铸钢件与低碳钢焊接参数和回火记录表格
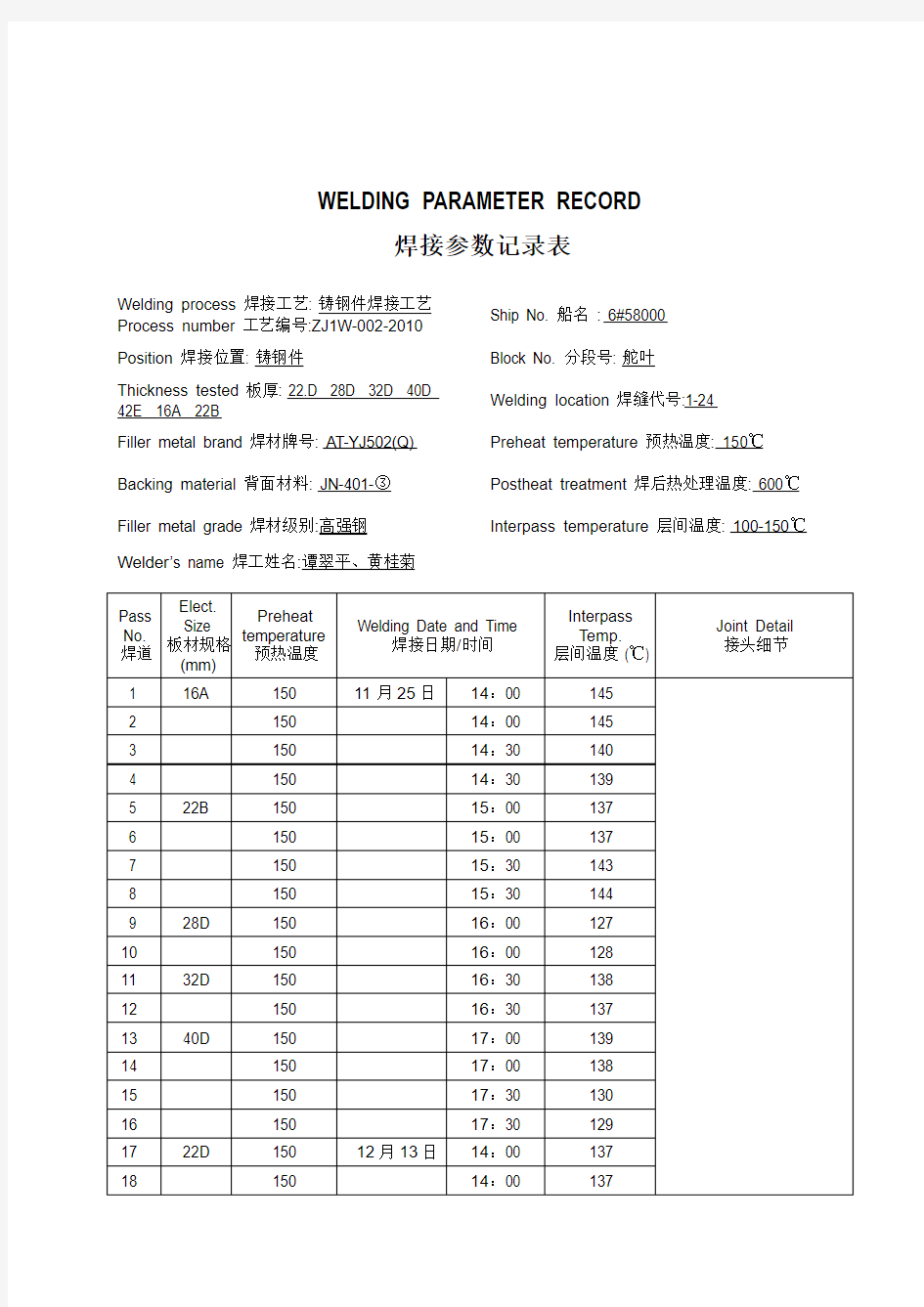
WELDING PARAMETER RECORD
焊接参数记录表
Welding process 焊接工艺: 铸钢件焊接工艺
Ship No. 船名 : 6#58000
Process number 工艺编号:ZJ1W-002-2010
Position 焊接位置: 铸钢件Block No. 分段号: 舵叶
Thickness tested 板厚: 22.D 28D 32D 40D
Welding location 焊缝代号:1-24
42E 16A 22B
Filler metal brand 焊材牌号: AT-YJ502(Q) Preheat temperature 预热温度: 150℃Backing material 背面材料: JN-401-③Postheat treatment 焊后热处理温度: 600℃Filler metal grade 焊材级别:高强钢Interpass temperature 层间温度: 100-150℃Welder’s name 焊工姓名:谭翠平、黄桂菊
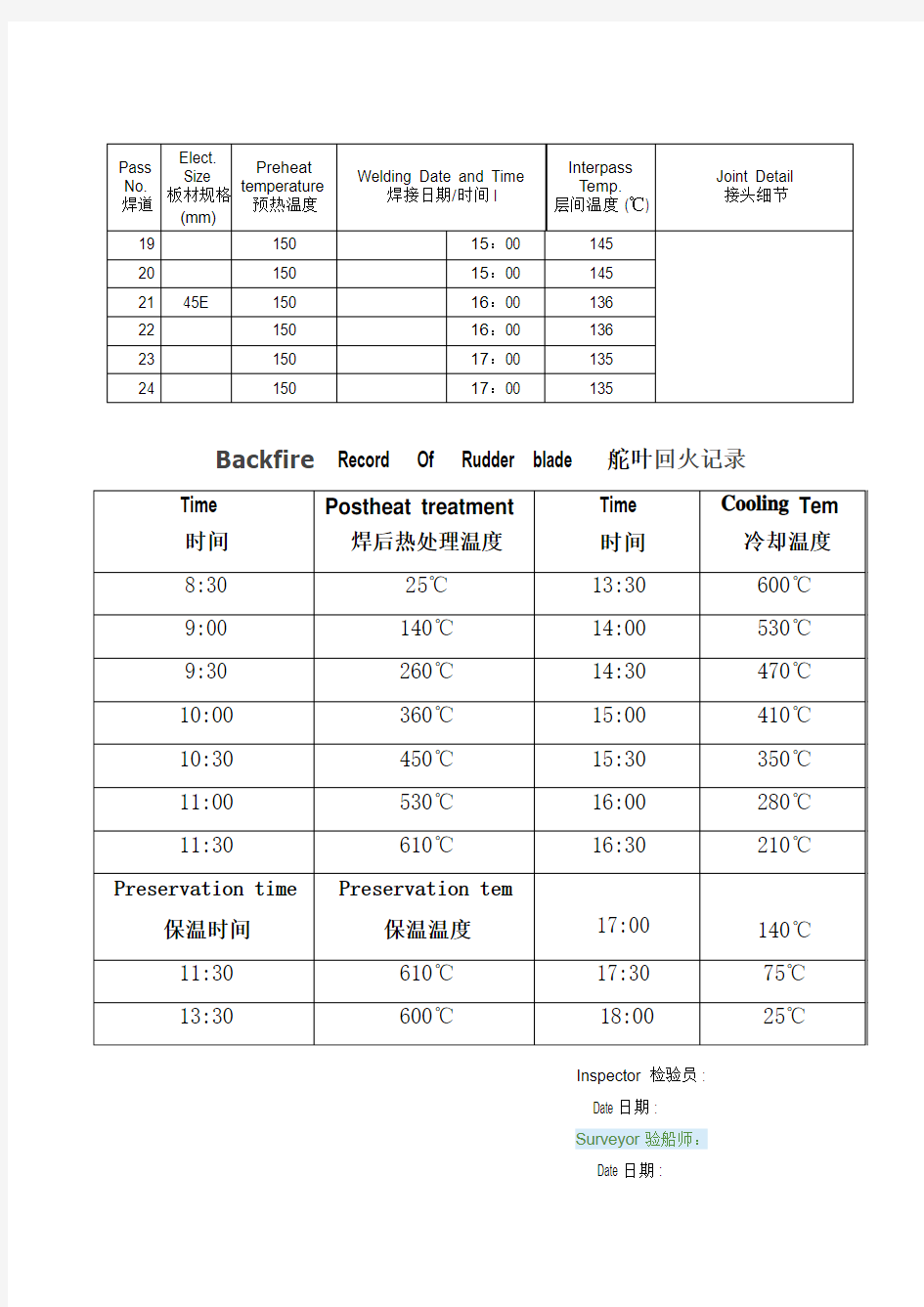
Backfire Record Of Rudder blade 舵叶回火记录
Inspector 检验员 :
Date 日期 :
Surveyor验船师:
Date 日期 :
WELDING PARAMETER RECORD
焊接参数记录表
Welding process 焊接工艺: 铸钢件焊接工艺
Ship No. 船名 : 6#58000
Process number 工艺编号:ZJ1W-002-2010
Position 焊接位置: 铸钢件Block No. 分段号: 101
Thickness tested 板厚: 35D 40A 25B Welding location 焊缝代号:1-6
Filler metal brand 焊材牌号: AT-YJ502(Q) Preheat temperature 预热温度: 150℃Backing material 背面材料: JN-401-③Postheat treatment 焊后热处理温度: 600℃Filler metal grade 焊材级别:高强钢Interpass temperature 层间温度: 100-150℃Welder’s name 焊工姓名: 谭翠平、黄桂菊
Inspector 检验员 : Date 日期 :
Surveyor验船师:
Date 日期 :
Backfire Record Of stern tube 101回火记录
Inspector 检验员 :
Date 日期 :
Surveyor验船师:
Date 日期 :
WELDING PARAMETER RECORD
焊接参数记录表
Welding process 焊接工艺: 铸钢件焊接工艺
Ship No. 船名 : 6#58000
