公差等级的选用
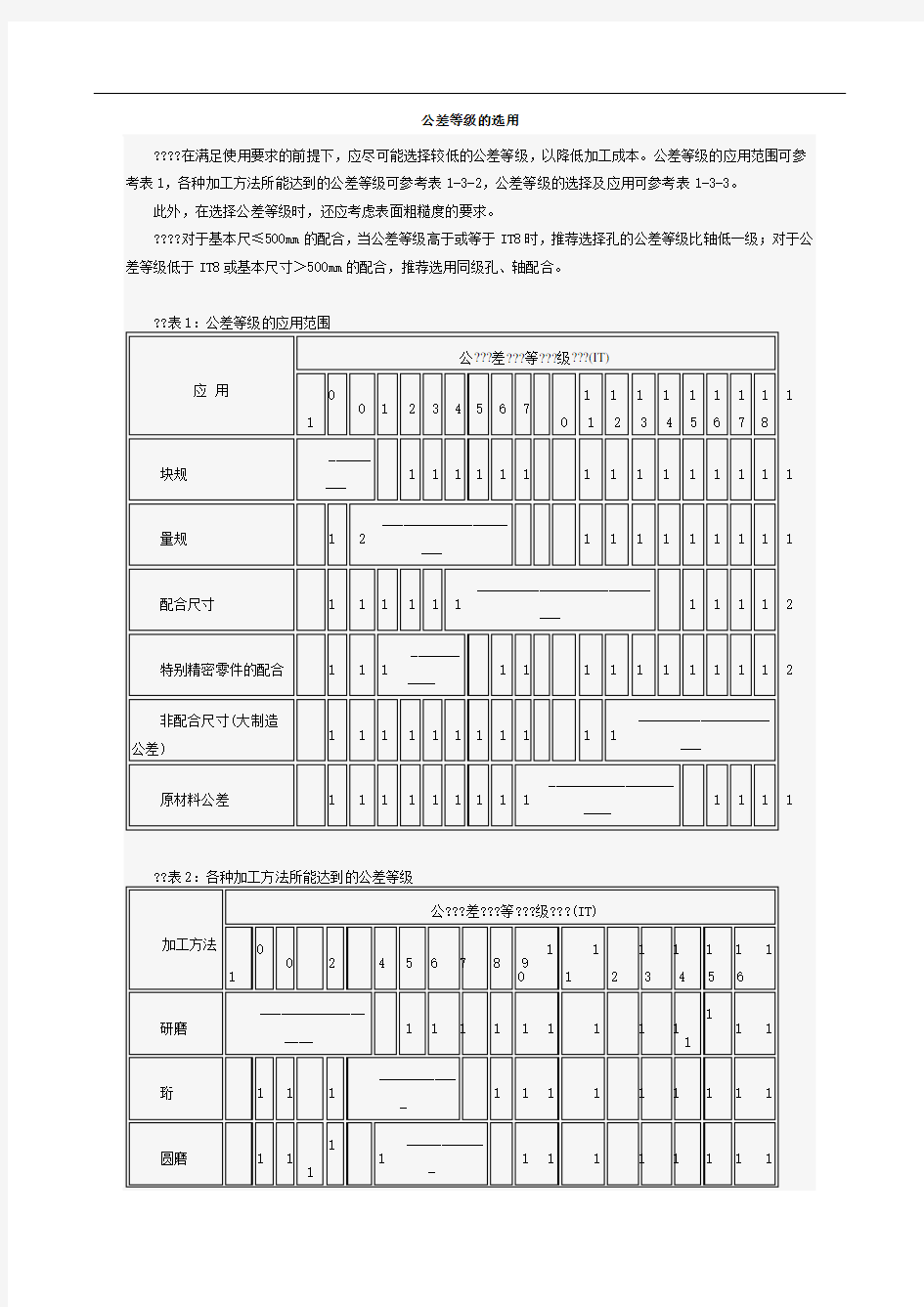
公差等级的选用
未注公差等级和标准差表
未注公差等级 根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。对未注公差的检验与控制要求,按GB/T1804-2000。 表1 线性尺寸的极限偏差数值mm
表2 倒圆半径和倒角高度尺寸的极限偏差数值mm
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。 表3 角度尺寸的极限偏差数值
未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm) 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2
中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000) 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′±20′±10′±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′±20′±10′ 最粗 v ±3o ±2o ±1o ±30′±20′ 未注形位公差按GB/T1184-K 直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围
螺栓强度等级对照表
钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10)
=============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类:
公差表查询表
基本含义 确定尺寸精确程度的等级称为公差等级,国标规定分为20个等级,从IT01、IT00、IT1、IT2~IT18, 数字越小,公差等级(加工精度)越高,尺寸允许的变动范围(公差数值)越小,加工难度越大。具体可查询机械设计手册,不同的基本尺寸使用同一公差等级时,公差范围也不同。 公差等级的选择及应用 公差等级的选择及应用 公差等级应用范围及举例 IT01 用于特别精密的尺寸传递基准,例如特别精密的标准量块 IT0 用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规 IT1 用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸
IT2 用于高精密的测量工具,特别重要的精密配合尺寸。例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸 IT3 用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。 IT4 用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)及与P5级轴承孔相配的机床主轴,精密机械和高速机械的轴颈,与P4级轴承相配的机床外壳孔,柴油机活塞销及活塞销座孔径,高精度(1级至4级)齿轮的基准孔或轴径,航空及航海工业中用仪器的特殊精密的孔径 IT5 用于配合公差要求很小,形状公差要求很高的条例下,这类公差等级能使配合性质比较稳定,相当于旧国标中最高精度,用于机床、发动机和仪表中特别重要的配合尺寸,一般机械中应用较少。例如,检验IT11至IT14级工件用量规和校对IT14至IT15级轴用量规的校对量规,与P5级滚动轴承相配的机床箱体孔,与E级滚动轴承孔相配的机床主轴,精密机械及高速机械的轴颈,机床尾架套筒,高精度分度盘轴颈,分度头主轴,精密丝杠基准轴颈,高精度镗套的外径等;发动机中主轴仪表中的精密孔的配合,5级精度齿轮的其孔及5级、6级精度齿轮的基准轴 IT6 配合表面有较高均匀性的要求,能保证相当高的配合性质,使用稳定可靠,相当于旧国标2级轴和1级精度孔,广泛的应用于机械中的重要配合例如,检验IT12至IT15级工件用
公差等级表
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸;
螺纹公差等级对照表
