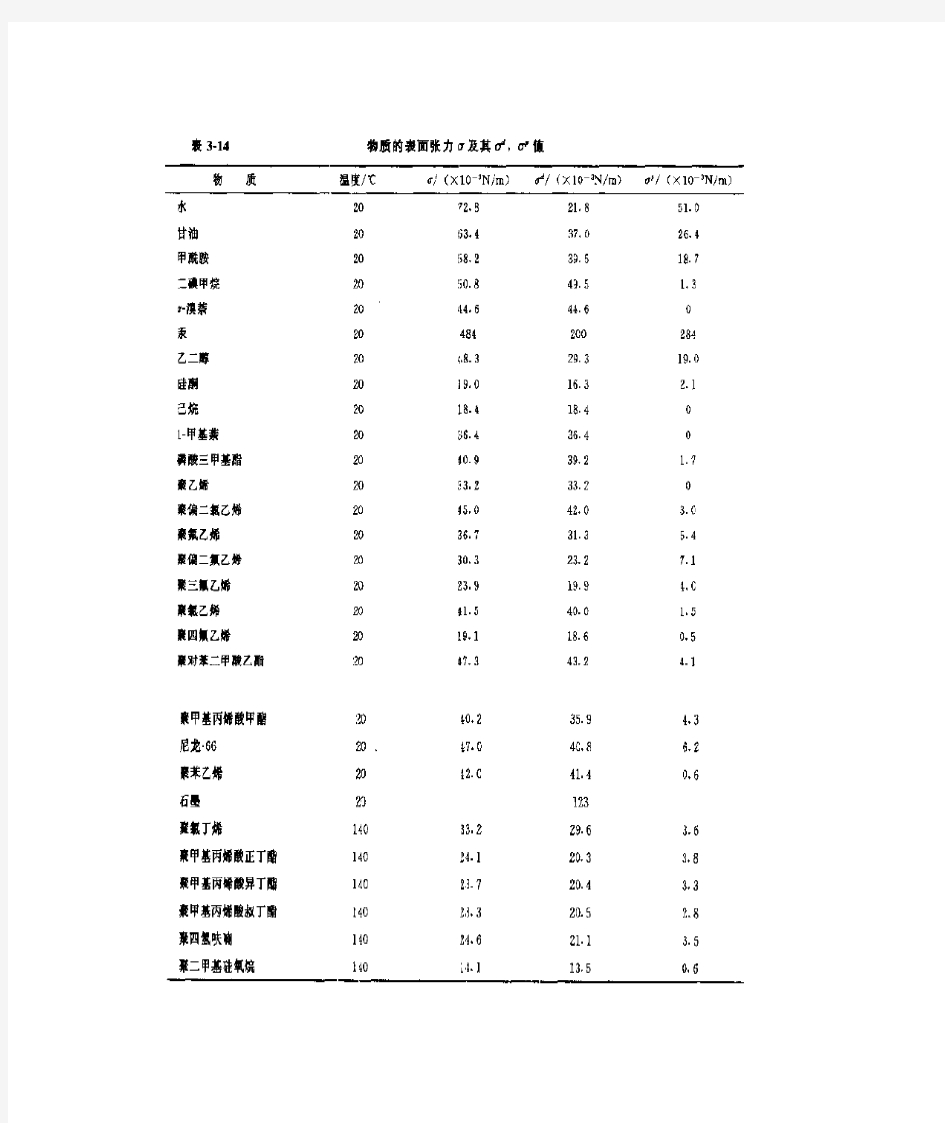
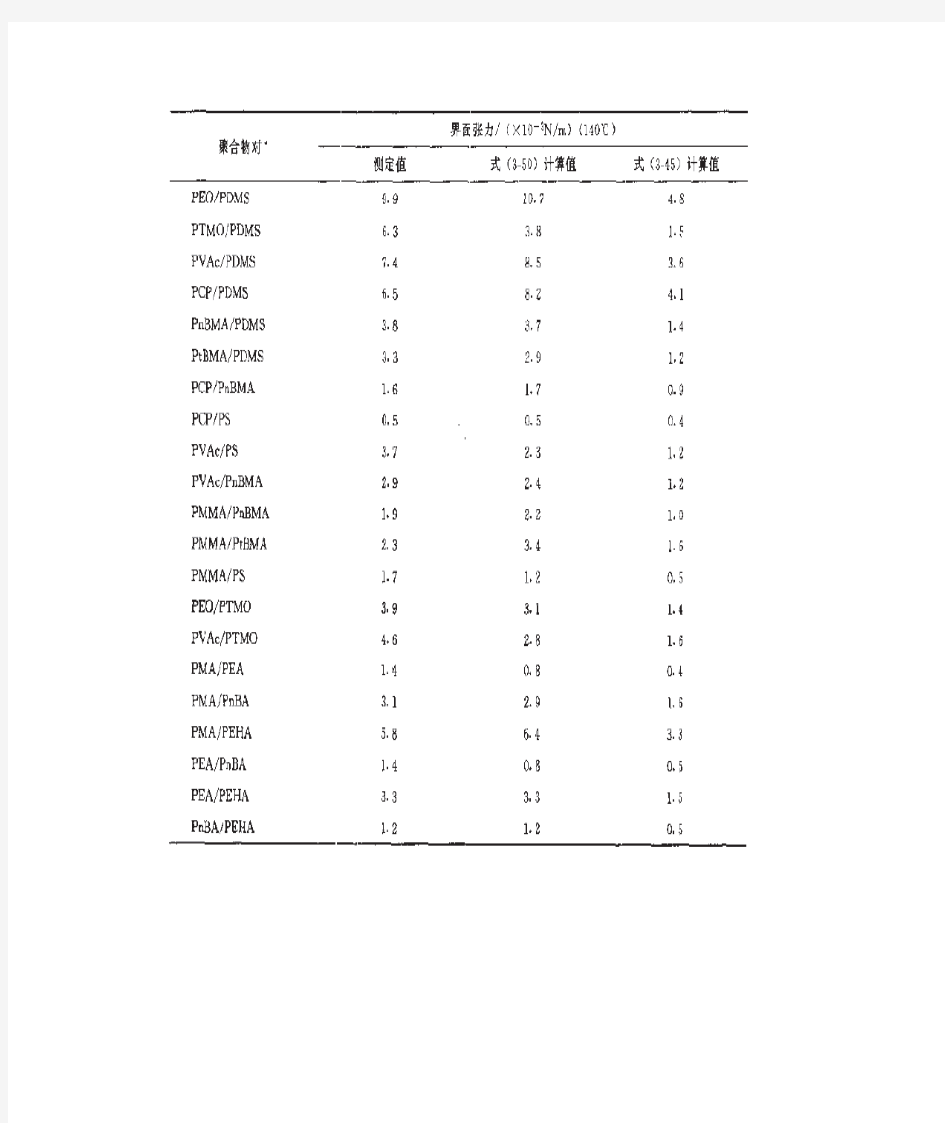
常用聚合物表面张力查询表
常见金属表面处理的种类
金属表面处理的种类 电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其他涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。 电泳:溶液中带电粒子(离子)在电场中移动的现象。溶液中带电粒子(离子)在电场中移动的现象。利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。 电泳又名——电着 (著),泳漆,电沉积。 发黑 钢制件的表面发黑处理,也有被称之为发蓝的。其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。但常温发黑工艺对于低碳钢的效果不太好。A3钢用碱性发黑好一些。 在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。在兵器制 造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。 发蓝(发黑)的操作流程: 工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。 所谓皂化,是用肥皂水溶液在一定温度下浸泡工件。目的是形成一层硬脂酸铁薄膜,以提高工件的抗腐蚀能力。 金属表面着色 金属表面着色,顾名思义就是给金属表面“涂”上颜色,改变其单一的、冰冷的金属色泽,代之以五颜六色,满足不同行业的不同需求。 给金属着色后一般都增加了防腐能力,有的还增加了抗磨能力。但表面彩色技术主要的应用还在装饰领域,即用来美化生活,美化社会。 抛丸 抛丸的原理是用电动机带动叶轮体旋转(直接带动或用V型皮带传动),靠 离心力的作用,将直径约在0.2~3.0的弹丸(有铸钢丸、钢丝切丸、不锈钢丸 等不同类型)抛向工件的表面,使工件的表面达到一定的粗糙度,使工件变得 美观,或者改变工件的焊接拉应力为压应力,提高工件的使用寿命。通过提高工件表面的粗糙度,也提高了工件后续喷漆的漆膜附着力。其寓意即为抛丸处理可以为喷漆工艺的前道工序。 喷砂 喷砂是采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外 表面的外表或形状发生变化,由于磨料对工件表面的冲击和切削作用,使工件
DIN GB标准件对照表
中德标准对照表 序号Item 德国标准 DIN-Standard 中文品名 Description in Chinese 英文品名 Desciption in English 国际标准 ISO-Standard 中国标准 GB-Standard 1DIN1圆锥销Taper pins ISO2339GB117 2DIN7圆柱销Parallel pins ISO2339GB119-86 3DIN84开槽圆柱头螺 钉 Slotted cheese head screws ISO1207GB65-85 4DIN85开槽盘头螺钉Slotted pan head screws ISO1580GB67-85 5DIN93单耳止动垫圈Tab washers GB854 6DIN94开口销Split cooter pins ISO1234GB91 7DIN95开槽半沉头木 螺钉 Slotted raised csk head wood screws GB101 8DIN96开槽半圆头木 螺钉 Slotted round head wood screws GB99 9DIN97开槽沉头木螺 钉 Slotted countersunk head wood screws GB100 10DIN125-A平垫Plain washers ISO7089GB97.1-85 11DIN125-B平垫(带倒角)Mediun washers ISO7090GB97.2-85 12DIN126平垫Plain washers ISO7091 13DIN127-A重型弹垫Spring lock washers,tang ends GB7244 14DIN127-B标准弹垫Spring lock washers,square ends GB93-87 15DIN128-A鞍形弹垫Single coil spring lock washers GB7245-87 16DIN137-A弹簧止动垫圈Curved spring washers 17DIN137-B波形弹垫Wave spring washers GB955 18DIN186T型方颈螺栓T-head blots with square neck GB37-88 19DIN188T型双接头螺 栓 T-head bolts with double nip 20DIN258螺纹圆锥销Taper pins with threaded end ISO8737 21DIN261T型头螺栓T-head bolts 22DIN315AF 蝶型螺母(美 制) Wing nuts America form
