焊接工艺规程
工艺规程编号共1页第1页
工程名称母材钢号Q345B 24~40mm 生产厂
焊接材料生产厂型号焊丝——H10Mn2焊剂或气体——
HJ431
焊接方法焊接设备型号
预热温度(℃)焊后热处理
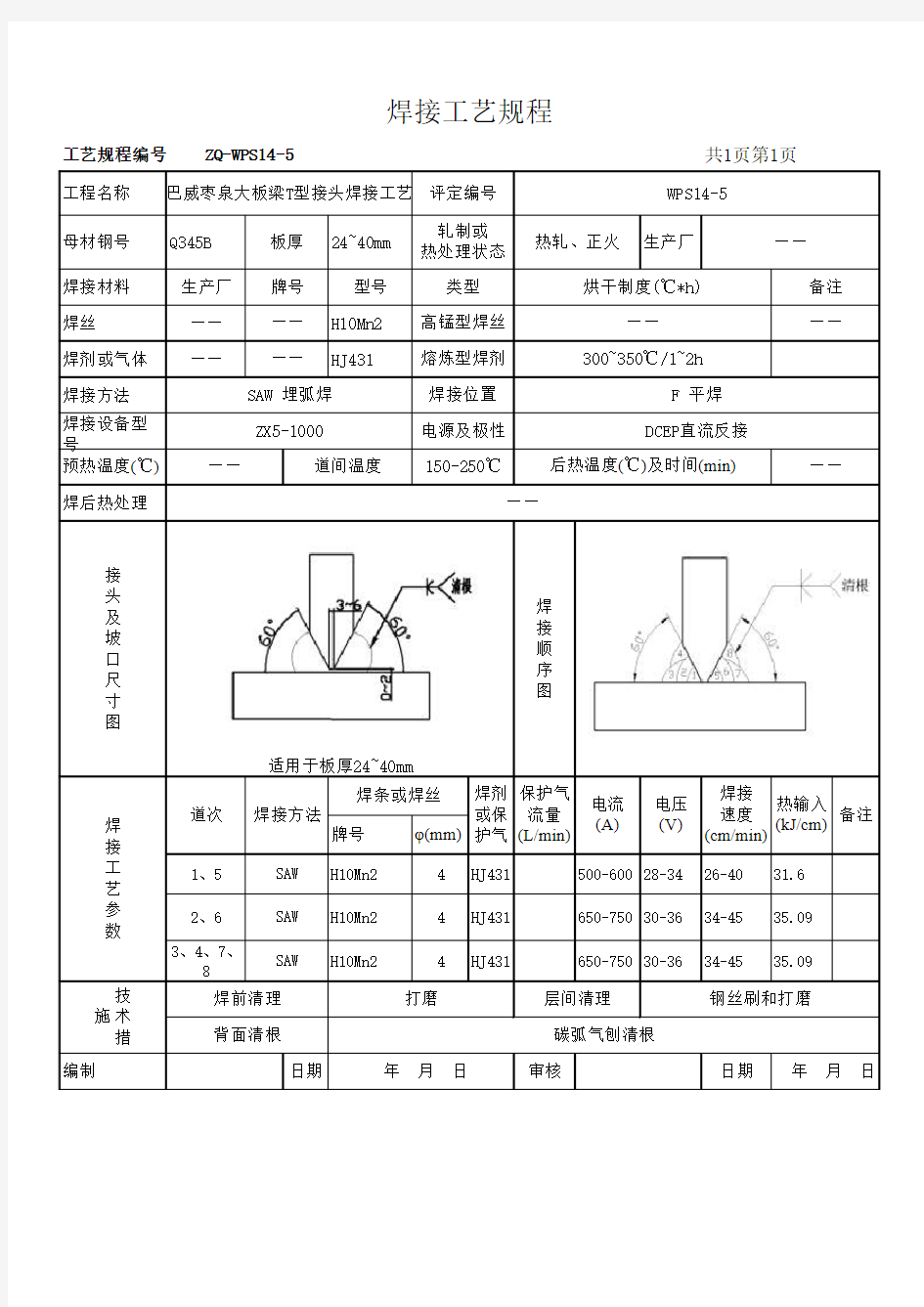
接头及坡口尺寸图
焊接顺序图
牌号
φ(mm)1、5H10Mn24HJ431500-60028-3426-4031.62、6H10Mn24HJ431650-75030-3634-4535.093、4、7、
8
H10Mn2
4
HJ431
650-75030-36
34-45
35.09
编制
日期
审核日期备注
焊接方法
保护气流量
(L/min)
电流(A)电压(V)
焊接
速度(cm/min)
年 月 日 年 月 日
焊接工艺参数
技术措施道次
焊剂或保护气焊条或焊丝
SAW
后热温度(℃)及时间(min)
钢丝刷和打磨
背面清根
碳弧气刨清根
焊前清理打磨层间清理SAW SAW 热输入
(kJ/cm)
ZX5-1000电源及极性DCEP直流反接
——
——
适用于板厚24~40mm
——
道间温度
150-250℃
——
熔炼型焊剂300~350℃/1~2h
SAW 埋弧焊焊接位置 F 平焊牌号类型烘干制度(℃*h)
备注——高锰型焊丝————
焊接工艺规程
巴威枣泉大板梁T型接头焊接工艺评定编号WPS14-5
板厚轧制或热处理状态
热轧、正火
——
ZQ-WPS14-5
相关主题