GB1804-2000通用公差标准
3通用公差标准
参考标准:《GB/T 1804-2000 一般公差未注公差的线性和角度尺寸的公差》,2000年12月01日实施;
3.1一般公差的公差等级和极限偏差数值
一般公差分精密f、中等m、粗糙c、最粗v共四个等级,按未注公差的的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值。
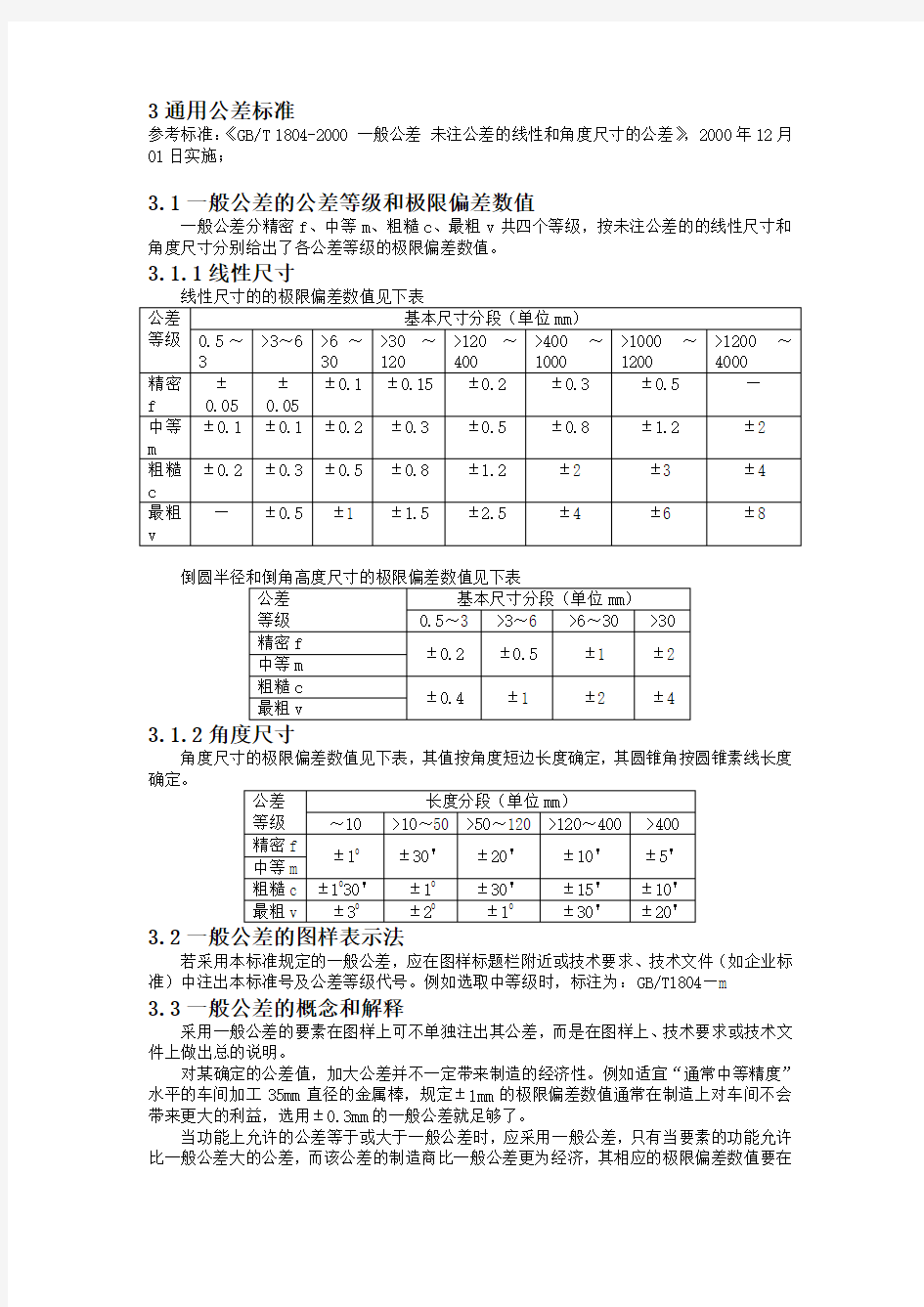
3.1.1线性尺寸
线性尺寸的的极限偏差数值见下表
3.1.2
角度尺寸的极限偏差数值见下表,其值按角度短边长度确定,其圆锥角按圆锥素线长度确定。
3.2
若采用本标准规定的一般公差,应在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。例如选取中等级时,标注为:GB/T1804—m
3.3一般公差的概念和解释
采用一般公差的要素在图样上可不单独注出其公差,而是在图样上、技术要求或技术文件上做出总的说明。
对某确定的公差值,加大公差并不一定带来制造的经济性。例如适宜“通常中等精度”水平的车间加工35mm直径的金属棒,规定±1mm的极限偏差数值通常在制造上对车间不会带来更大的利益,选用±0.3mm的一般公差就足够了。
当功能上允许的公差等于或大于一般公差时,应采用一般公差,只有当要素的功能允许比一般公差大的公差,而该公差的制造商比一般公差更为经济,其相应的极限偏差数值要在
尺寸后注明。
由于功能上的需要,某要素要求采用比“一般公差”小的公差值,则应在尺寸后注出其相应的极限偏差数值。
3.4采用一般公差的用途
采用一般公差的好处:简化制图;
节省图样设计时间;,设计人员不必逐一考虑和计算公差值,只需要了解某要素在
功能上能否采用等于或大于一般公差的公差值;
图样明确了哪些要素可用一般工艺水平保证,简化检验要求,利于质量管理。
图样标注的公差,大都属于重要且需要控制的,加工检验时需要特殊重视和安排;
由于签订合同前就已经知道工厂的“通常加工精度”,买方和供方较方便的谈判;
3.5加工车间需要做的事情
测量评估车间的通常车间精度;
只接受一般公差等于或大于通常车间精度的图样;
抽样检查以保证车间的通常车间精度不被降低;
零件功能允许的公差通常是大于一般公差,所以当工件任一要素超出(偶然超出)一般公差时零件的功能通常不会损害。只有当零件的功能受到损害时,超出一般公差的工件才能被拒收。
未注公差等级和标准差表
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
形位公差分类标注的国家标准
箱引找— 形位公差符号一 泵准代号 —形住公差数值 形位公差的分类、项目、符号 国家标准规定的形状公差的特征项目分为形状公差和位置公差两大类,共 14个,它 们的名称和符号如下表所示 类 分 号 符 目 项 ffi 特 号 符 度 直 - 位萱公整 度 行 ■7 〃 ME 面 ¥ 口 苜 丄 度 斜 傾 ◎ 度 对 二 > A Q 跳 圆 7 00 05 A 1
h为图中字高
单一姜宣 枪廓度 £7 岂.亠 置 轮JS --------- 面轮罩度 皐一要隶 世关聆聲 案 有或无 特征頊目 适用要素 有无基旌 平行度 丄 有 诫料度 L 同轴虞 ◎ 位置度 有感无 凰跳动 / 全跳动 y 育 形位公差的定义 直线度-所有点都在一条直线上的情况,公差由两条平行线形成的区域来指定 平面度-表面上所有的点都在一个平面上,公差由两个平行平面形成的区域来表示 圆 度-表面上所有点都在圆周上。公差由两个同心圆限制的区域来指定 圆柱度-旋转表面上的所有点都与公共轴等距。圆柱公差制定了两个同心圆柱所形成的公 差区域,此旋转表面必须在此区域中。 轮廓度-控制不规则的表面、线条、弧形或普通位面的定义公差方式。轮廓可适用于单个 线条元件或者零件的整个表面。轮廓公差指定了沿着实际轮廓的唯一边界 倾斜度-表面与轴处于指定角度的情况(与数据平面或轴的角度不是90度)。公差区域是由 两个平行平面定义的,这两个平行平面与数据平面或轴成指定的基本角度。 公菱甘征项目 直钱度 a 公羞 定向 11 § 定位
公差与配合-全解
第十五章第三节公差与配合国家标准的组 鼠标双击自动滚屏 成 一、标准公差系列 1、公差值 公差值的大小与公差等级及基本尺寸有关。公差等级 ------ 是指确定尺寸精度的等级。由于零件和零件上不同部位的尺寸对精确程度的要求往往不相同,为了满足生产的需要,国家标准设置了 20 个公差等级。 IT01 . IT0 . IT1. IT2 .IT3 . ………………… IT18 高← 公差等级→ 低 小← 公差数值→ 大 难← 加工程度→ 易 IT6: 标准公差6级或6级标准公差 ∵D↑ △D↑ ∴D↑ T↑ 故:标准公差与公差等级和基本尺寸有关。 2、公差值的计算
