ABB机器人维修介绍说明详细资料
ABB机器人维修手册
0.0.1前言
本手册包含了一些维修的详细说明指导,包括电气及机械. 阅读者需要有:
*熟练的技能
*有电气上的知识或
*机械上的知识
本手册由以下几部分组成
1安全
2相关信息
3机械手
4控制柜
6附录
参考
电路图,机械手3HAC 13347-1 在“维修手册2”里面
电路图,控制柜3HAC 5582-2 在“维修手册2”里面0.0.2 产品文件
这个文件包包含控制柜,机械手及硬件信息,有以下内容
安装及试车手册包含以下信息
●安全,维护
●相关信息
●拆箱
●现场安装
●电气连接
●开始
●安装控制柜软件
●系统结构目录
●校正
●模型定义信息
维修手册包含以下信息:
●安全,维护
●相关信息
●机械手的所有的维修工作详细指导
●控制柜的所有的维修工作详细指导
维护手册包含以下信息:
●安全,维护
●相关信息
●维护计划表
●维护计划表中的各部分的详细说明,如清洁,润滑及检查等通常分为机械手及控制柜两部分
第一章: 安全,维护
1.0.1 说明
本章讲述对于安装及维护维修人员需要了解的安全信息
由于前面专门有安全手册,这里只作一些补充
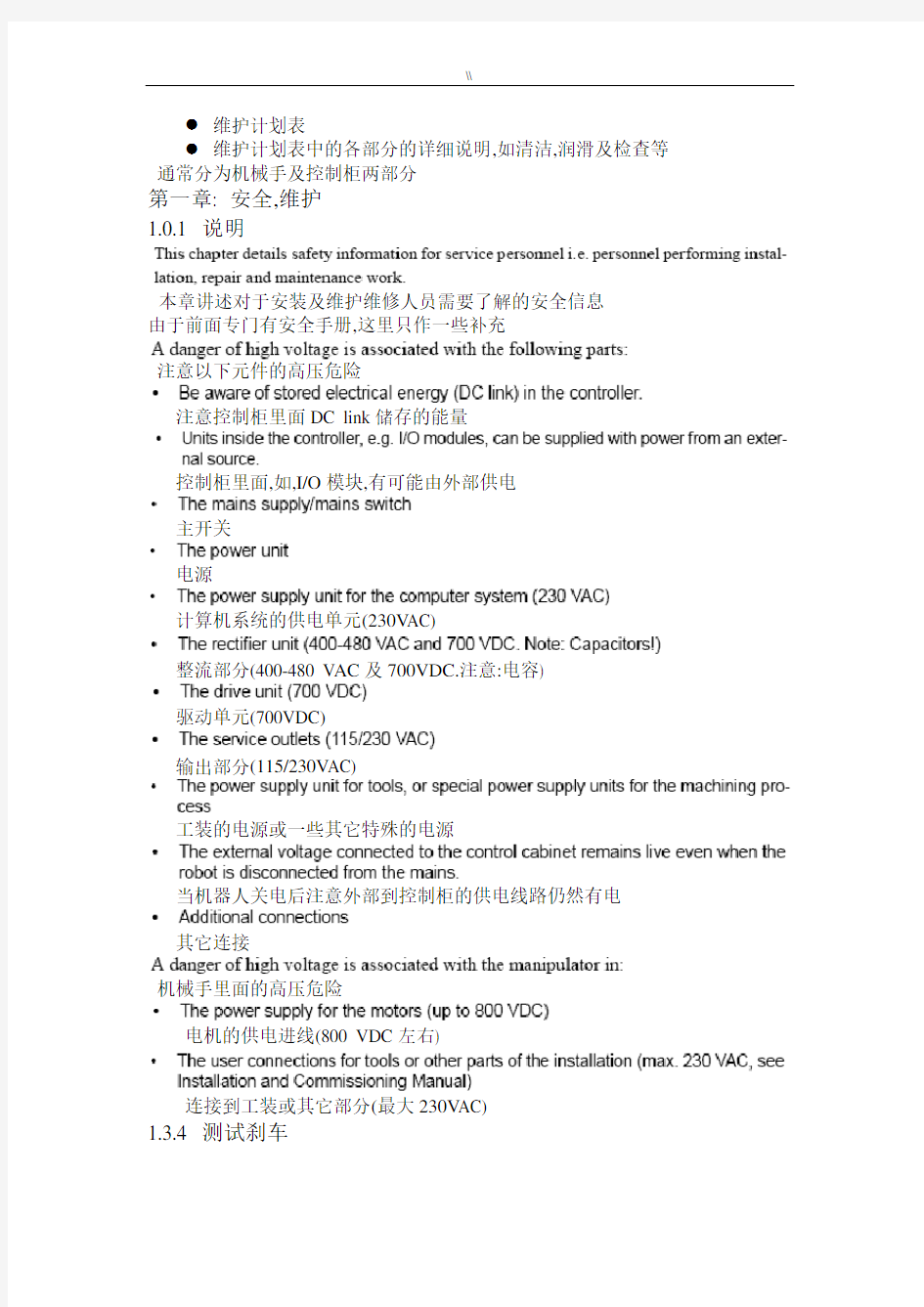
注意以下元件的高压危险
注意控制柜里面DC link储存的能量
控制柜里面,如,I/O模块,有可能由外部供电
主开关
电源
计算机系统的供电单元(230V AC)
整流部分(400-480 V AC及700VDC.注意:电容)
驱动单元(700VDC)
输出部分(115/230V AC)
工装的电源或一些其它特殊的电源
当机器人关电后注意外部到控制柜的供电线路仍然有电
其它连接
机械手里面的高压危险
电机的供电进线(800 VDC左右)
连接到工装或其它部分(最大230V AC)
1.3.4 测试刹车
运行的时候,轴电机的刹车都会正常磨损.所以要定期对刹车进行检查.
具体检查如下:
运行机械手的轴到最大的静态负载位置.
