磨煤机分离器轴承温度高热工保护投退操作卡
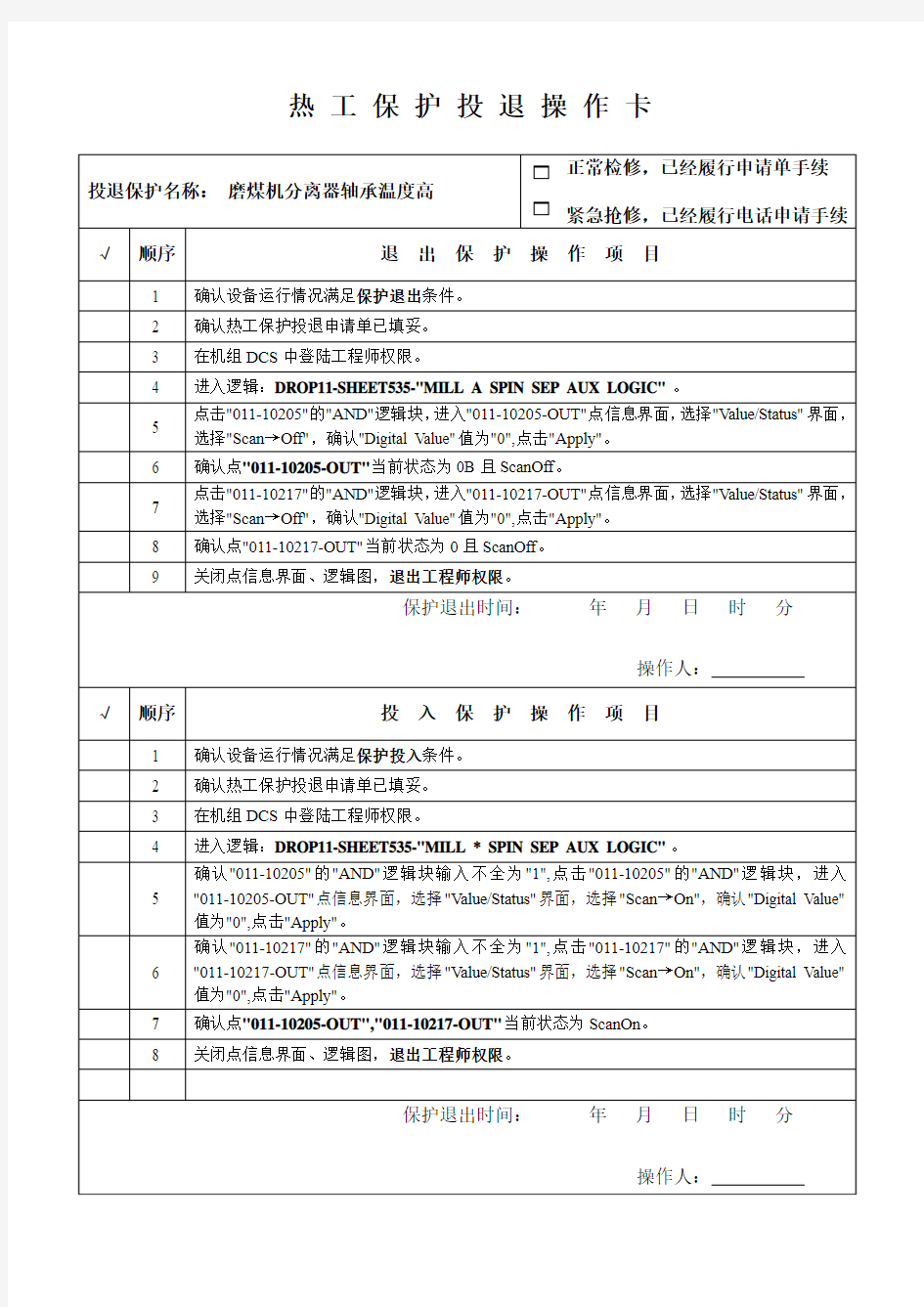

热工保护投退操作卡
某电厂磨煤机动态分离器改造可行性研究报告
江苏某发电有限公司 磨煤机动态分离器改造项目可行性研究报告 建设单位:江苏某发电有限公司 报告日期:2014年11月10日 编制: 审核: 批准:
江苏某发电有限公司 磨煤机动态分离器改造项目可行性研究报告 一、总论 1、总体介绍 江苏发电有限公司2×600MW超超临界机组2台锅炉为哈尔滨锅炉厂有限公司引进三菱重工业株式会社(Mitsuibishi Heavy Industries Co. Ltd)技术设计制造的超超临界直流锅炉,带启动循环泵、单炉膛、一次中间再热、平衡通风、墙式切圆燃烧、封闭结构、固态排渣、全钢构架、全悬吊结构п型锅炉,型号为HG-1792/26.15-YM1型。 每台锅炉安装6台上海重型机器厂有限公司生产的HP1003型中速磨煤机,BMCR工况下5台运行,1台备用。 2、目前存在的主要问题 锅炉制粉系统是火力发电厂重要的辅助系统,其运行状况直接影响着锅炉的安全经济运行,而粗粉分离器的性能直接影响着制粉系统的运行。某电厂磨煤机为上海重型机器厂生产的型号为HP1003型中速磨煤机,此型号磨煤机采用挡板式粗粉分离器,属于静态分离器,长期以来,粗粉分离器存在着分离效率低、回粉量大、输粉管粉量分配不均匀以及煤粉细度不均匀且不易调节等问题。而自投产以来某电厂的煤质多变,不同煤质的经济细度也不相同,迫切需要一种高性能的煤粉细度容易调节的粗粉分离器来满足生产的需要。 二、改造的必要性 通过技术改造,将磨煤机静态分离器改成了动态分离器改造后,大大提高了粗粉分离器效率。旋转粗粉分离器分离出来的煤粉均匀性指数较高,均匀性较好,进入炉膛的煤粉均能保证充分燃烧,从而降低炉渣的含碳量及飞灰含碳量,减少了煤粉物理不完全燃烧热损失,有利于低NOx燃烧器的运行,进而提高锅炉经济性。 改造后的动态分离器提高了输粉管粉量分配均匀性,从而降低炉膛内部温度分布不均,减少炉内受热面部分超温,有利于避免因承压部件泄漏而造成的机组停运,从而保证了机组的安全运行进而提高锅炉安全性,尤其能提高水冷壁的安全性,能够在一定程度上缓解水冷壁壁温分布不均的问题,有利于抑制横向裂纹
轴承座机械加工工序过程卡片
2-φ 车间工序号工序名称材料牌号金工10 钻ZL102 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1 设备名称设备型号设备编号同时加工件数卧式车床Z3025 1 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时(分) 准终单件 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 以上端面为基准,划线钻2-φ8的销孔。莫氏锥柄麻花钻φ7 150 4 2 游标卡尺0-125/0.02mm、 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工20 铣ZL102 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1 设备名称设备型号设备编号同时加工件数立式铣床X5012 1 夹具编号夹具名称切削液 工位器具编号工位器具名称工序工时(分) 准终单件 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 1、以基准B平面为基准,校正压固,按图尺寸与精度圆柱铣刀直径为35mm38 53 2 270s 要求,粗精铣对100上面凸台达图示要求,修毛刺。游标卡尺0-125/0.02mm、 2 夹住校正,按图尺寸与精度要求,粗精铣基准B平面 3 铣两端面,保证形位公差的要求。平行度 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间 工序号 工序名称 材 料 牌 号 金工 30 镗 ZL102 毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数 每 台 件 数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 TS4132 1 夹具编号 夹具名称 切削液 专用夹具 工位器具编号 工位器具名称 工序工时 (分) 准终 单件 工步 号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动 辅助 1 以基准B 平面为基准,上专用夹具,校正压固,粗镗 镗刀直径为50mm 、 150 2 120 φ56的孔,。 内径千分尺 2 按图尺寸与精度要求,粗精镗对009.0021.062+-φ孔达 21±深度要求。。 3 然后反镗另一端面的009 .0021.062+-φ孔达21±深度要求。 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
轴承座零件课程设计说明书
机械制造工艺学 课程设计 设计题目:设计轴承座零件的机械加工工艺规程 华侨大学 2011年 07 月 06 日
