第五章 刀具路径切入切出和连接
Issue PMILL 2010
5.1
5. 刀具路径切入切出和连接
简介
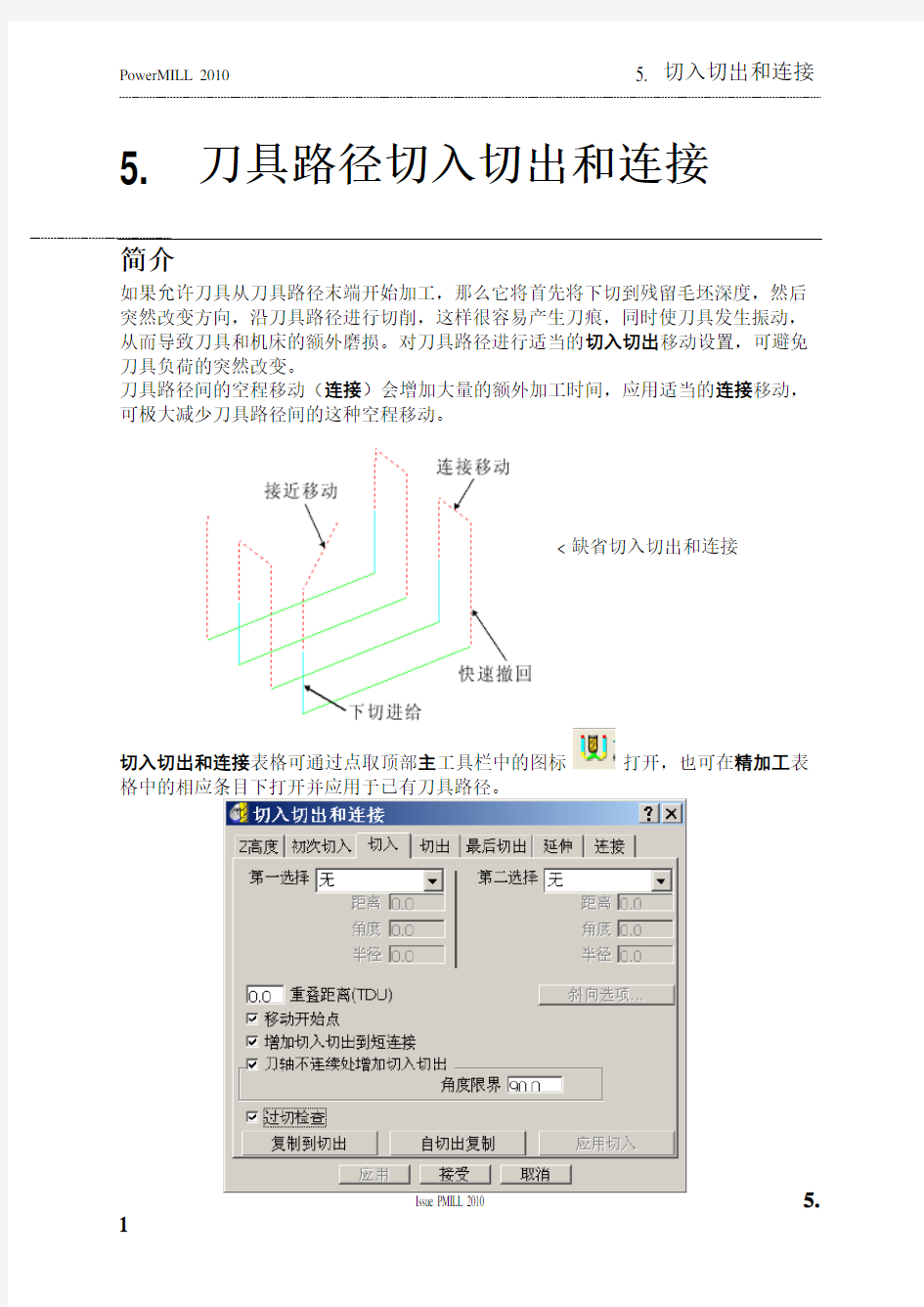
如果允许刀具从刀具路径末端开始加工,那么它将首先将下切到残留毛坯深度,然后突然改变方向,沿刀具路径进行切削,这样很容易产生刀痕,同时使刀具发生振动,从而导致刀具和机床的额外磨损。对刀具路径进行适当的切入切出移动设置,可避免刀具负荷的突然改变。
刀具路径间的空程移动(连接)会增加大量的额外加工时间,应用适当的连接移动,可极大减少刀具路径间的这种空程移动。
< 缺省切入切出和连接
切入切出和连接表格可通过点取顶部主工具栏中的图标 打开,也可在精加工表格中的相应条目下打开并应用于已有刀具路径。
掠过距离和下切距离用来控制刀具在零件之上快速移动的高度。通过设置适当的安全Z高度和开始Z高度,可最大限度减小加工过程中刀具低速移动和不必要的空程移动。
掠过距离–刀具在模型之上从一条刀具路径末端提刀到下一刀具路径始端进行快速移动的相对高度。刀具在掠过距离所设定的高度之上做快进移动,快速跨过模型,到达下一下切位置。
下切距离–工件表面之上的一相对距离,刀具下切到此距离值后将由快进速率下切改变为以下切速率下切。
切入/切出运动
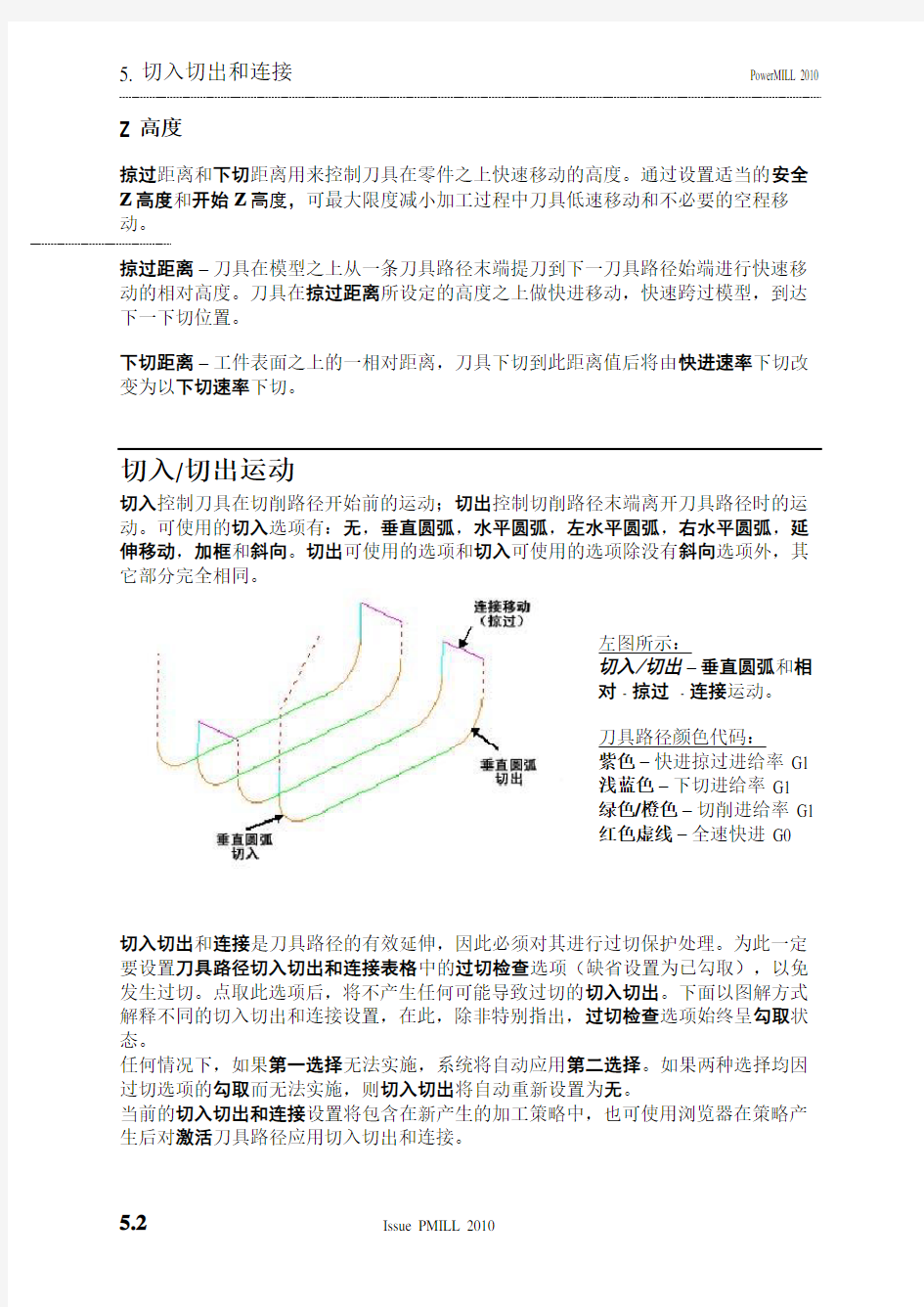
切入控制刀具在切削路径开始前的运动;切出控制切削路径末端离开刀具路径时的运动。可使用的切入选项有:无,垂直圆弧,水平圆弧,左水平圆弧,右水平圆弧,延伸移动,加框和斜向。切出可使用的选项和切入可使用的选项除没有斜向选项外,其它部分完全相同。
左图所示:
切入/切出–垂直圆弧和相
对 - 掠过 - 连接运动。
刀具路径颜色代码:
紫色–快进掠过进给率 G1
浅蓝色–下切进给率 G1
绿色/橙色–切削进给率 G1
红色虚线–全速快进 G0
切入切出和连接是刀具路径的有效延伸,因此必须对其进行过切保护处理。为此一定要设置刀具路径切入切出和连接表格中的过切检查选项(缺省设置为已勾取),以免发生过切。点取此选项后,将不产生任何可能导致过切的切入切出。下面以图解方式解释不同的切入切出和连接设置,在此,除非特别指出,过切检查选项始终呈勾取状态。
任何情况下,如果第一选择无法实施,系统将自动应用第二选择。如果两种选择均因过切选项的勾取而无法实施,则切入切出将自动重新设置为无。
当前的切入切出和连接设置将包含在新产生的加工策略中,也可使用浏览器在策略产生后对激活刀具路径应用切入切出和连接。
Issue PMILL 2010
5.3
? 删除全部并重设表格。
? 从文件选取打开项目并选取只读项目:
D:\users\train\PowerMILL_Data\Projects\LeadsLinks-Start
屏幕上的信息对话视窗告诉我们该项目是只读项目。
我们需复制此项目(保存为),这样便于对项目进行修改。
? 从文件选取保存项目为:- D:\users\training\COURSEWORK\PowerMILL-Projects\LeadsLinks-example
该项目包含一条初加工刀具路径和三条精加工刀具路径。以下范例将演示如何对3条精加工刀具路径设置合适的切入切出和连接。
? 选取 ISO2 查看。
? 右击刀具路径 BN6-fin1 并选取激活。
? 打开切入切出和连接表格。
垂直圆弧切入切出
垂直圆弧切入切出在刀具路径的开始处产生一向下的圆弧运动,在刀具路径的结束处产生一向上的圆弧运动。按缺省设置,在可能出现过切的情况下,将不应用这些运动(勾取了过切检查方框)。
?选取切入页面,在第一选择中选取垂直圆弧,角度90.0,半径6.0,最后点击表格底部的应用。
现在大多数刀路都有一垂直圆弧切入
过程。如果需要,可用同样的方法来设
置切出移动,反之亦然。使用复制到
切出选项可很容易地将这些设置在两者
之间进行复制。
这个区域的切入切出移动并没有改变,
因为使用当前半径圆弧的垂直切入切出
移动会导致过切。
?点击复制到切出按钮。
?应用表格,更新激活的刀具路径。
这样,在不出现过切的刀路,每
条刀路的末端都有一个和切入相
似的切出动作。
这个区域的切入切出移动并没有
改变,因为使用当前半径圆弧的
垂直切入切出移动会导致过切。
Issue PMILL 2010
5.5
? 选取切入页面并在第二选择域选取垂直圆弧,角度 90.0 并将圆弧半径减少为 4.0。
? 和前面一样,点击复制到切出按钮,最后点击应用。
在不出现过切的情况下,系统首先应用半径为6的垂直圆弧切入切出的第一选择。
在应用半径为6的垂直圆弧可能出现过切的位置,系统应用半径为4的垂直圆弧切入切出的第二选择。
在第一选择和第二选择均可能导致过切的区域,将不应用切入切出到该刀具路径区域。
水平圆弧切入切出
设置此选项后将在水平面上产生切入和切出,在此,半径和角度的设置和垂直圆弧相似。这种类型的切入切出最适合于用在一恒定 Z 高度,或是 Z 高度变化较小的刀具路径上。
?右击刀具路径BN6-fin2并选取激活。
?选取ISO1查看。
?打开切入切出和连接表格。
?从主下拉菜单选取工具–重设表格,将切入切出和连接设置回缺省值。
?将切入的第一选择改变为水平圆弧,角度 45,半径 3.0,然后点击复制到切出按钮,最后点击应用。
没有必要输入第二选择,因为水平
圆弧切入切出已出现在全部的刀具
路径中。选取水平圆弧设置后,
PowerMILL将根据其它条件自动
设置圆弧的方向,同时在计算过程
中会顾及过切检查选项。如果由于
勾取了过切选项而无法应用指定的
的切入切出设置,则切入切出路径
仍然保持为缺省的垂直切入切出,
除非不勾取过切检查选项(不建议
这样做)。
?在第一选择–切入中输入距离 5并应用表格。
于是在原始切入路径前增加了一额
外(距离)延伸运动。
Issue PMILL 2010
5.7
延伸
延伸将在刀具路径段已有的切入切出中插入一段额外的切入切出移动。在下面的范例中,我们将在切入切出运动中增加一垂直圆弧 - 延伸移动。
? 选取 ISO2 查看。
? 在切入切出和连接表格中选取延伸页面,向内和向外选项域均选取垂直圆弧,角度 90.0,半径 5.0 。
? 应用表格。
于是全部切入切出移动均增加了一个垂直圆弧延伸。
连接
连接运动是从一条刀具路径末端到下一条刀具路径始端之间的运动。为使刀具在跨过零件过程的运动效率更高,我们总是希望相邻刀具路径间的连接运动的高度尽可能低,在不出现过切的情况下,离工件外表越近越好。