用控制柜上的工作模式选择开关将电机关掉
检查轴是否维持原位置
如果电机关了后,机械手保持不动,说明刹车正常
第三章机械手
3.0.1 说明
本章详细叙述了机械手的维修,包括机械手的一些外部设备
移除电缆保护壳
电缆保护壳在机械手里面的位置如下图
机械手底座的插头,R1.MP和R1.SMB
电机1的插头;R2.FB1及R2.MP1
电机2的插头;R2.FB2及R2.MP2
测量板上的插头;R1.SMB1-3, R1.SMB4-6, R1.SMB1.7, R2.FB7及R2.SMB 电池插头X3 R1.G 及R2.G 刹车释放单元的插头X8,X9及X10
电机3的插头;R2.FB3及R2.MP3及信号灯插头R2.H1及R2.H2
电机4的插头;R2.FB4及R2.MP4
电缆保护壳分离处的插头;R2.M5/6
电缆保护壳分离处的插头在上臂的管道里;R3.FB5和R3.MP5
电机5的插头;R4.FB5及R4.MP5
电机6的插头;R3.FB6及R3.MP6
后盖板
插头R1.MP
插头R1.SMB
地线接头
保护尼龙带
设备序列号注意
电路图3HAC13347-1 在维修手册2里面
标准工具3HAC15571-1
其它工具或步骤见下面的详细说明
下面详细叙述如何移除电缆保护壳,轴1-4
移除,电缆保护壳,轴1-4
在开始维修机械手之前需仔细阅读下面几条:
-在机器人运行后,电机和齿轮温度都很高,注意烫伤
-关掉所有的电源、液压源及气压源
-当移动一个部位时,做一些必要的措施确保机械手不会倒
下来,如:当拆除轴2的电机时,要固定低处的手臂
电缆保护壳容易损坏,所以要小心,特别是接头处
为了更容易移除,请将机械手运行到如下位置轴2和3可以稍为斜起点
轴6:不重要
拧开机械手的后盖的螺栓,将后盖拆除
断开地线连接位置见上图
断开插头R1.MP及R1.SMB
拉出电缆及插头
断开电机1和2的所有的插头位置见上图
7 仔细地打开SMB盖,电池及SMB单元
见的电缆可以不断开,这样就不需再校正
注意不要让盖子的重量把电缆拉得太紧
如果要彻底取下盖子,必须断开插头R1.G
这样以后就必须要校正机器人
断开插头R2.SMB,R1.SMB1-3,R1.
SMB4-6. 断开X8,X9和X10
松开4颗保护螺栓这将从结构上松开电缆保护壳10 通过拆除尼龙带及保护壳上的两颗螺栓不同的机械手有不同的调节盘,
来拆除调节盘请选择合适的
拧开下臂中保护螺栓的螺帽来拆除
电缆保护架
通过拧开上臂的两颗螺栓拆除到手臂
房的电缆保护架
断开后盖电缆分离点的插头R2.M5/6 位置见上图
断开电机3和4的插头位置见上图
轻轻地将电缆保护壳拉出
轴5-6电缆保护壳的位置见下图
轴5-6电缆保护壳的位置
电缆支架,腕节单元
电缆支架,上臂管里面
轴5电机插头;R4.FB5及R4.MP5
上臂管插头R4.FB5及R4.MP5
电缆夹
电缆保护壳分离点插头;R2.M5/6
轴6电机插头;R3.FB6及R3.MP6
移开轴5,6的电缆保护壳
这里是讲移除上臂电缆的保护壳,而单独的电缆从上臂管里面的连接点到轴5电机的移除方法这里没有叙述,但紧节着在后面会讲到.
在开始维修机械手之前需仔细阅读下面几条:
-在机器人运行后,电机和齿轮温度都很高,注意烫伤
-关掉所有的电源、液压源及气压源
-当移动一个部位时,做一些必要的措施确保机械手不会倒
下来,如:当拆除轴2的电机时,要固定低处的手臂
电缆保护壳容易损坏,所以要小心,特别是接头处
必须将轴5导向正确的方向来打开轴6电机的盖子
移开盖子,腕节单元及上臂管里面
A:盖子,腕节单元
B:盖子,上臂管里面
2 移开轴6电机的盖子并断开所有的插头位置见上图
3 通过松开腕节单元顶端的3颗螺栓B:电缆支架后的螺栓,2颗
来松开电缆支架C:电缆支架底部的螺栓,1颗
有两颗螺栓是很容易看见的,还有一
颗在电缆支架的底端中心处
4 将电缆从轴6电机里面拉出来
5 松开上臂管顶部的两颗螺栓来松开位置见上图
电缆支架
6 断开管子里面的两个插头(R3.FB5和位置见上图
R3.MP5)
移开最后的电缆扎带
8 移开电缆夹,后面的位置见上图
9 断开电缆保护壳分离点的插头R2.M5/6 位置见上图
10 轻轻地拉出保护壳
下面讲如何拆除轴5的电缆
1 移除腕节单元如何移除在后面有叙述
2 移除轴5电机的盖子
3 断开轴5电机上所有的插头
4 通过松开电缆密封盖电缆出口处的两颗
螺栓移除电缆密封管
5 移除轴5的电缆
3.1.2 装回电缆保护壳
机械手电缆保护壳位置如下图:
机械手底座的插头,R1.MP和R1.SMB
电机1的插头;R2.FB1及R2.MP1
电机2的插头;R2.FB2及R2.MP2
测量板上的插头;R1.SMB1-3, R1.SMB4-6, R1.SMB1.7, R2.FB7及R2.SMB 电池插头X3 R1.G 及R2.G 刹车释放单元的插头X8,X9及X10
电机3的插头;R2.FB3及R2.MP3及信号灯插头R2.H1及R2.H2
电机4的插头;R2.FB4及R2.MP4
电缆保护壳分离处的插头;R2.M5/6
电缆保护壳分离处的插头在上臂的管道里;R3.FB5和R3.MP5
电机5的插头;R4.FB5及R4.MP5
电机6的插头;R3.FB6及R3.MP6
后盖板
插头R1.MP
插头R1.SMB
地线接头
保护尼龙带
电缆保护壳,轴1-4
电缆保护壳,轴1-4
电缆保护壳,轴5-6
轴5电缆保护壳
电路图在维修手册2里面
标准工具内容见前面详细叙述
其它工具或步骤见下面的详细说明
装回轴1-4的电缆保护壳
下面详细叙述如何装回轴1-4的电缆保护壳
在开始维修机械手之前需仔细阅读下面几条:
-在机器人运行后,电机和齿轮温度都很高,注意烫伤
-关掉所有的电源、液压源及气压源
-当移动一个部位时,做一些必要的措施确保机械手不会倒
下来,如:当拆除轴2的电机时,要固定低处的手臂
电缆保护壳容易损坏,所以要小心,特别是接头处
为了更容易移除,请将机械手运行到如下位置轴2和3可以稍为斜起点
2 从结构的中间放下电缆及插头注意电缆不要互相搅在一起
注意插头的正确位置
3 接上后盖处的插头R1.MP和R1.SMB
4 接上地线位置见上图
5 上好后盖的螺栓
6 接好电机1和电机2的插头位置见上图
从SMB里面上好密封盘
接好插头R2.SMB, R1.SMB1-3,
R1.SMB4-6. 接好X8,X9和X10.
