管道防腐保温记录

管道防腐保温施工记录
GD-04
施工记录人: 技术负责人:
建设(监理)单位专业工程师:
年 月曰 年 月曰
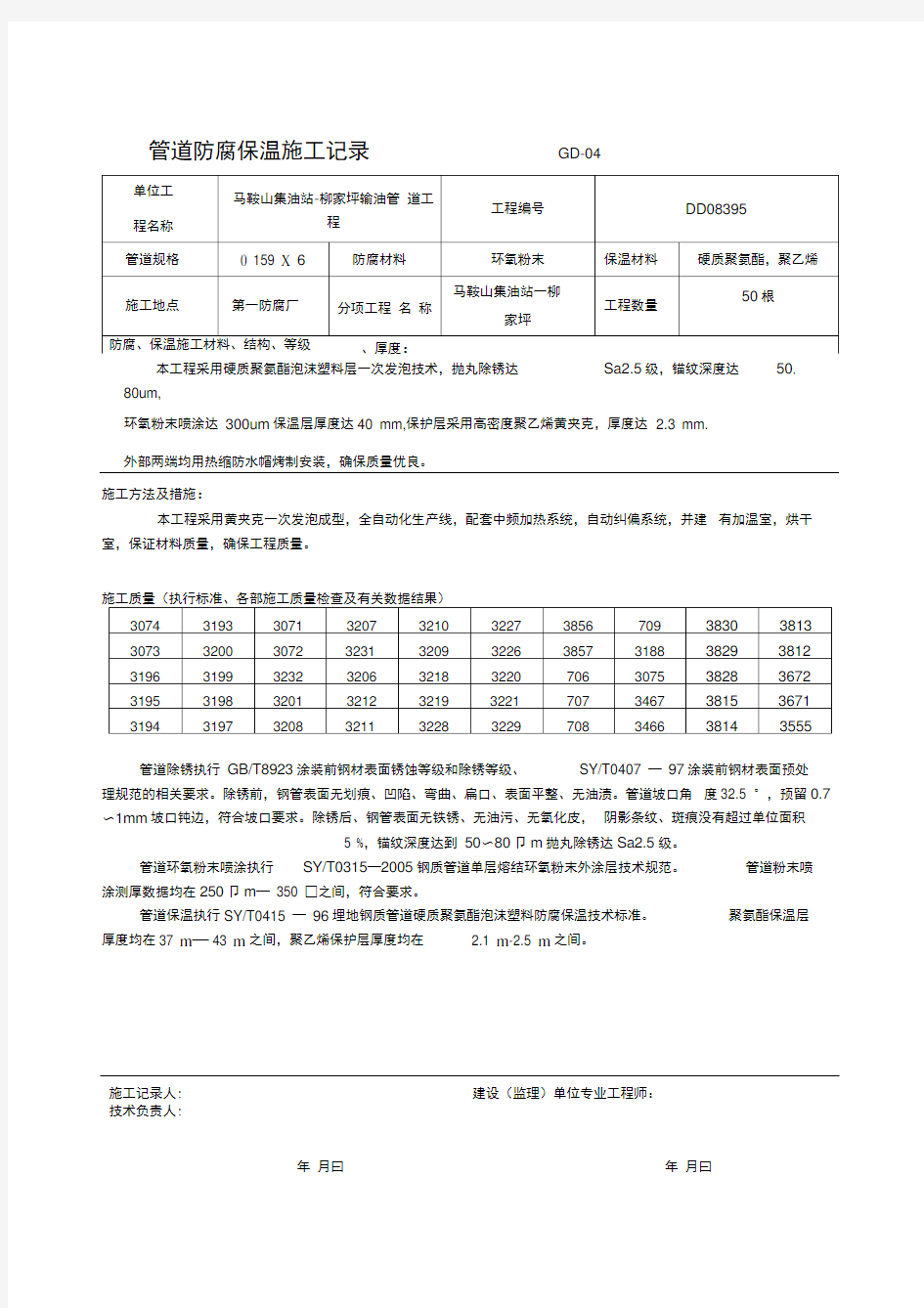
本工程采用硬质聚氨酯泡沫塑料层一次发泡技术,抛丸除锈达 Sa2.5级,锚纹深度达 50,
80um,
环氧粉末喷涂达 300um 保温层厚度达40 mm,保护层采用高密度聚乙烯黄夹克,厚度达 2.3 mm. 外部两端均用热缩防水帽烤制安装,确保质量优良。 施工方法及措施:
本工程采用黄夹克一次发泡成型,全自动化生产线,配套中频加热系统,自动纠偏系统,并建 有加温室,烘干
室,保证材料质量,确保工程质量。
管道除锈执行 GB/T8923涂装前钢材表面锈蚀等级和除锈等级、 SY/T0407 — 97涂装前钢材表面预处
理规范的相关要求。除锈前,钢管表面无划痕、凹陷、弯曲、扁口、表面平整、无油渍。管道坡口角 度32.5 °,预留0.7?1mm 坡口钝边,符合坡口要求。除锈后、钢管表面无铁锈、无油污、无氧化皮, 阴影条纹、斑痕没有超过单位面积
5 %,锚纹深度达到 50?80卩m 抛丸除锈达Sa2.5级。
管道环氧粉末喷涂执行
SY/T0315—2005钢质管道单层熔结环氧粉末外涂层技术规范。
管道粉末喷
涂测厚数据均在250卩m — 350 □之间,符合要求。
管道保温执行SY/T0415 — 96埋地钢质管道硬质聚氨酯泡沫塑料防腐保温技术标准。 聚氨酯保温层
厚度均在37 m — 43 m 之间,聚乙烯保护层厚度均在
2.1 m -2.5 m 之间。
管道防腐保温施工记录
GD-04
施工记录人: 技术负责人:
建设(监理)单位专业工程师:
年 月曰 年 月曰
本工程采用硬质聚氨酯泡沫塑料层一次发泡技术,抛丸除锈达 Sa2.5级,锚纹深度达 50,
80um,
环氧粉末喷涂达 300um 保温层厚度达40 mm,保护层采用高密度聚乙烯黄夹克,厚度达 2.3 mm. 外部两端均用热缩防水帽烤制安装,确保质量优良。 施工方法及措施:
本工程采用黄夹克一次发泡成型,全自动化生产线,配套中频加热系统,自动纠偏系统,并建 有加温室,烘干
室,保证材料质量,确保工程质量。
管道除锈执行 GB/T8923涂装前钢材表面锈蚀等级和除锈等级、 SY/T0407 — 97涂装前钢材表面预处
理规范的相关要求。除锈前,钢管表面无划痕、凹陷、弯曲、扁口、表面平整、无油渍。管道坡口角 度32.5 °,预留0.7?1mm 坡口钝边,符合坡口要求。除锈后、钢管表面无铁锈、无油污、无氧化皮, 阴影条纹、斑痕没有超过单位面积
