
意 2.医用手术膜重要检验项目 一般检验项目(按S —3AQL6.5,见绷带的一般检验项目的抽样方案) 五纱布片(一般性的) 重要检验项目一般检验项目
注:有关纱布片的抽样,根据客户的不同其抽样方案都不同。 六、无纺布片 重要检验项目
样一致。 抽样检验及其标准 ※产品检验的概念和分类 单位产品:为了实施检验的需要而划分的基 本单元。如一辆卡车、1M棉布、1KG水泥、一 双鞋等。 检验批:需要进行检验的一批单位产品。简 称批。构成检验批的单位产品不应有本质的差 别,只能有随机的波动。因此,一个检验批应当 由在基本相同的生产条件下并在大约相同的时期内,所生产的同类型、同等级的单位产品所组成。 批量:需要检验的一批产品所包含的单位产品数。 致命缺陷:对使用和维护产品或对与此有关的人员可能造成危害或不安全状况的缺陷;或损坏产品重要的、最终的基本功能的缺陷。 重缺陷:不同于致命缺陷,但能引起失效或显著降低产品预期性能的缺陷。 轻缺陷:不会显著降低产品的预期性能的缺陷,或偏离标准但只轻微影响产品有效使用或操作的缺陷。 产品检验可分为全数检验、抽样检验、购入检验、中间检验、成品检验、出厂检验、库 存检验、监督检验、计数检验、计量检验、破坏性检验、非破坏性检验等。
抽样检验规范(含表格)
抽样检验规范 (IATF16949-2016/ISO9001-2015) 1.0目的 指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料检验的判定符合AQL标准之要求。 2.0适用范围 适用于本公司所有原料、半成品、成品以及外协代工之产品等的抽样检验及判定处理。 3.0术语及定义 AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平; CR:(Critical)致命缺陷; Ma:(Major)严重缺陷,也称主要缺陷; Mi:(Minor)轻微缺陷,也称次要缺陷; 4.0职责 品管检验员:负责产品AQL抽样计划的执行 5.0管理内容 5.1抽样方案:检验员抽检方案依据接受质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2003)及抽样表,其中检查水平为一般检查水平I级、特殊S-4级; AQL值规定:
5.1.1电子类零件: maj: 0.4; min:1.0 5.1.2物料、五金、胶袋、纸箱: maj: 0.4; min:2.5 5.1.3在制品,半成品: maj: 0.4; min:2.5 5.1.4 成品: maj: 0.4; min:2.5 抽样表见附件1、附件2 。 5.2 样本的选取 按简单随即抽样,从批中抽取作为样本的产品。但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。按此方式,各子批或各层的样本量与子批或层的大小是成比例的; 5.3 抽取样本时间 样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。两种情形均应按上述第2点进行抽选样本 5.4 二次或多次抽样 如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选; 6.0正常、加严和放宽检验 6.1 检验的开始 除非负责部门另有指示,开始检验时应采用正常检验; 6.2 检验的继续; 除非转移程序要求改变检验的严格度,对连续批的正常、加严或者放宽检验应继续不变。转移程序应分别地用于各类不合格或不合格品. 6.3 转移规则和程序:抽样检验宽严转移规则图见下页;
抽样检验标准
深圳市四方电气技术有限公司 文件名称:抽样检验标准 文件编号:SFQW-QC001 版本:A2 页数:共 7 页 发起人/日期:陈果2018-7-9 所属部门:进料检验部 审核人/日期: 陈果赖国安进料检验部品质部 相关部门负责人 批准人/日期:王水清部门总监 涉及部门:进 料 检 验 部 品 质 部
修订记录 修订日期版本修订内容修订人批准人生效日期 2018-7-9 A2 新增放宽检验抽样标准;优化各抽样标准之前的转化 规则;新增分层抽样标准;新增停止检验。 陈果赖国安2018-7-9 1.目的 为本公司品质检验提供合理的样本抽取方式和批次判别依据。 2.范围 适用于品质部IQC原材料来料抽样检验。 部分特殊检验方式由品质部经理决定。 3.引用标准 引用GB/T2828-2003标准 4.定义 严重缺陷(A类不合格)AQL= 主要指原材料极为重要的质量特性不符合规定,或者单位原材料的质量特性极严重不符合规定。 主要缺陷(B类不合格)AQL= 主要指原材料重要的质量特性不符合规定,或者单位原材料的质量特性严重不符合规定。 次要缺陷(C类不合格)AQL= 主要指原材料一般的质量特性不符合规定,或者单位原材料的质量特性轻微不符合规定。 5.抽样标准 检验水准 5.1.1 正常检验采用一般检查等级中Ⅱ级检验水准,加严检验采用一般检查等级中Ⅰ级检验水准,放宽检验采用一般检查 等级中Ⅲ级检验水准。 5.1.2 当正在采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,则转移到加严检验(注:初次 检验指第一次检验,区别于拒收后的再次提交批的检验。再次提交批的检验结果不参与转移。) 当正在采用加严检验时,如果初次检验的接连5批已被认为是可接收的,应恢复正常检验。 当正在采用正常检验时,如果连续10次检验都合格、并且生产处于稳定状态的话,可以转移到放宽检验。 当正在执行放宽检验时,如果初次检验出现下列任一情况,应恢复正常检验:
AQL抽样标准
精选范本品质抽样检验标准 1、目的 规范、定义品质抽检检验标准。 2、适用范围 入库之前的材料、生产过程中的半成品、出货前的成品 3、职责和权限 3.1 IQC:负责入库之前材料的抽样及判定。 3.2 驻厂QC:负责生产过程中半成品的抽样及判定、负责出货前成品的抽样及判定。 4、引用标准 4.1《MIL-STD-105E》等同GB/T2828.1-2003 5、术语定义 5.1 缺陷:指不符合产品质量特性的要求的情况。 5.2 致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。 5.3 严重缺陷:指对产品的使用、功能有影响的不良现象。 5.4 轻微缺陷:指对产品的使用功能无影响,但会影响外观。 5.5 零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。 5.6 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。 5.7 抽样:从总体中取出一部分个体的过程。 5.8 批量:一批产品包含的基本单位数量,以N表示。 5.9 样本大小:样本中包含的基本单位数量,以N表示。 5.10 AQL:指合格质量水平。 5.11抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。 5.12 抽检检验标准及定义(参考附表检验抽样表) 5.12.1 入库之前的材料、出货前的成品抽样定义
精选范本 注:当客户有要求时按照客户抽样标准进行 5.12.2 生产过程中的半成品抽样定义 首先进行首件检查,当稳定生产时,进行 5PCS/两小时 的外观、功能抽样检查。 5.12.3 库存超期品抽样定义 对OQC 抽检入库存放6个月及以上出库的产品,必须由QC 再次抽检(方法同第一次)合格,经品质经理承认后才能出货。 6、正常检验与放宽、加严检验的转换定义 6.1 正常到加严 当正采用正常检验时,只要初次检验中连续5批中有2批是不可接收的,则转移到加严检验。 6.2 加严到正常 当正采用加严检验时,如果初次检验的连续5批已被认为是可接收的,应恢复到正常检验。 6.3 正常到放宽 当正采用正常检验时,如果下列条件满足,应转移到放宽检验 a) 连续10批可接收 b) 生产稳定 c) 负责部门认为可放宽检验 6.4 转移流程图 7、相关文件 7.1《来料检验指导书》 7.27.3
(抽样检验)AQL抽样表
1. In general, a Six Sigma Black Belt should be quantitatively oriented.
通常,6西格玛黑带应定量导向。 2. With minimal guidance, the Six Sigma Black Belt should be able to use data to convert broad generalizations into actionable goals. 仅需最低限度的指导,6西格玛黑带就应能利用数据把泛泛的概括转化为可实施的目标。 3. The Six Sigma Black Belt should be able to make the business case for attempting to accomplish these goals. 6西格玛黑带应能为完成这些目标提供业务案例。 4.The Six Sigma Black Belt should be able to develop detailed plans for achieving those goals. 6西格玛黑带应能为达到这些目标制定详细的计划。 5.The Six Sigma Black Belt should be able to measure progress towards the goals in terms meaningful to customers and leaders. 6西格玛黑带应能测量出朝着预期目标进展对顾客和公司领导的意义。 6.The Six Sigma Black Belt should know how to establish control systems for maintaining the gains achieved through Six Sigma. 6西格玛黑带应知道如何建立控制体系来保持通过6西格玛所取得的收获。 