常见金属表面处理工艺
金属表面处理种类简介 电镀 镀层金属或其她不溶性材料做阳极,待镀得工件做阴极,镀层金属得阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子得干扰,且使镀层均匀、牢固,需用含镀层金属阳离子得溶液做电镀液,以保持镀层金属阳离子得浓度不变。电镀得目得就是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属得抗腐蚀性(镀层金属多采用耐腐蚀得金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、与表面美观。 电泳 电泳就是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺得特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑得优点,电泳漆膜得硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其她涂装工艺。 镀锌 镀锌就是指在金属、合金或者其它材料得表面镀一层锌以起美观、防锈等作用得表面处理技术。现在主要采用得方法就是热镀锌. 电镀与电泳得区别 电镀就就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金得过程。 电泳:溶液中带电粒子(离子)在电场中移动得现象。溶液中带电粒子(离子)在电场中移动得现象。利用带电粒子在电场中移动速度不同而达到分离得技术称为电泳技术. 电泳又名—-电着 (著),泳漆,电沉积。 发黑 钢制件得表面发黑处理,也有被称之为发蓝得。其原理就是将钢铁制品表面迅速氧化,使之形成致密得氧化膜保护层,提高钢件得防锈能力. 发黑处理现在常用得方法有传统得碱性加温发黑与出现较晚得常温发黑两种。但常温发黑工艺对于低碳钢得效果不太好。A3钢用碱性发黑好一些。
水表面张力介绍
水表面张力介绍 表面张力 表面张力,是液体表面层由于分子引力不均衡而产生的沿表面作用于任一界线上的张力。通常,处于液体表面层的分子较为稀薄,其分子间距较大,液体分子之间的引力大于斥力,合力表现为平行于液体界面的引力。表面张力是物质的特性,其大小与温度和界面两相物质的性质有关。 1基本信息 多相体系中相之间存在着界面(interface)。习惯上人们仅将气-液,气-固界面称为表面(surface)。 表面张力,是液体表面层由于分子引力不均衡而产生的沿表面作用于任一界线上的张力。将水分散成雾滴,即扩大其表面,有许多内部水分子移到表面,就必须克服这种力对体系做功——表面功。显然这样的分散体系便储存着较多的表面能(surface energy)。 2相关数据 在293K下水的表面张力系数为72.75×10-3N·m-1,乙醇为22.32×10-3N·m-1,正丁醇为24.6×10-3N·m-1,而水-正丁醇(4.1‰)的界面张力为34×10-3N·m-1。 表面张力的测值通常有多种方法,实验室及教科书中,通常采用的测试方法为最大气泡压法。由于其器材易得,操作方法相对易于学生理解表面张力的原理,因而长期以来是教学的必备方法。 作为表面张力测试仪器的测试方法,通常有白金板法(du Nouy method)\白金环法(Wilhelmy plate method)\悬滴法\滴体积法\最大气泡压法等。 3测定方法 (1)表面张力法。表面张力测定法适合于离子表面活性剂和非离子表面活性剂临界胶束浓度的测定,无机离子的存在也不影响测定结果。在表面活性剂浓度较低时,随着浓度的增加,溶液的表面张力急剧下降,当到达临界胶束浓度时,表面张力的下降则很缓慢或停止。以表面张力对表面活性剂浓度的对数作图,曲线转折点相对应的浓度即为CMC。如果在表面活性剂中或溶液中含有少量长链醇、高级胺、脂肪酸等高表面活性的极性有机物时,溶液的表面张力-浓度对数曲线上的转折可能变得不明显,但出现一个最低值(图2—15)。这也是用以鉴别表面活性剂纯度的方法之一。 (2)电导法。本法仅适合于表面活性较强的离子表面活性剂CMC的测定,以表面活性剂溶液电导率或摩尔电导率对浓度或浓度的平方根作图,曲线的转折点即CMC。溶液中若含有无机离子时,方法的灵敏度大大下降。 (3)光散射法。光线通过表面活性剂溶液时,如果溶液中有胶束粒子存在,则一部分光线将被胶束粒子所散射,因此测定散射光强度即浊度可反映溶液中表面活性剂胶束形成。以溶液浊度对表面活性剂浓度作图,在到达CMC时,浊度将急剧上升,因此曲线转折点即为CMC。利用光散射法还可测定胶束大小(水合直径),推测其缔合数等。但测定时应注意环境的洁净,避免灰尘的污染。 (4)染料法。一些有机染料在被胶团增溶时。其吸收光谱与未增溶时发生明显改变,例如频那氰醇溶液为紫红色,被表面活性剂增溶后成为蓝色。所以只要在大于CMC的表面活性剂
金属表面处理汇总