Process number 工艺编号:ZJ1W-002-2010
Position 焊接位置: 铸钢件Block No. 分段号: 挂舵臂
Thickness tested 板厚: 66E 30D Welding location 焊缝代号:1-8
Filler metal brand 焊材牌号: AT-YJ502(Q) Preheat temperature 预热温度: 150℃Backing material 背面材料: JN-401-③Postheat treatment 焊后热处理温度: 600℃Filler metal grade 焊材级别:高强钢Interpass temperature 层间温度: 100-150℃Welder’s name 焊工姓名: 谭翠平、黄桂菊
Inspector 检验员 : Date 日期 :
Surveyor验船师:
Date 日期 :
Backfire Record Of Rudder Horn 挂舵臂回火记录
Inspector 检验员 :
Date 日期 :
Surveyor验船师:
Date 日期 :
焊接过程记录与检查表
订单号数量 (产品代 码)焊接过程记录与检查表(环焊缝) 数量 QR11.05-106 C02: Ar比例焊剂烘干时间日期 焊接前1.、是否对焊缝坡口及附近油、锈、污垢、杂质进行清理。口清理□没有清理2、焊机、焊接转台运行情况是否良好、正常□正常□不正常 异常情况描述: 发现者处理措施:□停止工作□隔离□反馈□调整□检查处理者 焊接中 首件巡检异常情况描述:发现者电流A电流A 电压V电压V处理措施:□停止工作□隔离□反馈□调整□检查处理者速度速度 角度角度 对接焊缝焊接后外观检查序号检查项目工艺要求 产品编号/时间节点(操作工填写)产品编号/时间节点(检验员填写)1余高0.5?3m m (焊缝车掉时:0?5) 2未焊满及凹坑单个V 0.5 mm累计长度不能超过焊缝全长的10% 3气孔夹渣50 mm长度上单个气孔V 2 mm,气孔累计尺寸V 4 mm 4裂纹不允许 5宽度不均匀0?2.5 (焊缝车掉时:0?4) 6咬边单个w 0.5mm累计长度不超过焊缝全长的10% 7烧穿不允许 8接头搭接长度封闭焊缝30?50mm埋弧焊” 20?40mm气体保护焊) 9漏焊或间断不允许 10焊瘤不允许 11焊缝成型不良V> 110 ° 12未熔合不允许 操作者焊丝型号焊丝批号 时间/班次 焊接过程中发生异常反馈: 异常情况描述: 1 ?:八报告 S上 ?报吿 指示港示 -3 L .1 解决方益:???.fl 发现者 问题处理措施:□停止工作□隔离□反馈□调整□检查处理者
说明:1—记录频率:每隔2小时/次。2 —检验人员检查操作者是否按操作者自检记录表内容执行,并将不符合内容记录在QR\QC看板。3—检验员按<焊接作业指导书>进行首巡末检查
特殊过程焊接工艺确认
1 / 6
根据确认的目的是能够满足策划的能力要求,因此,我们对过程确认的准则是否可考虑以下几点: 2 / 6