1 零件的分析.............................................. 1.1零件的作用 ......................................... 1.2零件的工艺分析...................................... 2 零件的生产类型.......................................... 2.1生产类型及工艺特征.................................. 3 毛坯的确定.............................................. 3.1确定毛坯类型及其制造方法............................ 3.2估算毛坯的机械加工余量.............................. 3.2绘制毛坯简图,如图1 ................................ 4 定位基准选择............................................ 4.1选择精基准 ......................................... 4.2选择粗基准 ......................................... 5 拟定机械加工工艺路线.................................... 5.1选择加工方法........................................ 5.2拟定机械加工工艺路线,如表3 ........................... 6 加工余量及工序尺寸的确定............................... 6.1确定轴承座底平面的加工余量及工序尺寸................ 6.2确定轴承座上平面的加工余量及工序尺寸................ 6.3 确定轴承座左右两侧面的加工余量及工序尺寸 ........... 6.4确定轴承座前后两端面的加工余量及工序尺寸............ 6.5确定轴承座轴承孔两侧面的加工余量及工序尺寸.......... 6.6 确定轴承座槽的加工余量及工序尺寸 .........................................
MPS-HP-II磨煤机
MPS-HP-II磨煤机 作者:上传人 通过查看神华胜利电厂设备设计说明,得知本电厂采用的磨煤机为长春电力设备厂生产的MPS-HP-II磨煤机。本人通过大同二电厂学习和对一些资料的查阅,针对针对未来胜利电厂MPS-HP-II磨煤机有了一定的认识,并总结如下。本文纯属个人观点,如有错误,希望大家指证,共同学习。 一、概述 MPS型中速磨煤机起源于德国BABCOCK公司(Babcock Borsig Power System GmbH ),我国曾在上世纪80年代至90年代引进了部分弹簧加载和液压定加载磨煤机,目前在我国得到了广泛的应用。 德国Babcock公司一直致力于对MPS型磨煤机的不断研发和改进,为满足磨煤机日益增加的出力要求和锅炉调峰的的需要,并提高磨煤机自动控制水平,在20世纪末,又推出了MPS型中速磨煤机的第三代产品—高效、耗、节能的MPS-HP-II型中速磨煤机。 该系列产品吸取了其它中速磨种的优点,保留了MPS磨自身特点,使磨煤机结构更合理、性能更优越、控制更有效。目前在全球市场己获得用户认可,并得到了广泛的应用。 新型MPS-HP-II型磨煤机同老式MPS磨煤机相比,具有更多的优势: 1、工作效率更高,与同型号的老式MPS磨机相比,出力提高达20-50%,并可大大降低了磨煤机的运行电耗; 2、减轻了基础块的设计重量,并且可以采用普通刚性基础取代以往的弹性基础,降低基建投资; 3、磨辊翻出装置使检修工作量大大降低,减轻了检修的劳动强度,缩短了磨煤机的检修时间; 4、磨煤机出力可在15-100%的负荷范围内任意调节; 5、优越的控制系统可快速响应锅炉负荷的变化,适应电网调峰能力强; 6、新型的MPS-HP-II型磨煤机高度降低,占地面积小,便于在锅炉厂房内布置,并可以大幅度减少业主的基建总投资。 7、可磨制收到基水份Mar<40%的褐煤。
磨煤机分离器内部防磨技术规范书
磨煤机分离器内部防磨技术规范书 一、总则 1、本协议的使用范围仅限于AA公司2×660MW超超临界机组工程选用的磨煤机分离器防磨陶瓷贴片施工。它规定了该设备的功能设计、结构、性能、安装和试验等方面的技术要求。 2、买方提出磨煤机分离器防磨的耐磨陶瓷砖技术规范是最低限度的技术要求,并未规定所有的技术要求和适用的标准。卖方应提供满足实际使用要求的技术资料和规范及有关行业标准要求的高质量产品及其相应服务。 3、本招标书提出了最低限度的技术要求,并未对一切技术细节作出规定,也未充分地详述有关标准和规范的条文,但卖方应保证提供符合本技术规范书和相关工业标准的功能齐全的优质产品及其相应服务。对国家有关安全、环保等强制性标准必须满足其要求。 4、卖方须执行本规范书所列要求、标准,本规范书中未提及的内容均应满足或优于本规范书所列的国家标准、电力行业标准和有关国际标准。本规范书所使用的标准如与卖方所执行的标准发生矛盾时,按较高标准执行。当本规范书中所提及的标准已修订时,以修订后版本执行。 5、如卖方没有对本技术规范书提出书面偏差,买方则可认为卖方完全接受和同意本技术规范书的要求,卖方提供的产品应完全满足本招标书的要求。卖方如对本招标书有异议,应以书面形式明确提出,偏差(无论多少)都必须清楚地表示在投标文件的差异表中,在征得买方同意后,可对有关条文进行修改。如买方不同意修改,仍以买方意见为准。 6、卖方在投标文件中应提出合同设备的设计、制造、检验/试验、装配、安装、调试、试运、验收、试验、运行和维护等执行标准清单给买方,买方确认。标准应为最新版本。 7、在签订合同之后,买方保留对本规范书提出补充要求和修改的权力,卖方应承诺予以配合。如提出修改,具体项目和条件由卖方、买方双方共同商定。 8 、设备采用的专利涉及到的全部费用均被认为已包含在设备报价中,卖方应保证