7.The Six Sigma Black Belt should understand and be able to communicate the rationale for continuous improvement, even after initial goals have been accomplished. 6西格玛黑带应了解并能够传达持续改进的基本原理,即使在初始目标已经达到后也应这样。8.The Six Sigma Black Belt should be familiar with research that quantifies the benefits firms have obtained from Six Sigma. 6西格玛黑带应熟悉对通过6西格玛所获利益的量化研究。 9. The Six Sigma Black Belt should know or be able to find the PPM rates associated with different sigma levels (e.g., Six Sigma = 3.4 PPM) 6西格玛黑带应知道或能够找出与不同西格玛水平相关连的PPM比率(例如,6西格玛=3.4PPM)。 10.The Six Sigma Black Belt should know the approximate relative cost of poor quality associated with various sigma levels (e.g., three sigma firms report 25% COPQ 6西格玛黑带应了解与不同西格玛水平大致对应的劣质成本(例如,3西格玛水平的公司劣质成本约占25%) 11. The Six Sigma Black Belt should know how to quantitatively analyze data from employee and customer surveys. This includes evaluating survey reliability and validity as well as the differences between surveys. 6西格玛黑带应了解如何定量分析对员工和顾客进行调查所得到的数据,包括评估调查结果的可靠性、有效性以及各次调查之间的差异。 12. The Six Sigma Black Belt should understand the roles of the various people involved in change (senior leader, champion, mentor, change agent, technical leader, team leader, facilitator 6西格玛黑带应了解参与变革的各种员工所扮演的角色(高层领导、拥护者、顾问、变革代理人、技术领导、团队领导、推动者)。 13. The Six Sigma Black Belt should be able to design, test, and analyze customer surveys. 6西格玛黑带应能设计、检测和分析对顾客进行的调查。 14. Given two or more sets of survey data, the Six Sigma Black Belt should be able to determine if
品质AQL抽样标准详细(仅供参考)
文件名称:品质抽样检验标准文件编号:版本:A0 页数:6 页 发文部门:品质部发文日期:■传阅■阅后存档 □保密 存档:□总经理室 ■品质部 □测试部 □管理部 □技术部 □采购部 ■研发 制作审 核 批 准 知识类别#
品质抽样检验标准 1、目的 规范、定义品质抽检检验标准。 2、适用范围 入库之前的材料、生产过程中的半成品、出货前的成品 3、职责和权限 3.1 IQC:负责入库之前材料的抽样及判定。 3.2 IPQC:负责生产过程中半成品的抽样及判定。 3.3 FQC:负责成品的抽样及判定。 4、引用标准 4.1 GB/T2828.1-2003 5、术语定义 5.1 缺陷:指不符合产品质量特性的要求的情况。 5.2 致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。 5.3 严重缺陷:指对产品的使用、功能有影响的不良现象。 5.4 轻微缺陷:指对产品的使用功能无影响,但会影响外观。 5.5 零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。 5.6 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。 5.7 抽样:从总体中取出一部分个体的过程。 5.8 批量:一批产品包含的基本单位数量,以N表示。 5.9 样本大小:样本中包含的基本单位数量,以N表示。 5.10 AQL:指合格质量水平。 5.11抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。 5.12 抽检检验标准及定义(参考附表检验抽样表) 5.12.1 入库之前的材料、出货前的成品抽样定义 缺陷级别致命缺陷严重缺陷轻微缺陷 抽检水准一般水平Ⅱ AQL值0 0.65 1.0 注:当客户有要求时按照客户抽样标准进行 5.12.2 生产过程中的半成品抽样定义 首先进行首件检查,当稳定生产时,进行 5PCS/两小时的外观、功能抽样检查。 5.12.3 库存超期品抽样定义 知识类别#
