《拉延模的设计》word文档

拉延模的设计
第一章、综述
第一节、拉延模的概念
拉延模是在压床的作用下,通过凸模、压边圈、凹模的联合作用使平板状坯料经过塑性变形获得稳定的空间形状的一种工艺装备。
第二节、拉延模的种类
根据使用设备的不同,拉延模可分为单动拉延模和双动拉延模;
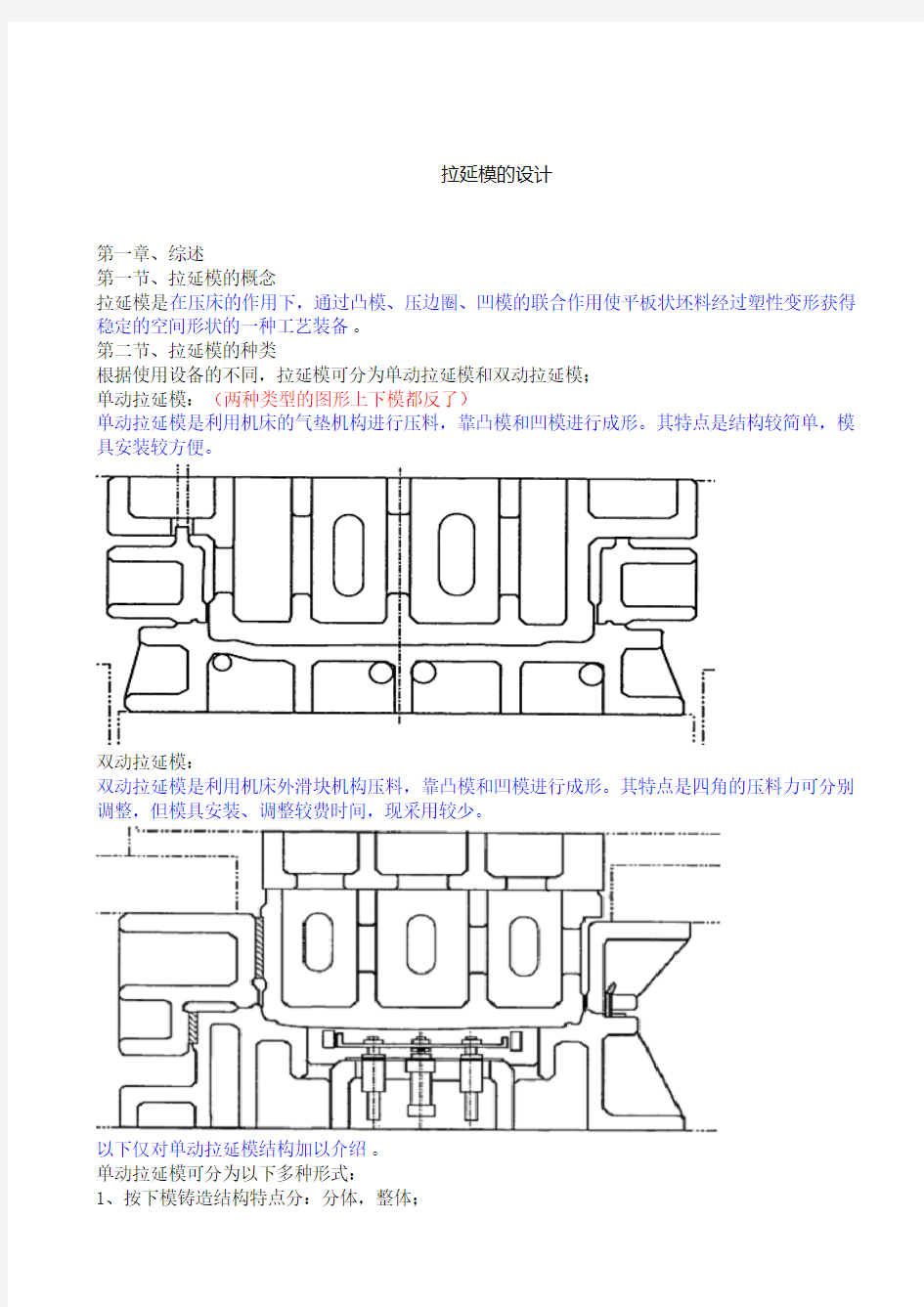
单动拉延模:(两种类型的图形上下模都反了)
单动拉延模是利用机床的气垫机构进行压料,靠凸模和凹模进行成形。其特点是结构较简单,模具安装较方便。
双动拉延模:
双动拉延模是利用机床外滑块机构压料,靠凸模和凹模进行成形。其特点是四角的压料力可分别调整,但模具安装、调整较费时间,现采用较少。
以下仅对单动拉延模结构加以介绍。
单动拉延模可分为以下多种形式:
1、按下模铸造结构特点分:分体,整体;
2、按压边圈与凸模的导向形式特点分:内导向,外导向;
3、按制件形状特点分:沿形,不沿形;(何时出现?如很少见可不介绍。)
4、按凸模轮廓线封闭与否分:开口,闭口;
……
详见拉延模设计规范
第三节、拉延模的设计要点
一、根据制件的大小、形状、受力情况确定采用哪种形式的结构
二、确定数模中心、压床中心、模具中心三者之间的关系,尽量使三心重合
三、确定压边圈的行程
四、确定气垫顶杆的数量、位置以及长度
……
1、充分分析工
艺要求,了解制件的产品部分和工艺补充部分,确定拉延是否必须镦实,以及冲压方向、送料方向、料厚及方向等。
2、建立模具中
心、数模中心、压床中心之间的关系,尽量使三心重合。
3、分析拉延所
需行程,确定压边圈工作行程。
4、气垫顶杆布
置。
5、其它结构设
计。
第二章、单动拉延模的设计
第一节、单动拉延模的基本结构
基本结构简图
第二节、单动拉延模的行程计算
一、压料行程
1、定义:当压料面为曲面时,从凹模接触板料到被凹模与压边圈固定住,上模在垂直方向运
动的距离。(当制件比较大或者拉延深度较深时)当压料面起伏较大时(如行李箱盖板),压料过程中如果不对板料加以约束,将会影响坯料定位。(压料行程的确定对于板料的定位有着决定性作用。)
2、计算方法:根据模具的实际情况,按照理想状态估计压料行程再加上5-10的余量即可(加
10~20较好,对行李箱盖还应在挡料机构上对坯料约束,如对坯料运动过程分析后,将挡料板做斜度,或做摆动结构等)。
二、拉延工作行程
1、定义:从压边圈与凹模压住板料开始直至拉延工序完成,上模在垂直方向运动的距离。
2、计算方法:在UG中模拟将坯料向上移动直至制件的最低点,将得到的距离取整5或者整
10再加上10~15 即可得到拉延工作行程。
第三节、单动拉延模气垫顶杆的选取