公差单位和公差等级系数( I i) i——计算标准公差的基本单位。 (1): i=0.45 +0.001D(d) 用于常用尺寸段内,IT5-IT18 (2): I=0.004D+2.1 公差等级系数 a——反映加工难易 (1):在常用尺寸段内:(≤500mm) IT=ai 用于IT5-IT18 IT5 :a=7 沿用GB59 IT6-IT18 ,用R5系列(见表2-2) 对于最高的三级: IT01-IT1,则用 IT=A+BD(测量误差) 其中B按q5增长。 考虑公差等级的一致性,都按一定规律来变化。 IT2.IT3,IT4按几何级数分布。(详见P14 表2-3) (2): 在大尺寸段:IT=Ai 考虑方式同上。 3、尺寸分段 如按公式计算标准公差值,则每一个基本尺寸 D(d)就有一个相对应的公
差值。 常用: 13个大尺寸: 8个(介于其中有2-3个)见表2-2对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制 基孔制 -------- 基孔制中的孔称为基准孔,用 H 表示,基准孔以下偏差为基本偏差,且数值为零。其公差带位置在零线上侧。 a------h 间隙 es=Xmin j------n 过渡 p------zc 过盈 基轴制 ------ 基轴制中的轴称为基准轴,用 h 表示,基准轴的上偏差为基本偏差且等于零,公差带位置在零线下侧。 A---H 间隙 EI= Xmin J----N 过渡 P---ZC 过盈 二.基本偏差系列 基本偏差是国家表列的,用以确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。
公差等级表(整理全)
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT (即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。
形位公差的包容原则(材料相关)
1996《形状和位置公差》国家标准对形位公差与尺寸公差的相关性要求规定了五种,即:独立原则、包容要求(包容原则)、最大实体要求(最大实体原则)、最小实体要求和可逆要求。 公差原则的选用跟行业无关。 独立原则一般用于非配合零件,或对形状和位置要求严格,而对尺寸精度要求相对较低的场合。如印刷机的滚筒,尺寸精度要求不高,但对圆柱度要求高,以保证印刷清晰,因而给出了圆柱度公差,而其尺寸公差则按未注公差处理。 包容要求主要用于机器零件上的配合性质要求较严格的配合表面。如回转轴的轴颈、滑动套筒和孔、滑块和滑块槽等。 最大实体要求常用于对零件配合性质要求不严,但要求顺利保证零件可装配性的场合。 最小实体要求常用于保证零件的最小壁厚,以保证必要的强度要求的场合。 可逆要求只用于被测要素,不用于基准要素。 转] 形位公差的包容原则 (2010-03-05 10:42:26) 转载 分类:机械专业学习 标签: 形位公差 包容原则 最大实体原则 杂谈 1996《形状和位置公差》国家标准对形位公差与尺寸公差的相关性要求规定了五种,即:独立原则、包容要求(包容原则)、最大实体要求(最大实体原则)、最小实体要求和可逆要求。 公差原则的选用跟行业无关。 独立原则一般用于非配合零件,或对形状和位置要求严格,而对尺寸精度要求相对较低的场合。如印刷机的滚筒,尺寸精度要求不高,但对圆柱度要求高,以保证印刷清晰,因而给出了圆柱度公差,而其尺寸公差则按未注公差处理。 包容要求主要用于机器零件上的配合性质要求较严格的配合表面。如回转轴的轴颈、滑动套筒和孔、滑块和滑块槽等。 最大实体要求常用于对零件配合性质要求不严,但要求顺利保证零件可装配性的场合。
公差与配合标准表
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
公差带级 >10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 K 5 +9 +1 +11 +2 +13 +2 +15 +2 +18 +3 +21 +3 +24 +4 +27 +4 ▼6 +12 +1 +15 +2 +18 +2 +21 +2 +25 +3 +28 +3 +33 +3 +36 +4 7 +19 +1 +23 +2 +27 +2 +32 +2 +38 +3 +43 +3 +50 +4 +56 +4 M 5 +15 +7 +17 +8 +20 +9 +24 +11 +28 +13 +33 +15 +37 +17 +43 +20 6 +18 +7 +21 +8 +25 +9 +30 +11 +35 +13 +40 +15 +46 +17 +52 +20 7 +25 +7 +29 +8 +34 +9 +41 +11 +48 +13 +55 +15 +63 +17 +72 +20 N 5 +20 +12 +24 +15 +28 +17 +33 +22 +38 +23 +45 +27 +51 +31 +57 +34 ▼6 +23 +12 +28 +15 +33 +17 +39 +20 +45 +23 +52 +27 +60 +31 +66 +34 7 +30 +12 +36 +15 +42 +17 +50 +20 +58 +23 +67 +27 +77 +31 +86 +34 p 5 +26 +18 +31 +22 +37 +26 +45 +32 +52 +37 +61 +43 +70 +50 +79 +56 ▼6 +29 +18 +35 +22 +42 +26 +51 +32 +59 +37 +68 +43 +79 +50 +88 +56 7 +36 +18 +43 +22 +51 +26 +62 +32 +72 +37 +83 +43 +96 +50 +108 +56 注:标注▼者为优先公差等级,应优先选用。 形状和位置公差(摘自GB1182~1184-80) 形位公差符号 分类形状公差位置公差 项目直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动 符号
标准公差数值表
标准公差数值表 基孔制标准公差数值表 基本尺寸 / 5 6 7 8 9 10 11 12 13 14 15 16 17 18 mm 大至于 ,, ,, +4 +6 +10 +14 +25 +40 +60 +0.1 +0.14 +0.25 +0.4 +0.6 — 3 0 0 0 0 0 0 0 0 0 0 0 0 +5 +8 +12 +18 +30 +48 +75 +0.12 +0.18 +0.3 +0.48 +0.75 +1.2 +1.8 3 6 0 0 0 0 0 0 0 0 0 0 0 0 0 0
+6 +9 +15 +22 +36 +58 +90 +0.15 +0.22 +0.36 +0.58 +0.9 +1.5 +2.2 6 10 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +8 +11 +18 +27 +43 +70 +110 +0.18 +0.27 +0.43 +0.7 +1.1 8 +2.7 10 18 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +9 +13 +21 +33 +52 +84 +130 +0.21 +0.33 +0.52 +0.84 +1.3 +2.1 +3.3 18 30 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +11 +16 +25 +39 +62 +100 +160 +0.25 +0.39 +0.62 +1 +1.6 +2.5 +3.9 30 50 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +13 +19 +30 +46 +74 +120 +190 +0.3 +0.46 +0.74 +1.2 +1.9 +3 +4.6 50 80 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +15 +22 +35 +54 +87 +140 +220 +0.35 +0.54 +0.87 +1.4 +2.2 +3.5 +5.4 80 120 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +18 +25 +40 +63 +100 +160 +250 +0.4 +0.63 +1 +1.6 +2.5 +4 +6.3 120 180 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +20 +29 +46 +72 +115 +182 +290 +0.46 +0.72 +1.15 +1.85 +2.9 +4.6 +7.2 180 250 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +23 +32 +52 +81 +130 +210 +320 +0.52 +0.18 +1.3 +2.1 +3.2 +5.2 +8.1 250 315 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +25 +36 +57 +89 +140 +230 +360 +0.57 +0.89 +1.4 +2.3 +3.6 +5.7 +8.9 315 400 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +27 +40 +63 +97 +155 +250 +400 +0.63 +0.97 +1.55 +2.5 +4 +6.3 +9.7 400 500 0 0 0 0 0 0 0 0 0 0 0 0 0 0 +32 +44 +70 +110 +175 +280 +440 +0.7 +1.1 +1.75 +2.8 +4.4 +7 +11 500 630 0 0 0 0 0 0 0 0 0 0 0 0 0 0