1、过程的质量要求。即产品的特性,这是确认的输入,是策划的出发点,是过程能力分析的依据。离开这一点,会使确认流于形式。 2、原材料的保证。规定使用的原材料必须满足产品的接收准则。 3、影响过程能力的主要因素。主要是工艺保证的条件,按照什么样的工艺条件进行生产。 4、设备和监视测量设备的完好。保证设备和监视测量设备可以适宜、充分。 5、操作人员经过培训,具备规定的操作技能,满足人员能力要求,并经过资格认可。 6、确定操作方法和程序。有规定的统一作业指导书,作业方法明确,程序清楚。 7、再确认的安排。规定过程变化大,材料、设备、作业方法调整、产品性能更改、操作人员的调整等,应当进行再确认。 研制过程控制 2.1总则 规定并执行产品生产过程质量控制的程序文件。编制的控制文件对影响质量的因素及其纠正措施进行有效控制,确保过程处于受控状态,保证产品符合规定的质量要求。 2.2职责 3 / 6
技术科应对整个生产过程制定工艺规范和其它必要的工艺文件,并发放到从事该活动所有场所,生产车间和质保科应按照《过程控制程序》和质量计划的要求进行生产,监督和验证。 2.3基本生产要素的控制 2.3.1生产.安装和服务过程的操作人员,检验人员均应具备相应素质,接受过专业培训和考核,并取得资格。 2.3.2用于生产.安装和服务过程的关键设备.仪器和计量器具应经过检定.校准合格,并处于良好状态。 2.3.3外协或外购件,应经入所检验或验证。 2.4关键件、重要件和特种工艺和控制 2.4.1制定并执行关键件、重要件、关键工序和特种工艺控制的程序文件。 2.4.2关键过程的控制应主要控制以下几点: 4 / 6
焊接质量检查表.doc
焊接质量检查表 序号检查点检查项目检查标准存在问题备注 1、质量管理体系检查工程管理及施工单位建立焊接质量管理体系,并运转正常。 2、人员资质检查焊接技术员、质量检查员、焊工具备相应资质,焊工证合格项目有效齐全。 符合管理规范,审批手续齐全,项目覆盖现场作业。并依据合格评定文件编写焊接工艺卡,发 3、焊接工艺评定 专业管理及放到作业层。 1 材料管理编制符合实际,具有指导性,审批手续齐全。及时向焊接操作人员进行交底,制定的措施具体、 4、焊接施工方案检查 得力。 进厂检验合格,入库保管规范,分类码收,标识清楚。焊材库有专人管理,烘烤、发放、回收 5、焊接材料管理 管理记录准确 / 受控。 焊接环境温度应能保证焊件焊接所需的猪狗温度和焊工技能不受影响。焊条电弧焊风速≧ 1、焊接环境检查8m/s,气体保护焊风速≧2m/s,相对湿度≧90%(铝及铝合金焊接≧80%),雨雪气象条件,不 保护措施,不得进行焊工作业。冬期、雨期施工应有专用技术措施。 坡口形式、尺寸、符合设计文件和焊接作业指导规范,焊接切割和坡口加工符合方案要求,热 2焊前检查 2、焊缝坡口检查切割表面采用机械方法去除渗碳层,组对前应将内外表面10-20mm范围内的油、漆、垢、锈、 毛刺及镀层等清楚干净,不得有裂纹、夹层等缺陷。 除有要求外,焊件不得强行组对。不等厚焊接组对,厚端应按规定加工减薄,坡度、对口误差 3、焊缝组队检查 猫族错变量要求,搭接组对时,搭接宽度应符合设计要求。 