短/长分界值 - 用于区分长/短连接,任何比此值短的值将被认为是短 - 连接 ,任何比此值长的连接将会被认为是长 - 连接。
短连接可使用的选项有:安全、相对、掠过、在曲面上、阶梯下切、直线、圆形圆弧。
长连接其有如下选项:安全、相对和掠过。
安全连接选项仅用在刀具路径的始端和末端,可使用的选项有安全 、 相对和掠过。
对具有 PowerMILL PRO 授权的用户:
对于允许在快进运动过程中进行修圆处理的机床控制系统,可勾取修圆快速移动方框并选取合适的基于刀具直径单位TDU的半径值,这个选项尤其适合于高速加工。
?激活前面在切入切出部分产生的刀具路径bn6-fin1。
?打开切入切出和连接表格。
?从主下拉菜单选取工具–重设表格,回到切入切出和连接的缺省设置状态。?选取Z高度页面,访问掠过距离和下切距离方框。
左图所示的值为临时的缺省值。
掠过距离是刀具路径间刀具在模
型外表之上的一个相对高度。
下切距离是刀具以快进速率下降
到改变为下切进给速率前的一个
相对高度。
?选取连接页面,访问连接运动选项。
?输入长/短分界值3 (连接移动距离小于此值间使用短连接选项,大于此值则使用长连接选项)。
?选取短连接为圆形圆弧,长连接为掠过,缺省为安全高度。
?应用表格。
我们可看到刀具路径中有几个相邻
刀具路径末端间的距离大于长/短分
界值(应用掠过连接的部分)的区
域。
Issue PMILL 2010
5.9
? 改变长/短分界值为 5 并再次应用表格。
我们可看到,增加长/短分界值后,短连接圆形圆弧数显著增加。
除当前的圆形圆弧连接外,其余的撤回和下切运动均因为垂直圆弧切入/切出运动而改善。当前的圆形圆弧连接可通过单独选取撤回或下切移动,然后应用切入切出表格来实现。
? 如下图所示,应用垂直圆弧到切入和切出。
于是垂直圆弧的切入切出即增加到圆形圆弧-短连接移动中。
如果不勾取增加切入切出到短连接方框,则可取消此设置。
?不勾取增加切入切出到短连接
方框。
?应用表格。
从上图可见,短连接(圆形圆弧)中不在存在垂直圆弧-切入切出移动。
局部应用切入切出和连接到单独路径
?按下Shift 键的同时选取其中一条独立的切入切出为垂直圆弧的连接移动。?在切入切出和连接表格中选取切入标签,选取第一选择为延伸移动,距离10。
?点击复制到切出按钮,然后应用表格。
所选的连接移动
如上图所示,所选的垂直圆弧切入切出移动被单独编辑而成为一延伸移动。
?从文件选取保存项目,更新保存的项目。
Issue PMILL 2010
5.11
额外短连接选项
除安全高度、相对和掠过选项外,短连接中还包含在长连接中不包含的以下一些额外选项。
曲面上
沿曲面外形产生无过切的刀具路径连接。
下切
在相邻刀具路径间产生一台阶形无过切的连接。
笔直
直接和下一路径开始处连接的无过切的直线连接。
圆形圆弧
沿表面外形产生无过切的圆形圆弧移动连接。
练习
激活刀具路径 BN6-fin3 并按以下设置应用切入切出和连接表格:
连接:长/短/缺省 – 掠过
切入:第一选择 – 斜向 (选项 – 最大左斜角 4 ,斜向高度 1)
切出:第一选择 – 垂直圆弧 – 角度 90 – 半径 3 ,重叠距离 0.2
重叠距离 是基于刀具直径单位
(TDU )的切入切出和闭合刀具路径段重叠部分的距离。
最后的切入切出和连接将如左图所示。
Pro –修圆快进移动
切入切出和连接
如果机床控制器支持,可将圆弧增加
到快进移动中。
修圆适用于包括掠过在内的全部快进
移动,此选项尤其适合于尽量能够避
免走刀方向发生突然改变的情况,如
高速加工。
修圆快进移动选项位于连接表格中。
勾取修圆快进移动方框即可激活此选项。
圆弧半径通过刀具直径单位 (TDU) 控制。
常见OTDR测试曲线解析
常见OTDR测试曲线解析 一、正常曲线 一般为正常曲线图, A 为盲区, B 为测试末端反射峰。测试曲线为倾斜的,随着距离的曾长,总损耗会越来越大。用总损耗( dB )除以总距离( Km)就是该段纤芯的平均损耗( dB/Km )。 二、光纤存在跳接点 中间多了一个反射峰,因为很有可能中间是一个跳接点,现城域网光缆中,比较常见。如:现主干光缆由汇接局至光缆交接箱,当有需求时,需由光交接箱布放光缆至用户端,光交接箱就需跳纤联接,所以在测试这样的纤芯时,就会出现像图中这样的曲线图。当然也会有例外的情况,总之,能够出现反
射峰,很多情况是因为末端的光纤端面是平整光滑的。端面越平整,反射峰越高。例如在一次中断割接当中,当光缆砍断以后,测试的曲线应该如光路存在断点图所示,但当你再测试时,在原来的断点位置出现反射峰的话,那说明现场的抢修人员很有可能已经把该纤芯的端面做好了。 三、异常情况 出现图中这种情况,有可能是仪表的尾纤没有插好,或者光脉冲根本打不出去,再有就是断点位置比较进,所使用的距离、脉冲设置又比较大,看起来就像光没有打出去一样。出现这种情况,1、要检查尾纤连接情况; 2、就是把OTD R的设置改一下,把距离、脉冲调到最小,如果还是这种情况的话,可以判断: 1、尾纤有问题;2、OTDR 上的识配器问题; 3、断点十分近,OTDR不足以测试出距离来。如果是尾纤问题,只要换一根尾纤就知道,不行的话就要试着擦洗识配器,或就近查看纤芯了。 四、非反射事件
1、这种情况比较多见,曲线中间出现一个明显的台阶,多数为该纤芯打折,弯曲过小,受到外界损伤等因素,多为故障点。 2、若光纤模式、折射率不一样,接续时也会出现此情况,常见光纤G651光纤(标准单模光纤,B1光缆),G653光纤(色散位移光纤,B2光缆)。造成这种现象的原因是由于接头两侧光纤的背向散射系数不一样,接头后光纤背向散射系数大于前段光纤背向散射系数,而从另一端测则情况正好相反,折射率不同也有可能产生增益现象。所以要想避免这种情况,只要用双向测试法就可以了。 五、光纤存在断点 这种情况一定要引起注意!曲线在末端没有任何反射峰就掉下去了,分析:1如果知道纤芯原来的距离,1、在没有到达纤
刀具路径常见问题解答
刀具路径常见问题解答 主要内容 加工基础 刀具与材料 平面雕刻加工 曲面雕刻加工 公共参数 刀具路径管理 典型加工路径 2.1加工基础 1、什么是数控加工? 数控加工就是将加工数据和工艺参数输入机床,机床的控制系统对输入信息进行运算与控制,并不断地向驱动系统发送运动脉冲信号,驱动系统将脉冲信号进行转换与放大处理,然后由传动机构驱动机床运动,从而完成零件加工。 2、数控加工一般包括那些内容? 1)对图纸进行分析,确定加工区域; 2)构造加工部分的几何形状; 3)根据加工条件,选择加工参数,生成加工路径; 4)刀具路径分析、模拟;