金属表面处理 一、预处理 1、表面处理 通常金属表面会附有尘埃、油污、氧化皮、锈蚀层、污染物、盐份或松脱的旧漆膜。其中氧化皮是比较常见但最容易被忽略的部分。氧化皮是在钢铁高温锻压成型时所产生的一层致密氧化层,通常附着比较牢固,但相比钢铁本身则较脆,并且其本身为阴极,会加速金属腐蚀。如果不清除这些物质,直接涂装,势必会影响整个涂层的附着力及防腐能力。金属表面预处理方法主要有人工、机械、喷射、化学方法。据统计,大约有70%以上的油漆问题是由于不适当的表面处理所引起的。因此,对于一个金属防腐涂装油漆系统的性能体现,合适的表面处理是至关重要的。 2、钢材锈蚀等级 钢材表面的四个锈蚀等级分别以A、B、C和D表示。 A:全面地覆盖着氧化皮而几乎没有铁锈的钢材表面; B:已发生锈蚀,并且部分氧化皮已经剥落的钢材表面; C:氧化皮已因锈蚀而剥落,或者可以刮除,并且有少量点蚀的钢材表面; D:氧化皮已因锈蚀而全面剥离,并且已普遍发生点蚀的钢材表面。 3、清理等级也即清洁度 国际标准代表性的有两种:一种是美国85年制订“SSPC-”,第二种是瑞典76年制订的“Sa-”,它分为四个等级分别为Sa1、Sa2、Sa2.5、Sa3,为国际惯常通用标准,详细介绍如下:Sa1级——相当于美国SSPC—SP7级。采用一般简单的手工刷除、砂布打磨方法,这是四种清洁度中度最低的一级,对涂层的保护仅仅略好于未采用处理的工件。Sa1级处理的技术标准:工件表面应不可见油污、油脂、残留氧化皮、锈斑、和残留油漆等污物。Sa1级也叫做手工刷除清理级(或清扫级); Sa2级——相当于美国SSPC—SP6级。采用喷砂清理方法,这是喷砂处理中最低的一级,即一般的要求,但对于涂层的保护要比手工刷除清理要提高许多。Sa2级处理的技术标准:工件表面应不可见油腻、污垢、氧化皮、锈皮、油漆、氧化物、腐蚀物、和其它外来物质(疵点除外),但疵点限定为不超过每平方米表面的33%,可包括轻微阴影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。如果工件原表面有凹痕,则轻微的锈蚀和油漆还会残留在凹痕底部。Sa2级也叫商品清理级(或工业级)。 Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。Sa2.5级也叫近白清理级(近白级或出白级)。Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影、少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。 Sa3级——级相当于美国SSPC—SP5级,是工业上的最高处理级别,也叫做白色清理级(或白色级)。Sa3级处理的技术标准:与Sa2.5级一样,但5%的阴影、疵点、锈蚀等疵点不得存在了。 国家标准GB/T 8923.1-2011、GB/T 8923.2-2008、GB/T 8923.3-2009、GB/T 8923.4-2013规定了除锈等级和质量等级。 4、喷砂 喷砂是采用压缩空气为动力形成高速喷射束,将喷料(铜矿砂、石英砂、铁砂、海砂、金刚砂等)等高速喷射到需处理工件表面,使工件外表面的外表发生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得一定的清洁度和不同的粗糙度,使工件表面的机械性能得到改善,因此提高了工件的搞疲劳性,增加了它和涂层之间的附着力,延长了涂膜的耐久性,也有利于涂料的流平和装饰。 (1)与其它前处理工艺(如酸洗、工具清理)对比 1 ) 喷砂处理是最彻底、最通用、最迅速、效率最高的清理方法。 2 ) 喷砂处理可以在不同粗糙度之间任意选择,而其它工艺是没办法实现这一点的,手工打磨可 以打出毛面但速度太慢动作,化学溶剂清理则清理表面过于光滑不利于涂层粘接。
金属表面处理方式详解
电镀/电泳/锌镀/发黑/金属表面着色/抛丸/喷砂/喷丸/磷化/钝化电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷之涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。 电泳:溶液中带电粒子(离子)在电场中移动的现象。溶液中带电粒子(离子)在电场中移动的现象。利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。 电泳又名——电着 (著),泳漆,电沉积。
发黑 钢制件的表面发黑处理,也有被称之为发蓝的。其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。 但常温发黑工艺对于低碳钢的效果不太好。A3钢用碱性发黑好一些。 在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。 发蓝(发黑)的操作流程: 工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。 所谓皂化,是用肥皂水溶液在一定温度下浸泡工件。目的是形成一层硬脂酸铁薄膜,以提高工件的抗腐蚀能力。 金属表面着色 金属表面着色,顾名思义就是给金属表面“涂”上颜色,改变其单一的、冰冷的金属色泽,代之以五颜六色,满足不同行业的不同需求。给金属着色后一般都增加了防腐能力,有的还增加了抗磨能力。但表面彩色技术主要的应用还在装饰领域,即用来美化生活,美化社会。 抛丸
液体表面张力与液体表面现象