一、从工艺数模中调取数模中心和凸模轮廓线,从资料调取所需的甲方、乙方的压床平面图及
相关参数
二、确定模具中心
模具中心一般取工件的压力中心,若工件的压力中心与几何中心相差太大,则倾向于取工件的几何中心,以便使模具结构布置符合对称性要求(看上去协调、紧凑)。
三、气垫顶杆的布置
在工具软件中将调取的数模中心、凸模轮廓线按数模中心与压床中心重合的关系对应到一起,遵循以下原则选择气垫顶杆:
1、气垫顶杆的布置应尽可能使气垫受力均匀,避免偏载,若偏载则偏载量必须小于或等于压
床顶杆间距的一半(75mm)。
2、气垫顶杆应布置在凸模轮廓线以外,并尽量靠近(围绕)轮廓线均匀布置。布置方法:一
种是从某一边的中间开始向两边布置,最后围成圈。另一种是从角部开始向中间布置。
3、气垫顶杆的间距一般取150-300mm。
4、模座应做出相应的气垫顶杆的过孔(直径一般在Φ80~Φ100,最小Φ60。60/80/100mm),
压边圈上应有相对应的加强筋确保顶杆受力合理(能顶实),加强筋与顶杆的位置偏移应小于顶杆直径的1/3。
四、循以上的原则,尽量使数模中心、模具中心、压床中心三者重合,保证压床不偏载;但必
须偏载时,尽量沿Y向偏载,且偏载量必须小于或等于压床顶杆间距的一半(75mm)。(注意:偏载量必须是整0或整5)
第四节、单动拉延模压边圈的设计
一、确定有效压料面积
一般取工艺数模中的坯料线单边外扩(15-)20mm即可得到(实际)所需的有效压料面积。但应注意有效压料面边界距拉延筋中心的最小距离不应小于40,最大距离一般不应大于100。当压料面为曲面,且曲面落差较大时,应注意按坯料预弯后的边界扩大有效压料面,以免压料面过大而增加研合工作量。
二、根据凸模轮廓线的形状确定压边圈与凸模的导向方式
1、内导向:适用范围、导板的选取、安装
1)定义:在压边圈内轮廓线以下布置与凸模的导向称内导向。
2)适用范围:适合制件较宽、形状较规则,凸模轮廓线变化较小以及压边圈侧向力较小的情况。
3)导板的选取、安装:
a、首先要满足导板高度(h)≥拉延工作行程(st)+50~80mm,其次导板宽度应与所在导滑
边总长相协调。具体参见《模具设计规范》
b、导板在凸模上安装高度(H)≥75mm,以方便数控加工。
c、导板在凸模上的安装在保证铸造壁厚的情况下,尽量不要超出或缩进凸模边界太多,且压
边圈上的相应导滑面在保证正常导滑的情况下,尽量做出相应的避让,一般避让20mm以上以免与下模干涉。具体参见《模具设计规范》
d、在导板规格或模具闭合高度的限制下,压边圈上的导滑面可以向下做一定的延长,若延长
超过30mm时,下模就需要做出相应的避让。见图:
e、导滑面应在凸模轮廓线以外约10,最少5以上。
