修边机操作规程
修边机操作规范
一、目的:
规范设备操作,保障生产安全,确保生产质量。
二、范围:
适用于规范修边机操作。
三、操作规程:
1.设备检查:
(1)检查供气气压,调节气压至0.6Mpa。
(2)打开水泵,检查供水是否正常。
(3)打开设备电源,检查屏幕显示、操作功能是否正常。
(4)检查切刀是否完好,感应开关、行程开关是否正常、气缸工作是否正常。
2.操作:
(1)长边修边机:
①按照生产要求调整切割宽度:关掉切刀气阀,调整螺丝,再打开气阀,用卷尺测量左右两侧切刀距离。
②在控制显示屏上设置动点速度、切割速度、返回速度、推板延时、板材长度等参数。
③调整传送辊定位挡条。
④按下自动,设备开始自动运行,板材沿着定位挡条输送,到达预定位置触发开关后,皮带停止,气缸压下,开始切割。
⑤检查生产首件的切割参数(宽度、边缘平整度)和锯齿印是否达到工艺要求,合格则实施生产。
⑥及时清理切割产生的边条。
(2)短边修边机:
①按照生产要求,在控制显示屏上设置切割速度、返回速度、定长距离等参数。
②依次打开冷却水、输送滚筒,选择自动模式,设备开始自动运行,板材到达挡条后触发开关,输送辊停止,气缸夹住板材,开始切割。
③检查生产首件的切割参数(长度、边缘平整度、对角线偏差值)和锯齿印是否达到工艺要求,合格则实施生产。
④及时清理切割产生的边条。
3.注意事项:
(1)切边过程中随时关注是否有异常声响,气压、水流是否稳定正常,并随时观察板材边缘是否平整。
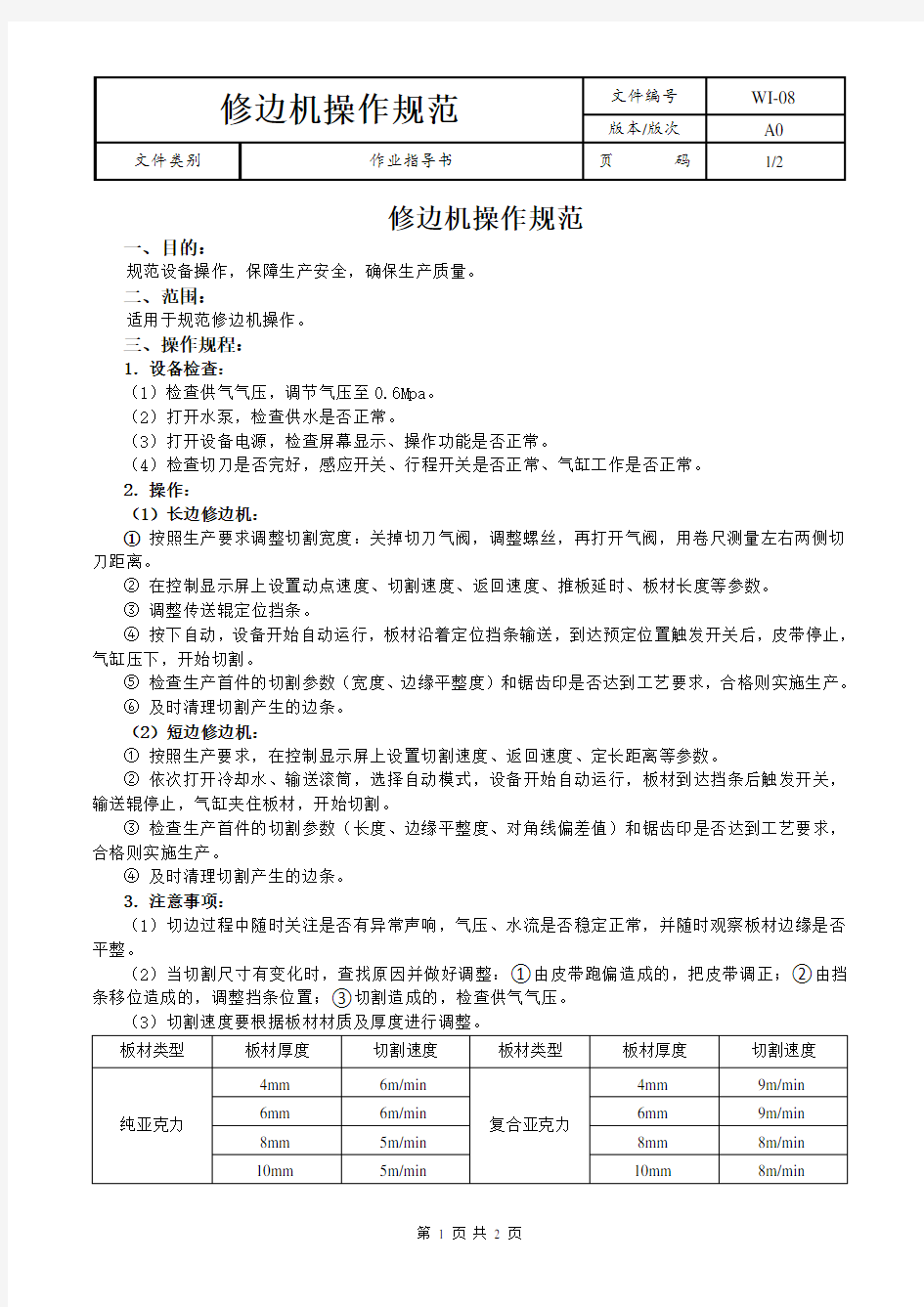
(2)当切割尺寸有变化时,查找原因并做好调整:①由皮带跑偏造成的,把皮带调正;②由挡条移位造成的,调整挡条位置;③切割造成的,检查供气气压。
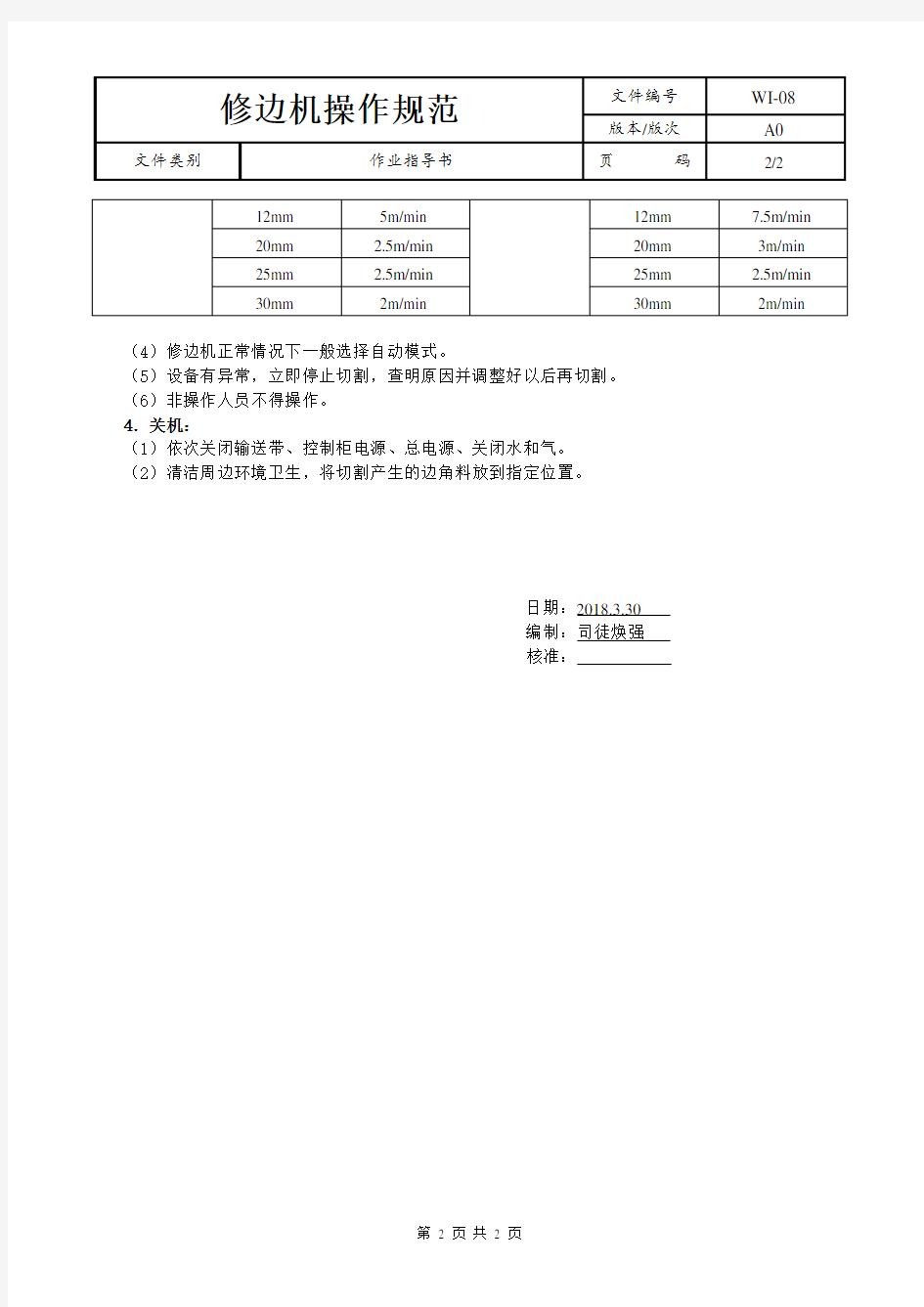
(4)修边机正常情况下一般选择自动模式。
(5)设备有异常,立即停止切割,查明原因并调整好以后再切割。(6)非操作人员不得操作。
4.关机:
(1)依次关闭输送带、控制柜电源、总电源、关闭水和气。
(2)清洁周边环境卫生,将切割产生的边角料放到指定位置。
日期:2018.3.30
编制:司徒焕强
核准: