砂石骨料生产系统施工方案
砂石骨料生产系统设计说明
1.1工程概述
砂石骨料生产骨料系统位于挡水坝下游一平台上,紧临混凝土拌和系统进行布置,总占
地面积约6000m2。砂石骨料生产系统主要承担供应主体工程混凝土总量约11.1万m3的生产
任务,主要生产大石(40?80mm )、中石(20?40mm )、小石(5?20mm )、以及砂(v 5mm ),其中粗骨料约16.5万t,细骨料约8.4万t。砂石骨料系统布置详见附图1《砂石骨料
生产系统平面布置图》
1.2料源简介
本标段砂石骨料料场为黑串沟人工骨料场,位于大坝左岸耳朵岩沟支沟黑串沟右岸山脊,
距坝址约1.6km,距离砂石骨料系统约 1.1km,有公路相通,运输较为方便。本标段总开采量
为16.88 万m3。
1.3系统工艺流程设计1.3.1系统设计规模
本工程砂石系统以承担主体工程全部混凝土总量约11.1万m3所需砂石骨料的加工,系统
生产能力应满足本标实际高峰月浇筑强度16500m 3/月骨料供应,但根据招标文件要求,砂石
系统生产能力满足混凝土浇筑高峰强度 2.0万m3月。按招标文件要求进行系统设计,骨料最
大粒径为80mm,最小粒径为0.15mm。
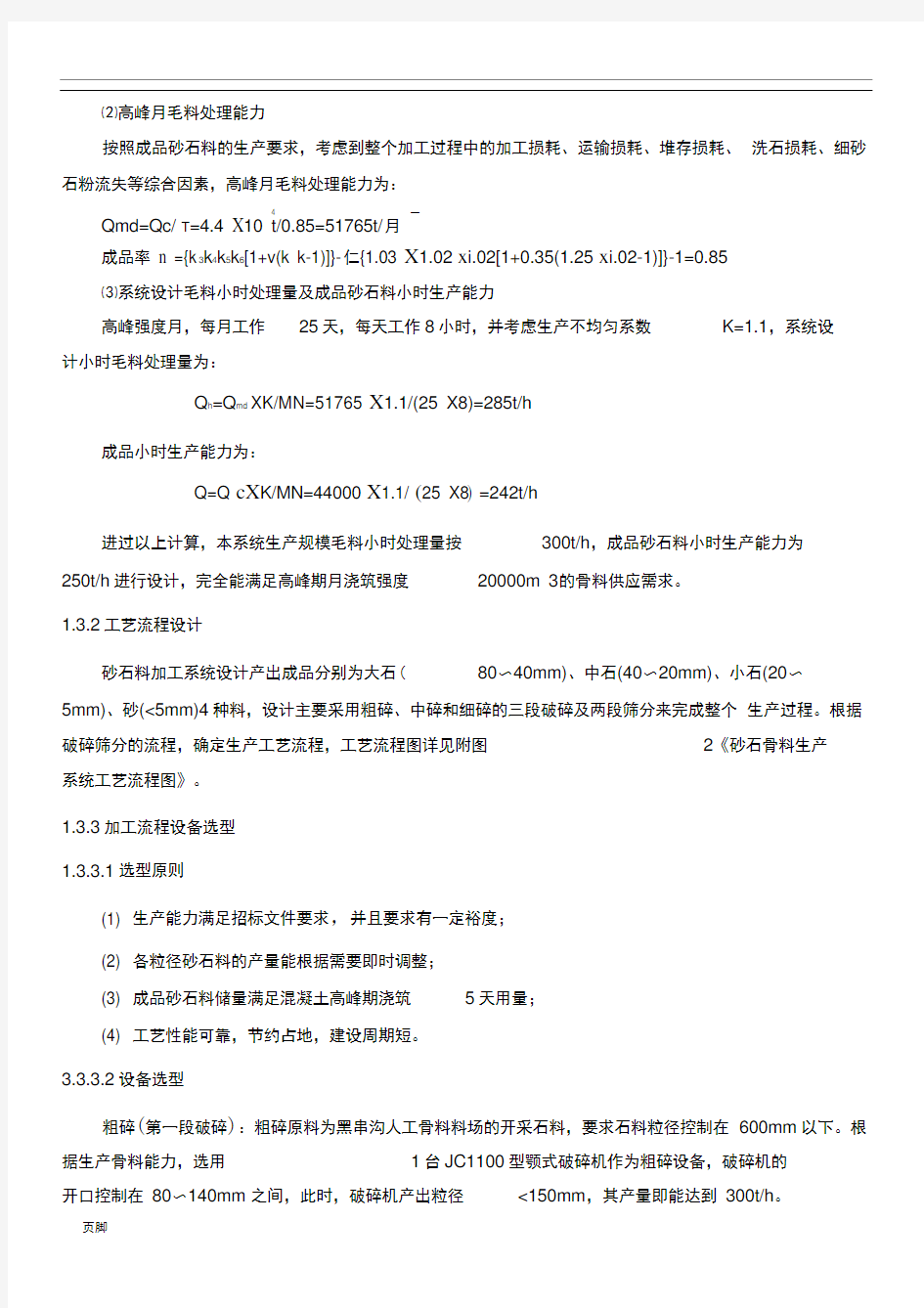
根据初步计算,成品骨料综合级配见表1。
表成品骨料综合级配表
高峰月成品砂石料需要量:
Qc=20000m 3X2.2t/m 3=44000t/ 月
(注:系数2.2为每m3混凝土中的砂石料用量)
⑵高峰月毛料处理能力
按照成品砂石料的生产要求,考虑到整个加工过程中的加工损耗、运输损耗、堆存损耗、洗石损耗、细砂石粉流失等综合因素,高峰月毛料处理能力为:
4 —
Qmd=Qc/ T=4.4 X10 t/0.85=51765t/ 月
成品率n ={k3k4k5k6[1+v(k k-1)]}-仁{1.03 X1.02 x i.02[1+0.35(1.25 x i.02-1)]}-1=0.85
⑶系统设计毛料小时处理量及成品砂石料小时生产能力
高峰强度月,每月工作25天,每天工作8小时,并考虑生产不均匀系数K=1.1,系统设
计小时毛料处理量为:
Q h=Q md XK/MN=51765 X1.1/(25 X8)=285t/h
成品小时生产能力为:
Q=Q cX K/MN=44000 X1.1/ (25 X8) =242t/h
进过以上计算,本系统生产规模毛料小时处理量按300t/h,成品砂石料小时生产能力为
250t/h进行设计,完全能满足高峰期月浇筑强度20000m 3的骨料供应需求。
1.3.2工艺流程设计
砂石料加工系统设计产出成品分别为大石( 80?40mm)、中石(40?20mm)、小石(20?
5mm)、砂(<5mm)4种料,设计主要采用粗碎、中碎和细碎的三段破碎及两段筛分来完成整个生产过程。根据破碎筛分的流程,确定生产工艺流程,工艺流程图详见附图2《砂石骨料生产
