改造加固钢结构旋转楼梯施工方案知识讲解
1.编制依据
1、钢结构设计规范GB50017-2003
2、钢结构工程施工质量验收规范GB50205-2001
3、钢结构高强度螺栓连接技术规程JGJ82-2011
4、钢结构焊接规范GB50661-2011
5、钢结构工程施工规范GB50755-2012
6、多、高层民用建筑钢结构节点连接03SG519-1
7、当代商城装修工程施工图纸
2.工程概况
2施工准备
2.1技术准备
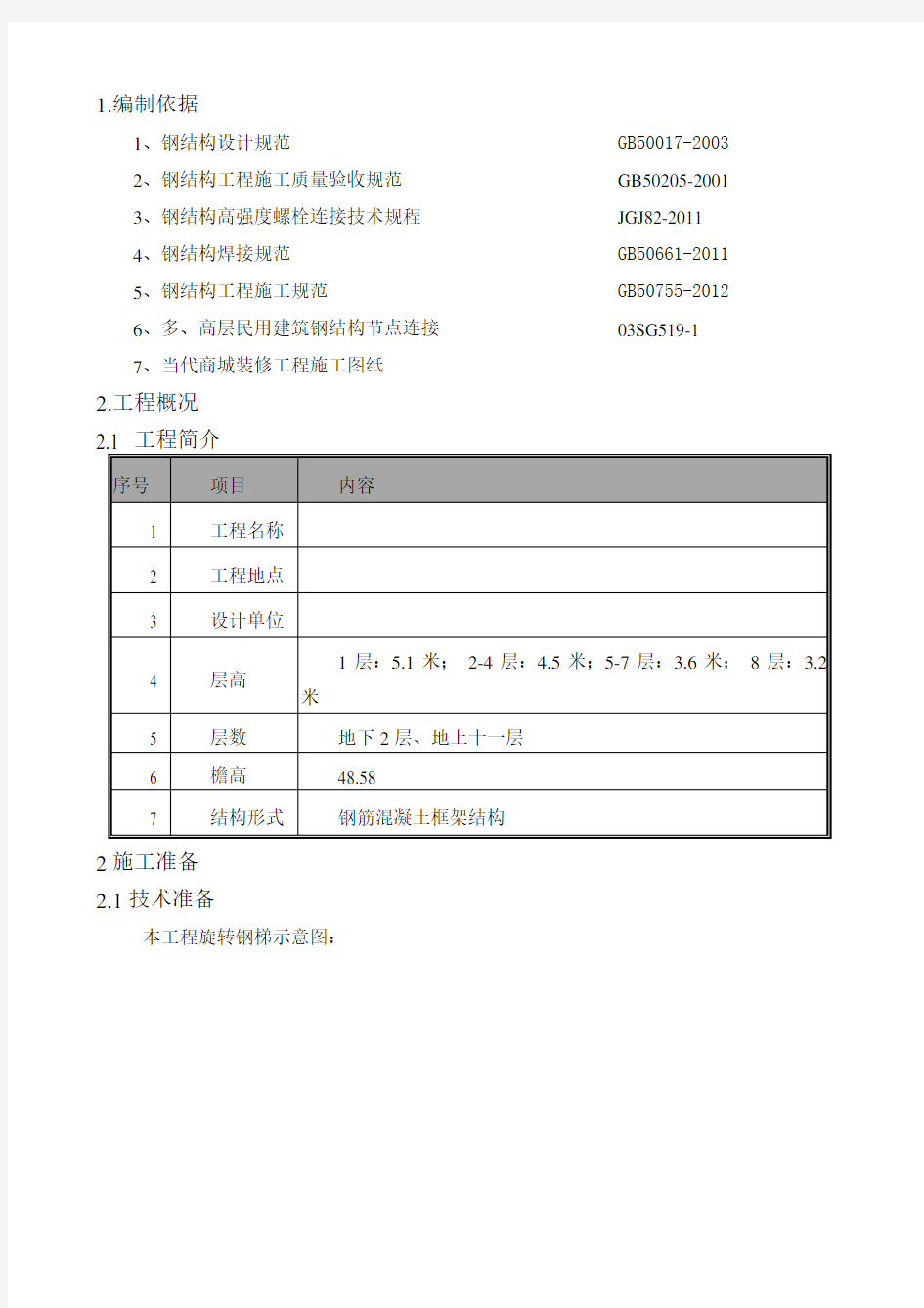
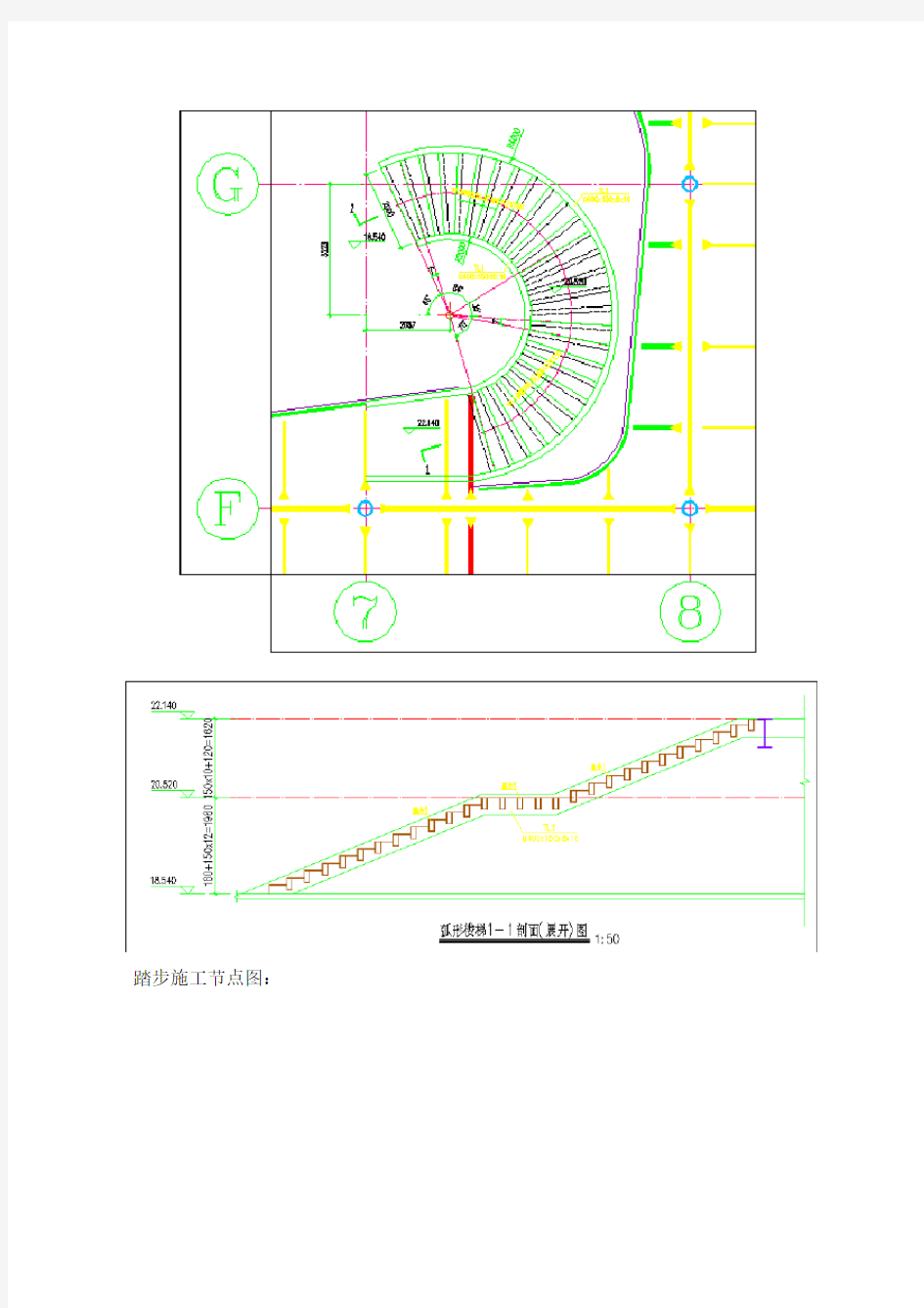
本工程旋转钢梯示意图:
踏步施工节点图:
2.2 机具准备
本工程钢梯施工扭投入以下机具:
序号名称单位数量备注
1 电焊机台 4
2 气焊设备台 2
3 砂轮切割机台 1
4 角线磨光机台 3
5 烘箱台 2
6 保温桶个 4
7 倒链2吨吨 4
8 倒链5吨吨 1
9 台钻台 1
3 材料要求
1、.未注明钢材均采用Q345B。
2.、未注明尺寸的焊缝为与母材等强焊接。对接焊缝和剖口焊缝技术指标参见《多、高层民用建筑钢结构节点构造详图》(01SG519、01(04)SG519)第54至56页;
3.、旋转钢梯连接节点待进一步深化设计。
4 施工流程
钢板拼接下料超声波检验梯梁翼板、腹板卷制踏步板压弯、零件下料胎具放样搭设
梯梁、梯柱、踏步板组队焊接超声波检验
预拼装
防锈、涂装
5施工方法
5.1钢板拼接、下料