液体的表面张力与液体的表面现象 在日常生活中,只要你稍加留意,就会观察到许多与液体表面张力有关的现象。如草叶上晶莹剔透的露珠,荷叶上滚动着的小水滴,玻璃板上的小水银滴等,它们为什么都是球形或近似球形?这就是因为液体表面张力的作用结果。当用细管吹出一个个五彩缤纷的肥皂泡时,在泡膜的表面上就布满了液体表面张力。用数学可以证明,在体积相同的各种形状的几何体中,球体的表面积最小。正是由于表面张力的作用,才会出现露珠、小水银滴等都收缩为球形的现象。 你若有机会观察护士给病人输液,你会看到在输液之前,护士总是要把输液管中的空气泡排除干净。不然的话,若让那些气泡混入人体血管中,在表面张力的作用下,气泡将会阻碍血液的正常流动。 下面就来分析一下液体的表面张力,以及液体表面现象发生的原因。 1 表面张力的成因、大小和方向 表面张力就是促使液体表面收缩的力。液体与气体的交界面(属于液体薄层),称为表面层。在表面层中,液体分子因受到液体内部分子的引力,而有一部分会被拉入液体内,致使表面层液体分子密度小于液内分子密度。表面层中液体分子的这种布局,使得液体表面层就像一张“绷紧”的橡皮膜,而具有收缩趋势。表面层一直处在具有收缩趋势的表面张力作用之下。 这里应指出,液体表面张力与橡皮膜张力在本质上是不同的。橡皮膜的分子间距会随着膜面积的增大而增大。而液体表面张力却不受面积变化的影响,当液体表面层面积增大时,液内分子会自动进入液面来补充,从而维持液面内分子间距不变。 可以用一个很简单的实验,来可说明表面张力的存在。取一段铜丝制成一个直径约 cm ~85的圆环,在环上跨系一根细红线(用红线易于观察) 。将环浸入洗洁精溶液再取出,环上蒙了一层液膜,这时用粉笔头轻触线一侧的液膜,原来自由弯曲的红线则立即被液膜拉向另一侧,成为一段张紧的弧线。实验表明,液体表面具有收缩到最小面积的趋势。同时它还表明,表面张力的方向垂直于任一周界线且与液面相切。 理论和实验表明,表面张力的大小,可用如下公式表示: ???==)(2)(双表面层单表面层L F L F αα 上式中,α称为表面张力系数。α与液体的种类、温度等因素有关。不同的液体,α不同;同一种液体,α随温度升高而减小。另外,α也与液体中的杂质有关。因此,当人体使用了某些药物后,血液或尿液的表面张力系数则会发生变化。 在生活中有许多与表面张力有关的现象。例如,对人来说,重力有时会造成很大的麻烦。人若不慎从高处落下,可能会被摔得不轻。而小昆虫一点也不害怕重力,它在落下时一点危险也没有。但表面张力对某些昆虫来说则有可能造成很大威胁,小昆虫有时最怕表面张力。当一个成人从浴池中站起时,他身上会带起厚约mm 2.0的一层水,这些水大约kg 5.0,不到人体重的%1,这对人来说不会感到有什么负担。即使是人的全身涂满了肥皂泡沫,其表面张力对人也不会产生任何威胁。而一只蚊子一旦被肥皂泡沫弄湿,它将很危险。这时蚊子将难逃表面张力“法网”。
金属表面处理工艺有哪些,常见金属表面处理方法
金属表面处理工艺有哪些_常见金属表面处理方法有哪些 金属表面在各种热处理、机械加工、运输的过程中,不可避免地会产生腐蚀、随着油污和杂质等,产生氧化现象,这就需要进行表面处理。 金属表面处理有很多种,按照其特性的不同可分为溶剂清洗、机械处理和化学处理三大类。根据不同氧化程度的金属表面,应采用不同的处理方式。如对于较薄的氧化层可采用溶剂清洗、机械处理和化学处理,或者直接采用化学处理,对于严重氧化的金属表面,由于氧化层较厚,如果直接采用溶剂清洗和化学处理,不但处理不彻底,还会浪费大量的清洗剂和化学剂,最好先采用机械处理。 溶剂清洗是对使用溶剂对金属表面进行清洗的一种处理方法,该方法可以有效去除工件表面的油污、杂质和氧化层,使工件表面获得清洁。经溶剂清洗后的金属表面具有高度活性,更容易受到灰尘、湿气的污染,所以处理后的工件还要进行喷涂、喷涂等表面处理,提高工件的抗腐蚀能力。 金属的表面处理有哪些? 不锈钢:电镀、抛光、拉丝、电泳、PVD、蚀刻、彩色钝化 铝合金:阳极氧化、电镀、蚀刻 镁合金:电镀、钝化皮膜 钛合金:电镀、阳极氧化 锌合金:电镀、钝化 铸铝:电镀、阳极氧化 钢铁:钝化、磷化 电镀 镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。 电泳 电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面。 电泳表面处理工艺的特点: 电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺。电泳工艺优于其他涂装工艺。 镀锌 镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。现在主要采用的方法是热镀锌。 电镀与电泳的区别 电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
物体的表面张力