如果R1.G被断开了,也请接好.
用螺栓上好SMB盖子
10 上好保护壳的调节盘的两颗螺栓注意:不同的机械手有不同的
调节盘,请选择合适的
11 将电缆保护壳穿过下臂
装回下臂上保护电缆的支架
装回保护到手臂房的支架
确定保护壳没有打搅
14 接上电机3和电机4的所有插头位置见上图
15 接上后面的电缆分离点的插头R2.M5/6 位置见上图
注意上螺栓时,不要将附盘弄弯了M6,两颗
16 上好到手臂房的电缆保护壳的尼龙带位置见上图
轴5-6的电缆保护壳的位置如下图所示
电缆支架,腕节单元
电缆支架,上臂管
轴5电机插头;R4.FB5和R4MP5
上臂管里的插头;R3.FB5和R3.MP5
电缆夹,后面的
电缆保护壳分离点的插头;R2.M5/6
轴6电机插头;R3.FB6和R3.MP6
下面详细叙述如何装回上臂电缆保护壳,而轴5那段单独的到电机的电缆将紧接着在后面讲述
在开始维修机械手之前需仔细阅读下面几条:
-在机器人运行后,电机和齿轮温度都很高,注意烫伤
-关掉所有的电源、液压源及气压源
-当移动一个部位时,做一些必要的措施确保机械手不会倒
下来,如:当拆除轴2的电机时,要固定低处的手臂
电缆保护壳容易损坏,所以要小心,特别是接头处
必须将轴5导向正确的方向来打开轴6电机的盖子
机械手需调整到如下位置:
轴6位置不重要
2 轻轻地将电缆保护壳从后面插入到上臂
3 将上臂管里面的两个插头R3.FB5和位置见上图
R3.MP5连上,并用两颗螺栓将电缆支
架装到管上
装好轴6的电缆,在上臂的正确位置,
轻轻地将插头通过腕节单元顶端的
孔穿过至轴6的电机
如果电缆长了,可以在这个区域
将电缆打个环,并用扎带捆住.
用三颗螺栓上紧电缆支架,腕节单元,
其中后面两颗容易看见,第三颗位于
电缆支架底部的中心
B:电缆支架后面的两颗螺栓
C:电缆支架底部的螺栓
重新连接到轴6电机的插头并装好电机盖子
装好上臂及腕节单元的盖子
确定电缆装正确的,另外,装盖子时,不
要有挤压
A:腕节单元的盖子
B:上臂管的盖子装好保护壳的扎带
装好后面的电缆夹位置见上图
用两颗M6螺栓将后面的电缆分离点位置见上图
的插头连上.注意紧螺栓时,不要把附盘
弄弯了
下面叙述如何装回轴5的电缆
1 接好轴5电机的所有插头
2 用两颗螺栓将电缆出口处的电缆密封盖
装好
3 装好轴5电机的盖子
4 装好腕节单元如何装腕节单元后面有叙述
当进行一次维护(维修,安装或保养)过后,下面几点很重要:
-所有的工具及其它不相关的物品都应拿走,不要留在机械手上了
-所有的正常的安全设备都正确地安装了,如:TPU使能设备
-所有的人都应站在安全范围外
-特别关注前次维修产生的效果
移除整个手臂系统
整个手臂系统的定义就是整个机械手除了基座及轴1变速箱.也就是上下臂,平衡设备及构架,见下图
上臂
下臂
构架
齿轮箱,轴1
基座螺栓
平衡设备
校准滑轮
轴1电机
吊装设备,机械手3HAC 15607-1 说明书3HAC15971-2
标准工具包3HAC 15571-1 内容见维护手册
其它一些特殊的工具会在以后的详细步骤里面指出
在开始维修机械手之前需仔细阅读下面几条:
-在机器人运行后,电机和齿轮温度都很高,注意烫伤
-关掉所有的电源、液压源及气压源
-当移动一个部位时,做一些必要的措施确保机械手不会倒
下来,如:当拆除轴2的电机时,要固定低处的手臂
整个机械手重1300kg!提升工具一定要选足够大的.
操作步骤
见下页
确定机械手的位置如右图所示,
如果不是这个位置,必须运行到
如右图所示.
手动松开刹车见安装手册里的
“手动松开刹车章节”
将轴1齿轮箱的油排出详见维护手册的换瘦1齿轮箱章节取下轴1电机详见后面的取下电机章节
将起重机运行到机械手上方
装好吊装设备并按说明调节位置吊装设备序列号前面已经指出
如何调整吊装设备见说明书.必须按
说明进行吊装
将构架底部的校准滑轮取下位置见上图
松开基座上的24颗螺栓,将手臂位置见上图
系统取下
升起手臂系统并放到安全区域吊装的时候确定所有吊钩及附件都在
正确位置! 尽管移动机械手的速度很
慢,但也一定不要倾斜
装回整个手臂系统
整个手臂系统的定义就是整个机械手除了基座及轴1变速箱.也就是上下
臂,平衡设备及构架,见下图
上臂
下臂
构架
齿轮箱,轴1
基座螺栓及垫圈(24套)
平衡设备
校准滑轮
轴1电机
吊装设备,机械手3HAC15607-1 说明书3HAC15971-2
导针, M12x130 用于装回机械手的时候
引导机械手.通常用一
对.