1、严格按照焊接工艺卡和技术交底施焊。焊材选用、烘干、现场携带符合规定,严格控制工 1、焊接工艺措施检查卡具的焊接、拆除、打磨和检验,定位焊缝符合规定,禁止在坡口之外的母材表面引弧和试验 电流,焊接热输入、焊接程序、防变形措施符合要求,不锈钢焊接应有防飞溅保护措施。 2、不锈钢管内充氩保护措施,铝及铝合金、镍及镍合金、工业纯钛焊接工艺措施应符合设计、 2、特殊工艺检查 3焊接施工规范及作业指导书的规定。 3、焊前预热、后热和焊后热处理符合设计和焊接作业指导书的规定,加热方式、加热宽度、 3、预热、后热、焊后 保温方法和升降温速度、恒温时间符合规定(检查热处理记录曲线记录图),热处理后的焊缝 热处理 进行硬度试验(检查硬度试验报告)。 4、焊缝标识检查4、管线设备号、焊缝号、焊工号、焊接日期宝石与单线图、排版图温和,便于追溯。 1、焊缝宽度符合相应要求,焊缝余高根据焊缝质量等级、厚度符合相应规定,焊接接头焊脚 1、焊缝几何尺寸检查 尺寸符合设计规范、图样要求,焊缝外观成型符合相应规定。 2、除焊接作业指导书有特殊要求的焊缝外,焊缝完成后应立即去除焊渣、飞溅物,清理干净 的焊缝表面,进行焊缝外观检查。设计文件规定焊缝系数为 1 的焊缝或规定进行 100%RT或 UT 4焊后检查2、焊缝外观缺陷检查 RT或 UT 检验的焊缝,其外观检验的焊缝,其外观质量不得低于Ⅱ级,设计文件规定局部进行 质量不得低于Ⅲ级。 3、不锈钢焊接表面应酸洗、钝化处理,工业纯钛焊缝应经色泽检查、焊缝表面银白、金黄为
(焊接过程)特殊过程确认记录表
特殊过程确认记录表 特殊过程名称:焊接过程所在部门:生广车间确认项目确认结果 1.从业人员是否经过培训合格见附件一和资格证. 2.如需使用设备的名称,该设备 是否符合要求 进行维护点检. 3.作业指导书名称,该作业指导 书是否符合要求 见<焊接作业指导书> 4.该过程需要的记录是否合理 (如有记录,写明记录名称) 设备点检记录 确认结论: ■该特殊过程具备达到质量要求的能力,确认合格。 □该特殊过程在以下方面确认不合格: 确认人:确认日期:2011.12.10如确认不合格,经过整改后再次确认的结论: 确认人:确认日期: 再次确认记录 2011年确认结论: ■确认合格。 □需要整改后重新确认。 □重新确认合格。 确认人:日期:2011.12.102012年确认结论: 确认合格。 □需要整改后重新确认。□重新确认合格。 确认人:日期:
附件一 培训记录 培训时间:2011.12.10 培训地点:本公司培训教师: 参加培训人员:车间全员(包括维修员、调机员) 培训内容: 1、焊接的安全作业 2、焊接品的接收标准 3、异常处理