1、物体的表面张力 液体内部任一分子受到4面分子力大小平衡,合力为另 液体表面分子受到其相内分子的作用力较外部大,表面分子受到一个向内收缩的力既表面张力 2、湿润现象 液体对固体的湿润主要取决于液体-固体-液体的分子吸引力。当液体-固体之间的分子吸引力大于液体自身的分子吸引力,产生湿润。 改变固体的表面状态即表面张力,就能改变湿润程度。 3、极性或非极性聚合物 分子中原子核正电荷和电子负电荷的作用中心可能不重合,其距离为偶极矩。形成极性基团。不同的极性分子,其分子偶极矩不等,所表现的极性强度不同 μ=0.0 非极性分子:聚乙烯(PE)、聚炳烯(PP) μ<0.5 弱极性分子:聚笨乙烯(PS) μ>0.5 极性分子:聚氯乙烯(PVC) μ>0.7 强极性分子:聚酯(PET) 4、非极性聚合物具有较低的表面张力。 5、临界表面张力:塑料表面恰好被液体完全湿润时,该液体的表面张力。 常见塑料临界表面张力一览表 6、塑料薄膜的印刷性及可加工性 (1)、印刷:凹版印刷为主、多用于PE、PP、PET、PVC等 一般要求表面张力38dyn/cm以上 (2)、复合:干式复合为主、多用于PE、PP、PET、PVC、PVDC、PA、等一般要求表面张力38dyn/cm以上 (3)、镀铝:高阻隔复合软包装材料、多用于PP、PET等等 一般要求表面张力38dyn/cm以上 7、当前提高表面张力办法 (1)、电晕处理 (2)、化学处理 8、电晕处理的原理: (1)、电冲击或击穿:在高压电场下对薄膜进行强有力的冲击,使薄膜表面起毛,变得粗糙,增加表面积,产生湿润效果。物理作用的解释。 (2)、高压电场下,空气中的氧气变成臭氧—氧气+氧原子。氧原子的氧化剂作用使薄膜表面分子极性增大。 高倍数放大镜下,薄膜表面变得毛糙。 9、存在问题 (1)、电晕处理表面张力的不均匀性(有高有低、成片或成段) (2)、电晕处理表面张力的随时间衰减性(随时间而下降) (3)、电晕处理表面张力对薄膜表层造成物理性强度下降(有些应用在高于48mN/m后表面可加工性反而下降) (4)、无法进一步得到表面张力更高(58mN/m以上)的薄膜。 、常发生无法解释的因表面张力问题导致的产品质量事故。 10、化学处理的原理 (1)、在薄膜表层涂布一层化学物质(也叫底层),这层化学物质改变了薄膜表面的化
金属表面处理工艺及流程
金属表面处理工艺 金属表面处理方法(一) 金属表面处理方法 金属表面在各种热处理、机械加工、运输及保管过程中,不可避免地会被氧化,产生一层厚薄不均的氧化层。同时,也容易受到各种油类污染和吸附一些其他的杂质。 油污及某些吸附物,较薄的氧化层可先后用溶剂清洗、化学处理和机械处理,或直接用化学处理。对于严重氧化的金属表面,氧化层较厚,就不能直接用溶剂清洗和化学处理,而最好先进行机械处理。 通常经过处理后的金属表面具有高度活性,更容易再度受到灰尘、湿气等的污染。为此,处理后的金属表面应尽可能快地进行胶接。 经不同处理后的金属保管期如下: (1)湿法喷砂处理的铝合金,72h ; (2)铬酸-硫酸处理的铝合金,6h ; (3)阳极化处理的铝合金,30天; (4)硫酸处理的不锈钢,20天; (5)喷砂处理的钢,4h ; (6)湿法喷砂处理的黄铜,8h 。 一、铝及铝合金表面处理方法 [方法1] 脱脂处理。用脱脂棉沾湿溶剂进行擦拭,除去油污后,再以清洁的棉布擦拭几次即可。常用溶剂为:三氯乙烯、醋酸乙酯、丙酮、丁酮和汽油等。 [方法2] 脱脂后于下述溶液中化学处理: 浓硫酸27.3重铬酸钾7.5水65.2
在60-65°C 浸渍10-30min 后取出用水冲洗,晾干或在80°C 以下烘干;或者在下述溶液中洗后再晾干: 磷酸10正丁醇3水20 此方法适用于酚醛-尼龙胶等,效果良好。 [方法3] 脱脂后于下述溶液中化学处理: 氟化氢铵3-3.5氧化铬20-26磷酸钠2-2.5 浓硫酸50-60 硼酸0.4-0.6水1000 在25-40°C 浸渍4.5-6min ,即进行水洗、干燥。本方法胶接强度较高,处理后4h 内胶接,适用于环氧胶和环氧-丁腈胶胶接。 [方法4] 脱脂后于下述溶液中化学处理: 磷酸7.5氧化铬7.5酒精 5.0 甲醛(36-38%)80 在15-30°C 浸渍10-15min ,然后在60-80°C 下水洗、干燥。 [方法5] 脱脂后于下述溶液中进行阳极化处理: 浓硫酸22g/l 在1-1.5A/dm2 的直流强度下浸渍10-15min ,再在饱和重铬酸钾溶液中,于95-100°C下浸渍5-20min ,然后水洗,干燥。 [方法6] 脱脂后于下述溶液中化学处理: 重铬酸钾66硫酸(96%)666水1000 在70°C 下浸渍10min ,然后水洗,干燥。 [方法7] 脱脂后于下述溶液中化学处理: 硝酸(d=1.41 )3氢氟酸(42%) 1 在20°C 下浸渍3s ,即用冷水冲冼,再在65°C 下用热水洗涤,蒸馏水冲洗,干燥。此法适宜
热轧H型钢规格及截面特性表