抽样检验标准()
1.0说明 1.0适用范围 1)对于形成过程连续,具有自然连续性和整体均匀性的流程性材料,不能进行计数只能进行计量的物料,如没有明确规定抽样检验方式的,按本标准中的2.0有关抽 检规定执行。 2)没有明确规定抽样检验方式的其他批量物料,执行本标准中的3.0、4.0、5.0有关规定,这部分物料包括:外购物料、委外加工的零部件、自制零部件等。 1.1引用标准 本标准依据GB/T 2828.1-2003/ISO 2859-1:1999 计数抽样检验程序制定。 2.0流程性材料抽检规定 2.1规格、型号相同,由同一个供应商供货的同批流程性材料作为一个检验批,对于塑料 或树脂、钢材炉批号等相同的物料为一个检验批。 2.2钢材的理化试验,每批抽检一组试样 2.3不易展开的物料在端头进行常规检验,如线材类等 3.0术语及符号 3.1批量(N):产品生产批次数,同一个供应商采用相同材质、技术工艺、车间、人员及 设备生产出的产品统称为批次.构成一个批的产品产生条件须尽可能相同 采购件:规格、型号相同,由同一个供应商供货的的同批产品。 外协件:同一个外协厂按同一图纸,采用相同的工艺方法的同批产品。 自制件:同一班次按同一图纸,采用相同的材料、工艺方法和设备的产品。 3.2样本量(n):样本中产品数量 3.3样本的抽取:按简单随机抽样(见GB/T 3358.1-1993的5.7)从批中抽取作为样本。 样本可在制作完成后或在制作期间抽取。由本公司自制件的首件必须报捡。二次或多 次抽样的样本应从同一批的剩余部分抽取。 3.4正常、加严、放宽检验 1)概念 正常检验:在规定的时段或生产量内平均过程水平优于可允许的最差过程平均质量水平可使用正常检验方法。
aql抽样标准
aql抽样标准 QCINASIA采用的是国际上使用最广泛的检验标准ISO2859-1(此标准等同于:ANSI/ASQC Z1.4-2003,MIL STD MIL STD 105E, ISO 2859, NF06-022, BS6001, DIN40080, GB2828)。正常检验二级单次抽样计划(I,II,III)通常用于决定产品外观和功能的抽样数。特殊抽样计划(S-1, S-2, S-3, S-4)通常用于决定产品安全性、可靠性、产品性能和其它特殊测试的抽样数。 AQL抽样表
不同的抽样计划决定不同的检验样品数量。在表A中规定了三种抽样计划I级,II级和III级,如果客户没有特别要求,最常使用的是II级正常抽样计划。I 级抽样计划通常用于放松检验,III级抽样计划一般用于加严抽样检验。特殊抽样计划(S-1, S-2, S-3, S-4)通常用于小样品量检验的项目,如一些破坏性测试或是比较耗时的测试,或者对抽样风险要求不高的检验。 抽样数量由表A的样本量字母码和表B的AQL允收水平共同决定。通过表A可以确定样本字母码,通常表B可以决定抽样数量以及缺陷的允收标准数量。 默认的抽样计划是II级抽样,AQL允收标准为:致命缺陷(不允许),主要缺陷(2.5),次要缺陷(4.0)。 例如:假设对6000个产品按照单次正常抽样计划水平II,质量允收标准:致命缺陷/不允许,主要缺陷/2.5,次要缺陷/4.0来进行随机抽样检验,根据表A,6000在3201到10000这个数量范围,其相对应的样本量字母为代码为“L”,从表B中可以查到字母“L”对应的是抽样数“200”,因此可接受的最大的缺陷允许数量分别是:致命缺陷:0,主要缺陷数10,次要缺陷数14。 也就是:如果发现的致命缺陷数大于0,或者主要缺陷数大于10,或者次要缺陷数大于14,那么这批产品的检验结果是不通过的。 缺陷分类标准,如果客户没有特殊规定,QCINASIA将按下面的标准对缺陷进行分类: 致命缺陷:在产品的使用和维护过程中会给消费者带来伤害、不安全的情况,或者产品不符合相关法律法规的缺陷。 主要缺陷:会降低产品的使用性和可靠性的一些功能缺陷,或者是会影响销售的明显的外观缺陷。 次要缺陷:不会影响产品的使用,但会影响产品销售的缺陷。 如果在同一个(套)产品发现多个缺陷,在缺陷列表中的缺陷数,只记最严重的缺陷,但其它缺陷也要备注出来。如果发现任何致命缺陷,整批货的检验结果应该是不通过,由客户决定能不能接受。
抽样检验标准完整版
抽样检验标准 HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】