螺纹精度等级6h的公差范围为-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,由螺纹公差带和螺纹长度组成。6h等级对应的螺纹中径为5.35。 公差等级是指决定尺寸精度的等级。按照国家标准,一共有20个级别。从IT01、it0、it1、it2到it18,数字越大,公差等级(加工精度)越低,尺寸允许范围(公差值)越大,加工难度越小。 扩展数据: 公差等级的相关规定: 1在满足零件要求的前提下,尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即采用合理的加工工艺、装配工艺和现有设备。 2在选择公差等级时,不仅要满足设计要求,还要考虑技术可行性和经济性。选择最佳加工精度是一个非常复杂的技术和经济问题。它不仅要考虑加工成本,还要考虑加工精度提高后的装配成本,以及精度对性能和经济指标(可靠性、寿命、油耗等)的影响。
3、在机械制造中,公差水平的规定是为了保证机器的精度和零件的互换性,并保证制造机器的经济性。也就是说,只要精度较低,机器的功能和精度是可以保证的,不需要对零件的精度要求过高,这样会增加制造成本。 内螺纹公差等级外螺纹公差等级外螺纹公差6H 7H 6H 6G小径公差小径公差小径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0 0,+0.300-0.026,-0.138-0.026,0.206 M12 M12*1 12 11 11 11.35 10 10.917 0 0,+0.160 0,+0.2360 0 0 0,+0.200 0 0 0 0 0 0 0 0 0 0 0.300-0.026,-0.144-0.026,0.206 M14 1 4 14 13 13.35 122.917 0 0,+0.160 0.160 10 10 10 10 10 10 10 10 10 10 0.917 0,+0.160 0.0,+0.236 0,+0.200 0,+0.180 0,+0.2650 11 11.188 0.026,-0.144-0.026,0.206的0.206 M12*1.25 12 11 11.188 10.647 0 0,+0.180 0,+0.2650 0 0,+0.2240 0 0,+0.335-0.028,-0.160-0.028,-0.160的0.028,-0.240的0年240 M14的1.25 14 14 13 13 13.18812.647 0的“12.647 0,+0.180 0 0,+0.2650的0,+0.2650的0,+0.2240的0,+0.2240的0,+0.2240的0.330.028,.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375-0.032,-0.172-0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.1900,+0.300 0,+0.0 0,
形位公差标准(GB1184-80)
形位公差标准(GB1184-80) 机械制造中形位误差与圆柱面的尺寸误差一样,是不可避免的。因此就要考虑,哪些切削表面应加以较严格的控制,并在图样上注出其极限数值。这是由零件在机器上的位置、功用和装配精度要求来决定的。 零件上圆柱表面的形状误差,在间隙配合中会使间隙分布不均匀,接触不良,从而降低配合精度,加快磨损,减短使用寿命;在过盈配合中,则会使配合各处的过盈量大小不一, 影响连接强度。 零件表面的位置误差,除影响配合以外,还影响机器的装配精度及工作时的运动精度。 1、形位公差等级和数值的选用原则 在GB1184-80中,除位置度用计算得出外,对形位公差规定了12个等级,其中,9~12级的数值较大,可以不再图样上一一标注,而对选定的等级在图样中加以说明。 对于需要在图样中加以较严格控制的形位公差值,应根据零件的功能要求,考虑加工的 经济性和零件的结构、刚性等因素选定,并需注意下列情况。 1)在同一要素上给出的形状公差值应小于位置公差值。 2)圆柱表面的形状公差值(轴线的直线度除外),一般情况下,应小于其尺寸公差值。 3)平行度公差值应小于其相应的距离公差值。 4)对于下列情况,考虑到加工难易程度和其他参数的影响,在满足零件的功能要求下,适当降低1~1级选用。 A.细长比较大的轴和孔; B.孔相对于轴; C.距离较大的轴或孔; D.宽度较大(一般大于1/2长度)的零件表面;