二十二HP碗式磨煤机上重
二十二H P碗式磨煤机 上重 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
二十二HP型碗式磨煤机(上重) (一)简介 1.用途 主要用于将原煤碾磨、干燥和分离成合格的细度,供火力发电厂蒸汽锅炉燃烧之用。 2.型号意义 磨煤机型号表示方法如下: HP 带动态分离器(带静态分离器的无标注) 磨辊数量 磨碗名义直径代号 碗式磨煤机 标记示例: 磨碗名义直径代号为86,磨辊数量为3个,带静态分离器的碗式磨煤机:HP863磨煤机磨碗名义直径代号为86,磨辊数量为3个,带动态分离器的碗式磨煤机:HP863/Dyn磨煤机 图22-1带静态分离器的HP磨煤机图22-2带动态分离器的HP磨煤机 3.结构特点 HP型碗式磨煤机结构为碗形磨盘、三磨辊、弹簧变加载型式,分为带静态分离器的HP 磨煤机(见图22-1)和带动态分离器的HP磨煤机(见图22-2),主要由落煤管、分离器顶盖、内锥体、分离器体(动、静态)、叶轮装置、行星齿轮减速箱、排出阀、折向门调节装置、文杜里管、弹簧变加载装置、侧机体装置、磨碗装置、密封空气集管、石子煤排出口等部件组成,主要的结构特点如下: (1)HP磨煤机采用了国内外较为新型的螺旋伞齿轮加行星齿轮二级减速立式传动,传动装置上部采用液压滑动止推轴承承受磨辊研磨力。这一形式构成了独立的减速箱,能够从磨机底部拖出,既便于检修.又便于隔热与密封。 (2)HP磨煤机采用了成熟的磨辊堆焊工艺技术和大直径锥形磨辊,对一般的煤种,磨辊设计寿命在12,000h以上,且磨辊磨损后可以重复堆焊使用,降低成本。
(3)HP磨煤机首先采用了随磨碗一起转动的叶轮装置来改变一次风的流向和流速,使通过磨煤机的空气分配得更为均匀,增强了煤粉的分离效果,降低了磨煤机内部的磨损及其一次风阻损,提高了对石子煤排量的调控能力。 (4)HP磨煤机采用了磨辊翻出专利技术,磨辊能够从各自的门孔中翻出,检修极为方便。由于HP磨煤机在磨辊结构上作了改进,使磨辊更换可以直接在机器上进行,进一步缩短了停机时间。 (5)HP磨煤机的磨辊与磨碗衬板无直接金属接触,运行时可空载起动(亦可带负荷起动),起动力矩小、运行安全平稳,停机时磨碗中没有存煤。 (6)HP磨煤机磨辊加载方式采用弹簧变加载,具有结构简单,维护工作少,运行安全可靠等特点。 (7)HP磨煤机配套的动态分离器除了能提高煤粉细度和均匀性外,还具有结构可靠性高、维修简单、调整方便等特点。 (8)HP磨煤机的出力是由给煤量和一次风量来控制的,出力调节范围大,最小出力为最大出力的25%,非常适合于电厂调峰要求。 (9)HP磨煤机同锅炉匹配性能好。国内三家电气集团公司:上海电气、哈尔滨电气、东方电气下属的锅炉厂都是引进美国ALSTOM公司的锅炉设计技术,而HP磨煤机也是从美国ALSTOM公司引进的,具有规格多、系列化特点,所以HP磨煤机同锅炉匹配性能好。 (10)HP磨煤机配用电机的功率较其他中速磨煤机的电机小。 (11)HP磨煤机通风阻力较其它中速磨煤机小,所配的一次风机风压较小,可以降低风机的投资费用。 4.工作原理 HP系列磨煤机的功能是碾磨原煤,使其达到能在炉内有效地燃烧的细度。磨煤机的最大碾磨出力取决于下列三个因素: (1)磨煤机规格。 (2)原煤特性—哈氏可磨度和含水量。 (3)煤粉细度—%通过200目筛子。 原煤经过给煤机落入磨碗上后,在离心力的作用下沿径向朝外移动,在磨碗上形成一层煤床,煤床在可绕轴转动的磨辊装置下通过。这时,弹簧变加载装置产生的碾磨力通过转动的磨辊施加在煤上,煤在磨碗衬板与磨辊之间被碾磨成粉。作径向和周向移动的煤携带着被破碎的煤粉越过磨碗边缘进入输送介质通道。输送介质,典型的是热空气,主要有三个作用:
HP磨煤机动态分离器技术介绍
动态分离器技术介绍 Introduction of Dynamic Classifier Technology 随着电力事业的快速发展,世界各国对电厂环保的要求越来越高,许多机组都在使用低NO x排放技术。为了降低NOx和飞灰排放量又不增加运行成本,作为锅炉系统重要辅机的磨煤机也相应进行了技术改进,采用了动态分离器技术。 With the rapid development of electric power project,most countries begin to think much of the environment. As a result, many units are incorporating infurnace low NO x technology. For reduceing the NOx and ash and without disposal cost, pulverizer that is one of the most important assistant equipment of the boiler system have been improved and equipped with Dynamic Classfier . HP磨煤机配套的动态分离器装置主要包括以下几个部分: The primary components of the Dynamic Classifier are: 1.轴承和驱动装置 Bearing and Drive Assembly 2.