抽样检验标准 1. 目的: 为使进料检验、过程检验、成品检验时有正确之抽样方法及判定依据。 2. 范围: 进料检验、过程检验、成品检验均适用本规范。 3. 权责: 由进料、过程、成品检验员负责实施之。 4. 定义: 4. 1 单位产品: 为实施抽样检查的需要而划分的基本单位,称为单位产品。 4. 2 检查批: 为实施抽样检查汇集起来的单位产品称之为检查批,简称为批。 4. 3 批量: 批中所包含的单位产品数,称为批量。 4. 4 样本单位: 从批中抽取用检查的单位产品,称为样本单位。 4. 5 样本: 样本单位的全体,称为样本。 4. 6 样本大小: 样本中所包含的样本单位数,称为样本大小。 4. 7 抽样检验:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。
4. 8 不良率: 不良品的表示方法。 任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得: 不良率=? 不良品个数 *100% 检验单位产品总数 4. 9 检验方法: 用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。 4. 10 抽样计划: 样本大小和判定数组结合在一起,称为抽样计划。 4. 11 抽样程序: 使用抽样计划判断批合格与否的过程,称为抽样程序。 4. 12类别:根据产品质量性能和使用过程的重要程度,由高到低依次分为A、B、C 三类。 A类:成品及构成产品的最主要原料。其质量直接影响最终产品的质量性能,严重的可能直接导致产品报废。 B类:半成品及重要原材料。其质量直接影响产品的质量性能,导致产品重要性能指标的下降。 C类:一般原材料,可以根据情况进行检测,备案。不会对产品的主要性能产生影响,不直接影响产品的应用性能。 说明:原材料分级规定详见附件《原材料分类》
AQL抽样检验
陈洪军课程提要: 1.什么是抽样检验?抽样检验的类型; https://www.360docs.net/doc/6d9825659.html,-STD-105E的由来及采用; 3.基本属于及符号; 4.抽样检验实施程序; 5.105E抽样表使用实例; 6.抽样检验应注意的几个问题; 7.进一步的探讨。
1、什么事抽样检验: ?抽样检验——指为确定整批产品是否符合质量规格而检验部分产品的过程; ?适用场合——检验费用极高; 批量很大且时间紧迫; 流程材料过程; 破坏性试验; 抽样检验主要又3种类型,即计数型抽样方案/计量型抽样方案/特殊抽样方案。 计数型抽样方案:即利用样本中发现的不合格数与判定标准比较,以判定产品批是否 有合格的过程,如:MIL-STD-105D; 计量型抽样方案:即利用样本数据计算统计量,并与判定标准比较,以判定产品批是 否合格的过程; 2、MIL-STD-105E的由来及采用: ?MIL-STD-105D即美军标准105D,是国际上应用最广泛的抽样检验方案,常为政府采购合同所采取; ?1963年美国/英国/加拿大联合制定ABC-STD-105,美国人称它105D; ?1974年ISO在105D基础上制定颁布ISO02859,现行版本ISO02859-1(1999)?我国1987年采用并颁布GB2828-87; ?英国1972年颁布BS6001; ?1989年颁布MIL-STD-105E; ?美国现行标准ANSI/ASQC Z1.4-1993; ?我国依TSO2859.1(99)修改,重新发布并执行现行版本GB2828.1-2003; 3、基本术语及符号: ?N——批量;
?n——样本量; ?P——批质量(产品批不合格率D/N,非样本不合格率d/n); ?d——样本中的不合格数; ?AQL——可接收质量水平(为抽样目的,在一批中,被认为可以接收的不合格 个体的最大比例或百分数); ?检验水平——IL(反映了批量与样本量的对应关系); 一般检查水平:Ⅰ/Ⅱ/Ⅲ(3个); 特殊检查水平:S-1、S-2、S-3、S-4 (4个) ?接收数——Ac常用c表示; ?拒收数——Re; 4、抽样检验实施程序: 4.1、规定产品质量要求: 在产品技术标准或订货合同中,必须明确规定产品的技术性能,技术指标,外观以及质量判定标准,根据这些特性转换确定为抽样检验的具体项目。 检验项目一般包挂: ※产品性能,如安全/可靠性等; ※产品功能,如产品使用性体现以及尺寸等; ※外观; ※包装要求; 上述项目都是缺陷分类的基础。 4.2、缺陷分类: 美国标准协会(ANSI)缺陷分类及定义: ?关键缺陷:指在个人使用、维护或依赖该产品时产生危险及不安全的
抽样检验标准