培训效果评价: 通过与部分学员面谈交流、讨论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品品质要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的期限已基本掌握和活楚。并且知道自己在岗位上的职责完成的优劣。经过口述+提问和实际操作的考核全部合格。 对任课老师的讲授感到满意,深入浅出,结合本公司的生产实际,易丁理解和掌握。 达到了预期的效果。 评价人: 焊接工上岗考核试卷 姓名:得分: 问答题:第5和9题每题各15分,其他每题10分. 一、焊接机在开机之前要检查哪些事项? 二、如何对机器进行清理? 三、操作过程中要注意哪些安全事项? 四、如何对不同的广品进行标识别? 五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
角钢塔基本常识
角钢基本概念 一、专业术语: 1、准线:螺栓孔布置在角钢肢的一条直线上,这条直线称之为准线又叫心线。 2、楞线:角钢外皮相交的直线,又称角钢背或角钢劲线。 3、楞点:构成角钢楞线的两个端点。 4、楞线侧:在角钢肢平面内,心线向楞线的方向为楞线侧。 5、肢边侧:在角钢肢平面内,心线向楞线的反方向为肢边侧,又叫肢翼侧。 6、心距:在角钢肢平面内,楞线与心线之间的垂直距离,又叫准距。 7、间距:在角钢肢平面内,同一准线上相邻两螺栓孔中心之间的距离。 8、端距:在角钢肢平面内,角钢端头与首个螺栓孔中心之间的距离。 9、轧制边距:准线与轧制边之间的距离。 10、切角边距:螺栓孔中心与切角边之间的距离。 10、重心线:角钢两个截面的重力作用点的连线就是重心线,一般认为角钢1/2准线处即为其近似重心线。 11、切角:为防止角钢碰撞,将角钢端头一肢切去一角的工艺。 12、切肢:在角钢端头处,两肢同时被一平面切割形成的缺口或一肢被整个切去的工艺。 13、制弯:把角钢或板进行弯曲处理的工艺。分冷曲和热曲,热曲又称之为火曲。
14、压扁:把角钢某处两肢压在一起的工艺。 15、铲背:去除角钢外楞直角的工艺,又叫铲棱。 16、清根:去除角钢内圆弧变为直角的工艺,又叫铲心或去弧。 17、正头:在图纸中,标注角钢为“+数”,就为正头。 18、负头:在图纸中,标注角钢为“-数”,就为负头。 19、端连接:角钢上的首个螺栓孔位于各角钢心线交点处的情况称为端连接。 二、专用名词: 1、 V面:一个塔脚上连的两根斜材组成的一个视图面称之为“V”面 隔面:两根材展开组成的面,在机械制图上称之为剖面图。 吊杆:一般是指由塔身交叉点连到横材上的材。 横担:伸出塔身并支撑导线或地线的构件框架。 走道:由塔身连到平台的过道 平台:在检修设备的时候用做站脚的工作台。 爬梯:在铁塔的内部或塔身上,由塔底连到塔顶,起着登高的作用梯子,和脚钉的作用差不多。 跳线:在转角塔上,进线和出线不可以直接相连,由进线转到出线的过程就是跳线。 2、双拼角钢:组合角钢由两根角钢组成,有对角组合和“T”型组合两种。 格构式:组合角钢由四根角钢肢对肢组合,组成“口”字型。
焊接质量检查验收表(范本)
焊接质量检查验收表(范本)