变频电机和涡轮蜗杆减速器 Variable Frequency Motor and Worm Gear Reducer 3.V带V-Belt 4.变频器Pulse Width Modulated Variable Frequency Drive(VFD) 5.转子装置Rotor Assembly 动态分离器使用一对脂润滑角接触球轴承,轴承放置在结构件制成的轴承座中,上、下轴承各有一个热电阻用于监测轴承温度。为了保护轴承,上、下各有一个油封。迷宫气封的设计也是为了防止粉尘进入驱动装置。 The Dynamic Classifier use two grease lubricated angular contact ball bearings installed in fabricated steel housing.There are two thermocouples to monitor the temperature of the two ball bearings.To protect the bearings,upper and lower oil seals are https://www.360docs.net/doc/7a18991015.html,byrinth design air selas are also used to seal the drive assembly from coal dust. 变频电机和涡轮蜗杆减速器通过联轴器连在一起,变频电机通过变频器改变频率从而改变转速。涡轮蜗杆减速器输出轴上安装主动轮,通过皮带带动与转子装置连接在一起的从动轮,从而使转子转动。转子的旋转方向为从磨煤机上方往
动态旋转分离器
动态旋转分离器 动态分离器装置主要包括以下几个部分:轴承座、变频电机、分离器顶盖、传送带、煤粉排出体、变频器、转子装置、落煤管 动态分离器使用一对脂润滑角接触球轴承,轴承放置在结构件制成的轴承座中,上、下轴承各有一个热电阻用于监测轴承温度。为了保护轴承,上、下各有一个油封。迷宫气封的设计也是为了防止粉尘进入驱动装置。上、下轴承各有一个热电阻用于监测轴承温度。 变频电机和减速器通过法兰连在一起,变频电机通过变频器改变频率从而改变转速。减速机输出轴上安装主动轮,通过皮带带动与转子装置连接在一起的从动轮,从而使转子转动。转子的旋转方向为从磨煤机上方往下看为顺时针方向。 磨煤机的主要功能是将直径小于等于38mm的原煤研磨成0.075mm左右的煤粉,供锅炉燃烧。热一次风(用来干燥和输送磨煤机内的煤粉)从磨碗下部的侧机体进风口进入,并围绕磨碗毂向上穿过磨碗边缘的叶轮装置,旋转的叶轮装置使气流均匀分布在磨碗边缘并提高了气流的速度,与此同时,煤粉和气流就混合在一起了,气流携带着煤粉冲击固定在分离器体上的固定折向板。颗粒小且干燥的煤粉仍逗留在气流中并被携带沿着折向板上升至分离器,大颗粒煤粉则回落至磨碗被进一步碾磨,分离器体下部的固定折向板使煤粉在碾磨区域进行了初级分离。 煤粉和气流上升,通过分离器体进入旋转的叶片式转子,在转子外沿处,受转子转动的影响,气流和煤粉流一起旋转,旋转产生的离心力会使较大颗粒返回磨碗进一步碾磨,而细度合格的煤粉则可以很顺利地通过转子排出磨煤机。通过变频器和变频电机可以改变转子的转速,不同的转速可以对煤粉颗粒产生不同的离心力,可以对返回碾磨的煤粉颗粒的大小进行选择;从而可以通过改变转子的转速来调整煤粉的细度。 带动态分离器的磨煤机由于内循环负荷比静态分离器小,所以能够提高磨煤机出力,避免了细小颗粒(粒度小于200目的)不必要的重新碾磨次数,这样合格的煤粉就可以较快的排出磨煤机。在相同的煤质和细度要求下可以提高磨煤机出力;或者相同的煤质和出力要求下可以提高煤粉细度。
磨煤机动态分离器故障处置预案
神华江苏国华陈家港发电有限公司 磨煤机动态分离器故障处置预案 批准: 审核: 编写: 发电生产部 发布日期:2013年7月
一、编制目的 为提高集控运行人员反应能力,保证在磨煤机动态分离器故障发生时能够正确、迅速、有序地处理,尽快恢复制粉系统的正常运行,防止异常扩大和设备损坏事故的发生,特制定本预案。 二、编制依据 生产经营单位生产安全事故应急预案编制导则 国华港电660MW机组集控运行规程 三、适用范围 本预案适用于发电生产部各岗位。 四、故障情况及处理 1.磨煤机动态分离器皮带打滑,造成煤粉细度及均匀性不能满足制粉系统要求 时,应及时就地确认,并检查磨电流、进出口差压和出口温度变化情况,适当降低磨煤机出力,打滑严重时则应逐渐降低该磨煤机出力直至停运给煤机。 2.磨煤机动态分离器皮带打滑松脱、毛边断裂细微的打滑,对燃烧影响比较小, 而表现的也仅仅是,磨进出、口差压降低,磨煤机电流下降,此时若就地检查磨煤机、给煤机及其皮带、磨煤机6KV开关电流均无异常时,则应及时检查磨煤机分离器运行情况,判读是动态分离器故障则降低给煤机出力并停磨。 3.磨煤机动态分离皮带断裂或动态分离器故障跳闸时,磨煤机的进出口差压降 低、进口及出口风压均升高、电流逐渐降低至空载值,磨进、出口呈现出和落煤管堵煤相似的迹象,对锅炉燃烧有较大的影响,炉底渣斗监视系统可看到大量未燃尽煤颗粒掉落,锅炉中间点温度下降,主再热汽温度升高,锅炉可能超温。则应立即汇报值长,降低故障制粉系统出力直至停运,根据制粉系统运行方式及炉膛燃烧情况及时投对应油枪稳燃。 4.磨煤机动态分离器轴承温度高时,应就地测温并检查轴承箱油脂情况是否恶 化,检查就地是否有积存煤粉自燃。磨煤机动态分离器布置在磨煤机顶部,工作环境恶劣,夏天局部环境温度高时可联系检修添加临时冷却风扇。