5 %,锚纹深度达到 50?80卩m 抛丸除锈达Sa2.5级。
管道环氧粉末喷涂执行
SY/T0315—2005钢质管道单层熔结环氧粉末外涂层技术规范。
管道粉末喷
涂测厚数据均在250卩m — 350 □之间,符合要求。
管道保温执行SY/T0415 — 96埋地钢质管道硬质聚氨酯泡沫塑料防腐保温技术标准。 聚氨酯保温层
厚度均在37 m — 43 m 之间,聚乙烯保护层厚度均在
2.1 m -2.5 m 之间。
管道防腐保温施工记录
GD-04
施工记录人: 技术负责人:
建设(监理)单位专业工程师:
年 月曰 年 月曰
本工程采用硬质聚氨酯泡沫塑料层一次发泡技术,抛丸除锈达 Sa2.5级,锚纹深度达 50,
80um,
环氧粉末喷涂达 300um 保温层厚度达40 mm,保护层采用高密度聚乙烯黄夹克,厚度达 2.3 mm. 外部两端均用热缩防水帽烤制安装,确保质量优良。 施工方法及措施:
本工程采用黄夹克一次发泡成型,全自动化生产线,配套中频加热系统,自动纠偏系统,并建 有加温室,烘干
室,保证材料质量,确保工程质量。
管道除锈执行 GB/T8923涂装前钢材表面锈蚀等级和除锈等级、 SY/T0407 — 97涂装前钢材表面预处
理规范的相关要求。除锈前,钢管表面无划痕、凹陷、弯曲、扁口、表面平整、无油渍。管道坡口角 度32.5 °,预留0.7?1mm 坡口钝边,符合坡口要求。除锈后、钢管表面无铁锈、无油污、无氧化皮, 阴影条纹、斑痕没有超过单位面积
5 %,锚纹深度达到 50?80卩m 抛丸除锈达Sa2.5级。
管道环氧粉末喷涂执行
SY/T0315—2005钢质管道单层熔结环氧粉末外涂层技术规范。
管道粉末喷
涂测厚数据均在250卩m — 350 □之间,符合要求。
管道保温执行SY/T0415 — 96埋地钢质管道硬质聚氨酯泡沫塑料防腐保温技术标准。 聚氨酯保温层
厚度均在37 m — 43 m 之间,聚乙烯保护层厚度均在
2.1 m -2.5 m 之间。
管道防腐保温施工记录
GD-04
施工记录人: 技术负责人:
建设(监理)单位专业工程师:
年 月曰 年 月曰
本工程采用硬质聚氨酯泡沫塑料层一次发泡技术,抛丸除锈达 Sa2.5级,锚纹深度达 50,
80um,
环氧粉末喷涂达 300um 保温层厚度达40 mm,保护层采用高密度聚乙烯黄夹克,厚度达 2.3 mm. 外部两端均用热缩防水帽烤制安装,确保质量优良。 施工方法及措施:
本工程采用黄夹克一次发泡成型,全自动化生产线,配套中频加热系统,自动纠偏系统,并建 有加温室,烘干
室,保证材料质量,确保工程质量。
管道除锈执行 GB/T8923涂装前钢材表面锈蚀等级和除锈等级、 SY/T0407 — 97涂装前钢材表面预处