热轧 H 型钢规格及截面特性 类别 型号 高度×宽度 截面尺寸/mm 截面面 积/cm2 理论重量 /kg·m-1 截面特性参数 H×B t 1 t 2 r 惯性矩/cm4惯性半径/cm 截面模数/cm3 I x I y i x i y W x W y HN 100×50 100×50 5 7 10 12.16 9.54 192 14.9 3.98 1.11 38.5 5.96 126×60 126×60 6 8 10 17.01 13.3 417 29.3 4.95 1.31 66.8 9.75 150×75 150×75 5 7 10 18.16 14.3 679 49.6 6.12 1.65 90.6 13.2 175×90 175×90 5 8 10 23.21 18.2 1220 97.6 7.26 2.05 140 21.7 200×100 198×99 4.5 7 13 23.59 18.5 1610 114 8.27 2.20 163 23.0 200×100 5.5 8 13 27.57 21.7 1880 134 8.25 2.21 188 26.8 250×125 248×124 5 8 13 32.89 25.8 3560 255 10.4 2.78 287 41.1 250×125 6 9 13 37.87 29.7 4080 294 10.4 2.79 326 47.0 300×150 298×149 5.5 8 16 41.55 32.6 6460 443 12.4 3.26 433 59.4 300×150 6.5 9 16 47.53 37.3 7350 508 12.4 3.27 490 67.7 350×175 346×174 6 9 16 53.19 41.8 11200 792 14.5 3.86 649 91.0 350×175 7 11 16 63.66 50.0 13700 985 14.7 3.93 782 113 400×150 400×150 8 13 16 71.12 55.8 18800 734 16.3 3.21 942 97.9 400×200 396×199 7 11 16 72.16 56.7 20000 1450 16.7 4.48 1010 145 400×200 8 13 16 84.12 66.0 23700 1740 16.8 4.54 1190 174 450×150 450×150 9 14 20 83.41 65.5 27100 793 18.0 3.08 1200 106 450×200 446×199 8 12 20 84.95 66.7 29000 1580 18.5 4.31 1300 159 450×200 9 14 20 97.41 76.5 33700 1870 18.6 4.38 1500 187 500×150 500×150 10 16 20 98.23 77.1 38500 907 19.8 3.04 1540 121 500×200 496×199 9 14 20 101.3 79.5 41900 1840 20.3 4.27 1690 185 500×200 10 16 20 114.2 89.6 47800 2140 20.5 4.33 1910 214 506×201 11 19 20 131.3 103 56500 2580 20.8 4.43 2230 257 600×200 596×199 10 15 24 121.2 95.1 69300 1980 23.9 4.04 2330 199 600×200 11 17 24 135.2 106 78200 2280 24.1 4.11 2610 228 606×201 12 20 24 153.3 120 91000 2720 24.4 4.21 3000 271 700×300 692×300 13 20 28 211.5 166 172000 9020 28.6 6.53 4980 602 700×300 13 24 28 235.5 185 201000 10800 29.3 6.78 5760 722 800×300 729×300 14 22 28 243.4 191 254000 9930 32.3 6.39 6400 662 800×300 14 26 28 267.4 210 292000 11700 33.0 6.62 7290 782 900×300 890×299 15 23 28 270.9 213 345000 10300 35.7 6.16 7760 688 900×300 16 28 28 309.8 243 411000 12600 36.4 6.39 9140 843 912×302 18 34 28 364.0 286 498000 15700 37.0 6.56 10900 1040 HW 100×100 100×100 6 8 10 21.90 17.2 383 134 4.18 2.47 76.5 26.7 125×125 125×125 6.5 9 10 30.31 23.8 847 294 5.29 3.11 136 47.0 150×150 150×150 7 10 13 40.55 31.9 1660 564 6.39 3.73 221 75.1 175×175 175×175 7.5 11 13 51.43 40.3 2900 984 7.50 4.37 331 112 200×200 200×200 8 12 16 64.28 50.5 4770 1600 8.61 4.99 477 160 200×204 12 12 16 72.28 56.7 5030 1700 8.35 4.85 503 167 250×250 250×250 9 14 16 92.18 72.4 10800 3650 10.8 6.29 867 292 250×255 14 14 16 104.7 82.2 11500 3880 10.5 6.09 919 304 300×300 294×302 12 12 20 108.3 85.0 17000 5520 12.5 7.14 1160 365 300×300 10 15 20 120.4 94.5 20500 6760 13.1 7.49 1370 450 300×305 15 15 20 135.4 106 21600 7100 12.6 7.24 1440 466