轴承座加工工艺及夹具设计
题目:轴承座加工工艺及夹具设计 班级:工程机械1102班 学号: 学生姓名: 完成日期: 2013.12.21 目录 序言 (5) 一、零件加工工艺设计 (6) 1、零件的工艺性审查 (6)
2、基准选择原则 (7) 3、定位基准选择 (7) 4、拟定机械加工工艺路线 (8) 5、确定机械加工余量,工序尺寸以及公差 (8) 6、选择机床设备及工艺设备 (9) 7、确定切削用量 (9) 二、夹具设计 (12) 1、问题提出 (12) 2、家具设计 (13) 三、小节 (15) 四、参考文献 (17) 一、零件加工工艺设计 (1)零件的工艺性审查: 1)零件的结构特点 轴承座如附图1所示。该零件是起支撑轴的作用。零件的主要工作表面为
Φ40的孔内表面。主要配合面是Φ22的轴孔。零件的形状比较简单,属于较简单的零件,结构简单。 2)主要技术要求: 零件图上主要技术要求:调质至HB230-250,锐边倒角,未注倒角0.5x45°,表面作防锈处理。 3)加工表面及其要求: a)总宽:为18±0.05mm。 mm,表面粗糙度Ra1.6um, b)轴孔:Φ22的孔径:Φ22+0.018 c)Φ34的外圆:直径为Φ34-0.007 mm,表面粗糙度为Ra1.6um,外圆与内 -0.025 孔的同轴度不超过0.02m.,轴肩距为12mm。 d)左端面:外圆直径为Φ52,上下边面距离38mm。 e)螺纹孔:大径为4mm,轴心距离左轴肩3mm。 f)通孔:左端面均布4-Φ4.5通孔,左右中心距36mm,上下中心距27mm。 g)退刀槽:距离右端面12mm,尺寸为1.5xΦ33 4)零件的材料: 零件在整个机器当中起的作用一般,不是很重要。选用45#。 毛坯选择: 1)确定毛坯的类型及制造方法 零件为批量生产,零件的轮廓尺寸不大,为粗加工后的产品。 1)确定毛坯的形状、尺寸及公差 毛坯的形状及尺寸如附图2所示。选用Φ55x20的短圆棒。 3)绘毛坯 根据附图1所示的零件结构形状,在各加工表面上加上加工余量,绘制毛坯零件图如附图2所示。 (2)基准原则: 粗基准的选用原则 1、保证不加工表面与加工表面相互位置要求原则。当有些不加工表面与加工表面之间有相互位置要求时,一般不选择加工表面作为粗基准。
磨煤机提效改造技术探讨
磨煤机提效改造技术探讨 发表时间:2018-11-07T18:19:02.330Z 来源:《建筑学研究前沿》2018年第21期作者:李云利[导读] 本文介绍了通过更换磨煤机分离器达到磨煤机经济、高效运行的技术改造方案。 陕西北元化工集团股份有限公司陕西神木锦界 719319 摘要:挡板式静态分离器调整煤粉细度不方便且较难把握,导致煤粉细度不理想,煤粉细度均匀性差,直接导致了锅炉排放可燃物严重超标。随着国家对污染物排放的限制越来越严格,磨煤机提效改造是必然的趋势,本文介绍了通过更换磨煤机分离器达到磨煤机经济、高效运行的技术改造方案。 关键词:磨煤机;分离器;煤粉炉;煤粉细度 前言 XXXX公司热电分公司配套的锅炉是由华西能源工业股份有限公司于2009年制造的4*480t/h高温、高压、自然循环∏型布置、单汽包室内布置、紧身封闭、四角切圆燃烧,四台锅炉共有HP663型磨煤机16台。公司中速磨直吹式制粉系统采用挡板式的静态离心式煤粉分离器,煤粉细度不理想,煤粉细度均匀性差,磨煤机动态分离器急需升级改造,以实现减低锅炉排放可燃物的目标。 1设备结构 磨煤机结构主要有减速机及基础、机壳、机座迷宫密封、喷咀环装置、磨盘、磨辊、磨内弹簧加载装置、磨外液压加载装置、分离器及密封风系统组成。[1] 2设备概况 2.1锅炉规范及制粉系统型式 2.1.1锅炉型号: DGJ-480/9.81-II型 2.1.2锅炉额定蒸发量(BMCR):480t/h 2.1.3 过热器出口蒸汽压力: 9.81MPa(表压) 2.1.4 过热器出口蒸汽温度: 540℃ 2.1.5锅炉型式:高压、高温、四角切圆燃烧、固态排渣、自然循环、管式空预器、汽包煤粉炉 2.1.6锅炉制造厂:华西能源工业股份有限公司 2.1.7锅炉保证效率: 91.5% 2.1.8 燃烧器:四角布置、切圆燃烧、每角燃烧器设四层一次风喷口 2.1.9空气预热器:管式(一、二次风分置) 2.1.10制粉系统:HP中速碗式磨煤机、正压、冷一次风机直吹式制粉系统。每台炉配置4台磨煤机,3台运行,1台备用。每台磨煤机上部的分离器引出四根一次风煤粉管道,分别带锅炉同一层的四角喷燃器一次风喷口。 磨煤机型号: HP663 保证出力(考虑磨损):对于设计煤种:20.82 t/h 对于校核煤种:23.1 t/h 煤粉细度: R90≈22%(设计煤种) R90≈22%(校核煤种) 磨碗转速: 53.4 r/min 磨煤机电机功率: 250kW 2.1.11 每台中速磨煤机配置一台给煤机。(给煤机甲方自己采购)给煤机型式:耐压称重皮带式给煤机最大给煤量: 40t/h 给煤机具备称重、控制转速、发出断煤信号等功能。 2.1.12锅炉实际燃料消耗量(单台锅炉在最大连续蒸发量480t/h下的燃料消耗)燃用设计煤种时实际燃煤量:51.82 t/h 燃用校核煤种时实际燃煤量:65.12 t/h 2.2 设计煤种 设计煤种为当地煤矿的原煤,各主要煤层均属特低灰~低灰、特低~低硫、特低~低磷、低砷、中高发热量、富油、挥发分产率高的长焰煤和不粘弱粘煤。 表2-2-1 煤质元素分析表
加工程序卡片轴承加工程序轴承座加工工序卡片