5)开始加工; 3、数控系统的控制动作包括那些? 1)主轴的起、停、转速、转向控制; 2)进给坐标轴的坐标、速度、进给方式(直线、圆弧等); 3)刀具补偿、换刀、辅助动作(机台锁紧/松开、冷却泵等开关); 4、常见的数控系统的有那些? Funuc, Siemens, Fidia, Heidenhain, Fagor, Num, Okuma, Deckel, Mitsubishi 5、普通铣削和数控铣削的主要区别是什么? 普通铣削的进给运动以单轴运动为主,数控铣削实现了多轴联动。 6、数控铣削加工常用的刀具是哪些? 面铣刀、立铣刀、盘铣刀、角度铣刀、键槽铣刀、切断铣刀、成型铣刀。 7、数控加工中需要考虑的切削要素包括那些? 主要考虑的因素是最大切除效率和主轴转速,最大切削效率决定于进给速度、吃刀深度、侧向进给量;主轴转速影响切削速度、每齿每转进给量。 8、影响切削加工的综合因素包括那些? 1)机床,机床的刚性、功率、速度范围等 2)刀具,刀具的长度、刃长、直径、材料、齿数、角度参数、涂层等; 3)工件,材质、热处理性能、薄厚等; 4)装卡方式(工件紧固程度),压板、台钳等; 5)冷却方式,油冷、气冷等; 9、数控铣加工的如何分类? 一般按照可同时控制而且相互独立的轴数分类,常见的有两轴加工、两轴半加工、三轴加工、四轴加工、五轴加工。 10、四轴加工的对象是什么? 主要用于加工单个的叶轮叶片、圆柱凸轮等。 11、五轴加工的对象是什么? 主要用于加工整体叶轮、机翼、垂直于曲面的直壁等。
非常全非常详细的MATLAB数字图像处理技术
MATLAB数字图像处理 1 概述 BW=dither(I)灰度转成二值图; X=dither(RGB,map)RGB转成灰度图,用户需要提供一个Colormap; [X,map]=gray2ind(I,n)灰度到索引; [X,map]=gray2ind(BW,n)二值图到索引,map可由gray(n)产生。灰度图n默认64,二值图默认2; X=graylice(I,n)灰度图到索引图,门限1/n,2/n,…,(n-1)/n,X=graylice(I,v)给定门限向量v; BW=im2bw(I,level)灰度图I到二值图; BW=im2bw(X,map,level)索引图X到二值图;level是阈值门限,超过像素为1,其余置0,level在[0,1]之间。 BW=im2bw(RGB,level)RGB到二值图; I=ind2gray(X,map)索引图到灰度图; RGB=ind2rgb(X,map)索引图到RGB; I=rgb2gray(RGB)RGB到灰度图。 2 图像运算 2.1 图像的读写 MATLAB支持的图像格式有bmp,gif,ico,jpg,png,cur,pcx,xwd和tif。 读取(imread): [1] A=imread(filename,fmt) [2] [X,map]=imread(filename,fmt) [3] […]=imread(filename) [4] […]=imread(URL,…) 说明:filename是图像文件名,如果不在搜索路径下应是图像的全路径,fmt是图像文件扩展名字符串。前者可读入二值图、灰度图、彩图(主要是RGB);第二个读入索引图,map 为索引图对应的Colormap,即其相关联的颜色映射表,若不是索引图则map为空。URL表示引自Internet URL中的图像。 写入(imwrite): [1] R=imwrite(A,filename,fmt); [2] R=imwrite(X,map,filename,fmt); [3] R=imwrite(…,filename); [4] R=imwrite(…,Param1,V al1,Param2,Val2) 说明:针对第四个,该语句用于指定HDF,JPEG,PBM,PGM,PNG,PPM,TIFF等类型输出文件的不同参数。例如HDF的Quality,Compression,WriteMode;JPEG的BitDepth,Comment:Empty or not,Mode:lossy or lossless,Quality等。 2.2 图像的显示 方法1:使用Image Viewer(图像浏览器),即运用imview函数。 同时显示多帧图像的所有帧,可用到montage函数。
炉温测试板制作及曲线测试规范(20200517094721)
炉温测试板制作及曲线测试规范 1、目的: 规范SMT炉温测试方法,为炉温设定、测试、分析提供标准,确保产品质量。为炉温曲线的 制作、确认和跟踪过程的一致性提供准确的作业指导; 2、范围: 本规范适用于公司PCBA部SMT车间所有炉温设定、测试、分析及监控。 3.定义: 3.1升温阶段:也叫预热区,从室温到120度,用以将PCBA从环境温度提升到所要求的活性 温度;升温斜率不能超过3°C度/s;升温太快会造成元件损伤、会出现锡球现象,升 温太慢锡膏会感温过度从而没有足够的时间达到活性温度;通常时间控制在60S左右; 3.2恒温阶段:也叫活性区或浸润区,用以将PCBA从活性温度提升到所要求的回流温度; 一是允许不同质量的元件在温度上同质;二是允许助焊剂活化,锡膏中挥发性物质得到 有利挥发,一般普遍的锡膏活性温度是120-150度,时间在60-120S之间,升温斜率一 般控制在1度/S左右;PCBA上所有元件要达到熔锡的过程,不同金属成份的锡膏熔点 不同,无铅锡膏(SN96/AG3.5/CU0.5)熔点一般在217-220度,有铅(SN63/PB37)一 般在183度含银(SN62/PB36/AG2)为179度; 3.3回流阶段:也叫峰值区或最后升温区,这个区将锡膏在活性温度提升到所推荐的峰值温 度,加热从熔化到液体状态的过程;活性温度总是比熔点低,而峰值温度总在熔点之上, 典型的峰值温度范围是(SN63/PB37)从205-230度;无铅(SN96/AG3.5/CU0.5)从235-250 度;此段温度设定太高会使升温斜率超过2-5度/S,或达到比所推荐的峰值高,这种情 况会使PCB脱层、卷曲、元件损坏等;峰值温度:PCBA在焊接过程中所达到的最高温度; 3.4冷却阶段:理想的冷却曲线一般和回流曲线成镜像,越是达到镜像关系,焊点达到的固 态结构越紧密,焊点的质量就越高,结合完整性就越好,一般降温斜率控制在4度/S; 4、职责: 4.1 工程部 4.1.1工程师制定炉温测试分析标准,炉温测试员按此标准测试、分析监控炉温。 4.1.2 指导工艺技术员如何制作温度曲线图; 4.1.3 定义热电偶在PCB上的测试点,特别是对一些关键的元件定位; 4.1.4基于客户要求和公司内部标准来定义温度曲线的运行频率;