形位公差分类标注的国家标准
形位公差的分类、项目、符号 国家标准规定的形状公差的特征项目分为形状公差和位置公差两大类,共14 个,它们的名称和符号如下表所示。
形位公差的定义 直线度- 所有点都在一条直线上的情况,公差由两条平行线形成的区域来指定 平面度- 表面上所有的点都在一个平面上,公差由两个平行平面形成的区域来表示。 圆度- 表面上所有点都在圆周上。公差由两个同心圆限制的区域来指定。 圆柱度- 旋转表面上的所有点都与公共轴等距。圆柱公差制定了两个同心圆柱所形成的公差区域,此旋转表面必须在此区域中。 轮廓度- 控制不规则的表面、线条、弧形或普通位面的定义公差方式。轮廓可适用于单个线条元件或者零件的整个表面。轮廓公差指定了沿着实际轮廓的唯一边界。 倾斜度- 表面与轴处于指定角度的情况(与数据平面或轴的角度不是90度)。公差区域是由两个平行平面定义的,这两个平行平面与数据平面或轴成指定的基本角度。
垂直度- 表面或轴与数据平面或轴成直角的情况。垂直公差指定了下列情况之一:由垂直于数据平面或轴的两个平面定义的区域,或者由垂直与数据轴的两个平行平面所 定义的区域。 平行度- 表面与轴上所有点与数据平面或轴等距的情况。平行度公差指定了下列情况之一:平行于数据平面或轴的两个平面或线定义的区域,或者其轴平行于数据轴的圆柱 公差区域。 同轴度- 旋转表面的所有交叉可组合元素的轴,是数据特征的公共轴。同心度公差指定了其轴与数据轴一致的圆柱公差区域。 位置度- 位置度公差定义了允许其中中心轴或者中心平面偏离真正(理论上正确)位置的区域。基本尺寸建立了从数据特征和相互关联的特征之间的真正位置。位置误差是, 特征与其正确位置间,总的可允许的位置偏移量。对于孔和外部直径这样的圆柱 特征来说,位置度公差通常是特征轴必须在其中的公差区域的直径。对于不是圆 的特征(如槽和短小的突出物)来说,位置度公差是特征的中心平面必须在其中的公 差区域的总宽度。 圆跳动- 提供对表面圆形元素的控制。当零件旋转360度时,该公差是独立应用在任何圆形的计量位置上,应用于在数据轴周围所构造的圆跳动公差,控制了圆度和同轴 度的累计变化。当应用于垂直于数据轴所构造的表面时,它控制平面表面的圆形 特征元素。 跳动- 提供所有表面元素的复合控制。当零件旋转360度时,此公差同时应用于圆形和长轴形特征。当应用于在数据轴周围构造表面时,全跳动控制了圆度、圆柱度、直
GB/T1804-m_一般公差
一般公差 线性尺寸的未注公差 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1 范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角 3 术语 3.1 一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4 线性尺寸的一般公差 4.1 线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和倒角高度尺寸的极限偏差数值见表2。 4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
表1 线性尺寸的极限偏差数值 尺寸分段 公差等级 >1000~2000>2000~4000 >0.5~3 >3~6 >6~30 >30~120>120~400>400~1000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 尺寸分段 公差等级 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 注:倒圆半径与倒角高度的含义参见GB6403.4。 5 线性尺寸的一般公差的表示方法 采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级 符号表示。例如选用中等级时,表示为:GB/T1804-m 2
标准等级公差数值表