系统工艺流程图》。
1.3.3加工流程设备选型
1.3.3.1选型原则
(1) 生产能力满足招标文件要求,并且要求有一定裕度;
(2) 各粒径砂石料的产量能根据需要即时调整;
(3) 成品砂石料储量满足混凝土高峰期浇筑5天用量;
(4) 工艺性能可靠,节约占地,建设周期短。
3.3.3.2设备选型
粗碎(第一段破碎):粗碎原料为黑串沟人工骨料料场的开采石料,要求石料粒径控制在600mm以下。根据生产骨料能力,选用1台JC1100型颚式破碎机作为粗碎设备,破碎机的
开口控制在80?140mm 之间,此时,破碎机产出粒径<150mm,其产量即能达到300t/h。
半成品堆料区:为保证成品骨料不间断供应,项目部计划设置地弄廊道半成品堆料区,毛料经粗碎后经胶带机运至半成品料堆,半成品经过GZG90-3振动给料机下料,经地弄廊道
皮带机运输至筛分楼,根据给料强度,当选用2台GZG90-3振动给料机。
中碎(第二段破碎):经过筛分进入中碎破碎机的平均流量为177.35t/h,当选用1台GP11
型反击式破碎机,破碎机的生产能力是170?190t/h,完全满足生产需要。
细碎制砂(第三段破碎):经过筛分流程计算,进入制砂机平均流量为57.78t/h,当选用1
台VSI5X9532型立轴式冲击破碎机制砂,此时,洗去石粉后系统的产砂总量是94.67t/h。
筛分楼:筛分系统分初筛和复筛,
初筛:根据筛分流程计算,通过初筛的流量是300t/h,当设置2台2YA2460圆振动筛分
机,每台筛分机共4层筛网(80mm > 40mm、20mm、5mm),初筛后共进入成品料堆为119.65t/h。
复筛:设置1台筛分机共2层筛网(20mm、5mm),经过筛分流程计算,通过复筛分的流量是
49.92t/h。选用1台2YKR2148圆振动筛分机,在筛分机内加水冲洗。
通过骨料加工系统级配平衡计算,经过以上设备配置,实际成品砂石骨料生产能力为
280t/h,完全满足高峰期混凝土浇筑需求。
砂石骨料加工系统主要设备及胶带机主要参数见表2,表3
表2 砂石骨料加工系统主要设备表
表胶带机主要参数性能表
1.4系统平面布置设计
1.4.1系统组成
骨料加工系统由上料平台、粗碎车间、半成品料堆、初筛分车间、中碎车间、复筛分车
间、细碎制砂车间及调节料仓以及成品料仓、供电系统、供排水系统及相应的辅助设施等组
成,各车间之间用胶带机连接。具体布置见附图1《砂石骨料加工系统平面布置图》。
⑴毛料上料平台
毛料上料平台布置在靠近路边侧,便于毛料直接运至上料平台卸料。上料平台用浆砌石
及干砌石砌筑,砌筑高程为EL.994.0,上料平台坡度控制在8%- 15%
⑵粗碎车间
粗碎车间紧邻上料平台布置,毛料经GZT1230棒条给料机送入粗碎车间中。粗碎车间地
面高程为EL.988m,为钢筋混凝土加金属结构的复合型结构,布置一台JC1100型鄂式破碎机,