动态模量主曲线生成方法
主曲线使用方法 主曲线是一种将有限试验结果扩展至无限范畴的方法,它的前提是实验材料的力学特性具有时温特效,尤其是有机材料。 在时间历程上,测试4-5个温度(或者荷载)条件下的试验数据,然后,将其绘制在时间(x)-试验数据(y)的双对数log-log坐标轴上,使用时-温转换,得到主曲线。时-温转化的方法一般是,首先选择关注温度,并将该温度作为主温度;然后,顺次将不同温度下的数据沿时间(x)轴进行平移,平移多少由转换因子大小决定;最终,得到主曲线。 转换因子大小与温度值有关,可以选择WLF公式,也可以选择Arrhenius(阿尼乌斯)公式来计算,二者均可以从很多文献里获取。当不同的温度的曲线向主温度曲线处平移时,转换因子的正负便与平移方向有关,向左移是“+”,向右移是“-”(突然想起高中数学老师教的“+左-右”)。 有了上边的基本概念,就可以进行实际操作了,很简单,所有的操作都是在EXCEL表格里进行(在雅虎搜索里输入NCHRP09-29_mastersolver2-2.xls,点搜索后获取),只是要保证EXCEL 里装了solver规划求解宏(以OFFICE2007为例,点击左上角windows-Excel选项-加载项-规划求解加载项-转到-规划求解加载项-确定,如下图所示)。
在EXCEL表格DATA的sheet里,输入动态模量值和混合料其他体积参数,然后进入FIT的sheet里,将C4:C7里的数据拷贝到B4:B7,点击“规划求解”启动宏,目标单元格选择为Ⅰ23,“等于”这一项选择“最小值”,可变单元格选择为B4:B7,点击“求解”便可得到最小二乘法所列的最佳值。一般情况下,只需要一次计算就够了,个别的情况,可在使用一次规划求解,看看计算的结果不会变为止(第二次规划求解时不需要再拷贝C4:C7的数据)。
课题4二维刀具路径
课题4 二维刀具路径 4.1 工作设定 工作设定包括工件原点、工件尺寸、工件类型等,用户可以通过上图的对话框对工件属性进行具体设定。4.2 外形铣削(Contour) 外形铣削加工即沿着由串连曲线所定义的外形轮廓线生成铣削加工路径。利用该命令可以生成2D或3D 的外形刀具路径,2D外形刀具路径的切削深度固定不变,而3D外形刀具路径的切削深度随串连外形的高度变化。
?加工高度设置 安全高度(Clearance):是指数控加工中基于换刀和装夹工件而设定的高度,也是加工程序的起始与结束高度,通常一个工件加工完毕后刀具所停留的高度应高于工件与夹具的最高点。 参考高度(Retract):又称为工件的安全高度,设置值一般高于工件的最高点,在每道工序完成后刀具将退至此高度再进行下一工序的切削。 进给下刀位置(Feed plane):又称为工序的安全位置,设置值一般高于工件的最高点,刀具快速移动到此高度后将会以切削进给速度开始进刀切削。 工件表面(Top of stock):用于定义工件表面的坐标位置,其参数设定需根据坐标的设置位置而定。 深度(Depth):用于定义工件的加工深度。 ?刀具补偿设置 ●补正形式 电脑:计算刀具加工路径时,计算机自动将刀具中心向指定方向偏移刀具半径的距离,产生的NC 程序中不再含有刀具半径补偿指令(G42/G42),补偿方向可指定左补偿或右补偿。 控制器:计算刀具路径时不考虑刀具因素,在加工切削时由机床控制器进行半径补偿,输出的NC 程序中含有刀具半径补偿指令。 磨损:系统将同时采用计算机与控制器补偿,且补偿方向相同。由计算机补偿计算的刀具半径为理想半径尺寸(未磨损),而由控制器补偿的半径则为刀具磨损量值(负值)。 两者磨损:系统将同时采用计算机与控制器补偿,但补偿方向相反,即当计算机左补偿时,控制器采用右补偿。 关:不补偿,刀具中心与工件轮廓重合。 ●补正方向
灰度图像的ASCII图像生成
课程设计实验报告 设计题目:灰度图像的ASCII图像生成 学院:电子工程学院 专业:电子信息工程 班级: 学号: 姓名: 电子邮件: 日期: 2013 年 9 月 成绩: 指导教师:
电子工程学院 课程设计任务书 学生姓名指导教师邓成 学生学号专业电子工程学院 题目灰度图像的ASCII图像生成 一.设计概述 1.课程设计题目:灰度图像的ASCII图像生成 2.相关知识: 灰度图像:一幅完整的图像,是由红色绿色蓝色三个通道组成的。红色、绿色、蓝色三个通道的缩览图都是以灰度显示的。用不同的灰度色阶来表示“红,绿,兰”在图像中的比重。通道中的纯白,代表了该色光在此处为最高亮度,亮度级别是255。通道是整个Photoshop显示图像的基础。色彩的变动,实际上就是间接在对通道灰度图进行调整。通道是Photoshop处理图像的核心部分,所有的色彩调整工具都是围绕在这个核心周围使用的在计算机领域中,灰度数字图像是每个像素只有一个采样颜色的图像。这类图像通常显示为从最暗黑色到最亮的白色的灰度,尽管理论上这个采样可以任何颜色的不同深浅,甚至可以是不同亮度上的不同颜色。灰度图像与黑白图像不同,在计算机图像领域中黑白图像只有黑色与白色两种颜色;灰度图像在黑色与白色之间还有许多级的颜色深度。但是,在数字图像领域之外,“黑白图像”也表示“灰度图像”,例如灰度的照片通常叫做“黑白照片”。在一些关于数字图像的文章中单色图像等同于灰度图像,在另外一些文章中又等同于黑白图像 ASCII 字符图”这一术语指的是图像的文本表示形式,即使用等宽字体字符(如Courier New 字符)的网格来绘制图像 3设计思路: 将图像内容用ASCII码显示出来主要就是用不同的字符表示灰度,以此来区分不同的灰度值达到将内容可视化的目的,这个道理很简单,实现起来其实也不难,如果是直接输入到控制台或者txt文件的则比较简单,主要是需要设置一下字体的宽高,最好是正方形的,否则看起来会比较别扭。下面一个是将lena缩放到100*100之后在控制台窗口直接显示的截图,采用的字符是标点,字体设置的宽
自由曲面的刀具路径生成与公差分析翻译