1、型钢拼接:型钢拼接采用45 o斜接,拼接长度不得小于600mm,腹板坡口与翼板相同,拼接质量为全熔透一级。型钢对接坡口形式见下图:
图8
2、弧形梯梁翼板按设计尺寸放样展开成弧形。尺寸计算及展开见图示a
螺旋线长度计算式:
展开见图示
3、下料:焊接H型钢梯柱、直段梯梁翼、腹板、弧形段梯梁腹板采用SKG-JQ9数控多头直条火焰切割机下料;弧形段梯梁翼板、楼梯踏步板采用SKG-B数控火焰切割机编程下料,型钢采用BS1000锯床或JG-400无齿锯锯切,小件用半自动火焰切割机切割;螺栓孔利用数控平面钻、摇臂钻进行钻孔;坡口采用半自动火焰切割机切割。梯柱、梯梁腹板与翼板组对坡口大样见下图:
图10
5.2卷制
弧形梯梁腹板卷制利用W11-30三辊对称卷板机进行,卷制前先在梯梁腹板上画出与地面垂直的踏步线,并在端头、端尾留出250mm打头量,然后调整好卷板机上、下辊的平行度,在下辊子上划出中线,下辊子上的中线与梯梁腹板上垂直地面的踏步线平行,如不平行,会产生腹板扭曲、旋转的角度尺寸不准确。同时在卷制过程中,用弦长1000mm的弧形样板检查其曲率半径,腹板与样板之间的间隙不得大于3mm。楼梯为从左向右旋转,腹板卷制时,钢板应从右侧进入。腹板卷制示意图见下图:
图11
5.3楼梯踏步的制作
楼梯踏步采用折弯机进行压弯,踏步为扇形,压弯时需注意折角方向,踏步宽度方向不得出现正公差。
根据图纸要求组装踏步板上各零部件,焊角符合施工图纸要求。
5.4、楼梯柱、楼梯梁的制作
1、梯柱、直段梯梁在H型钢生产线上制作,弧形梯梁翼腹板组对根据设计图纸在工装胎架上放实样进行制作,制作时严格遵守H型钢制作通用工艺。