台州学院机械工程学院机械加工工序卡片产品型号零件图号 产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号 铣床车间15 铣削底面和两侧面HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 设备名称设备型号设备编号同时加工件数 立式铣床X52K 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时(分) 准终单件 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 粗铣底平面且余量为1mm 平口虎钳、Φ80镶齿套式面铣刀235 60 2 1 2 精铣底平面,表面粗糙度为同上375 90 1 1 3 粗铣82mm两侧面,余量为1mm 平口虎钳、硬质合金立铣刀235 60 2 1 4 精铣82mm两侧面,达到尺寸要求,表面粗糙度同上37 5 90 1 1 1
台州学院机械工程学院机械加工工序卡片产品型号零件图号 产品名称零件名称轴承座共页第页车间工序号工序名称材料牌号铣床车间 20 铣上平面和42mm 两侧面 HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 设备名称设备型号设备编号同时加工件数 立式铣床X52K 夹具编号夹具名称切削液 工位器具编号工位器具名称 工序工时(分) 准终单件 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm 机动辅助 1 粗铣两侧面达到尺寸要求,粗糙度为25 专用夹具、Φ14细齿直柄立铣刀235 60 2 1 2 粗铣上平面且留余量1mm 专用夹具、Φ63直齿三面刃铣刀235 60 2 1 3 精铣上平面达到尺寸要求,粗糙度为同上375 90 1 1 2
轴承座零件的机械加工工艺规程
机械制造工程学 课程设计说明书题目:设计轴承座零件的机械加工工艺规程 姓名学号 指导教师 教研室. 2012~2013学年第2学期 2013年2月24日~2013年3月7日
前言 机械制造技术基础课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,完成设计项目,解决工程实际问题,因此我们必须首先对所学课程全面掌握,融会贯通,因此它在我们的大学生活中占有重要的地位。 由于设计的需要,我仔细研究了零件图,但在设计过程中,因自己经验不足,遇到了很多实际问题,使我体会到了在现场实习调研仅证明可不可以实干,而不能代表能不能干好。所以我积极查阅相关资料,慢慢培养出了我缓中求稳、虚心求教、实事求是、一丝不苟的工作作风,并树立了明确的生产观、经济观和全局观,为今后从事工作打下了良好的基础。 通过课程设计,我真正认识到理论和实践相结合的重要性,并培养了我综合运用所学理论知识和实际操作知识去理性的分析问题和解决实际工作中的一般技术工程问题的能力,使我建立了正确的设计思想,掌握了工艺设计的一般程序、规范和方法,并进一步巩固、深化地吸收和运用了所学的基本理论知识和基本操作技能。还有,它提高了我设计计算、绘图、编写技术文件、实际加工零件和正确使用技术资料、标准、手册等工具书的独立工作能力,更培养了我勇于创新的精神及严谨的学风及工作作风。 由于本人能力有限,缺少设计经验,设计中漏误在所难免,敬请各位老师指正批评,以使我对自己的不足得到及时的发现并修改,也使我在今后的工作中避免再次出现。
磨煤机及分离器防磨技术要求
磨煤机及分离器防磨技术要求 一、设计和运行条件 1、设备概况: 磨煤机型号:MPS200H-Ⅱ; 分离器:动静组合式旋转分离器; 工作介质:煤粉、空气两相流。 2、正常工作压力:~18000 Pa。 3、设计温度:350℃ 4、防爆蒸汽压力:0.8~1.3MPa(g) 5、气固两相流最大流速按35m/s设计。 6、煤粉细度:设计煤种煤粉细度按200目筛通过量为75.5%(R90=18%) 7、煤粉水份范围:设计煤种为 0.75~1.5% 校核煤种1为 0.73~1.46% 校核煤种2为 1.92~3.84% 8、原煤粒度:d≤30mm,最大粒度65mm。 9、磨煤机抗爆能力按0.35MPa设计。磨煤机最大阻力≤6.73kPa。 二、有关要求 1、卖方所提供的耐磨陶瓷砖材料应为三氧化二铝含量>97%,体积密度≧3.66g/cm3所制成耐磨材料,硬度应达9以上(MOSE),且耐高温(350℃以上),抗冲击。厚度为8mm(偏差±0.1 mm)。 2、防磨陶瓷片在消防蒸汽投用时保证不发生脱落、变形、破裂等问题。 3、合同签订后锅炉大修时,在甲方通知乙方三天内,所有材料及施工设备应全部到厂,并安装调试好相关设备。 4、施工时现将分离器外表面清理打磨干净后,再均匀涂抹强力粘贴剂,再粘贴耐磨陶瓷砖。卖方负责对需要贴陶瓷设备进行打磨处理,直至达到贴陶瓷条件。每一个陶瓷小块称之为砖。砖与砖结合面应严密无缝隙 (<0.05mm),表面平整,光洁度高。过度应光滑无突起。粘接均应牢固无松动。 5、耐磨陶瓷安装后投入使用三年内,不得出现脱落现象。在质保期内出现脱落问题,卖方在接到通知后24小时内赶到免费修补。 6、同意卖方使用更优质的材料,但必须有2013年以来2台600MW以上机组同类型中速磨煤机分离器防磨处理的合同业绩,并提供此合同执行后业主方出具的安全运行的证明; 7、随锅炉检修进行施工,每台炉(6台磨)的防磨施工工期不超过10天。
蒙西某电厂磨煤机分离器优化改造 葛银海