焊缝表面质量(观感)检查记录表 编号:0203-TFEN-HJ-01-02-02-001 部件规格钢板T=6、T=22 焊条J40.50(J422) 焊工代号LG499/LG4577焊缝总数381米 焊口编号范围接头清理焊缝成型表露缺 陷 缺陷处理情况焊工签字检查日期 3D01-01 √/ / 3D01-09 √/ / 3D01-12 √/ / 3D01-14 √/ / 3D01-16 √/ / 3D01-22 √/ / 3D01-26 √/ / 3D01-32 √/ / 3D01-40 √/ / 3D01-47 √/ / 3D01-55 √/ / 3D01-59 √/ / 3D01-63 √/ / 3D01-72 √/ / 3D01-82 √/ / 3D01-88 √/ / 以下空白
焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-01-02-02-002单位工程名称SO?吸收系统标准号7.1.2 分部分项名称吸收塔安装工程类别D-2 检查焊口编号0203-JL-TFEN-MT-01 接头数量381 检查测量焊口编号 检验项目 焊缝 成型 焊缝 余高 焊缝宽 窄差 焊脚 尺寸 咬边错边角变形表露缺陷 检查 结论 3D01-01 优良 2.1 2.4 / 无0.2 0.3 无合格3D01-09 优良 2.0 2.2 / 无0.3 0.2 无合格3D01-12 优良 2.1 2.2 / 无0.2 0.4 无合格3D01-14 优良 2.2 2.3 / 无0.4 0.3 无合格3D01-16 优良 2.1 2.1 / 无0.2 0.2 无合格3D01-22 优良 2.2 2.3 / 无0.4 0.4 无合格3D01-26 优良 2.2 2.2 / 无0.2 0.3 无合格3D01-32 优良 2.1 2.2 / 无0.3 0.5 无合格3D01-40 优良 2.1 2.1 / 无0.4 0.4 无合格3D01-47 优良 2.2 2.3 / 无0.3 0.3 无合格3D01-55 优良 2.1 2.2 / 无0.2 0.5 无合格3D01-59 优良 2.0 2.1 / 无0.4 0.4 无合格3D01-63 优良 2.0 2.1 / 无0.2 0.3 无合格3D01-72 优良 2.1 2.3 / 无0.3 0.2 无合格3D01-82 优良 2.0 2.2 / 无0.2 0.4 无合格3D01-88 优良 2.1 2.1 / 无0.3 0.5 无合格以下空白
焊接记录表
编号:QG/QC-02 作业指导书 版/次: A/0 受控状态: 分发号: 编审: 张勇张辉日期:2007年3月25日 批准: 王建国日期:2007年3月25日 颁布日期:2007年3月25日实施日期: 2007年3月25日 常州市顺江电气设备有限公司