抽样检验标准 1. 目的: 为使进料检验、过程检验、成品检验时有正确之抽样方法及判定依据。 2. 范围: 进料检验、过程检验、成品检验均适用本规范。 3. 权责: 由进料、过程、成品检验员负责实施之。 4. 定义: 4. 1 单位产品: 为实施抽样检查的需要而划分的基本单位,称为单位产品。 4. 2 检查批: 为实施抽样检查汇集起来的单位产品称之为检查批,简称为批。 4. 3 批量: 批中所包含的单位产品数,称为批量。 4. 4 样本单位: 从批中抽取用检查的单位产品,称为样本单位。 4. 5 样本: 样本单位的全体,称为样本。 4. 6 样本大小: 样本中所包含的样本单位数,称为样本大小。 4. 7 抽样检验:依照批量大小,抽出不同数量的样本,将该样本按其规格进行检验,并将检验的结果与预先决定的品质标准比较,以决定个别的样品是否合格。 4. 8 不良率: 不良品的表示方法。 任何已知数量的制品不良率,为制品中所含的不良品数除以单位产品的总数再乘以100%即得: 不良率= 不良品个数 *100% 检验单位产品总数 4. 9 检验方法: 用检验、量测、试验或其它方式将单位产品和其规定的要求加以比较的方法。 4. 10 抽样计划: 样本大小和判定数组结合在一起,称为抽样计划。 4. 11 抽样程序: 使用抽样计划判断批合格与否的过程,称为抽样程序。 4. 12类别:根据产品质量性能和使用过程的重要程度,由高到低依次分为A、B、C三类。A类:成品及构成产品的最主要原料。其质量直接影响最终产品的质量性能,严重的可能直接导致产品报废。 B类:半成品及重要原材料。其质量直接影响产品的质量性能,导致产品重要性能指标的下降。 C类:一般原材料,可以根据情况进行检测,备案。不会对产品的主要性能产生影响,不直接影响产品的应用性能。
(抽样检验)抽样标准最全版
(抽样检验)抽样标准
抽样检验标准 1.0目的 对入厂外协件进行有效的质量控制,防止未经检验合格的产品投入使用和加工,确保入厂外协件能最大限度地满足X公司产品的质量要求,规范品管来料检验作业,保证来料符合X公司的质量要求。 2.0范围 适用于X公司采购零部件的检验和质量监督,不包括合格供应商的新品或新供应商的样品。 3.0权责 3.1质量部长:外协厂家的质量控制和反馈 3.2外检班长:检验作业的安排和督导 3.3检验员:外协件的检验 4.0作业内容 4.1检验实物和《检验通知单》是否壹致 4.2检索AQL值和样本量 4.3按外协件抽样方案随机抽取样品 4.4根据图纸要求检验规格尺寸 4.5根据检验结果如实填写《检验通知单》 4.6如来料检验合格,检验员将《检验通知单》交仓管办理入库手续;若不合格做不合格标识交由采购退货 5.0抽样方案 采用计数调整型抽样方案,检验水平为壹般检验水平Ⅱ,抽样类型为二次抽样,初始抽样方案为正常检验二次。 5.1AQL取值检索表 根据零部件的不同供应商和类型,在表5-1壹般附件AQL值、5-2壹般加工零件AQL值、5-3毛坯件及半成品件AQL值中检索相应的AQL值
5.2选取样本量 根据《检验通知单》上提供的产品数量,查找相应的样本量字码。当批产品总数在1-小批中时,采用全检。
根据相应的样本量字码在表5-5正常检验二次抽样方案、5-6加严检验二次抽样方案、5-7放宽检验二次抽样方案中查找相应的样本数和Ac、Re值。 表5-5正常检验二次抽样方案 *——使用相应的壹次抽样方案,见表5-8正常壹次检验抽样方案 表5-6加严检验二次抽样方案
AQL抽样标准
品质抽样检验标准 1、目的 规范、定义品质抽检检验标准。 2、适用范围 入库之前的材料、生产过程中的半成品、出货前的成品 3、职责和权限 IQC:负责入库之前材料的抽样及判定。 驻厂QC:负责生产过程中半成品的抽样及判定、负责出货前成品的抽样及判定。 4、引用标准 《MIL-STD-105E》等同GB/ 5、术语定义 缺陷:指不符合产品质量特性的要求的情况。 致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。 严重缺陷:指对产品的使用、功能有影响的不良现象。 轻微缺陷:指对产品的使用功能无影响,但会影响外观。 零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。 样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。 抽样:从总体中取出一部分个体的过程。 批量:一批产品包含的基本单位数量,以N表示。 样本大小:样本中包含的基本单位数量,以N表示。 AQL:指合格质量水平。 抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。 抽检检验标准及定义(参考附表检验抽样表) 5.12.1 入库之前的材料、出货前的成品抽样定义 注:当客户有要求时按照客户抽样标准进行 5.12.2 生产过程中的半成品抽样定义 首先进行首件检查,当稳定生产时,进行 5PCS/两小时的外观、功能抽样检查。 5.12.3 库存超期品抽样定义
对OQC抽检入库存放6个月及以上出库的产品,必须由QC再次抽检(方法同第一次)合格,经品质经理承认后才能出货。 6、正常检验与放宽、加严检验的转换定义 正常到加严 当正采用正常检验时,只要初次检验中连续5批中有2批是不可接收的,则转移到加严检验。 加严到正常 当正采用加严检验时,如果初次检验的连续5批已被认为是可接收的,应恢复到正常检验。 正常到放宽 当正采用正常检验时,如果下列条件满足,应转移到放宽检验 a) 连续10批可接收 b) 生产稳定 c) 负责部门认为可放宽检验 转移流程图 7、相关文件 《来料检验指导书》 《成品出货检查标准》 检验抽样表 样本代字表