E.线对线和线对面相对于面对面的平行度及垂直度。 2、形状公差标准 直线度、平面度 主参数L(mm) 公差等级 1 2 3 4 5 6 7 8 9 10 公差值(μm) ≤10 0.2 0.4 0.8 1.2 2 3 5 8 12 20 >10~16 0.25 0.5 1 1.5 2.5 4 6 10 15 25 >16~25 0.3 0.6 1.2 2 3 5 8 12 20 30 >25~40 0.4 0.8 1.5 2.5 4 6 10 15 25 40 >40~63 0.5 1 2 3 5 8 12 20 30 50 >63~100 0.6 1.2 2.5 4 6 10 15 25 40 60 >100~160 0.8 1.5 3 5 8 12 20 30 50 80 >160~250 1 2 4 6 10 15 25 40 60 100 >250~400 1.2 2.5 5 8 12 20 30 50 80 120 >400~630 1.5 3 6 10 15 25 40 60 100 150 >630~1000 2 4 8 12 20 30 50 80 120 200 > 1000~1600 2.5 5 10 15 25 40 60 100 160 250 > 3 6 12 20 30 50 80 120 200 300
GBT1804一般公差
一般公差 线性尺寸的未注公差 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1部分:未注出公差的线性 和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1 范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他 工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随 后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用 于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 GB6403.4-86 零件倒圆与倒角 3 术语 3.1 一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不 注出极限偏差。 4 线性尺寸的一般公差 4.1 线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表1;倒圆半径和 倒角高度尺寸的极限偏差数值见表2。 4.2 规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等 级,由相应的技术文件或标准作出具体规定。 4.3 本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
表1 线性尺寸的极限偏差数值 尺寸分段 公差等级 >0.5~3 >3~6 >6~30 >30~120>120~400>400~1000 >1000~2000>2000~4000 f(精密级) ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 - m(中等级) ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 c(粗糙级) ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 v(最粗级) - ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 尺寸分段 公差等级 0.5~3 >3~6 >6~30 >30 f(精密级) ±0.2 ±0.5 ±1 ±2 m(中等级) c(粗糙级) ±0.4 ±1 ±2 ±4 v(最粗级) 注:倒圆半径与倒角高度的含义参见GB6403.4。 5 线性尺寸的一般公差的表示方法 采用GB/T1804规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级 符号表示。例如选用中等级时,表示为:GB/T1804-m 2