自由曲面的刀具路径生成与误差分析 年轻的根莱(美国.德克萨斯州.德克萨斯农机学院.工业工程学院) 2006.1.30收到;2006.4.25接收; 2006.6.12在线提供 摘要:这篇文章集中于发展一种算法,并以这种算法生成满足一定精度的自由曲面的刀具路径,该算法用数学曲线或曲面来表示加工零件,这样我们可以生成可靠的、近于优化的刀具路径以及后续加工的刀位数据,这种算法包括两个部分:第一是进给步长函数,他决定给定公差的两个刀触点之间的最大距离即进给步长,这个函数独立于面类型并且适用于所有的二次可微的连续参数表面,第二部分是行距函数,他决定给定残高的相邻刀具路径之间的最远距离—行距,这个算法在保持给定公差和残高的同时减少了加工制造和计算时间以及刀触点的个数。用三轴洗床加工几种用推荐的算法生成刀触点的零件,分析加工过程生成的刀具路径并比较最终加工生成的零件与所需零件,以此验证这种算法的优点. 关键词:CAD/CAM;刀具路径生成;数控加工;点云法 1.介绍 工艺规划是制造加工的功能之一,他决定使用哪个工艺和参数来将初始零件生成工程图纸预定的最终零件,系统的输入为一个二位或三维的计算机辅助设计模型,这个模型不仅包括形状和尺寸信息,也包括公差和专门的特征,在便于加工制造方面,CAD/CAM系统直接从CAD模型生成数字控制程序,该程序包括了一连串的指令代码,而且数字控制直接影响加工零件的精度和成本,并在被加工零件上产生特定轨迹即刀具路径。在铣削加工中,刀具沿着刀具路径在刀触点作直线远动,曲面近是一段段直线段如图一所示,由偏差控制的近似直线的精确度叫做误差,如图一相邻刀具路径之间有残留物,洗削加工后需要进行磨削加工来是表面广整,然而消除相邻路径之间的残高的磨削加工是非常好时和昂贵的,大的残高增加了加时间和成本。因此适合的刀具路径对于减少再次加工(入磨削和抛光)是非常重要的。对于给定的公差和高用较少的刀触点来生成刀具路径也是非常重要的,因为我们认为直线段越多,加工时间越长,刀触点之间线段长度叫做进给步长,记为S,最大允许偏差是指公差记为e,如图一所示,更进一步说,相邻刀具路径之间的距离叫做行距,把它记为g,最大允许残高叫做残高记为h,如图一,e与h的值先被确定,然后由他们确定s和g值。 这篇文章中,我们为给定公差和残高的自由曲面的刀具路径生成提供了新的方法,然后用建议的算法生成数控代码,再用此数控代码加工真实零件,以验证零件的精度。
Mastercam挖槽加工刀具路径操作举例
Mastercam挖槽加工刀具路径操作举例 挖槽铣削用于产生一组刀具路径去切除一个封闭外形所包围的材料,或者一个铣平面,也可以粗切削一个槽。挖槽加工刀具路径由两组主要的参数来定义:挖槽参数和粗加工/精加工参数。下面接着上面的例子介绍挖槽加工刀具路径的生成。挖槽铣削刀具路径构建步骤: (1)Main menu→Toolpaths→Pocket→Solids,首先将如图j所示的Edges、Loop项设置为N,Faces项设置为Y。然后选择所加工零件的内部型腔底面轮廓,连续选择Done,系统弹出如图k所示挖槽对话框。 (2)设置Tool parameters项,由于该槽需要粗加工和精加工两道工序,首先生成粗加工刀具路径,故在此选择直径为15mm的端铣刀进行粗加工。 (3)设置Pocketing parameters项参数。各参数项的意义如下: 1)Machining direction栏 设置加工方向。铣削的方向可以有两种,顺铣和逆铣。顺铣指铣刀的旋转方向和工件与刀具的相对运动进给方向相同;逆铣指铣刀的旋转方向与刀具的进给方向相反。 2)Depth cuts 项 本项的参数大部分与轮廓铣削相同,只是增加了一项Use island depth一项,该项用于选择是否接受槽内的岛屿高
度对挖槽的影响,如果接受岛屿高度的影响,挖槽时会依岛屿的高度将岛屿和海的高度差部分挖掉;若关闭该选项,刀具路径绕过岛屿。 3)Facing 项 Facing对话框各参数的意义: ①overlap percentage:可以设置端面加工的刀具路径,重叠毛坯外部边界或岛屿的刀具路径的量,该选项是清除端面加工刀具路径的边,并用一个刀具直径的百分率来表示。该区域能自动计算重叠的量。也就是说刀具可以超出挖槽地边界扩大挖槽的范围。 ②overlap amount:可以设置端面加工刀具路径重叠毛坯外部边界或岛屿的量,该选项能清除端面加工刀具路径的边,并在XY轴作为一个距离计算,该区域等于重叠百分率乘以刀具直径。 ③Approach distance:该距离参数是确定从工件至第一次端面加工的起点的距离,它是输入点的延伸值。 ④Exit distance:退刀线的线长。 ⑤Stock about islands:可以在岛屿上表面留下设定余量。 4)remachining项 remachining项用于重新计算在粗加工刀具不能加工的毛坯面积,构建外形刀具路径去除留下的材料,留下的材料可根据以前的操作和刀具尺寸进行计算。 5)Open项 通过对Open项参数的设置可以忽略岛屿进行挖槽加工。 6)Advanced项 Advanced项对话框部分参数解释: = 1 \* GB3 ①Tolerance for remachining and constant overlap 使用螺旋下刀的方式加工或者做残料清角。公差值是由刀具的百分比运算得到,一个小的公差值可构建一个精密的刀具路径。残料加工时,一个较小公差可产生较大的加工面积,输入下面两个公差值的任一个:Percent for tool:设置公差是用刀具直径的指定百分率。 Tolerance:直接指定距离来设置公差。 = 2 \* GB3 ②Display stock for constant overlap spiral:选择该选项可以显示刀具切除的毛坯。 (4)选择roughing/finishing parameters对话框,得到如图m所示对话框。roughing/finishing parameters参数对话框部分参数解释: 1)rough:选择铣削图像中的一种方法,作挖槽铣削,每一种粗加工型式有图示说明。 = 1 \* GB3 ①Zigzag:双向切削,该方式产生一组来回的直线刀具路径来粗铣挖槽。刀具路径的方向是由粗切角
彩色图像的灰度化处理
