未注尺寸公差技术规范
1.目的和范围
规范产品结构件在设计图样上其基本尺寸无指定公差时的尺寸公差。
本规范适用于联亨技术有限公司产品、金属材料和结构件的设计、生产及检验。
2.引用标准和参考标准
下列标准包含的条文,通过在本标准中引用而构成本标准的条文。在标准出版时,所有版本均为有效。所有标准都会被修订,使用本标准的各方应探讨,使用下列标准最新版本的可能性。
GB/T 1804-92 《一般公差线性尺寸的未注公差》
GB/T 13914-92 《冲压件尺寸公差》
GB/T 13914-92 《冲压件角度公差》
DIN6930-Part2 《Steel Stampings General Tolerances》
3.基本功能描述
根据加工对象与手段(冲压〈冲裁、落料、冲孔、孔中心距〉、NCT、折弯、机加工等)不同特点,制定不同工艺手段的一般公差。
4.术语:
基本尺寸:指产品零件完成后应达到的尺寸,包括在任何使用时或装配后不去除的任何表面处理层。
平冲压件:经平面冲裁工序加工而成平面的冲压件。
成形冲压件:经弯曲、拉深和其它成形工序加工而成的冲压件。
孔组间距:同一零件上一组孔的中心线与另一组孔的中心线间的距离。
5.技术要求
5.1 冲压件尺寸的未注公差
5.1.1 精度等级
本规范规定了平冲压件长度、直径、圆弧尺寸及冲裁角度,成形冲压件弯曲长度、拉深和卷圆直径、弯曲角度、孔中心距、孔组间距等均分为f、m、g、sg四个精度等级,其余尺寸和要素均不分精度等级,无特殊标注按m级生产。
5.1.2 平冲压件的未注公差
平冲压件的公差,适用于平冲压件冲裁工序,也应用于成形冲压件的平面冲裁工序的平面尺寸。
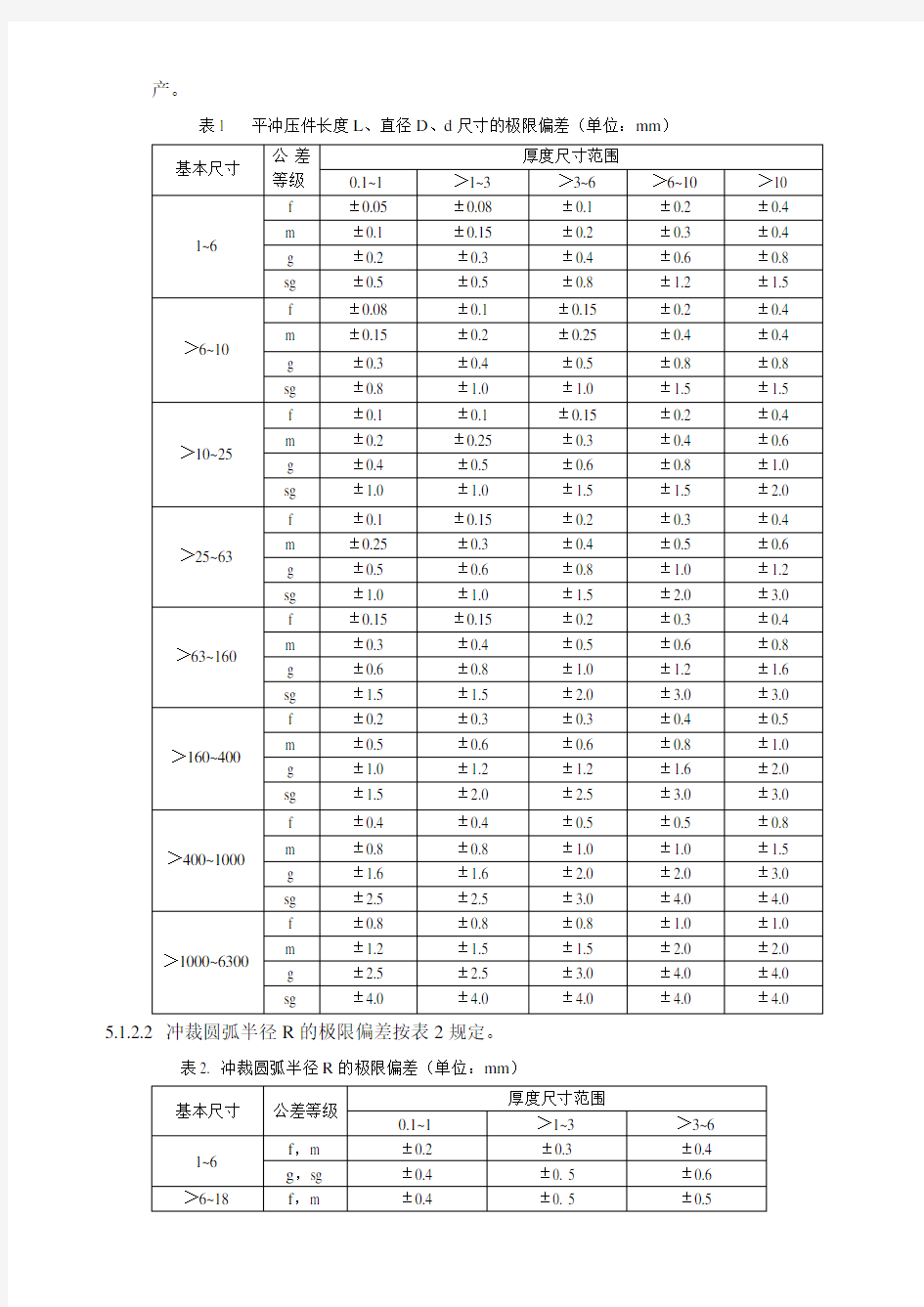
5.1.2.1 平冲压件长度L、直径D、d尺寸(图1)的极限偏差按表1规定。无特殊标注按m级生
产。
表1 平冲压件长度L、直径D、d尺寸的极限偏差(单位:mm)
5.1.2.2 冲裁圆弧半径R的极限偏差按表2规定。
表2. 冲裁圆弧半径R的极限偏差(单位:mm)