基本尺寸/mm 标准公差等级 IT1 IT2 IT3 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于至μm mm - 3 0.8 1.2 2 3 4 6 10 14 25 40 60 0.1 0.14 0.25 0.4 0.6 1 1.4 3 6 1 1.5 2.5 4 5 8 12 18 30 48 75 0.12 0.18 0.3 0.48 0.75 1.2 1.8 6 10 1 1.5 2.5 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.9 1.5 2.2 10 18 1.2 2 3 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.7 1.1 1.8 2.7 18 30 1.5 2.5 4 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.3 2.1 3.3 30 50 1.5 2.5 4 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1 1.6 2.5 3.9 50 80 2 3 5 8 13 19 30 46 74 120 190 0.3 0.46 0.74 1.2 1.9 3 4.6 80 120 2.5 4 6 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.4 2.2 3.5 5.4 120 180 3.5 5 8 12 18 25 40 63 100 160 250 0.4 0.63 1 1.6 2.5 4 6.3 180 250 4.5 7 10 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.9 4.6 7.2 250 315 6 8 12 16 23 32 52 81 130 210 320 0.52 0.81 1.3 2.1 3.2 5.2 8.1 315 400 7 9 13 18 25 36 57 89 140 230 360 0.57 0.89 1.4 2.3 3.6 5.7 8.9 400 500 8 10 15 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.5 4 6.3 9.7 500 630 9 11 16 22 32 44 70 110 175 280 440 0.7 1.1 1.75 2.8 4.4 7 11 630 800 10 13 18 25 36 50 80 125 200 320 500 0.8 1.25 2 3.2 5 8 12.5 800 1000 11 15 21 28 40 56 90 140 230 360 560 0.9 1.4 2.3 3.6 5.6 9 14 1000 1250 13 18 24 33 47 66 105 165 260 420 660 1.05 1.65 2.6 4.2 6.6 10.5 16.5 1250 1600 15 21 29 39 55 78 125 195 310 500 780 1.25 1.95 3.1 5 7.8 12.5 19.5 1600 2000 18 25 35 46 65 92 150 230 370 600 920 1.5 2.3 3.7 6 9.2 15 23 2000 2500 22 30 41 55 78 110 175 280 440 700 1100 1.75 2.8 4.4 7 11 17.5 28 2500 3150 26 36 50 68 96 135 210 330 540 860 1350 2.1 3.3 5.4 8.6 13.5 21 33 注:1.基本尺寸大于500mm的IT1至IT5的标准公差数值为试行。 2.基本尺寸小于等于1mm时,无IT14至IT18。 标准等级公差数值
机械制图国家标准
机械制图国家标准(最新版的) 标准概括介绍: 《机械制图》国家标准的变更 1.《机械制图》国家标准的历史 我国《机械制图》标准的变更时间表 颁发时间主要内容颁发部门说明 1951年13项《工程制图》标准。政务院财经委员会以第一角画法为我国《工程制图》的统一规则,从而扭转了我国机械图样中第一角和第三角画法并用的混乱状态。 1956年21项《机械制图》部颁标准。原第一机械工业部属于前苏联的ΓOCT体系。 1959年19项《机械制图》国家标准(第一套国标)。国家科委 1970年修订了1959年的国家标准,共7项,在全国试行。中国科学院 1974年在1970年基础上扩充为10项,正式转正发布。原国家标准计量局 1983~1984年17项《机械制图》国家标准。原国家标准计量局1985年开始实施,这套标准是跟踪国际标准(ISO)的,达到了当时的国际先进水平。 1993~2003年陆续修订1985年实施的《机械制图》国家标准。国家质量监督 检验检疫总局绝大部分已与国际标准(ISO)接轨,1985年实施的17项《机械制图》国家标准有14项被取代。 2.