破碎料经J1胶带机运输至半成品料堆。
⑶
⑷筛分车间
筛分车间靠近半成品料堆布置,地面高程为EL.988m,为钢筋混凝土加金属结构的复合型
结构,布置2台2YA2460圆振动筛,设80mm、40mm、20mm、5mm四层筛网。80?150mm 的骨料经J5、J7胶带机运输至中碎车间加工;40?80mm的骨料一部分经J6、J12胶带机运输至进入成品料仓,一
部分经J5、J6胶带机运输至中碎车间加工。20?40mm的骨料一部分经J8、J13胶带机运输至进入成品料仓,5?20mm的骨料一部分经J9、J14胶带机运输至进入成品料仓,小于5mm的骨料一部分经J15胶带机运输至进入成品料仓。
复筛分车间布置在初筛分车间的附近,地面高程EL.988.00m,为钢筋混凝土加金属结构
的复合型结构,布置1台2YKR2148圆振动筛,设20mm、15mm、5mm三层筛网。大于20mm
的骨料一部分经11#胶带机运输至进入成品料仓,一部分经8#、9#胶带机运输至细碎制砂调
节料仓等待加工;15?20mm的骨料一部分经8#、9#胶带机运输至细碎制砂调节料仓等待
加工,一部分经12#胶带机运输至成品料仓,5?15mm骨料一部分经8#、9#胶带机运输至细
碎制砂调节料仓等待加工,一部分经12#、13#胶带机运输至成品料仓;小于5mm的骨料经
过洗砂机后,由14#、15#胶带机运输至成品料仓。筛分车间结构图详见附图3《筛分楼基础
及钢筋图》
⑸中碎车间
中碎车间及调节料仓布置在半成品料堆与初筛分车间附近,为钢筋混凝土结构。采用1
台GP11立轴式破碎机,加工来自初筛分过来的部分80?150mm骨料,破碎后经J3、J4胶带
机运输至筛分车间。中碎结构详见附图4《GP11圆锥破碎机基础结构图》
细碎制砂车间
细碎制砂车间及调节料仓地面高程为EL.988m。制砂车间为钢筋混凝土结构。采用1台VSI5X9532立轴式破碎机,细碎后的40?20mm骨料经J8、J13胶带机运输至成品料仓,20?5mm的骨料经J9、J14胶带机运输至成品料仓。细碎结构详见附图5《立轴破碎机基础结构图》。
⑹半成品料堆
半成品料堆布置在粗碎车间附近,地弄廊道顶部及料堆地面高程为EL.988m,地弄廊道布
置2台GZG90-3型振动给料机,经2#、3#胶带机运输至初筛分车间。半成品料堆结构图详见
附图6《半成品料堆结构图》
⑺成品料仓分为成品骨料仓和成品砂仓紧邻混凝土拌和系统布置,料仓成弧形字型布置,
地面高程为EL.988m,成品料仓形成1.5%的排水坡坡度,骨料仓之间设置5.0m高的砌石隔墙,骨料堆高
9m。成品料仓的堆存容积按7天用量考虑,其中80mm?40mm骨料仓容800t,
40mm?20mm 骨料仓容1000t,20mm?5mm 骨料仓容1200t,成品砂仓容量分为二个仓,一个为存料(脱水)仓区,另一个为供料仓区。成品砂仓总仓容为1500t。
1.4.2供排水系统
1.4.