蒙西某电厂磨煤机分离器优化改造葛银海 摘要:本文以蒙西某电厂超临界直流炉中速磨动态分离器改造为例,在磨煤机 不同出力情况下,试验分析煤粉细度与变频器频率、煤粉均匀性指数与变频器频率、磨煤机电耗与变频器频率的关系,从而的出相关结论。 关键词:磨煤机;动态分离器;改造效果 0 前言 本文以蒙西某电厂超临界直流炉中速磨动态分离器改造为例。锅炉是由上海 锅炉厂制造的,超临界参数复合滑压运行方式及定压运行直流煤粉锅炉、一次中 间再热、单炉膛平衡通风、∏型布置、固态排渣、紧身封闭、全钢架吊结构、采 用三分仓回转式空气预热器。炉膛四角布置了四组摆动式燃烧器,每组有八个悬 喷嘴,其中五个煤粉喷嘴、三个油喷嘴。炉膛燃烧方式为四角直吹式切圆燃烧, 每个煤粉喷嘴内部布置有百叶窗式分离器,利于向火侧的着火与稳燃,防止背火 侧区域的结焦,同时其喷口周围均布置有周界风,以冷却煤粉喷嘴。 设计燃用煤种为准格尔旗布连煤矿烟煤。该煤种可磨性好,磨损指数低,发 热量高,灰分适中,是采用中速磨煤机的理想煤种。 1分离器改造的必要性 磨煤机是型号为MPS180HP-II中速磨煤机,设计煤种:哈氏可磨系数66,全水 分5%,煤粉细度R90≤19% ,主电机为6KV电机,额定功率370kw,额定电流为54.3A,转速990rpm,设计最大出力52.31t/h [2]。 随着煤炭市场不断严峻,锅炉燃煤煤质不断变化,哈氏可磨系数多数低于110,出现最低哈氏可磨系数为80左右、原煤水分低于12%的煤种,造成煤粉细 度偏大,经常出现20%以上,高值经常达到24%,煤粉的颗粒较大,严重影响锅 炉燃烧,并且使少部分固体燃料可燃碳在炉内未能完全燃尽就随着灰渣排到炉外,造成机械不完全燃烧损失会增大。为此,为了适应远远偏离设计煤种的煤质,决 定实施磨煤机动态分离器改造[3]。 2静动态分离器改造运行分析 2.1改造后试验分析 动态分离器改造工作首先在2号炉24 磨煤机上实施,改造后将进行动态分离器性能调整试验[4]。通过试验,得到磨煤机出力25t/h、35t/h 、45 t/h工况下分 离器转速与煤粉细度、煤粉均匀性指数以及磨煤机功率的关系。通过对制粉系统 进行调整,寻求最佳的煤粉细度及磨煤机运行工况,使制粉系统在满足运行需求 且经济的状态下工作,并验证24磨煤机动态分离器改造效果。 主要技术参数 磨煤机型号: MPS180HP-II 分离器: 动静态分离器 分离器调速方式: 变频调速 电动机: 功率:22kW,电压:380V,额定电流:44A 传动方式: 皮带传动 分离器轴承润滑方式: 脂润滑 甘油泵电机参数:功率:0.37kW,电压:380V,额定电流:1.18A 甘油泵油脂型号:通用锂基脂NLGI 2# 分离器设计压力: 3.5bar 2.1.1磨煤机出力25t/h工况试验
中速磨煤机提高出力改造方案
2×300MW机组中速磨煤机提高出力 分离器改造方案
一、概况 1、设备概况 某电厂一期工程2×300MW机组,锅炉为 SG-1065/17.5-M890亚临界一次中间再热自然循环汽包炉,采用单炉膛、П型布置、四角切圆燃烧、平衡通风、全钢架悬吊结构、紧身封闭、固态排渣燃煤锅炉。每台锅炉的制粉系统配置5台由北京电力设备总厂生产的ZGM95G中速磨煤机,磨煤机额定出力为40.67t/h,为18%。磨煤机配置的煤粉分离器为径向式挡板的静态分离器。设计煤粉细度R 90 BMCR工况下4台运行,1台备用。 2、目前存在的主要问题 锅炉制粉系统是火力发电厂重要的辅助系统,其运行状况直接影响着锅炉的安全经济运行,而粗粉分离器的性能直接影响着制粉系统的运行。ZGM95G中速磨煤机采用径向挡板式粗粉分离器,属于静态分离器,长期以来,粗粉分离器存在着分离效率低、煤粉细度R90偏大、磨煤机阻力大、飞灰含碳和大渣含碳高,输粉管粉量分配不均匀以及煤粉细度不均匀且不易调节等问题。影响制粉系统出力,机组运行的安全性和经济性,迫切需要一种高性能的粗粉分离器来满足机组运行的需要。 二、改造的必要性 粗粉分离器是火电厂和其他燃煤装置的制粉系统中关键设备之一,它对磨煤机的出力和运行的经济性都有极大的影响。煤粉锅炉在燃烧过程中,为保证其安全性及经济性,对进入炉膛燃烧的煤粉的细度有一定要求,需要其在一定的范围内。而磨煤机的出粉细度与磨煤机通风量、给煤量及分离器性能有关。径向型粗粉分离器由于设计和选择上不足,存在着循环倍率高、设备阻力大的缺点。它的回粉量高达制粉量的2~3倍,并且含有30%~50%的合格煤粉,它的设备阻力占整个系统阻力的20%~25%。由于含有大量合格煤粉重新返回磨煤机,使磨煤机自身阻力不断上升,降低和限制了磨煤机的出力,使制粉系统处在不经济状态下运行。 某电厂一期工程2×300MW机组磨煤机配置的粗粉分离器为径向挡板粗粉分离器。径向型挡板粗粉分离器主要的分离原理就是简单的挡板分离,其性能本身比轴向型粗粉分离器要差;径向型粗粉分离器存在分离器阻力大、分离效率低、
轴承座加工工艺
轴承加工工艺 题目:设计轴承座的机械加工工艺规程及机床夹具设计 内容:1、绘制零件图(按1︰1的比例)1张 2、绘制毛坯图(按1︰1的比例) 1张 3、填写零件机械加工工艺规程卡片 1套 包括:机械加工工艺过程卡片1套 机械加工工序卡片1套 4、机床夹具总体方案图 1张 原始资料:零件图样1张;零件生产纲领为10000件 一、零件的分析 1.1 零件的作用 轴承座是轴承和箱体的集合体,以便于应用,这样的好处是可以有更好的配合,更方便的使用,减少了使用厂家的成本。 1.2 零件图样分析 图1.1 零件图 1)侧视图右侧面对基准C(φ30021.00+mm轴线)的垂直度公差为0.03mm。 2)俯视图上、下两侧面平行度公差为0.03mm。 3)主视图上平面对基准C(φ30021.00+mm轴线)的平行度公差为0.03mm。 4)主视图上平面平面度公差为0.008mm,只允许凹陷,不允许凸起。 5)铸造后毛坯要进行时效处理。 6)未注明倒角×45°。