理规范的相关要求。除锈前,钢管表面无划痕、凹陷、弯曲、扁口、表面平整、无油渍。管道坡口角 度32.5 °,预留0.7?1mm 坡口钝边,符合坡口要求。除锈后、钢管表面无铁锈、无油污、无氧化皮, 阴影条纹、斑痕没有超过单位面积
5 %,锚纹深度达到 50?80卩m 抛丸除锈达Sa2.5级。
管道环氧粉末喷涂执行
SY/T0315—2005钢质管道单层熔结环氧粉末外涂层技术规范。
管道粉末喷
涂测厚数据均在250卩m — 350 □之间,符合要求。
管道保温执行SY/T0415 — 96埋地钢质管道硬质聚氨酯泡沫塑料防腐保温技术标准。 聚氨酯保温层
厚度均在37 m — 43 m 之间,聚乙烯保护层厚度均在
2.1 m -2.5 m 之间。
管道防腐保温施工记录
GD-04
施工记录人: 技术负责人:
建设(监理)单位专业工程师:
年 月曰 年 月曰
本工程采用硬质聚氨酯泡沫塑料层一次发泡技术,抛丸除锈达 Sa2.5级,锚纹深度达 50,
80um,
环氧粉末喷涂达 300um 保温层厚度达40 mm,保护层采用高密度聚乙烯黄夹克,厚度达 2.3 mm. 外部两端均用热缩防水帽烤制安装,确保质量优良。 施工方法及措施:
本工程采用黄夹克一次发泡成型,全自动化生产线,配套中频加热系统,自动纠偏系统,并建 有加温室,烘干
室,保证材料质量,确保工程质量。
管道除锈执行 GB/T8923涂装前钢材表面锈蚀等级和除锈等级、 SY/T0407 — 97涂装前钢材表面预处
理规范的相关要求。除锈前,钢管表面无划痕、凹陷、弯曲、扁口、表面平整、无油渍。管道坡口角 度32.5 °,预留0.7?1mm 坡口钝边,符合坡口要求。除锈后、钢管表面无铁锈、无油污、无氧化皮, 阴影条纹、斑痕没有超过单位面积
5 %,锚纹深度达到 50?80卩m 抛丸除锈达Sa2.5级。
管道环氧粉末喷涂执行
SY/T0315—2005钢质管道单层熔结环氧粉末外涂层技术规范。
管道粉末喷
涂测厚数据均在250卩m — 350 □之间,符合要求。
管道保温执行SY/T0415 — 96埋地钢质管道硬质聚氨酯泡沫塑料防腐保温技术标准。 聚氨酯保温层
厚度均在37 m — 43 m 之间,聚乙烯保护层厚度均在
2.1 m -2.5 m 之间。
管道防腐保温施工记录
GD-04
施工记录人: 技术负责人:
建设(监理)单位专业工程师:
年 月曰 年 月曰
本工程采用硬质聚氨酯泡沫塑料层一次发泡技术,抛丸除锈达 Sa2.5级,锚纹深度达 50,
80um,