金属表面处理检验的要求规范
金属表面处理检验规范 1适用范围 本规范适用于品质部门对电镀、氧化、化学处理、喷塑、喷漆、喷砂、拉丝等金属表面处理一般检验。 2术语和定义 2.1 A级表面:在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄, 透镜,按键及键盘正面,探头整个表面等)。 2.2 B级表面:在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧 面及背面等)。这些表面允许有轻微不良,但是不致引起挑剔客户不购买产品。 2.3 C级表面:在使用过程中很少被客户注意到的表面部分(如:面壳的底面,底壳或后壳的底面, 内部零件表面)。此表面的外观缺陷应合理而且不至于给客户觉得该产品质量不佳。 2.4 金属表面:包括电镀、氧化、钝化等表现为金属质感的表面,非喷涂表面。 2.5 基材花斑:电抛光、电镀或氧化前因基体材料腐蚀、或者材料中的杂质、材料微孔等原因所造 成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。 2.6 抛光区:对基材上的腐蚀、划伤、焊接区、铆接区等部位进行机械打磨抛光后表现出的局部高 光泽、光亮区域。 2.7 浅划痕:镀(膜/塑/漆)层表面划伤,但未伤及底层(即底层未暴露);对其它无镀(膜/塑/漆)层 表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。数控冲床加工中机床台面对板材的摩擦产生的轻微痕迹属于此类划痕。 2.8 凹痕:由于基体材料缺陷,或在加工过程中操作不当等原因而在材料表面留下的小坑状痕迹。 2.9凹凸痕:因基材受撞击或校形不良等而呈现出的明显变形、凹凸不平的现象,手摸时有不平感 觉。 2.10 烧伤:拉丝、电抛光、电镀处理时因操作不当、造成零件表面过热而留下的烧蚀痕迹。 2.11 水印:电镀、氧化或电抛光后因清洗水未及时干燥或干燥不彻底所形成的斑纹、印迹。 2.12 露白:镀锌钝化膜因磨擦而被去除、露出新层,或因缝隙截留溶液导致的无钝化膜现象,呈现
标准件重量表
标准件重量表 螺母GB41-76 规格M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24 M27 重量0.99 1.86 4.05 7.68 11.55 17.28 26.8 1 36.81 51.55 73.85 88.8 133 规格M30 M33 M36 M42 M45 M48 M52 M56 M60 M64 重量184.4 242.8 317 502.9 605.2 744.4 924. 8 1091 1291 1512 GB56 单位:公斤/千件 规格M16 M18 M20 M22 M24 M27 M30 M36 M42 M48 重量45.94 66.38 92.72 136.3 160 237.7 362 572.6 979.5 149 5 GB6170 单位:公斤/千件 规格M1.6 M2 M2.5 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 重量0.05 0.09 0.2 0.27 0.58 1.05 1.95 4.22 7.94 11.93 18.89 29 36.87 51. 55 规格M22 M24 M27 M30 M33 M36 M39 M42 M45 M48 M52 M56 M60 M64 重量73.85 88.8 132.4 184.4 242.4 317 414 50.29 605.2 744.4 924.8 1091 1291 150 3 GB6172 单位:公斤/千件 规格M1.6 M2 M2.5 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 重量0.03 0.07 0.15 0.2 0.27 0.58 1.15 2.43 4.64 6.56 10.03 15.26 20.5 6 27. 76 规格M22 M24 M27 M30 M33 M36 M39 M42 M45 M48 M52 M56 M60 M64 重量40.43 47.92 72.97 105.5 136.5 182.2 237 305.8 373 464.3 565.4 671.1 798. 2 930 .7 GB6177 单位:公斤/千件 规格M5 M6 M8 M10 M12 M14 M16 M20 重量 1.27 2.49 5.36 8.44 14.75 22.81 34.66 63.91 GB6178 单位:公斤/千件 规格M4 M5 M6 M8 M10 M12 M14 M16 M20 M24 M30 M36 重量0.8 1.33 2.49 5.36 10.34 15.3 24.76 36.94 64.99 114.7 233.2 294.3