螺纹公差等级对照表
螺纹精度等级6h的公差范围是-0.150-0.0mm。 螺纹精度是衡量螺纹质量的综合指标,它由螺纹公差带和螺钉长度组成。对应于6h级的螺纹的螺距直径为5.35。 公差等级是指确定尺寸精度的等级。根据国家标准,有20个等级。从IT01,it0,it1,it2到it18,数字越大,公差等级(加工精度)越低,尺寸的允许变化范围(公差值)越大,加工难度就越小。 扩展数据: 公差等级的有关规定: 1.在满足零件要求的前提下,应尽可能选择较低的公差等级。精度要求应与生产可能性相一致,即应采用合理的加工技术,组装工艺和现有设备。 2.选择公差等级时,不仅应满足设计要求,而且还应考虑技术的可能性和经济性。选择最佳的加工精度是一个非常复杂的技术和经济问题。它不仅应考虑加工成本,而且还应考虑
由于加工精度的提高而导致的组装成本,以及精度对性能和经济指标(可靠性,寿命,燃料消耗等)的影响。 3.在机械制造中,规定公差等级是为了确保机器的精度和零件的互换性,并确保制造机器的经济性。也就是说,只要精度低就能保证机器的功能和精度,就不必过分要求零部件的精度,这会增加制造成本。 内螺纹公差等级外螺纹公差6H 7H 6G 小径公差中径公差小径公差M10*1 10 9.35 8.917 0,+0.150 0,+0.236 0,+0.190 0,+0.300 -0.026,-0.138 -0.026,0.206 M12*1 12 11.35 10.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M14*1 14 13.35 122.917 0,+0.160 0,+0.236 0,+0.200 0,+0.300 -0.026,-0.144 -0.026,0.206 M12*1.25 12 11.188 10.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M14*1.25 14 13.188 12.647 0,+0.180 0,+0.265 0,+0.224 0,+0.335 -0.028,-0.160 -0.028,-0.240 M12*1.5 12 11.026 10.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M14*1.5 14 13.026 12.376 0,+0.190 0,+0.300 0,+0.236 0,+0.375 -0.032,-0.172 -0.032,-0.268 M16*1.5 16 15.026 14.376
螺纹公差等级对照表
螺纹: 螺纹指的是在圆柱或圆锥母体表面上制出的螺旋线形的、具有特定截面的连续凸起部分。螺纹按其母体形状分为圆柱螺纹和圆锥螺纹;按其在母体所处位置分为外螺纹、内螺纹,按其截面形状分为三角形螺纹、矩形螺纹、梯形螺纹、锯齿形螺纹及其他特殊形状螺纹。 螺纹公差等级表: 公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级越低,尺寸允许的变动范围越大,加工难度越小。 选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。 选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。对配合尺寸选取适当的公差等级是极为重要的。 (1)选择公差等级首先应保证使用要求。 (2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。选择最佳加工精度是一个非常复杂的技术经济问题。它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标的影响。 (3)在机械制造中,公差等级的规定是本着既能保证机器的精
度和零部件的互换性,又能保证制造机器的经济性。就是说只要低的精度能够保证机器的功能和精度,就不要过高地要求零部件的精度.那样会增加制造成本。具体应该根据该机器的种类和某种零件的用场来确定其公差等级,公差包括尺寸公差和配合公差.使用时可参考机械设计手册中列举的各种零件的推荐公差等级,灵活应用。
8公差等级表