品质AQL抽样标准.doc
文件名称:品质抽样检验标准文件编号:OP03-QC0016版本:A0页数:6页 发文部门:品质部发文日期:2010-4-24■传阅■阅后存档□保密收文:□总经理室■品质部□市场部□ PMC部□工程部□测试部□管理部□技术部□采购部■加工厂 拟制审核批准 品质抽样检验标准 1、目的 规范、定义品质抽检检验标准。 2、适用范围 入库之前的材料、生产过程中的半成品、出货前的成品 3、职责和权限 3.1 IQC :负责入库之前材料的抽样及判定。 3.2驻厂QC:负责生产过程中半成品的抽样及判定、负责出货前成品的抽样及判定。 4、引用标准 4.1 《 MIL-STD-105E 》等同GB/T2828.1-2003 5、术语定义 5.1缺陷:指不符合产品质量特性的要求的情况。 5.2致命缺陷:指根据判断及经验显示对使用者或维修人员的生命、安全有危险的缺陷。 5.3严重缺陷:指对产品的使用、功能有影响的不良现象。 5.4轻微缺陷:指对产品的使用功能无影响,但会影响外观。 5.5零缺陷:指产品单位上没有任何不符合特定之要求条件的缺陷。 5.6样本:从总体中抽样的,用以测试、判断总体质量的一部分基本单位。 5.7抽样:从总体中取出一部分个体的过程。 5.8批量:一批产品包含的基本单位数量,以N 表示。 5.9样本大小:样本中包含的基本单位数量,以N 表示。 5.10 AQL :指合格质量水平。 5.11 抽样计划:指每一批中所需检验的产品单位数,以及决定该批允收率之准则(允收数及拒收数)。 5.12抽检检验标准及定义(参考附表检验抽样表) 5.12.1入库之前的材料、出货前的成品抽样定义 缺陷级别致命缺陷严重缺陷轻微缺陷 抽检水准一般水平Ⅱ
抽样检验判定标准
1.目的 建立公司所有检验的操作标准。 2.适用范围 本标准适用于公司如下的所有检验: 2.1公司所有成品:大小臂、挖斗、振动锤、松土器、贝型斗、抓钳器、油缸、抓爪、快换 接头等。 2.2产品加工过程:下料工序、拼装与焊接工序、装配工序、打磨与喷砂工序、喷油漆工序。 2.3厂内机械加工零配件。 2.4所有外购、外协件。 3.参考资料 3.1《结构件制造技术标准》 3.2《大小臂焊接检验标准》 3.3《挖斗斗耳末端焊接规定》 3.4《外协件管理暂行规定》 3.5《焊接工艺改进方案》 3.6《打磨喷漆检验标准》 3.7《油缸制作、检验标准》 3.8JH/OP04《不合格品管理程序》 3.9JH/OP14《计量器具管理程序》 3.10《质检员的岗位职责》 3.11JH/OP02《质量记录管理程序》 4.职责 4.1质管部质检员检查、判定、记录、处置及汇报。 4.2技术研发中心负责各类产品或物料的技术要求、图纸。 4.3物流部负责提供外购、外协件的相关规格书或供应商的检验报告。 5.程序 5.1缺陷分类等级 5.1.1严重不符合:包括原材料的化学成份、机械性能及产品结构、焊接不符合要求, 结果会危及产品的使用安全或使用寿命的不合格项。 5.1.2一般不符合:包括尺寸、装配、包装的不符合要求,结果会影响产品的正常使 用、对公司造成一定损失或返工的所有不合格项。 5.1.3轻微不符合:包括外观、颜色、来料标识等不符合,结果会一般影响产品的美
观、影响来料品质判定的所有不合格项。 5.2检验依据 5.2.1公司成品(见2.2条)、过程加工工序(见2.3条)及厂内机械加工零配件检 验按技术研发中心的规定要求及标准(见3.1至3.7参考文件)、图纸检验及 相关技术规定检测。 5.2.2外购、外协件按技术部规定的相关要求或图纸、及供应商的规格书与检验报告 为依据验收判定。 5.3抽样规定 5.3.1公司所有成品(见2.2条)及过程加工工序(见2.3条)检验按100﹪全检。 5.3.2厂内机械加工零配件及所有外购、外协件按GB/T2828规定的一般检验水平Ⅱ等 级抽样(见附件6.1)。 5.4合格与不合格判定准则 5.4.1公司所有成品(见2.2条)及过程加工工序(见2.3条):按5.2.1条款要求 进行检验,当所有检查项目符合规定要求,则判定该产品或该过程为合格品或 合格;若检验结果有一项或以上不满足要求,则判定为该产品或该过程不合格。 5.4.2厂内机械加工零配件及所有外购、外协件:按5.2.2条款要求进行检验,若检 验结果所有样口均满足规定要求,则判为该批产品合格。若在样品中发现不合 格,按如下判定: 5.4.2.1严重不符合、一般不符合按GB2828正常检查一次抽样方案的0.65AQL 值(见附件6.2)合格质量水平判定,样品中发现不合格品数在AQL 值范围内,则判为此批为合格批,不合格品数在AQL值拒收范围内, 则判为此批为不合格批。 5.4.2.2轻微不符合按GB2828正常检查一次抽样方案的1.5AQL值(见附件 6.2)合格质量水平判定,样品中发现不合格品数在AQL值范围内, 则判为此批为合格批,不合格品数在AQL值拒收范围内,则判为此批 为不合格批。 5.5不合格品处置 5.5.1按JH/OP04《不合格品管理程序》(参考3.8参考文件)程序要求执行。 5.6质检器具要求 5.6.1质检员的测量器具应能满足产品或来料的检测需要,其精度等级不低于测量尺 寸的精确度。 5.6.2需计量的仪器按JH/OP14《计量器具管理程序》程序(参考3.9参考文件)要 求执行。