标准工具包3HAC1551-1 内容见维护手册
其它工具见详细叙述的步骤里面的说明
在开始维修机械手之前需仔细阅读下面几条:
-在机器人运行后,电机和齿轮温度都很高,注意烫伤
-关掉所有的电源、液压源及气压源
-当移动一个部位时,做一些必要的措施确保机械手不会倒
下来,如:当拆除轴2的电机时,要固定低处的手臂
整个机械手重1300kg!提升工具一定要选足够大的.
按照说明书提示装好吊装设备序列号上面已经指出
吊起整个手臂系统并以低速移动,但不当吊起机械手时,确定所有的吊钩
要倾斜及附件在正确位置
调节链条长度见说明书
ABB机器人的程序编程
ABB[a]-J-6ABB 机器人的程序编程 6.1 任务目标 ?掌握常用的 PAPID 程序指令。 ?掌握基本 RAPID 程序编写、调试、自动运行和保存模块。 6.2 任务描述 ?建立程序模块test12.24,模块test12.24 下建立例行程序main 和Routine1,在main 程序下进行运动指令的基本操作练习。 ?掌握常用的RAPID 指令的使用方法。 ?建立一个可运行的基本 RAPID 程序,内容包括程序编写、调试、自动运行和保存模块。 6.3 知识储备 6.3.1 程序模块与例行程序 RAPID 程序中包含了一连串控制机器人的指令,执行这些指令可以实现对机器人的控制操作。应用程序是使用称为RAPID 编程语言的特定词汇和语法编写而成的。RAPID 是一种英文编程语言,所包 含的指令可以移动机器人、设置输出、读取输入,还能实现决策、重复其他指令、构造程序、与系统操作
员交流等功能。RAPID 程序的基本架构如图所示: RAPID 程序的架构说明: 1)RAPID 程序是由程序模块与系统模块组成。一般地,只通过新建程序模块来构建机器人的程序,而系统模块多用于系统方面的控制。2)可以根据不同的用途创建多个程序模块,如专门用于主控制的程序模块,用于位置计算的程序模块,用于存放数据的程序模块,这样便于归类管理不同用途的例行程序与数据。 3)每一个程序模块包含了程序数据、例行程序、中断程序和功能四种对象, 但不一定在一个模块中都 有这四种对象,程序模块之间的数据、例行程序、中断程序和功能是可以互相调用的。
4)在RAPID 程序中,只有一个主程序main,并且存在于任意一个程序模块中,并且是作为整个RAPID 程序执行的起点。操作步骤:1. 单击“程序编辑器”,查看 RAPID 程序。文 6.3.2 在示教器上进行指令编程的基本操作 ABB 机器人的RAPID 编程提供了丰富的指令来完成各种简单与复 杂的应用。下面就从最常用的指令开始
ABB机器人SmarTac程序实例.doc
一、SmarTac 程序实例 在实际的应用中,smartac有两种方法对焊缝进行纠偏,第一种是用search1D指令检测单个焊缝的偏移,比如寻找起弧点和收弧点,寻找的方向可以使1维的也可以是2维和3维的。这种方法适用于每一条焊缝的变化都是相对对立的并且焊缝相对于检测方向不能有太大的角度变化,比如开关柜。这种方法是直接找到偏移量然后用P-disp frame(P-DispSet指令)直接在工件坐标系里面偏移相应的坐标值。例如: 找点程序 PDispOff; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D Cs2401, *, scp2_4_x, v100, tSensor\WObj:=Wobj_StnA\SchSpeed:=3; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D Cs2401,*,scp2_4_z,v100, tSensor\WObj:=Wobj_StnA\PrePDisp:=Cs2401\SchSpeed:=3; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1DCs2401,*,scp2_4_y,v100, tSensor\WObj:=Wobj_StnA\PrePDisp:=Cs2401\SchSpeed:=3; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D s2400,*, sp2400_x, v100, tSensor\WObj:=Wobj_StnA\SchSpeed:=3; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D s2400, *, sp2400_y, v100, tSensor\WObj:=Wobj_StnA\PrePDisp:=s2400\SchSpeed:=3; PDispSet Cs2401 MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; ArcLStart p2401, v1000, seam1,wd01_16\Weave:=Weave1,fine, tWeldGun\Wobj:=Wobj_StnA; PDispoff; PDispSet Cs2400; ArcLEnd p2400, v1000, seam1, wd01_16\Weave:=weave1, fine, tWeldGun\WObj:=Wobj_StnA; PDispOff;
ABB机器人程序实例
MODULE MainModule CONST robtarget pHome:=[[1525.42,272.18,1873.69],[4.42963E-05,0.699969,-0.7141 73,-2.80277E-05],[0,-1,- 1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9 E+09]]; CONST robtarget pPrePickMould:=[[1653.99,272.19,1779.41],[5.83312E-05,0.69997, -0.714172,-3.47922E-05],[0,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9 E+09,9E+09]]; CONST robtarget pPrePickClapboard:=[[2036.17,- 741.24,1235.05],[0.678651,0.73435 ,-0.0119011,0.00467586],[-1,-2,2,0],[9E+09,9E+09,9E+09,9E+09,9 E+09,9E+09]]; CONST robtarget pPickMould:=[[1943.13,173.08,630.89],[4.66987E-05,0.699977,-0.7 14166,-3.24109E-05],[0,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+0 9,9E+09]]; CONST robtarget pPickClapboard:=[[1943.19,173.08,620.72],[1.61422E-05,0.699977, -0.714165,-7.62858E-06],[0,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9 E+09,9E+09]]; robtarget pPrePlace:=[[785.90,- CONST 957.40,1722.38],[0.00231652,0.0492402,-0.99 8779,-0.00310842],[-1,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09, 9E+09]]; CONST robtarget pPrePlace10:=[[-277.40,-