公差等级编辑讨论上传视频 本词条由“科普中国”科学百科词条编写与应用工作项目审核。公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。 中文名公差等级外文名grade of tolerance功能精确尺寸精度等级20个等级参考表格GB/T1184-1996 [1] 性质描述机械精度的指标 目录 1 等级划分 2 公差等级表 3 选择原则 4 自由公差的概念 ?基本定义 ?适用范围 等级划分编辑 公差等级的选择及应用 公差等级 应用范围及举例 IT01 用于特别精密的尺寸传递基准,例如特别精密的标准量块 IT0
用于特别精密的尺寸传递基准及宇航中特别重要的精密配合尺寸。例如,特别精密的标准量块,个别特别重要的精密机械零件尺寸,校对检验IT6级轴用量规的校对量规 IT1 用于精密的尺寸传递基准、高精密测量工具特别重要的极个别精密配合尺寸。例如,高精密标准量规,校对检验IT7至IT9级轴用量规的校对量规,个别特别重要的精密机械零件尺寸 IT2 用于高精密的测量工具,特别重要的精密配合尺寸。例如检验IT6至IT7级工件用量规的尺寸制造公差,校对检验IT8至IT11级轴用量规的校对塞规,个别特别重要的精密机械零件尺寸 IT3 用于精密测量工具,小尺寸零件的高精度的精密配合以及和C级滚动轴承配合的轴径与外壳孔径。例如,检验IT8至IT11级工件用量规和校对检验IT9至IT13级轴用量规的校对量规,与特别精密的P4级滚动轴承内环孔(直径至100mm)相配的机床主轴,精密机械和高速机械的轴颈,与P4级向心球轴承外环相配合的壳体孔径,航空及航海工业中导航仪器上特殊精密的个别小尺寸零件的精度配合。IT4 用于精密测量工具、高精度的精密配合和P4级、P5级滚动轴承配合的轴径和外壳孔径。例如,检验IT9至IT12级工件用量规和校对IT12至IT14级轴用量规的校对量规,与P4级轴承孔(孔径>100mm)
螺纹公差等级对照表
各种公差带的丝锥所能加工的内螺纹公差带对照表: 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。 成量工具 用于丝锥切出的螺纹精度不仅取决于丝锥本身的精度,而且还取决于其它许多因素,这些因素与刀具(切削锥径向跳动,中径尺寸,前角,磨纯度等)以及使用情况(工件材料,切削用量,切削液,机床精度,夹紧方式,丝锥辅具的结构,操作者的熟练程度等)有关,因此并不完全根据被加工内螺纹的公差等级来确定丝锥螺纹的精度等级。由于影响螺纹精度的因素很多,表中所列仅供选择丝锥时做参考。应按加工条件根据生产经验或通过试验,在标准所列范围内选用最适当的公差带的丝锥。 美制螺纹: 美制螺纹,又名统一螺纹。1864年,美国人威利.赛特斯(Willian Sellers)参照英国惠氏螺纹标准体系制定了美国国家螺纹(N)。这两种螺纹在直径与螺距系列和公差方面很相近。 起源: 美国国家螺纹的牙型(牙型角为60,削平高度为H/8)不同于
惠氏螺纹牙型(牙型角为55,削平高度为H/6)。在美国工业影响的地区和行业,美国国家螺纹得到广泛应用。第二次世界大战中,由于盟军所使用的螺纹标准不统一,后勤补给困难给盟军造成了严重的经济损失和人员伤亡。二战刚结束,美国英国和加拿大等盟国马上着手制定盟国间统一的螺纹标准,于1948年颁布了统一螺纹标准。 由于当时美国的经济实力和军事实力在盟军内占主导地位,因此统一螺纹主要是依据美国国家螺纹标准而制定的,统一螺纹代号“UN”的前一个字母“U”来源于盟国间的“统一”;后一个字母“N”来源于美国国家螺纹的代号“N”。从此,统一螺纹开始挤占英国惠氏螺纹原有的使用市场。
标准公差等级表
最新的标准公差等级表 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密f ±1° ±30′ ±20′ ±10′ ±5′
中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2
标准公差表