2.1供水系统
供水系统主要指供应骨料生产过程中的砂石骨料冲洗用水,系统最高设计用水量为
300m Eh。
筛分车间用水筛面喷淋用水和卫生冲洗用水,筛面喷淋用水除完成对筛面骨料的冲洗外,
也附带有除尘的功能。用水量为220m3/h。
粗、细碎、制砂车间用水主要由破碎机除尘用,用水量分别为20m 3h。
系统零星用水主要是公共项目用水,如消防用水,道路养护用水及事故抢修用水等(系统室外管路的泄露消耗也计入本部分),其用水量为20m3/h。
在1#泵站设置2台IS125-100-315B离心泵抽水,通过DN500主水管输送至砂石骨料加工系统直供。
以DN500mm作为主供水管(长600m),进入砂石系统内。用DN50mm钢管分别引至粗碎、细碎、制砂车间和其它零星部位,用DN250钢管引至筛分车间。
根据系统的布置特点,把系统分为3个消防区:粗碎车间消防区、中碎车间和筛分车间
消防区、细碎制砂车间消防区。各生产车间全部配备干粉灭火器。消防主管直接从经过该小区的供水管上分支安装。
表4 供水系统主要设备、材料和工程量表
砂石骨料加工系统所产生的污水通过场内排水沟和排水管道汇集后进入砂石骨料加工系统沉砂池。场内采用M7.5浆砌石排水沟,净断面为800mm X800mm。沉砂池占地面积为50m 2, 深2m。
在砂石骨料加工系统配置一台PC300反铲定时进行沉砂池的清理工作,避免细砂的淤积。
将沉砂池的出口高程设置在距地面深0.5m的位置,将沉砂池面层的清静水排到水循环利用单
位。
1.5生产系统环境文明施工
1.5.1防尘设计
砂石骨料加工系统在生产过程中产生大量的粉尘,必须采用综合防尘措施,以保证作业地点的空气中含尘浓度符合国家卫生标准和三废排放标准的要求。
综合防尘措施,除改进工艺、加强维护管理、采取个人防护和定期检测外,主要有湿式
除尘、尘源封闭和通风除尘等方式。湿式(法)除尘简单方便,经济有效,本系统主要采用湿式除尘的方法进行系统防尘。
湿式除尘总用水量约为处理量的8%?10%其中分配比例为初碎10%细碎10%立轴破碎10%筛分50% (冲洗除外),转运堆料20%采用喷雾器喷洒,喷口直径不小于2mm,扩散角大于30 ° -60 °,每个喷头喷水量约250?300L/h,水压力为2?3kgf/cm 2。
1.5.2噪音防护设计
砂石骨料加工系统的主要设备多是强烈的噪声源,对外污染环境,对内严重影响操作人
员的健康。噪声的防护主要有降低声源的声级、设置音障、隔音室以及采用集中遥控和个人防护等措施。
1.5.3废渣处理
系统产生的废渣先进行单独堆放,然后用自卸汽车运至指定堆放。
1.6系统建安工程量
砂石骨料生产系统建安工程量如下表所示。
骨料加工系统主要工程量清单
表