7)材料HT200。 1.3 零件的工艺分析 零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削为此以下是轴承座需要加工的表面以及加工表面之间的位置要求: l)φ30021.00+mm轴承孔可以用车床加工、也可以用铣床镗孔。 2)轴承孔两侧面用铣床加工,以便加工2mm×1mm槽。(主要是为了减少应力集中) 3)两个φ8022.00+mm定位销孔,与销要过渡配合,精度达到IT8,要先钻后铰才能达到要求。 4)侧视图右侧面对基准C(φ30021.00+mm轴线)的垂直度检查,可将工件用φ30mm 心轴安装在偏摆仪上,再用百分表测工件右侧面,这时转动心轴,百分表最 大与最小差值为垂直度偏差值。 5)主视图上平面对基准C(φ30021.00+mm轴线)的平行度检查,可将轴承座φ 30 021 .0 + mm孔穿入心轴,并用两块等高垫铁将主视图上平面垫起,这时用百分 表分别测量心轴两端最高点,其差值即为平行度误差值。 6)俯视图两侧面平行度及主视图上平面平面度的检查,可将工件放在平台上,用百分表测出。 二、确定毛坯 2.1 确定毛坯种类: 零件材料为HT200。考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为中批生产,故选择木摸手工砂型铸件毛坯。查《机械制造工艺设计简明手册》,选用铸件尺寸公差等级为CT-12。加工余量等级为G. 2.2 确定铸件加工余量及形状: 查《机械制造工艺设计简明手册》,选用加工余量为8级,并查表2.2-4确定各个加工面的铸件机械加工余量,铸件的分型面的选用及加工余量,如下表所示:
动态分离器技术介绍
动态分离器技术介绍 随着电力事业的快速发展,世界各国对电厂环保的要求越来越高,许多机组都在使用低NO x排放技术。为了降低NOx和飞灰排放量又不增加运行成本,作为锅炉系统重要辅机的磨煤机也相应进行了技术改进,采用了动态分离器技术。HP磨煤机配套的动态分离器装置主要包括以下几个部分: 1.轴承和驱动装置 2.变频电机和蜗轮蜗杆减速器 3.V带 4.变频器 5.转子装置 动态分离器使用一对脂润滑角接触球轴承,轴承放置在结构件制成的轴承座中,上、下轴承各有一个热电阻用于监测轴承温度。为了保护轴承,上、下各有一个油封。迷宫气封的设计也是为了防止粉尘进入驱动装置。上、下轴承各有一个热电阻用于监测轴承温度。 变频电机和蜗轮蜗杆减速器通过联轴器连在一起,变频电机通过变频器改变频率从而改变转速。涡轮蜗杆减速器输出轴上安装主动轮,通过皮带带动与转子装置连接在一起的从动轮,从而使转子转动。转子的旋转方向为从磨煤机上方往下看为顺时针方向。 变频器采用成熟技术制成,与机械变速相比,变频器几乎不用维护,可靠性很高。 转子采用耐磨合金钢制成,整体锥形结构,设计寿命超过35000小时。 带动态分离器HP磨煤机的工作理: HP磨煤机的主要功能是将直径小于等于38mm的原煤研磨成0.075mm左右的煤粉,供锅炉燃烧。热一次风(用来干燥和输送磨煤机内的煤粉)从磨碗下部的侧机体进风口进入,并围绕磨碗毂向上穿过磨碗边缘的叶轮装置,旋转的叶轮装置使气流均匀分布在磨碗边缘并提高了气流的速度,与此同时,煤粉和气流就混合在一起了,气流携带着煤粉冲击固定在分离器体上的固定折向板。颗粒小且干燥的煤粉仍逗留在气流中并被携带沿着折向板上升至分离器,大颗粒煤粉则回落至磨碗被进一步碾磨,分离器体下部的固定折向板使煤粉在碾磨区域进行了初级
轴承座机械加工工艺规范设计
` 河南工业职业技术学院 机械加工技术 课程设计说明书 设计题目:设计“轴承座”零件的机械加工 工艺规程及工艺装备 班级 06111 设计者 指导教师兰建设 2008年10月27日至10月31 日
机械制造工艺学课程设计任务书题目:设计轴承座零件的加工工艺规程 生产纲领: 5000件 生产类型:批量生产 内容: 1.产品零件图 1张 2.产品毛坯图 1张 3.机械加工工艺过程卡片 1套 4.机械加工工序卡片 1套 5. 课程设计说明书(5000~8000字) 1份 目录 前言……………………………………………………………………………………………
课程设计说明书正文………………………………………………………………………… 一、零件的分析…………………………………………………………………………… (一)、零件的作用……………………………………………………………………… (二)、零件的工艺性分析……………………………………………………………… 二、确定生产类型………………………………………………………………………… 三、确定毛坯……………………………………………………………………………… (一)、确定毛坯的种类……………………………………………………………… (二)、绘制铸造件毛坯图…………………………………………………………… 四、工艺规程设计………………………………………………………………………… (一)定位基准的选择…………………………………………………………………… (二)工艺路线的拟定…………………………………………………………………… (三),机械加工余量、工序尺寸及毛坯尺寸的确定…………………………………` 五、工装设计分析提设计任务书…………………………………………………………… 六、小结………………………………………………………………………………………… 七、主要参考文献……………………………………………………………………………… 前言