标 准 公 差 表 根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。 注:基本尺寸小于1mm 时,无IT14至IT18。 线性尺寸未注公差的公差表 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于 到 μm mm - 3 3 4 6 10 14 2 5 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.4 3 6 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.8 6 10 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.90 1.5 2.2 10 18 5 8 11 18 2 7 43 70 110 0.1 8 0.27 0.43 0.70 1.10 1.8 2.7 18 30 6 9 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.30 2.1 3.3 30 50 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.7
丝锥公差等级的选用方法
丝锥公差选用 丝锥公差等级的选用,取决于螺纹孔的公差等级。欧美系丝锥的螺纹公差,可参见标准DIN13。 常用的丝锥和内螺纹公差: 丝锥公差与内螺纹公差对照表:
以上对照表说明,ISO2/6H/2B等级的丝锥,可以应用于4G/ 5G/6H公差的内螺纹的制造。 欧美系丝锥的常规公差为ISO2/6H。生产厂家有时会制造出6HX和6GX的丝锥,这些超出标准值的公差带位置,主要用于加工高强度或高腐蚀性材料如铸铁等的丝锥;由于这类工件材料一般不会造成尺寸超差问题,所以可以使用偏上一点的公差,这样可以延长刀具的寿命。 挤压丝锥通常做成6GHX或6GX的公差。 日系丝锥的主要制造商有YAMAWA公司和OSG公司。 P级丝锥公差是日本YAMAWA公司依TAS(日本工具工业会规格)的规定而制定,类似美国的GH级精度。 丝攻的螺距为0.7mm(公制粗牙M4)或以上时(或英制下,T.P.I.≤36),丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为20μm,亦即P1级的有效径精度公差为(0、20μm),以此类推,P2级为(20、40μm),P3
级为(40、60μm),P4级为(60、80μm)。 丝攻的螺距为0.6mm(公制粗牙M3)或以下时(或英制下,T.P.I.≤40),丝攻的有效径基准尺寸以10μm为基准点,每一级的精度公差为15μm,即P1级为(10、25μm),以此类推,P2级为(25、40μm),P3级为(40、5 5μm),P4级为(55、+70μm)。 G级精度是日本YAMAWA公司针对挤压丝锥制定的规定。 G级精度下,丝攻的有效径基准尺寸以0为基准点,每一级的精度公差为12.7μm(0.0005″),即G1级为(0、13μm),G4级为(38,51μm),以此类推。 依据不同尺寸规格的内螺纹的Class2级精度,可选用的挤压丝锥的G级精度如下表:
公差设计原则
公差设计原则 1使用范围 本规范适用于轿车的产品尺寸和公差设计,作为产品设计、模具、夹具、检具、测量、过程控制等开发和制造过程中的参考依据。本规范适用于以下对象的几何尺寸和公差设计: ●轿车车身 ●轿车车身冲压件 ●轿车车身焊装总成(即由冲压件焊装而成的部件) 2公差选用的三原则 汽车车身及零件的公差系统是汽车质量系统的一个重要组成部分。车身的精度是其他质量项目的基础。公差选用必须按汽车相关各项功能要求来决定。必须选用是现有工艺可行的公差。 原则A: 汽车车身及零件的公差系统与整车质量的关系。由于车身是整车的结构基础,车身的精度在很大的程度上决定了整车的外观质量和功能。 原则B: 强调功能性。必须深刻的理解各项功能的具体要求,以及车身精度对于各项功能的直接和间接影响。公差过松则造成质量问题,如果过紧,则提高生产成本,浪费资源。 原则C: 关注工艺可行性。车身精度控制对于现今的技术是相当困难的,现有的模具技术是车身精度的瓶颈。设计工程师必须了解每个公差的实际可行性。 为了制定切实可行的公差,设计工程师应以功能为目标,以工艺技术为其局限,找出可能的最佳质量目标。