抽样检验标准[详]
1.0说明 1.0适用围 1)对于形成过程连续,具有自然连续性和整体均匀性的流程性材料,不能进行计数只能进行计量的物料,如没有明确规定抽样检验方式的,按本标准中的2.0有关抽 检规定执行。 2)没有明确规定抽样检验方式的其他批量物料,执行本标准中的3.0、4.0、5.0有关规定,这部分物料包括:外购物料、委外加工的零部件、自制零部件等。 1.1引用标准 本标准依据GB/T 2828.1-2003/ISO 2859-1:1999 计数抽样检验程序制定。 2.0流程性材料抽检规定 2.1规格、型号相同,由同一个供应商供货的同批流程性材料作为一个检验批,对于塑料 或树脂、钢材炉批号等相同的物料为一个检验批。 2.2钢材的理化试验,每批抽检一组试样 2.3不易展开的物料在端头进行常规检验,如线材类等 3.0术语及符号 3.1批量(N):产品生产批次数,同一个供应商采用相同材质、技术工艺、车间、人员及 设备生产出的产品统称为批次.构成一个批的产品产生条件须尽可能相同 采购件:规格、型号相同,由同一个供应商供货的的同批产品。 外协件:同一个外协厂按同一图纸,采用相同的工艺方法的同批产品。 自制件:同一班次按同一图纸,采用相同的材料、工艺方法和设备的产品。 3.2样本量(n):样本中产品数量 3.3样本的抽取:按简单随机抽样(见GB/T 3358.1-1993的5.7)从批中抽取作为样本。 样本可在制作完成后或在制作期间抽取。由本公司自制件的首件必须报捡。二次或多次抽样的样本应从同一批的剩余部分抽取。 3.4正常、加严、放宽检验 1)概念 正常检验:在规定的时段或生产量平均过程水平优于可允许的最差过程平均质量水平可使用正常检验方法。
(抽样检验)抽样计划标准书
抽样计划标准书 目的 适用范围 定义 职责 程序 相关文件 品质记录/附件 版本/版次:A/0 核准: 审核: 定制: 1.目的:
为了使供应商及本公司制造的产品品质得于保证,及本公司产品品质统一标准,特定制此标准书。 2. 适用范围: 品质部各检验单位。 3. 定义: 3.1.1 抽样检验:由一批产品或材料中,分散、随机抽取一定的样本,按规定项目加以检 验或测试,将结果与判定基准比较,判定全批为合格或不合格的作业。 3.1.2允收品质水准(AQL):又称允收水准,送验批品质满意界限,为批不良率时以Po 表示。送检批品质达到此水准,消费都愿意尽量接受该批。 3.1.3批量(LOT SIZE): 被接受检验产品单位数目。 3.1.4 样本(SAMPLE): 由批量中抽取作业检验对象的产品。 3.1.5 抽样(SAMPLING):从批量中抽取样本的工作。 3.1.6 合格判定个数:判定批为合格时,样本内容许含有最高不良品个数,以AC或C表 示。 3.1.7 不合格判定个数:判定批为不合格时,样本内所启之最少不良品个数,以Re表示。 4. 职责: 品质部负责本标准书的编写关负责执行,相关单位如需检验也将使用本标准书。 5. 程序: 5.1.1从群体中随机抽取一定数量的样本,经过检验或测定后,以其结果与判定基准作比 较,然后判定此群体是合格或不合格的方法就是抽样检验。 5.1.2抽样检验的原理:
5.1.3决定抽取样本数量和判定基准的数据表就是抽样检验标准; MIL—STD—105D/E 分别是最常用的两种抽样标准,见AQL品质允收水准表(附件1)。 5.1.4 AQL表的内容解释如下: 第一列的样本的数据分类; 第二列是一般检验水准:ⅠⅡⅢ; 第三列是样本的代号,用A、B、C……表示; 第四列是赋予代号的抽取样本数量; 以后各列是不同级别的QAL值; 要注意表中的箭头和其所指的方向,以防判错。 5.1.5 AQL使用步骤: 1)确定要抽样的产品和抽样检验特性; 2)确定检验级别,一般去“Ⅱ”级; 3)确定AQL值,如:主要不良取“0.65”,次要不良去“1.5”; 4)根据要检查产品的数量确定样本代码,即行与列的交汇处的字母; 如:2000个产品,查的代码为“K”; 5)查表K代码的行对应的抽样数量为125个; 6)检查125个样本,并对不良品分类; 如:共检出7个不良品,其中主要不良品数2个,次要不良品数5个; 7)对比AQL表上基准进行判定; 判定结果:因不良品数量小于Re的值,所以,该批产品判定合格; 8)如果出现对应到箭头的情况,则沿着箭头的方向读取箭头所值的第一个“Ac、Re”值,然后由此值回查对应的检查样本值,以新查到的样本值为准,同时, 原查到的样本值作废。 9)如上面的例子中当AQL值取0.15时查到箭头向上,所值的“Ac、Re”值是“0、1”,从此处往回查对应的样本值是80,那么就要按80个样本进行检 查,原查的样本数125作废。