第1章绪论 1.1数字图像 数字图像,又称数码图像或数位图像,是二维图像用有限数字数值像素的表示。数字图像是由模拟图像数字化得到的、以像素为基本元素的、可以用计算机或数字电路存储和处理的图像。 像素(或像元,Pixel)是数字图像的基本元素,像素是在模拟图像数字化时对连续空间进行离散化得到的。每个像素具有整数行(高)和列(宽)位置坐标,同时每个像素都具有整数灰度值或颜色值。 通常,像素在计算机中保存为二维整数数阻的光栅图像,这些值经常用压缩格式进行传输和储存。数字图像可以许多不同的输入设备和技术生成,例如数码相机、扫描仪、坐标测量机、seismographic profiling、airborne radar等等,也可以从任意的非图像数据合成得到,例如数学函数或者三维几何模型,三维几何模型是计算机图形学的一个主要分支。数字图像处理领域就是研究它们的变换算法。 1.2设计平台 本次设计采用的平台是MATLAB 7.0。MATLAB编程语言被业界称为第四代计算机语言,它允许按照数学推导的习惯编写程序。MATLAB7.0的工作环境包括当前工作窗口、命令历史记录窗口、命令控制窗口、图形处理窗口、当前路径选择菜单、程序编辑器、变量查看器、模型编辑器、GUI编辑器以及丰富的函数库和MATLAB附带的大量M文件。 MATLAB是由美国Math Works公司生产的一个为科学和工程计算专门设计的交互式大型软件,是一个可以完成各种计算和数据处理的、可视化的、强大的计算工具。它集图示和精确计算于一身,在应用数学、物理、化工、机电工程、医药、金融和其他需要进行复杂计算的领域得到了广泛应用。MATLAB作为一种科学计算的高级语言之所以受欢迎,就是因为它有丰富的函数资源和工具箱资源,编程人员可以根据自己的需要选择函数,而无需再去编写大量繁琐的程序代码,从而减轻了编程人员的工作负担,被称为第四代编程语言。 在MATLAB设计环境中,图像处理工具箱提供一套全方位的参照标准算法
mastercam二维零件设计及轮廓加工刀具路径
第2章二维零件设计及轮廓加工刀具路径二维零件设计是MasterCAM造型设计的基础,应用非常广泛。本章通过一个典型零件说明MasterCAM的零件造型、设计方法、编辑技巧及二维轮廓刀具路径的生成方法。 2.1 零件设计过程及典型编辑方法的应用 图2-1 图2-2 图2-1a为零件的立体图,图2-1b为此零件的标注尺寸,图2-2为加工过程仿真后的效果
图。 以下操作步骤为图2-1a中零件的设计、编辑过程。 步骤一基本设置 层(Level):1 颜色(Color):绿色(10) Z向深度控制:0 线型(Style):实线(Solid) 线宽(Witdth):2 绘图面(Cplane):俯视图(T) 视图面(Gview):俯视图(T) 步骤二建立工件设计坐标系,绘制一矩形 按功能键F9,在屏幕中间出现一个十字线,即为工件设计坐标系。 绘制矩形方法如下:选择主菜单(Main Menu)-绘图(Create)-矩形(Rectangle)-两点(2 points) 输入左上方端点:-40,50 回车 右下方端点:0,-50 回车 结果如图2-3所示。
图2-3 图2-4 步骤三绘制圆 选择主菜单(Main Menu)-绘图(Create)-圆弧(Arc)-圆心、半径(Circ pt+rad) 输入半径:50 回车 圆心:-80,0 回车 按Esc键结束绘制圆。结果如图2-4所示。 步骤四打断圆与直线 选择主菜单(Main Menu)-修整(Modify)-打断(Break)-两段(2 pieces) 用鼠标拾取图2-4中的圆C1,并拾取断点位置于圆上P1位置,则圆被打断为两段,断点分别为P1和P2,如图2-4所示; 拾取图2-4中的直线L1,并拾取断点位置于直线中点P3位置; 打断后的图素与原图素只有拾取图素时才能分辨出,拾取选中的部分,颜色会发生变化。 步骤五修剪 选择主菜单(Main Menu)-修整(Modify)-修剪(Trim)-两图素(2 entities) 用鼠标分别拾取图2-4所示的直线L1上位置P4和圆C1上位置P5,得到图2-5;
常见OTDR测试曲线解析80569
常见OTDR测试曲线解析 一、正常曲线 一般为正常曲线图, A 为盲区,B 为测试末端反射峰。测试曲线为倾斜的,随着距离的曾长,总损耗会越来越大。用总损耗( dB )除以总距离(Km)就是该段纤芯的平均损耗(dB/Km )。 二、光纤存在跳接点 中间多了一个反射峰,因为很有可能中间是一个跳接点,现城域网光缆中,比较常见。如:现主干光缆由汇接局至光缆交接箱,当有需求时,需由光交接箱布放光缆至用户端,光交接箱就需跳纤联接,所以在测试这样的纤芯时,就会出现像图
中这样的曲线图。当然也会有例外的情况,总之,能够出现反射峰,很多情况是因为末端的光纤端面是平整光滑的。端面越平整,反射峰越高。例如在一次中断割接当中,当光缆砍断以后,测试的曲线应该如光路存在断点图所示,但当你再测试时,在原来的断点位置出现反射峰的话,那说明现场的抢修人员很有可能已经把该纤芯的端面做好了。 三、异常情况 出现图中这种情况,有可能是仪表的尾纤没有插好,或者光脉冲根本打不出去,再有就是断点位置比较进,所使用的距离、脉冲设置又比较大,看起来就像光没有打出去一样。出现这种情况,1、要检查尾纤连接情况;2 、就是把OTD R的设置改一下,把距离、脉冲调到最小,如果还是这种情况的话,可以判断:1、尾纤有问题;2、OTDR 上的识配器问题;3、断点十分近,OTDR不足以测试出距离来。如果是尾纤问题,只要换一根尾纤就知道,不行的话就要试着擦洗识配器,或就近查看纤芯了。 四、非反射事件
1、这种情况比较多见,曲线中间出现一个明显的台阶,多数为该纤芯打折,弯曲过小,受到外界损伤等因素,多为故障点。 2、若光纤模式、折射率不一样,接续时也会出现此情况,常见光纤G651光纤(标准单模光纤,B1光缆),G653光纤(色散位移光纤,B2光缆)。造成这种现象的原因是由于接头两侧光纤的背向散射系数不一样,接头后光纤背向散射系数大于前段光纤背向散射系数,而从另一端测则情况正好相反,折射率不同也有可能产生增益现象。所以要想避免这种情况,只要用双向测试法就可以了。 五、光纤存在断点 这种情况一定要引起注意!曲线在末端没有任何反射峰就掉下去了,分析:1如果知道纤芯原来的距离,1、在没有到达
自由曲面加工理论与应用(第03讲--刀具路径生成算法概述)
自由曲面加工理论与应用 第03讲--刀具路径生成算法概述