ABB机器人程序实例ROBOT studio 6.01(附带与工业相机网络通讯实例)
ABB机器人(ROBOT studio 6.01)程序实例MODULE MainModule PERS tooldata tGripper:=[TRUE,[[0.533078,1.51617,583.739],[1,0,0,0]],[30,[0,0,50],[1,0,0,0],0,0,0] ]; TASK PERS wobjdata VisionWobj:=[FALSE,TRUE,"",[[0,0,0],[1,0,0,0]],[[-934.534,1807.34,-76.7707],[0.4 00996,0.0128267,-0.0292473,-0.915523]]]; TASK PERS wobjdata WobjCompressor1:=[FALSE,TRUE,"",[[518.656,-1088.9,164.25],[0,0,0,1]],[[686.65 1,296.298,-588.529],[0.917114,1.69419E-06,-7.35001E-05,-0.398626]]]; TASK PERS wobjdata WobjCompressor2:=[FALSE,TRUE,"",[[518.656,-1088.9,164.25],[0,0,0,1]],[[-944.87 1,-657.402,-323.406],[0.918098,-1.98999E-05,-6.49686E-06,0.396353]]]; PERS wobjdata WobjCompressor; VAR robtarget pActualPos; VAR socketdev server_socket; VAR socketdev client_socket; VAR string client_ip; VAR string stReceived; VAR num NumCharacters:=9; VAR bool bOK; PERS num nXOffs; PERS num nYOffs; PERS num nAngleOffs; VAR string XData:=""; VAR string YData:=""; VAR string AngleData:=""; VAR num nPresenceOrAbsence; PERS num nPickH:=-400; PERS num nCountX; PERS num nCountY; PERS num nCountZ; PERS num nCount; VAR num nPlaceNo; PERS bool bSMPreOrAbs; PERS bool bInpos; VAR robtarget PVision; VAR robtarget Vision; VAR robtarget ppPick; VAR robtarget pPick;
ABBaJABB机器人高级编程
ABB[a]-J-8ABB机器人高级编程 8.1任务目标 ?掌握ABB机器人RAPID高级编程方法。 ?掌握常用的RAPID程序指令。 8.2任务实施 8.2.1事件程序EventRoutine Event Routine是使用RAPID指令编写的例行程序去响应系统事件的功能。 比如在系统启动时,检查IO输入信号的状态,就可通过Event Routine来完成。 要注意的是,在Event Routine中不能有移动指令,也不能有太复杂的逻辑判断,防止程序死循环,影响系统的正常运行。 下面我们就以响应系统事件POWER_ON为例子,进行此功能的说明。 任务描述:编写rEvent例行程序,打印“Start OK”字样,如果在开启后屏幕上显示,则说明这个例行程序与POWER_ON系统事件关联。 MultiTasking就是在有一个在前台运行用于控制机器人逻辑运算和运动的RAPID程序的同时,后台还有与前台并行运行的RAPID程序,也就是我们所说的多任务程序了。 *系统需要623-1 MultiTasking选项。 多任务程序最多可以有20个不带机器人运动指令的后台并行的RAPID程序。多任务程序可用于机器人与PC之间不间断的通讯处理,或作为一个简单的PLC进行逻辑运算。后台的多任务程序在系统启动的同时就开始连续的运行,不受机器人控制状态的影响。 多任务程序——任务间数据通讯的方法: ◆任务间是可以通过程序数据进行数据的交换。 ◆在需要数据交换的任务中建立存储类型为可变量而且名字相同的程序数据。 ◆在一个任务中修改了这个数据的数值,在另一个任务中名字相同的数据也会随之更新。
ABB机器人-高级编程
6.8高级编程 6.8.1.映射程序、模块或例行程序 映射 映射可在特定的映射面上创建程序、模块或例行程序的副本。映射功能可以应用于任何程序、模块或例行程序。映射可以通过两种不同的方法完成: ?基础框架坐标系上的默认值。映射过程将在基础框架坐标系的xz平面上进行。特定程序、模块或者例行程序的指令使用过的所有位置和工件框架都将 被映射。定位定向轴x和y将被映射。 ?趋近于一个特定的映射框架。将在一个特定的工件框架的xy平面内进行映射操作,影射框架。映射特定程序、模块和例行程序中的所有位置。如果指令中的工件变元并非映射对话中的特定变元,影射操作中将会使用指令中的工件。也可能会确定定位定向系中那两条轴(x和z或者y和z)将被映射。
6.8.2.修改和调节位置 概述 位置是robtarget或jointtarget数据类型实例。只要您在软键盘上输入偏移值就可以通过HotEdit调节位置。偏移值与位置初始值一起使用。您也可以利程序编辑器或运行时窗口中的修改位置功能进行位置修改,将机器人步进或微调至新位置。位置的修改值将覆盖初始值。 注意 更改预设位置可能会显著改变机器人移动模式。请始终确保任何更改考虑到设备和人员的安全。数组中的位置当位置被列为数组时,根据数组在移动指令中的索引方式,修改或调节的步骤可能稍有不同。 注意:jointtargets只能使用程序编辑器以及运行时窗口中的修改位置方法进行修改,而不能使用HotEdit修改。 附注 您的系统可能在位置修改方式上受限。您可以使用系统参数(主题Controller,类 型ModPos Settings)对距离进行限制,并限制哪些位置可使用UAS修改。 6.8.3.在程序编辑器或运行时窗口 概述