环氧粉末喷涂达 300um 保温层厚度达40 mm,保护层采用高密度聚乙烯黄夹克,厚度达 2.3 mm. 外部两端均用热缩防水帽烤制安装,确保质量优良。 施工方法及措施:
本工程采用黄夹克一次发泡成型,全自动化生产线,配套中频加热系统,自动纠偏系统,并建 有加温室,烘干
室,保证材料质量,确保工程质量。
管道除锈执行 GB/T8923涂装前钢材表面锈蚀等级和除锈等级、 SY/T0407 — 97涂装前钢材表面预处
理规范的相关要求。除锈前,钢管表面无划痕、凹陷、弯曲、扁口、表面平整、无油渍。管道坡口角 度32.5 °,预留0.7?1mm 坡口钝边,符合坡口要求。除锈后、钢管表面无铁锈、无油污、无氧化皮, 阴影条纹、斑痕没有超过单位面积
5 %,锚纹深度达到 50?80卩m 抛丸除锈达Sa2.5级。
管道环氧粉末喷涂执行
SY/T0315—2005钢质管道单层熔结环氧粉末外涂层技术规范。
管道粉末喷
涂测厚数据均在250卩m — 350 □之间,符合要求。
管道保温执行SY/T0415 — 96埋地钢质管道硬质聚氨酯泡沫塑料防腐保温技术标准。 聚氨酯保温层
厚度均在37 m — 43 m 之间,聚乙烯保护层厚度均在
2.1 m -2.5 m 之间。
管道防腐保温施工记录
GD-04
施工记录人: 技术负责人:
建设(监理)单位专业工程师:
年 月曰 年 月曰
本工程采用硬质聚氨酯泡沫塑料层一次发泡技术,抛丸除锈达 Sa2.5级,锚纹深度达 50,
80um,
环氧粉末喷涂达 300um 保温层厚度达40 mm,保护层采用高密度聚乙烯黄夹克,厚度达 2.3 mm. 外部两端均用热缩防水帽烤制安装,确保质量优良。 施工方法及措施:
本工程采用黄夹克一次发泡成型,全自动化生产线,配套中频加热系统,自动纠偏系统,并建 有加温室,烘干
室,保证材料质量,确保工程质量。
管道除锈执行 GB/T8923涂装前钢材表面锈蚀等级和除锈等级、 SY/T0407 — 97涂装前钢材表面预处
理规范的相关要求。除锈前,钢管表面无划痕、凹陷、弯曲、扁口、表面平整、无油渍。管道坡口角 度32.5 °,预留0.7?1mm 坡口钝边,符合坡口要求。除锈后、钢管表面无铁锈、无油污、无氧化皮, 阴影条纹、斑痕没有超过单位面积
5 %,锚纹深度达到 50?80卩m 抛丸除锈达Sa2.5级。
管道环氧粉末喷涂执行
SY/T0315—2005钢质管道单层熔结环氧粉末外涂层技术规范。
管道粉末喷
涂测厚数据均在250卩m — 350 □之间,符合要求。
管道保温执行SY/T0415 — 96埋地钢质管道硬质聚氨酯泡沫塑料防腐保温技术标准。 聚氨酯保温层
厚度均在37 m — 43 m 之间,聚乙烯保护层厚度均在
2.1 m -2.5 m 之间。