1.产品生产工艺流程图如下: 1. 产品生产的工艺流程, a.梅花触头 △△ △ b.导电杆 △△△★△△△ c. 触头座 △△△★△△ 注:★为关键过程、△为检验点。 2.外购 严格在公司评定的合格供方中进行采购。 3.原辅材料检验/成品检验 按公司《检验规程》、图纸及有关技术要求进行检验。 3.1下料-根据图纸尺寸和《工序流程卡》要求实施 3.1.1检查拟采用的材料是否和图纸及《工序流程卡》规定的要求相符; 3.1.2检查设备是否完好、安全,监视测量装置是否在检定或校准的有效期内。 3.1.3测量、划线、复核后实施下料。 4.金加工 4.1粗加工检查下料后的材料是否和规定的图纸及《工序流程卡》规定的要求 相符; 4.1.1检查加工设备、夹具是否完好、安全,监视测量装置是否在检定或校准的有效期内。 4.1.2按图纸及《工序流程卡》要求划线、测量、复核后实施加工。
4.1.3各种加工设备的粗加工余量的一般要求按图纸及《工序流程卡》要求 a.刨加工加工余量 b.车加工加工余量 c.铣加工加工余量 d.对各产品或部、零件粗加工余量的要求如上溯要求不适用时应在图纸及《工序流程卡》上作出说明;以上加工余量均按图纸及《工序流程卡》要求作业。 e.将加工完毕的零部件上油,做好标识备用。 5焊接 .5.1.用酒精清洗表面油污,油渍,用清洁布或回丝擦干净。 5.2外观要求:焊接不能有未焊透、烧穿、气孔、夹渣、凸瘤等焊接缺陷。焊后去渣、磨光。 5.3焊接工艺参数控制如下表: 6精加工 6.1检查粗加工工序是否和规定的图纸、《工序流程卡》要求相符; 6.2按图纸、《工序流程卡》要求确定加工工艺和刀具;
焊接质量专项检查表(1)
焊接质量专项检查表 工程项目名称:马头脱硝记录编号: 序 号 检查点检查要素检查标准检查情况备注 1 专业管 理检查 1、质量管理体系焊接质量保证机构健全,质量保证体系完善。符合要求。 2、人员资质 焊接技术员、质量检查员、焊工具备相应资质,焊工证合格、 有效,满足现场施工需要,焊工中断受监部件焊接6个月以上 时,必须重新进行操作技术考核,合格后才许可上岗。 符合规定。 3、焊接工艺评定 对首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应 进行焊接工艺评定,并应根据评定报告确定焊接工艺,审批手 续齐全,发放到操作者。不锈钢材料焊接需要经焊接工艺评定。 手续齐全。 4、焊接施工方案 编制符合实际、具有指导性的焊接施工方案或作业指导书,有 降低焊接应力和预防焊接变形的工艺措施,审批手续齐全,及 时向焊接操作人员进行技术交底。 符合现场实际要求。 5、焊接材料管理 1、焊接材料进场检验合格,入库保管规范,分类码放,标识清 楚。焊材库有专人管理,烘烤、发放、回收、气象管理记录准 确/受控; 2、对质量有怀疑的焊材或长期存放面外观有某种变化的焊材应 按国标要求项目全面复验; 3、不锈钢材料入场要进行光谱检验抽查。 符合焊接材料管理规定。 6、焊接设备焊接设备和焊接检测设备合格完好,性能满足要求有检验合格证。