abb机器人程序实例
如对您有帮助,请购买打赏,谢谢您!MODULE MainModule CONST robtarget pHome:=[[1525.42,272.18,1873.69],[4.42963E-05,0.699969,-0.7141 73,-2.80277E-05],[0,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+09,9 E+09]]; CONST robtarget pPrePickMould:=[[1653.99,272.19,1779.41],[5.83312E-05,0.69997, -0.714172,-3.47922E-05],[0,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9 E+09,9E+09]]; CONST robtarget pPrePickClapboard:=[[2036.17,-741.24,1235.05],[0.678651,0.73435 ,-0.0119011,0.00467586],[-1,-2,2,0],[9E+09,9E+09,9E+09,9E+09,9 E+09,9E+09]]; CONST robtarget pPickMould:=[[1943.13,173.08,630.89],[4.66987E-05,0.699977,-0.7 14166,-3.24109E-05],[0,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9E+0 9,9E+09]]; CONST robtarget pPickClapboard:=[[1943.19,173.08,620.72],[1.61422E-05,0.699977, -0.714165,-7.62858E-06],[0,-1,-1,0],[9E+09,9E+09,9E+09,9E+09,9 E+09,9E+09]]; CONST robtarget
ABB机器人的程序编程
ABB[a]-J-6ABB机器人的程序编程 6.1任务目标 ?掌握常用的PAPID程序指令。 ?掌握基本RAPID程序编写、调试、自动运行和保存模块。 6.2任务描述 ◆建立程序模块test12.24,模块test12.24下建立例行程序main和Routine1,在main程序下进行运 动指令的基本操作练习。 ◆掌握常用的RAPID指令的使用方法。 ◆建立一个可运行的基本RAPID程序,内容包括程序编写、调试、自动运行和保存模块。 6.3知识储备 6.3.1程序模块与例行程序 RAPID程序中包含了一连串控制机器人的指令,执行这些指令可以实现对机器人的控制操作。 应用程序是使用称为RAPID编程语言的特定词汇和语法编写而成的。RAPID是一种英文编程语言,所包含的指令可以移动机器人、设置输出、读取输入,还能实现决策、重复其他指令、构造程序、与系统操作员交流等功能。RAPID程序的基本架构如图所示:
RAPID程序的架构说明: 1)RAPID程序是由程序模块与系统模块组成。一般地,只通过新建程序模块来构建机器人的程序,而系统模块多用于系统方面的控制。 2)可以根据不同的用途创建多个程序模块,如专门用于主控制的程序模块,用于位置计算的程序模块,用于存放数据的程序模块,这样便于归类管理不同用途的例行程序与数据。 3)每一个程序模块包含了程序数据、例行程序、中断程序和功能四种对象,但不一定在一个模块中都有这四种对象,程序模块之间的数据、例行程序、中断程序和功能是可以互相调用的。 4)在RAPID程序中,只有一个主程序main,并且存在于任意一个程序模块中,并且是作为整个RAPID 程序执行的起点。 操作步骤:
ABB机器人编程技巧
1.ABB机器人Pdisp轨迹偏移使用 1)如果有下图两个产品,已经完成了右边产品轨迹,左边产品估计一样,如何快速生成左边轨迹(左边产品可能有平移和旋转) 2)完成右边轨迹示教Path_30,如上图。起点为Target_20。 3)完成左边起点的示教,为Target_ref_start,如下图。 注:如果左边产品轨迹有旋转,示教的Target_ref_start相对于左边产品的姿态要和Target_20相对于右边产品的姿态一致(此处左边产品旋转了30°,示教的角度z方向也旋转了30°) 4)插入指令如下 MoveJ pHome,v1000,z100,tWeldGun\WObj:=wobj0;//移动到Home位置 Path_30;//运行右边产品轨迹 MoveJpHome,v1000,z100,tWeldGun\WObj:=wobj0;//回到Home MoveJTarget_ref_start,v1000,fine,tWeldGun\WObj:=wobj0;//走到左边产品起点
ConfJ\Off;//因为使用偏移,关闭轴配置监控,否则有可能使用原配置参数导致位置走不到而报 错ConfL\Off;//因为使用偏移,关闭轴配置监控,否则有可能使用原配置参数导致位置走不到而报错PDispOn\Rot,Target_20,tWeldGun;//设定当前位置和Target_20的偏差关系(包括平移和旋转),因为此时机器人停在Target_ref_start起点,即设定左边轨迹和右边轨迹的整体偏移关系。使用\rot表示平移和旋转均计算。如果不使用\rot,则只使用平移,旋转不计算 Path_30;//运行原有轨迹,此时轨迹参考坐标移动关系,机器人实际走左边产品轨迹 PDispOff;//轨迹完成,关闭平移关系 MoveJ pHome,v1000,z100,tWeldGun\WObj:=wobj0; 2.单工位多次预约程序 1)机器人有程序如下。 2) 3)工艺过程如下: 机器人在home等待。有人按过di信号,机器人开始执行。人工可以一次性多次预约,即如果人工一次性按过3次,机器人执行三次 4)我们通过中断来实现。 5)中断的意义为,机器人后台在不断扫描(类似PLC),和机器人前台运动不冲突。后台实时扫描到信号就会去执行设定的中断程序,中断程序里没有运动指令,前台机器人不停,不影响运动 6)新建一个例行程序,取名tr_1,注意:类型选中断(trap)
(完整版)ABB机器人SmarTac程序实例