常用金属表面处理方式
表面处理方式: 金属: 1.喷砂 喷砂是利用压缩空气把石英砂高速吹出去对零件表面进行清理的一种方法。工厂里也叫吹砂,不仅去锈,还可以顺带除油,对涂装来说非常有用。常用于零件表面除锈;对零件表面修饰(市场卖的小型的湿式喷砂机就是这个用途,砂粒通常是刚玉,介质是水);在钢结构中,应用高强螺栓进行联接是一种比较先进的方法,由于高强联接是利用结合面之间的摩擦来传力的,所以对结合表面的质量要求很高,这时必须用喷砂对结合表面进行处理。 喷砂用于形状复杂,易于用手工除锈,效率不高,现场环境不好,除锈不均匀。 一般的喷砂机都有各种规格的喷砂枪,只要不是特别小的箱体,都可以把枪放进去打干净。压力容器的配套产品—封头采用喷砂方式清除工件表面的氧化皮,石英砂的直径为1.5m m~3.5mm. 有一种加工就是利用水作载体,带动金刚砂来加工零件的,就是一种喷砂。 2.喷塑 喷塑是为了提高防腐蚀能力,与喷砂结合更好,主要是因为结合力提高了导致质量提高。可以增加防锈和美观效果 3.氮化和软氮化 氮化包括气体氮化、辉光离子氮化和软氮化,软氮化是一种通俗的叫法,严格的讲,软氮化是一种以渗氮为主的低温氮碳共渗,主要特点是渗速快(2-4h),但渗层薄(一般在0.4以下),渗层梯度陡,硬度并不低,如果是液体氮化,硬度甚至略高于气体氮化。 气体氮化可以做到深渗层,它的硬度梯度缓,比软氮化承受的载荷高,外观漂亮,缺点是周期长,表面有脆性相,一般要有一道精加工(加工余量很小,一般1丝到2丝)。 辉光离子氮化有气体氮化的优点,在0.4㎜渗层以下,渗速比气体氮化快的多,而且表面不会有脆性相,可以局部氮化,缺点是成本略高,对形状复杂或带长孔的工件效果不好。 变形方面应该是辉光离子氮化变形最小,实际中相差很小,很多时候几乎一样。 为了缩短氮化周期,并使氮化工艺不受钢种的限制,在近年间在原氮化工艺基础上发展了软氮化和离子氮化两种新氮化工艺。 软氮化实质上是以渗氮为主的低温氮碳共渗,钢的氮原子渗入的同时,还有少量的碳原子渗入,其处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小,故称为软氮化。 1、软氮化方法分为:气体软氮化、液体软氮化及固体软氮化三大类。目前国内生产中应用最广泛的是气体软氮化。气体软氮化是在含有活性氮、碳原子的气氛中进行低温氮、碳共渗,常用的共渗介质有尿素、甲酰胺、氨气和三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性氮、碳原子。 活性氮、碳原子被工件表面吸收,通过扩散渗入工件表层,从而获得以氮为主的氮碳共渗层。气体软氮化温度常用560-570℃,因该温度下氮化层硬度值最高。氮化时间常为2-3小时,因为超过2.5小时,随时间延长,氮化层深度增加很慢。 2、软氮化层组织和软氮化特点:钢经软氮化后,表面最外层可获得几微米至几十微米的白亮层,它是由ε相、γ`相和含氮的渗碳体Fe3(C,N)所组成,次层为的扩散层,它主
生产中常用金属表面处理工艺简介
常用金属表面处理工艺 金属表面处理方法 金属表面在各种热处理、机械加工、运输及保管过程中,不可避免地会被氧化,产生一层厚薄不均的氧化层。同时,也容易受到各种油类污染和吸附一些其他的杂质。 油污及某些吸附物,较薄的氧化层可先后用溶剂清洗、化学处理和机械处理,或直接用化学处理。对于严重氧化的金属表面,氧化层较厚,就不能直接用溶剂清洗和化学处理,而最好先进行机械处理。 通常经过处理后的金属表面具有高度活性,更容易再度受到灰尘、湿气等的污染。为此,处理后的金属表面应尽可能快地进行胶接。 经不同处理后的金属保管期如下: (1)湿法喷砂处理的铝合金,72h ; (2)铬酸-硫酸处理的铝合金,6h ; (3)阳极化处理的铝合金,30天; (4)硫酸处理的不锈钢,20天; (5)喷砂处理的钢,4h ; (6)湿法喷砂处理的黄铜,8h 。 一、铝及铝合金表面处理方法 [方法1] 脱脂处理。用脱脂棉沾湿溶剂进行擦拭,除去油污后,再以清洁的棉布擦拭几次即可。常用溶剂为:三氯乙烯、醋酸乙酯、丙酮、丁酮和汽油等。 [方法2] 脱脂后于下述溶液中化学处理: 浓硫酸 27.3 重铬酸钾 7.5 水65.2 在60-65°C 浸渍10-30min 后取出用水冲洗,晾干或在80°C 以下烘干;或者在下述溶液中洗后再晾干: 磷酸 10 正丁醇 3 水20 此方法适用于酚醛-尼龙胶等,效果良好。 [方法3] 脱脂后于下述溶液中化学处理: 氟化氢铵 3-3.5 氧化铬20-26 磷酸钠 2-2.5 浓硫酸 50-60 硼酸 0.4-0.6 水 1000 在25-40°C 浸渍4.5-6min ,即进行水洗、干燥。本方法胶接强度较高,处理后4h 内胶接,适用于环氧胶和环氧-丁腈胶胶接。 [方法4] 脱脂后于下述溶液中化学处理: 磷酸7.5 氧化铬 7.5 酒精 5.0 甲醛(36-38%) 80 在15-30°C 浸渍10-15min ,然后在60-80°C 下水洗、干燥。 [方法5]