刀具路径生成方法的分类 (Taxonomy of tool-path generation) ?刀具路径生成方法包含的要素(Tool-path generation (TPG) mechanism) ?1)刀具路径规划的区域(Path-planning domain) 在二维区域内规划走刀模式(toolpath patterns),生成刀 具路径 (2D domain where tool-path patterns are planned) ?2)刀具路径生成的曲面(Path-generation surface) 在CC-surface或CL-surface等3D surface上生成刀具路径 (3D surface →CC-surface or CL-surface)。
三种刀具路径规划的区域(Three types of Path-planning domains) 1)参数区域(Parameter-domain(PD)): tool-paths are planned on the u,v-domain of the 3D surface r(u, v), and then they are mapped back to r(u, v). 2)导动平面(Guide-plane(GP)): tool-paths are planned on a separate “guide-plane”, and then they are projected on the surface. 3)导动曲面(Drive-surface(DS)): tool-path are defines as a series of intersection curves between “drive surfaces”and the pare-surface
炉温曲线测试规范
炉温曲线测试规范 1.目的 本规范规定了炉温曲线的测试周期、测试方法等,以通过定期的、正确的炉温曲线测试确定最佳的曲线参数,最终保证PCB装配的最佳、稳定的质量,提高生产效率和产品直通率。 2.定义 2.1回流曲线 在使用焊膏工艺方式中,通过固定在PCB表面的热电偶及数据采集器测试出PCB在回流焊炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。 2.2固化曲线 在使用点胶或印胶工艺方式中,通过固定在PCB表面的热电偶及数据采集器测试出PCB在固化炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。 2.3基本产品 指在一个产品系列中作为基本型的产品,该系列的其它产品都在此基础上进行贴装状态更改或对印制板进行少量的改版,一般情况下一个产品系列同一功能的印制板其图号仅在版本号上进行区分,如“***-1”与“***-2”或“***V1.1”与“***V1.2”等。 2.4派生产品 指由于设计贴装状态更改、或印制板在原有基础上进行少量的改版所生成的其所改动的CHIP 类器件数量未超过50只、同时没有对外形尺寸大于□20mm×20mm的IC器件(不包括BGA、CSP等特殊封装的器件)的数量进行调整的产品。 2.5全新产品 指产品公司全新开发、设计贴装状态更改或印制板在原有基础上改版时所生成的其所改动的CHIP类器件数量超过50只、或对外形尺寸大于□20mm×20mm的IC器件的数量进行调整的产品。凡状态更改中增加或减少了BGA、CSP等特殊封装的器件的产品均视为全新产品。 2.6测试样板 指用来测试炉温的实装板,该板必须贴装有与用来测试的生产状态基本一致的元器件。 3.职责 4.炉温测试管理 4.1炉温测试周期:原则上工程师根据当月所生产的产品应每月测试一次,将测试结果记录在“炉温参数设置登记表”上,并将炉温曲线打印存档。 4.2原则上全新产品必须经过炉温测试,确定准确的炉温设置参数,但对批量小于100套的全新工程师可以根据原有的相似产品根据观察实物的焊接效果进行自行调整。 4.3全新产品在炉温测试时应领取新的测试样板,派生产品可采用原基本产品的测试样板进行炉温测试,以针对不同的产品及状态设置相应准确的炉温参数。 5.测试准备 5.1炉温测试使用DataPaq炉温测试仪,热电偶使用K型。 5.2选择测温点。 热电偶应该安装在能代表PCB板上最热与最冷的连接点上(引脚到焊盘的连接点上),以及热敏感器件和其它高质量器件上,以保证其被足够地加热,一般测温点至少在三点及以上。测温点按以
实验二、图像处理和图像文件格式的转换
实验二图像处理和图像文件格式转换 图形图像作为一种视觉媒体,很久以前就已成为人类信息传输、思想表达的重要方式之一。计算机图形技术实际上是绘画技术与计算机技术相结合而形成的。在计算机出现以前,图像处理主要是依靠光学、照相、像片处理和视频信号处理等模拟的处理。随着多媒体计算机的产生与发展,数字图像代替了传统的模拟图像技术,形成了独立的“数字图像处理技术”。多媒体技术借助数字图像处理技术得到迅猛发展,同时又为数字图像处理技术的应用开拓了更为广阔的前景。 图像又有静态和动态之分,在此我们主要介绍静态图像处理。用于静态图像处理的软件有很多,常见的有Photoshop、PhotoStyler、PaintBrush、Corel Draw等等。其中Photoshop以其直观的界面,全面的功能成为最流行的图像处理软件,是我们学习的首选软件。 一、实验目的和要求 1.学会使用PHOTOWORKS进行简单的照片处理。 2.学会使用PHOTOSHOP的以下功能。 1)用选择工具等选取工具选取图像区域 2)学会运用图层选项 3)学会制作立体效果,添加阴影 4)掌握制作艺术字的途径和方法 5)了解如何存储图像并将其压缩为所需格式。 二、PHOTOWORK预备知识 1.载入文件: PHOTOWORKS 的运行界面如下。 使用“打开文件”或“打开目录”命令,打开需要处理的图片
2.调整尺寸 调整长轴的长度(建议800象素或1024象素),图片会按比例缩小成设置的大小 3.调整输出质量,将画质设置成60%~80%不等,文件大小会发生变化
三、PHOTOSHOP预备知识 1.Photoshop的窗口组成 Photoshop的窗口由标题栏、菜单栏、工具箱、工作窗口、控制面板、状态栏等六部分组成,如图2.1所示。 工具箱中存放着各种编辑工具,使用方便。控制面板的主要作用是辅助工具栏,更改工具的设置。一些对图层、通道、历史纪录的操作也要在此完成。在菜单栏里的窗口选项中可以设置此栏中各项的显示与否,也可用鼠标拖动控制面板中的选项,按自己的习惯组合控制面板。状态栏则是用来显示当前图像的有关状态及一些简要说明和提示。 图2.1 Photoshop的窗口 2.工具箱的使用 Photoshop的基本工具存放在工具箱中,一般置于Photoshop界面的左侧。当工具的图标右
OTDR测试曲线分析方法.