新旧标准的对照 1985年实施标准与现行标准对照表 分类1985年实施的《机械制图》国家标准编号现行《机械制图》 国家标准编号现行《机械制图》 国家标准名称 基本规定GB/T 4457.1-1984 ※GB/T 14689-1993 技术制图图纸幅面及格式 GB/T 4457.2-1984 ※GB/T 14690-1993 技术制图比例 GB/T 4457.3-1984 ※GB/T 14691-1993 技术制图字体 GB/T 4457.4-1984 ※GB/T 17450-1998 技术制图图线 GB/T 4457.4-2002 机械制图图样画法图线 GB/T 4457.5-1984 GB/T 17453-1998 技术制图图样画法剖面区域的表示法 GB/T 4457.5-1984 机械制图剖面符号 基本表示法GB/T 4458.1-1984 ※GB/T 17451-1989 技术制图图样画法视图 GB/T 4458.1-2002 机械制图图样画法视图 GB/T 17452-1989 技术制图图样画法剖视图和断面图 GB/T 4458.6-2002 机械制图图样画法剖视图和断面图 GB/T 16675.1-1996 技术制图简化表示法第1部分:图样画法 ——GB/T 4457.2-2003 技术制图图样画法指引线和基准线的基本规定 GB/T 4458.2-1984 ※GB/T 4458.2-2003 机械制图装配图中零、部件序号及其编排方法 GB/T 4458.3-1984 GB/T 4458.3-1984 机械制图轴测图 GB/T 4458.4-1984 ※GB/T 4458.4-2003 机械制图尺寸注法 GB/T 16675.2-1996 技术制图简化表示法第2部分:尺寸注法 GB/T 4458.5-1984 ※GB/T 4458.5-2003 机械制图尺寸公差与配合注法 ——GB/T 15754-1995 技术制图圆锥的尺寸和公差注法 GB/T 131-1983 ※GB/T 131-1993 机械制图表面粗糙度符号、代号及其注法 特殊表示法GB/T 4459.1-1984 ※GB/T 4459.1-1995 机械制图螺纹及螺纹紧固件表示法
公差等级表
公差等级表 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
公差与配合 1.基本偏差系列及配合种类 自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴
用h(-);长度用(±) IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。 表1线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~ 1000 >1000~ 2000 >2000~ 4000
标准公差等级表
最新的标准公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密f ±1° ±30′ ±20′ ±10′ ±5′
中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2
根据国际标准尺寸公差表
根据国际标准,以下线性尺寸未注公差的公差表。 这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于非配合尺寸。 表1 线性尺寸的极限偏差数值 公差等级尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1 000 >1000~2000 >2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级尺寸分段 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) (GB/T1804-2000)线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000
精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1° ±30′ ±20′ ±10′ ±5′ 中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~
公差配合表
公差配合表基孔制基轴制特性及说明 H11/a11A11/h11间隙非常大,液体摩擦情况差,产生紊流现象。用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用 H11/b11B11/h11间隙非常大,液体摩擦情况较差,且有紊流。用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围 H12/b12B12/h12间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。如扳手孔与座等的配合 H9/c9间隙很大,液体摩擦尚好。有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少采用 H10/c10间隙很大,液体摩擦尚好。