序 号 检查点检查要素检查标准检查情况备注 2 焊前检 查 1、焊接环境 1、焊接环境温度应能保证焊件焊接所需的足够温度和焊工技能 不受影响。当焊条电弧焊风速≥8m/s,气体保护焊风速≥2m/s, 相对湿度≥90%(铝及铝合金焊接≥80%),雨雪气象条件,无 防护措施,不得进行焊接作业。冬期、雨期施工应有专用技术 措施。 有专项防护措施。 2、焊缝坡口 2、坡口形式、尺寸、符合设计文件和焊接作业指导书规定,焊 接切割和坡口加工符合方案要求,热切割表面采用机械方法去 除渗碳层,组对前应将内外表面10-20mm范围内的油、漆、垢、 锈、毛刺及镀层等清除干净,不得有裂纹、夹层等缺陷。 符合要求。 3、焊缝组对 3、除有要求外,焊件不得强行组对。不等厚焊接组对,厚端应 按规定加工减薄,坡度、对口误差满足错变量要求,搭接组对 时,搭接宽度应符合设计要求。 符合要求。 3 焊接施 工检查 1、焊接工艺纪律 1、严格按照焊接工艺卡和技术交底施焊。 2、焊材选用、烘干、现场携带符合规定,焊条、焊丝、焊剂、 电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现 行行业标准《建筑钢结构焊接技术规程》JGJ 8l的规定。同牌号、 同材质、同规格不同批号的焊条不允许同炉混合一起烘干,碱 性和酸性焊条不能同炉烘干,焊条烘干不应超过两次。 3、定位焊缝符合规定,禁止在坡口之外的母材表面引弧和试验 电流。 4、焊接热输入、焊接程序、防变形措施符合要求,不锈钢焊接 应有防飞溅保护措施。 跟踪检查。
焊缝焊接质量检查记录表
工程编号 焊缝焊接质量检查记录表 工程名称 焊接 型 材料 号 Q235-B 规格 20 0 57 X 3.5 炉批号 项次 20 规疋值或允许偏差 mm 检查结果 验收记录 是否符合设计规定验收要求 焊 缝 外 观 质 量 未焊满 等強对接焊缝不允许,其他w 0.2+0.02t,且V 1 符合设计及规范要求 咬边 面底板对接缝、锚箱U 肋不允许 符合设计及规范要求 其它w 0.3 符合设计及规范要求 裂纹,弧坑 裂纹、电弧 擦伤、表面 夹渣,焊 瘤 不允许 符合设计及规范要求 飞溅 消除干净 符合设计及规范要求 表面气孔 对接焊缝不允许 符合设计及规范要求 U 肋等主要角焊缝 直径V 1每 米气孔 不多余二个,孔间距》20 符合设计及规范要求 横隔板等其他焊缝直径V 1.5 每米气 孔不多余二个,孔间距》 符合设计及规范要求 焊 缝 外 形 尺 寸 焊缝余高h B V 15 时 H<3;15 V B< 25,H w 4;B >25, H w 4B/25 焊缝宽度c 底板对接缝:g+4 ~ g+14 , g : 坡口外口尺寸 面板对接缝:g+4 ~ g+14 , g : 坡口外口尺寸 2 3 1 10 横隔板对接等其它:g+4~g+8 g : 坡口外口尺寸g=16 4 7 5 3 焊波 任意25mm 焊缝长度内焊缝余高 hmax-hmin V 2 1 1 1 焊角尺寸K 值 偏差 锚箱、风嘴部位 K: 0~+2 其它:+2 ~-1 ;全长10%范围内 允许-1~+3 1 2 2 -1 焊缝无损检测 焊缝一次合格率 射线:100 % 超声:100 % 磁粉:100 % 最终100% 结论 合格 施工单位 检查评定结果 项目质检员: 年 月 日 监理(建设) 单位验收结论 监理工程师: (建设单位项目技术负责人) 年 月 日 焊接位置 焊接方法 焊条电弧焊