3允许公差系统的结构与分类 3.1 允许公差系统的结构 (1)公差系统的统一性 本文件规定了对冲压件,分装总成,及时车身的统一的制造精度要求及相应的允许公差。虽然不同等级的车有不同的质量标准,但是,所有中级车的设计精度是一致的,遵循一般规范性要求。因此,此系统适用于一般的车型,公差系统不因车而异。 (2)公差的标注必需性 车身,分总成,及其钣金件的设计图必须有明确的精度要求,公差的标注就是表达此精度要求。同一件在不同工艺过程中,如果其形状有变化,必须按过程分开标注。 为了保证设计图的简明扼要,只在有精度要求的地方才考虑加标注。即使是有精度要求的地方,也可能不需要加标注,而由未注公差标准来统一控制。因此允许公差的标注分二类,即明文的标注公差和未注公差表。 未注公差的作用是规定一个车身系统的一般精度要求。在有精度要求,但未加标注情况下,未注公差就作为不言而喻的公差。 标注公差则分二类,第一类是有特殊需要的尺寸及关键尺寸,例如,特别紧的公差要求,有的是由功能需要而来。这是必须标注的。同一件在不同工艺过程,如果尺寸有变化,必须按过程分开标注。第二类是可标注可不标注的,按未注公差亦无不可,但是标注了会使图简单易读。这由设计者按具体情况而定。 (3)相对公差和绝对公差 绝对公差是那些以整车坐标系统(World Coordinate System)或以零件坐标系统为基础定义的误差,在CAD系统中,几何特征,通常是点,线,和面,都以此类坐标系统为基础而定义,简明扼要,比较方便。绝对公差是以此定义为基础而建立的误差系统,因此也简单明了。然而,此类公差,可能会带入没有必要的精度要求。 相对公差则包括两个或两个以上的点,线,和面,互相之间的关系。这一类关系(特征)通常是距离,也可以是角度。例如内饰件在门内板上的安装孔。其相对位置之间的距离要控制,以利于安装,相对公差要标明。然而内饰件与整车的关系则不关键,就让未注公差来保证。 从广义的角度看,所有的距离(长度)和角度上的公差都是相对公差,因此,孔径公差是相对公差。投影到某一平面的长度和角度公差也是相对公差。门与门框的配合公差亦是相对公差。
一般公差GBT1804-2000
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差 General tolerances Tolerances for linear and angular dimensions without individual tolerance indications GB/T 1804—2000 eqv ISO 2768-1:1989 代替 GB/T 1804-1992 GB/T 11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准仅适用于下列未注公差的尺寸: a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度); b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外; c)机加工组装件的线性和角度尺寸。 本标准不适用于下列尺寸: a)其他一般公差标准涉及的线性和角度尺寸; b)括号内的参考尺寸; c)矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1800.l—1997 极限与配合基础第l部分:词汇 GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989) GB/T 4249—1996 公差原则(eqv ISO 8015:1985) GB/T 6403.4—1986 零件倒圆与倒角 3 定义 3.1 本标准采用GB/T 1800.1 给出的有关术语和定义。 3.2 一般公差 general tolerances 指在车间通常加工条件下可保证的公差。采用一般公差的尺寸.在该尺寸后不需注出其极限偏差数值。 注:附录A(提示的附录)给出了一般公差的概念和解释。 4 总则 选取图样上未注公差的尺寸的一般公差的公差等级时,应考虑通常的车间精度并由相应的技术文国家质量技术监督局2000–07–24批准 2000–12–01实施 1
公差值选择原则