SmarTac 程序实例在实际的应用中,smartac有两种方法对焊缝 进行纠偏,第一种是用searchlD指令检测单个焊缝的偏移,比如寻找起弧点和收弧点,寻找的方向可以使 1 维的也可以是2维和3维的。这种方法适用于每一条焊缝的变化都是相对对立的并且 焊缝相对于检测方向不能有太大的角度变化,比如开关柜。这种 方法是直 接找到偏移量然后用P-disp frame(P-DispSet指令)直接在工 件坐标系里面偏移相应的坐标值。例如: 找点程序 PDispOff; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D Cs2401, *, scp2_4_x, v100, tSensor\WObj:=Wobj_StnA\SchSpeed:=3; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D Cs2401,*,scp2_4_z,v100, tSensor\WObj:=Wobj_StnA\PrePDisp:=Cs2401\SchSpeed:=3; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1DCs2401,*,scp2_4_y,v100, tSensor\WObj:=Wobj_StnA\PrePDisp:=Cs2401\SchSpeed:=3; MoveL *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D s2400,*, sp2400_x, v100, tSensor\WObj:=Wobj_StnA\SchSpeed:=3; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; Search_1D s2400, *, sp2400_y, v100, tSensor\WObj:=Wobj_StnA\PrePDisp:=s2400\SchSpeed:=3; PDispSet Cs2401 MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; MoveJ *, v1000, z5, tSensor\WObj:=Wobj_StnA; ArcLStart p2401, v1000, seam1,wd01_16\Weave:=Weave1,fine, tWeldGun\Wobj:=Wobj_StnA; PDispoff; PDispSet Cs2400; ArcLEnd p2400, v1000, seam1, wd01_16\Weave:=weave1, fine, tWeldGun\WObj:=Wobj_StnA; PDispOff; 方法2:通过计算工件坐标(oframe)的变化来进行焊缝纠正,原理是当工件坐标系发生变化后,通过寻找在新的工件坐标系中相同坐标点的位置来纠正位置的变化。这个变化指的是焊缝在新坐标系里面的位置和原来的坐标系并没有发生变化而是随着坐标系整体进行了偏移。例如工件整体发生了平移(比如由夹具的定位引起的平移)如果焊缝相对于坐标系的位置发生了变化就不适用了。注:这个程序是通过计算相对坐标系的变化来对焊缝就行纠正的,并不适合所有的焊缝偏移形势。 %%% VERSION:1
ABB机器人程序指令汇总
一指令格式 二指令及其参数 Data := Value AccSet Acc Ramp ActUnit MecUnit Add Name A ddValue Break CallBy Var Name Number Clear Name ClkReset Clock ClkStart Clock ClkStop Clock Close IODevice ! Comment ConfJ [\On] | [\Off] ConfL [\On] | [\Off] CONNECT Interrupt WITH Trap routine
CorrCon Descr CorrDiscon Descr CorrWrite Descr Data CorrClear DeactUnit MecUnit Decr Name EOffsSet EaxOffs ErrWrite [ \W ] Header Reason [ \RL2] [ \RL3] [ \RL4] Exit ExitCycle FOR Loop counter FROM S tart value TO End value [STEP Step value] DO ... ENDFOR GOTO L abel GripLoad Load IDelete Interrupt IF Condition ... IF Condition THEN ... {ELSEIF Condition THEN ...} [ELSE ...] ENDIF Incr Name IndAMove MecUnit Axis [ \ToAbsPos ] | [ \ToAbsNum ] Speed[ \Ramp ]
ABB机器人的程序数据
ABB[a]-J-5ABB机器人的程序数据 5.1任务目标 ?掌握程序数据的建立方法。 ?掌握三个关键程序数据的设定。 ?了解机器人工具自动识别功能。 5.2任务描述 ◆以bool为例,建立程序数据,练习建立num、robtarget程序数据。 ◆设定机器人的工具数据tooldata、工件坐标wobjdata、负荷数据loaddata。 ◆使用LoadIdentify工具自动识别安装在六轴法兰盘上的工具(tooldata)和载荷(loaddata)的重量,以 及重心。 5.3知识储备 5.3.1程序数据 程序数据是在程序模块或系统模块中设定的值和定义的一些环境数据。创建的程序数据由同一个模块或其他模块中的指令进行引用。图中是一条常用的机器人关节运动的指令MoveJ,调用了四个程序数据。 图中所使用的程序数据的说明见表: 程序数据数据类型说明 p10 robtarget 机器人运动目标位置数据 v1000 speeddata 机器人运动速度数据 z50 zonedata 机器人运动转弯数据 tool0 tooldata 机器人工作数据TCP 5.3.2程序数据的类型与分类 1.程序数据的类型分类 ABB机器人的程序数据共有76个,并且可以根据实际情况进行程序数据的创建,为ABB机器人的程序设计带来了无限可能性。 在示教器的“程序数据”窗口可查看和创建所需要的程序数据。
2.程序数据的存储类型 (1)变量VAR 变量型数据在程序执行的过程中和停止时,会保持当前的值。但如果程序指针被移到主程序后,数值会丢失。 举例说明: VAR num length:=0;名称为length的数字数据 VAR string name:=”John”;名称为name的字符数据 VAR bool finish:=FALSE;名称为finish的布尔量数据 在程序编辑窗口中的显示如图: 在机器人执行的RAPID程序中也可以对变量存储类型程序数据进行赋值的操作,如图:
ABB机器人学习_主要看这个讲解