f、压边圈内导滑面上方的轮廓为曲面时,有时导滑面要凹入铸件墙,这时导滑面距上方的墙
在高度上应有足够的余量(一般应30以上),以免与导板干涉。
2、四角导向(外导向)避免与上下模导向名称混淆:适用范围、导板的选取、安装
1)定义:压边圈外部与下模座铸起的立柱(通常在模具的四角处)导向称外导向。
2)适用范围:适用制件的形状太不规则导致压边圈不便于使用内导向(如细长梁类件)的情况,或者拉延行程很大造成压边圈不便于使用内导向的情况。
3)导板的选取、安装:
a、首要满足导板高度(h)≥拉延工作行程(st)+50mm,其次导板宽度应与所在导滑边总长
相协调。具体参见《模具设计规范》
b、
3、对于一模双腔一个压边圈的设计,一模双腔二个压边圈的设计
三、制件定位装置的设计
1、定位方式:上节已经确定了压料面积,即压边圈上的压料面边界。一般采用8点定位的方
式,即选用8个定位标准件将方形板料的四边,每边定位2点以保证板料在拉延过程中不会窜动。(其他形状的板料参照8点定位)
2、定位标准件的选取与布置原则:定位标准件一般有三类:
1)定位标准件的选取
定位标准件一般有三类:
a、板状定位装置,此为最常用定位标准件,分前后、左右2种标准。
b、柱状定位装置,此种定位标准件较之板状标准件其安装面积较小,适用于压边圈上空间不
足的情况。
c、带导轮的定位装置,此种定位装置是在普通定位标准件上安装了一个橡胶导轮,主要用于
外板件的定位,防止制件被划伤。
d、气动翻转的定位装置,适用于大型外板类拉延的出料方向的板料定位。
2)定位标准件的布置原则
同一方向上的2个定位标准件的间距应尽可能的大,确保定位的平衡,其定位面或点应与工艺坯料线相齐;定位标准件的定位部分高度至少要超出板料20mm以上。具体见图
3、对于大型零件定位的特殊要求,非标挡料块
当压料面形状不规则变化较大,板料无法水平放置且容易窜动,此时就需要根据模具的实际情况对定位标准件做必要的改造。
如:行李箱盖的拉延板料定位,可以采用倾斜定位,也可采用采用水平定位,这2种定位方式所采用的定位装置就有所区别:见图
四、上、下调整垫块的设计
1、上调整垫块的设计
1)作用:调整凸、凹模间隙控制走料,保证拉延出合格的制件。
2)布置原则:
a、压边圈沿形时,上调整垫块高度随压料面的起伏作相应改变,若手工取件或气缸侧推自动
取件时,出件方向的垫块上平面应低于压料面。
b、垫块间距最好是300-500mm,且下面应有立筋支撑。
c、为了便于加工,垫块的安装面边界距离压料面边缘应大于或等于30mm。
d、
2、下调整垫块的设计
1)作用:当模具需要墩实时,下调整垫块用来承受机床加载在模具上的压力。
2)布置原则:
a、垫块间距最好是300-500mm,且下面应有立筋支撑。