1)公差值选择原则 总的原则是:在满足零件功能要求的前提下选择最经济的公差值。 ①根据零件的功能要求,并考虑加工的经济性和零件的结构等情况,按公差表中数系确定要素的公差值,并应考虑公差值之间的协调关系。 同一要素上给定的形状公差值应小于位置公差值。如同一平面上,平面度公差值应小于该平面对基准的平行度公差值。 圆柱形零件的形状公差值,一般情况下应小于其尺寸公差。圆度、圆柱度公差值小于同级的尺寸公差值的1/3,因而可按同级选取。如尺寸公差为IT6,则圆度、圆柱度公差通常也选为6级。 平行度公差值应小于其相应的距离公差值。 ②对于下列情况,考虑到加工难易程度和除主要参数外其他参数的影响,在满足零件功能要求的前提下,可适当降低1~2级。 孔相对于轴; 细长的轴和孔,; 距离较大的轴和孔,; 宽度较大( 一般小于1/2长度) 的零件表面,线对线和线对面相对于面对面的平行度、垂直度公差。 2)位置度公差值应通过计算得出。 例如用螺栓作连接件,被连接零件上的孔均为通孔,其孔径大于螺栓的直径,位置公差可用下式计算: t=Xmin 式中: t --位置度公差; Xmin --通孔与螺栓间的最小间隙。 如用螺钉连接时,被连接零件中有一个零件上的孔是螺纹,而其余零件上的孔都是通孔,且孔径大于螺钉直径,位置度公差可用下式计算:
t=0.5Xmin 按上式计算确定的公差, 经化整并按表5-5选择公差值。 表5-6位置度谁系( 摘自GB/T1184-1996) ( μm ) 1 1. 2 1.5 2 2.5 3 4 5 6 8 1×10n 1.2×10n 1.5×10n 2×10n 2.5×10n 3×10n 4×10n 5×10n 6×10n 8×10n 注: n 为正整数。 ( 3)未注形位公差值的规定 图样上没有具体说明形位公差值的要素,与尺寸公差一样,也有未注形位公差,其形位精度要求由未注形位公差来控制。为了简化制图,对一般机床加工能够保证的形位精度,不必将形位公差在图样上具体注出。 未注形位公差对要素的实际尺寸是按独立原则应用的。 1)采用未注公差值的优点 a 图样易读,可高效地进行信息交换; b 节省设计时间不用详细地计算公差值,只需了解某要素的功能是否允许大于或等于未注公差值; c 图样很清楚地指出哪些要素可以用一般加工方法加工,既保证工程质量又不需一一检测; 2)形位公差的未注公差值 GB/T1184-1996对直线度、平面度、垂直度、对称度和圆跳动的未注公差值进行规定,(表见《机械设计手册》)。 3)未注公差值的图样表示法 若采用GB/T1184-1996规定的未注公差值, 应在标题栏附近或在技术要求、技术文件(如企业标准)中注出标准代号及工差等级代号。
最新的标准公差等级表
最新的标准公差等级表 陶瓷材料2010-01-04 10:42:28 阅读600 评论0 字号:大中小 GB/T1804-2000 线形尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~ 2000 >2000~4000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4 最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8 (GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值 公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密f ±0.2 ±0.5 ±1 ±2 中等m 粗糙c ±0.4 ±1 ±2 ±4 最粗v 注:倒圆半径和倒角高度的含义参见GB/T6403.4 (GB/1804-2000)角度尺寸的极限偏差数值 公差等级长度分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1° ±30′ ±20′ ±10′ ±5′ 中等m 粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′ 最粗v ±3° ±2° ±1° ±30′ ±20′ (GB/T1184-1996)直线度和平面度的未注公差值 公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 (GB/T1184-1996)垂直度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.6 1 1.5 2 (GB/T1184-1996)对称度未注公差值 公差等级基本长度范围 ≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1