ABB 机器人培训资料 1、安全 自动模式中,任何人不得进入机器人工作区域 长时间待机时,夹具上不宜放置任何工件。 机器人动作中发生紧急情况或工作不正常时,均可使用E-stop键,停止运行(但这将直接使程序终止不可继续) 进行编程、测试及维修等工作时,必须将机器人置于手动模式。 调试机器人过程中,不需要移动机器人时,必须释放使能器。 调试人员进入工作区域时,必须随携带使能器,以防他人操作。 突然停电时,必须立即关闭机器人主电源开头,并取下夹具上的工件。 严禁非授权人员操作机器人。 2、简介 1974 ABB第一台机器人诞生,IRC5为目前最新推出的控制系统。所属机器人大部分用于焊接、喷涂及搬运用。 当前使用的机器人型号为IRB1410,其承重能力为5KG,上臂可承受18KG的附加载荷,这在同类机器人中绝无仅有。最大工作半径1444mm,常用于焊接与范围搬运,具可再扩展一个外部轴的能力。 3、机器人系统简介 机械手为六轴组成的空间六杆开链机构,理论上可达到运动范围内任何一点。每个转轴均带一个齿轮箱,机械手运动精度(综合)达正负0.05mm至正负 0.2mm。六轴均带AC伺服电机驱动,每个电机后均有编码器与刹车。机械手带有串口测量板(SMB),测量板上带有六节可充电的镍铬电池,起到保存数据的作用。机械手带有手动松闸按钮,维修时使用,非正常使用会造成设备或人员被伤害。机械手带有平衡气缸或弹簧。 4、伺服驱动系统
5、IRC5 系统介绍 主电源、计算机供电单元、计算机控制模块(计算机主体)、输入/输出板、Customer connections(用户连接端口)、FlexPendant接口(示教盒接线端)、轴计算机板、驱动单元(机器人本体、外部轴)。
ABB机器人培训内容
一.手动操纵工业机器人 1.单轴运动控制 (1)左手持机器人示教器,右手点击示教器界面左上角的“”来打开ABB 菜单栏;点击“手动操纵”,进入手动操纵界面;如图1-1所示。 图1-1 进入手动操纵界面 (2)点击“动作模式”,进入模式选择界面。选择“轴1-3”,点击“确定”,动作模式设置成了轴1-3,如图1-2所示。 图1-2 模式选择界面 (3)移动示教器上的操纵杆,发现左右摇杆控制1轴运动,前后摇杆控制2轴运动,逆时针或顺时针旋转摇杆控制3轴运动。 (4)点击“动作模式”,进入模式选择界面。选择“轴4-6”,点击“确定”,动作模式设置成了轴4-6,如图1-3所示。 图1-3 “动作模式”的选择 (5)移动示教器上的操纵杆,发现左右摇杆控制4轴运动,前后摇杆控制5轴运动,逆时针或顺时针旋转摇杆控制6轴运动。 【提示】轴切换技巧:示教器上的按键能够完成“轴1-3”和“轴4-6”轴组的切换。 2.线性运动与重定位运动控制 (1)点击“动作模式”,进入模式选择界面。选择“线性”,点击“确定”,动作模式设置成了线性运动,如图1-4所示。 (2)移动示教器上的操纵杆,发现左右摇杆控制机器人TCP点左右运动,前后摇杆控制机器人TCP点前后运动,逆时针或顺时针旋转摇杆控制机器人TCP 点上下运动。 图1-4 线性运动模式操纵界面
(3)点击“动作模式”,进入模式选择界面。选择“重定位”,点击“确定”,动作模式设置成了重定位运动,如图1-5所示。 图1-5 “重定位”动作模式的选择 (4)移动示教器上的操纵杆,发现机器人围绕着TCP运动。 3.工具坐标系建立 工业机器人是通过末端安装不同的工具完成各种作业任务。要想让机器人正常作业,就要让机器人末端工具能够精确地达到某一确定位姿,并能够始终保持这一状态。从机器人运动学角度理解,就是在工具中心点(TCP)固定一个坐标系,控制其相对于基座坐标系或世界坐标系的姿态,此坐标系称为末端执行器坐标系(Tool/Terminal Control Frame,TCF),也就是工具坐标系。默认工具坐标系的原点位于机器人安装法兰的中心,当接装不同的工具(如焊枪)时,工具需获得一个用户定义的工具坐标系,其原点在用户定义的参考点(TCP)上,如图2-1-4所示,这一过程的实现就是工具坐标系的标定。它是机器人控制器所必需具备的一项功能。 a) b) 图1-6 机器人工具坐标系的标定 大多数工业机器人都具备工具坐标系多点标定功能。这类标定包含工具中心点(TCP)位置多点标定和工具坐标系(TCF)姿态多点标定。TCP位置标定是使几个标定点TCP位置重合,从而计算出TCP,即工具坐标系原点相对于末端关节坐标系的位置,如四点法;而TCF姿态标定是使几个标定点之间具有特殊的方位关系,从而计算出工具坐标系相对于末端关节坐标系的姿态,如五点法(在四点法的基础上,除能确定工具坐标系的位置外还能确定工具坐标系的Z轴方向)、六点法(在四点、五点的基础上,能确定工具坐标系的位置和工具坐标系X、Y、Z三轴的姿态)。 为获得准确的TCP,下面分别以四点法和六点法为例进行操作。
ABB机器人~编程基本指令之运动指令
一运动指令MoveJ MoveJ[\Conc,]ToPoint,Speed[\V]│[\T],Zone[\Z][\Inpos], Tool[\WObj]; 1 [\Conc,]:协作运动开关。(switch) 2 ToPoint:目标点,默认为*。(robotarget) 3 Speed:运行速度数据。(speeddata) 4 [\V]:特殊运行速度mm/s。(num) 5 [\T]:运行时间控制s。(num) 6 Zone:运行转角数据。(zonedata) 7 [\Z]:特殊运行转角mm。(num) 8 [\Inpos]:运行停止点数据。(stoppointdata) 9 Tool:工具中心点(TCP)。(tooldata) 10 [\WObj]:工件坐标系。(wobjdata) 11 应用 机器人以最快捷的方式运动至目标点,机器人运动状态不完全可控,但运动路径保持唯一,常用于机器人在空间大范围移动。 12 实例 MoveJ p1,v2000,fine,grip1; MoveJ \Conc,p1,v2000,fine,grip1; MoveJ p1,v2000\V:=2200,z40\Z:=45,grip1; MoveJ p1,v2000,z40,grip1\WObj:=wobjTable; MoveJ p1,v2000,fine\Inpos:=inpos50,grip1;
二运动指令MoveL MoveL[\Conc,]ToPoint,Speed[\V]│[\T],Zone[\Z][\Inpos], Tool[\WObj][\Corr]; 1 [\Conc,]:协作运动开关。(switch) 2 ToPoint:目标点,默认为*。(robotarget) 3 Speed:运行速度数据。(speeddata) 4 [\V]:特殊运行速度mm/s。(num) 5 [\T]:运行时间控制s。(num) 6 Zone:运行转角数据。(zonedata) 7 [\Z]:特殊运行转角mm。(num) 8 [\Inpos]:运行停止点数据。(stoppointdata) 9 Tool:工具中心点(TCP)。(tooldata) 10 [\WObj]:工件坐标系。(wobjdata) 11[\Corr]:修正目标点开关。(switch) 12 应用