用于结合件材料线膨胀系数显着不同处。如光学测长仪与光学零件的配合 H11/c11C11/h11配合间隙非常大,液体摩擦较差,易产生紊流的配合。用于转速很低,配合很松的配合。常用于大间隙、大公差的外露组件及装配很松之处 H8/d8D8/h8间隙比较大,液体摩擦良好,带层流。用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起偏斜的连接 H9/d9D9/h9间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑动轴承及较松的皮带轮等的配合 H10/d10D10/h10间隙很大的松动配合,液体摩擦情况尚好。如一般比较松的皮带轮及滑动轴承等的配合 H11/d11D11/h11液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合 H8/e7E8/h7液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合 H8/e8E8/h8H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷不大,方向不变的轴与轴承的配合,或者属于中等转速,但轴比较长的情况,以及有三个以上支承的情况。如外圆磨床的主轴等配合 H9/e9E9h9精度不高且有防松间隙,液体摩擦较好的转动配合。如粗糙机构中衬套与轴承圈的配合 H6/f5F6/h5具有中等间隙,属于带层流、液体摩擦良好的转动配合,广泛适用于普通机械中转速不大,普通润滑脂或润滑油润滑的轴承,以及要求在轴上自由转动回轴向滑动的配合。如精密机床中变速箱、进给箱的旋转件的配合,或其他重要的滑动轴承,高精度齿轮轴套与轴承衬套等的配合 H6/g5G6/h5具有很小的间隙,制造成本较高,用于自由移动,但不要求自由转动,行程不太大,要求保持很小的配合间隙,且要求精确定位的配合。如光学分度头主轴与轴承,刨床滑块与滑槽,蜗轮减速箱孔与轴承衬套等的配合 H7/g6G7/h6具有很小的间隙,适用于有一定的相对运动,不要求自由转动,并且精确定位的配合。亦适用于转动精度高,但转速不高,以及转动时有冲击,但要求一定的同轴度或紧密性的配合。如机床的主轴与轴承,机床的传动齿轮与轴,中等精度分度头主轴与轴套,矩形花键的定心直径,可换钻套与钻模的配合。 H8/g7具有很小的间隙,与H7/g6相比,其精度略低。常用在柴油机汽缸体与挺杆,手电钻中的配合等 H6/h5H6/h5最小间隙为零的间隙定位配合,适用于同轴度要求较高,工作时零件没有相对的结合,也适用于导向精度较高,工作时有微量缓慢轴向移动的结合,还适用于同轴度要求较高,有需经常拆卸的固定配合,如车床尾座体与套筒,高精度分度盘轴与孔配合等
公差与配合标准表123全解
公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密f ±1° ±30′ ±20′ ±10′ ±5′ 中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5
标准公差表
标准公差表
线性和角度尺寸未注公差 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于: ?线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; ?角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); ?机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ?已有其他一般公差标准规定的线性和角度尺寸; ?括号内的参考尺寸; ?矩形框格内的理论正确尺寸。
形状位置公差 零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。 形状公差 形状公差是指单一实际要素的形状所允许的变动全量。 形状公差用形状公差带表达。形状公差带包括公差带形状、方向、位置和大小等四要素。 形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。 位置公差 位置公差是指关联实际要素的位置对基准所允许的变动全量。 定向公差 定向公差是指关联实际要素对基准在方向上允许的变动全量。这类公差包括平行度、垂直度、倾斜度3项。 定位公差 定位公差是关联实际要素对基准在位置上允许的变动全量。这类公差包括同轴度、对称度、位置度3项。 跳动公差 跳动公差是以特定的检测方式为依据而给定的公差项目。跳动公差可分为圆跳动与全跳动。零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。