OTDR测试曲线分析方法 OTDR是光缆工程施工和光缆线路维护工作中最重要的测试仪器,它能将长100多公里光纤的完好情况和故障状态,以一定斜率直线(曲线)的形式清晰的显示在几英寸的液晶屏上。根据事件表的数据,能迅速的查找确定故障点的位置和判断障碍的性质及类别,对分析光纤的主要特性参数能提供准确的数据。目前OTDR型号种类繁多,操作方式也各不相同,但其工作原理是一致的。在光纤线路的测试中,应尽量保持使用同一块仪表进行某条线路的测试,各次测试时主要参数值的设置也应保持一致,这样可以减少测试误差,便于和上次的测试结果比较。即使使用不同型号的仪表进行测试,只要其动态范围能达到要求,折射率、波长、脉宽、距离、平均化时间等参数的设置亦和上一次的相同,这样测试数据一般不会有大的差别。 一、OTDR测试的主要参数: 1.测纤长和事件点的位置。 2.测光纤的衰减和衰减分布情况。 3.测光纤的接头损耗。 4.光纤全程回损的测量。 二、测试参数设置: 1.波长选择: 因不同的波长对应不同的光线特性(包括衰减、微弯等),测试波长一般遵循与系统传输通信波长相对应的原则,即系统开放1550波长,则测试波长为1550nm。 2.脉宽: 脉宽越长,动态测量范围越大,测量距离更长,但在OTDR曲线波形中产生盲区更大;短脉冲注入光平低,但可减小盲区。脉宽周期通常以ns来表示。一般 10公里以下选用100ns、300 ns ,10公里以上选用300ns、1μs。 3.测量范围: OTDR测量范围是指OTDR获取数据取样的最大距离,此参数的选择决定了取样分辨率的大小。最佳测量范围为待测光纤长度1.5倍距离之间。 4.平均时间: 由于后向散射光信号极其微弱,一般采用统计平均的方法来提高信噪比,平均时间越长,信噪比越高。例如,3min的获得取将比1min的获得取提高 0.8dB
刀具路径与JDPaint40刀具路径比较3分
JDPaint5.0刀具路径与JDPaint4.0刀具路径比较 (技术支持部:回文刚2004-4-2) 2004年1月份我们公司正式推出JDPaint5.0软件,来取代以前使用的JDPaint4.0软件。在这次软件升级中,各个部分都有很大的改变,在刀具路径方面也有较大的变化。下面在这方面进行一下粗略的比较,以便于分公司推行5.0软件。 (一)平面雕刻 5.0软件的平面雕刻部分命令方法基本上和4.0是一样的。但是在加工效果和效率上有明显的差别。 1)区域粗雕刻中新添加的功能 4.0软件中斜线下刀最多只能沿轮廓转一圈,如果设置角度小,这时就不是按照设置 的参数生成了。而5.0软件是严格按照设置的参数生成路径。 这是4.0软件使用0.5度斜线下刀生成的路径 这是使用5.0软件沿轮廓下刀0.5度生成的路径 上面的路径是对同一区域使用相同的加工方法,下刀角度都为0.5度,4.0软件和 5.0软件生成刀具路径的比较。4.0软件的路径由于下刀角度不准确,两层路径的高度 差为2.22MM,而5.0软件路径的高度差为0.5MM。在斜线下刀时,两个重要因素就
是下刀角度和最大吃刀深度。下刀角度要小于副刃偏角。4.0软件的刀具路径实际下刀角度为1.6度,几乎等于副刃偏角,这样斜线下刀的作用就没有了。最大吃刀深度 4.0是 5.0的4倍多,这样相同的情况下,刀具变形就增大了4倍,非常容易出现断刀 现象。 ● 5.0软件中,在开槽中增加了切削量均匀的功能。这个功能是针对锥刀开槽添加的。 由于锥刀在加工深度上越大,加工的宽度就越大,切削量也就随之变大。这样的加工实际上是不等量加工,影响加工效率和刀具寿命。 等的 每 等的 不使用切削量均匀生成的路径使用切削量均匀生成的路径 但是,当刀尖非常小的时候,使用等量切削第一刀的加工量太大,非常容易出现断刀的现象。一般来说,这个功能使用在0.4以上的锥刀。 ●在5.0软件的区域粗雕刻中,也增加了折线下刀,螺旋下刀的功能。这两种下刀方法 都可以降低下刀时的最大吃刀深度。;这样在加工时,就降低了刀具的变形,保证刀具在良好的状态下进行加工。下面说明一下各种下刀方式的具体应用: 螺旋下刀是所有下刀方式中对刀具影响最小的一种下刀方式。在可以使用螺旋下刀时,尽量使用螺旋下刀。一般用于较大区域的加工。 折线下刀主要用于小区域而且狭长的区域的加工中。如狭长的矩形的区域加工,生成不了螺旋下刀,就可以使用折线下刀。 曲面宽度较小,但长度较大 这种情况最适合使用折线下刀 沿轮廓下刀主要用于小区域,可以成环状加工的区域,如一个圆环,沿着他转一圈又回到起点,这种情况,不能使用螺旋下刀时,就可以使用沿轮廓下刀,但要注意下刀角度。
mastercam二维零件设计与轮廓加工刀具路径
第2章二维零件设计及轮廓加工刀具路径 二维零件设计是MasterCAM造型设计的基础,应用非常广泛。本章通过一个典型零件说明MasterCAM的零件造型、设计方法、编辑技巧及二维轮廓刀具路径的生成方法。 2.1 零件设计过程及典型编辑方法的应用 图2-1 图2-2
.专业整理. 图2-1a为零件的立体图,图2-1b为此零件的标注尺寸,图2-2为加工过程仿真后的效果图。 以下操作步骤为图2-1a中零件的设计、编辑过程。 步骤一基本设置 层(Level):1 颜色(Color):绿色(10) Z向深度控制:0 线型(Style):实线(Solid) 线宽(Witdth):2 绘图面(Cplane):俯视图(T) 视图面(Gview):俯视图(T) 步骤二建立工件设计坐标系,绘制一矩形 按功能键F9,在屏幕中间出现一个十字线,即为工件设计坐标系。 绘制矩形方法如下:选择主菜单(Main Menu)-绘图(Create)-矩形(Rectangle)-两点(2 points) 输入左上方端点:-40,50 回车 右下方端点:0,-50 回车 结果如图2-3所示。 .学习帮手.
图2-3 图2-4 步骤三绘制圆 选择主菜单(Main Menu)-绘图(Create)-圆弧(Arc)-圆心、半径(Circ pt+rad) 输入半径:50 回车 圆心:-80,0 回车 按Esc键结束绘制圆。结果如图2-4所示。 步骤四打断圆与直线 选择主菜单(Main Menu)-修整(Modify)-打断(Break)-两段(2 pieces) 用鼠标拾取图2-4中的圆C1,并拾取断点位置于圆上P1位置,则圆被打断为两段,断点分别为P1和P2,如图2-4所示; 拾取图2-4中的直线L1,并拾取断点位置于直线中点P3位置; 打断后的图素与原图素只有拾取图素时才能分辨出,拾取选中的部分,颜色会发生变化。 步骤五修剪 选择主菜单(Main Menu)-修整(Modify)-修剪(Trim)-两图素(2 entities)
JDPaint V5.19刀具路径升级说明
JDPaint V5.19刀具路径升级说明 一、刀具路径部分 1、新增的路径功能 1) 曲面精加工增加“角度分区走刀方式”; 角度分区功能的特点是: ●平行截线适合于平坦的曲面,等高外形适合于陡峭的曲面,当模型由平坦和陡峭两部分组成时,该功能可以根据曲面坡度区分平行截线和等高外形的加工区域,并生成相应的刀具路径,如图1所示; ●和手工定义加工范围相比,该功能的适应性更易用,结果更加准确; 图1角度分区路径 2) 增加“残料高度清根”加工方法; 残料高度清根功能的特点是: ●只在上把刀具未加工到的尖角或者狭缝位置生成路径 ,加工效率比较高; ●该功能特别适合于浮雕曲面加工; 如图2a所示,使用直径为4的球头刀加工该曲面,窄缝加工不到位,使用直径为2的球头刀进行残料清根加工,就可以将窄缝加工到位,路径如图2b所示。
图2a直径为6的球头刀生成的平行截线路径图2b直径为2的球刀生成的残料高度清根路径3) 增加“加工保护面”; 加工保护面功能的特点是: ●使用辅助曲面限定加工范围,比起曲线限定的方法更加直观; ●比曲线限定加工范围的可靠性高,可以减少编程; 如图3所示,上面的面是保护面,生成的路径会在中间断开,从保护面上面通过。这项功能在模具加工中有广泛的应用。
图3保护面路径 4) 增加“自动调整过切路径”的功能; 自动调整过切路径功能的特点是: ●对生成的路径自动进行干涉检查,调整过切的路径点,使用起来很方便; ●该功能放在计算设置页面的雕刻精度里; 下图4a生成的路径中间有过切,选择了自动调整过切路径,生成的路径如图4b所示,中间过切的路径被处理了。 图4a路径发生过切图4b调整过切后的路径 5)增加“删除边界路径点”的功能; 删除边界路径点功能的特点是: ●删除曲面边界以外的路径,使得加工路径正好走在曲面的边界上; 图5a生成的路径是没有删除边界点的,路径比较长,删除了边界点的路径后,路径加工正好到位,路径比以前短了,如图5b所示。