胶体磨使用、维护、保养操作规程
【目的】
建立胶体磨规范的操作、维护方法,确保胶体磨正确使用和安全正常运行,延长其使用寿命。
【范围】
本规程适用于胶体磨的使用、维护、保养。
【责任人】
配料制膏岗位操作人员、设备维修人员:按照本规程执行。
工艺员、现场QA :监督本规程的执行情况。
【内容】
*胶体磨的使用
*部件说明
1内部的磨头为316L不锈钢,比较锋利,在拆卸时小心。
2为了确保机器免受镙钉,小石块,木块等外来异物的损害,推荐采取适当的措施来防止这些异物进入机器。
3控制柜底部的散热排气口和背部档板不能被阻塞。
*使用前检查
1每次开机前的准备工作
a检查压力平衡罐的液位是否在循环管以上,如液位降低,检测连接管是否松动,并加水到循环管出口液位以上2-3CM。
b检查压力平衡罐的压力是否降低,如降低,分析原因,并加压。
*运行
1开机前必须压力平衡罐通冷却水,如不开冷却水,机械密封会损坏。
2如果使用水做为压力锁定介质,当其温度达到35°C以上时必须要进行冷却。否则,密
封装置会受损。
3开机时必须从低转速往高转速开(变频器)a)拆卸
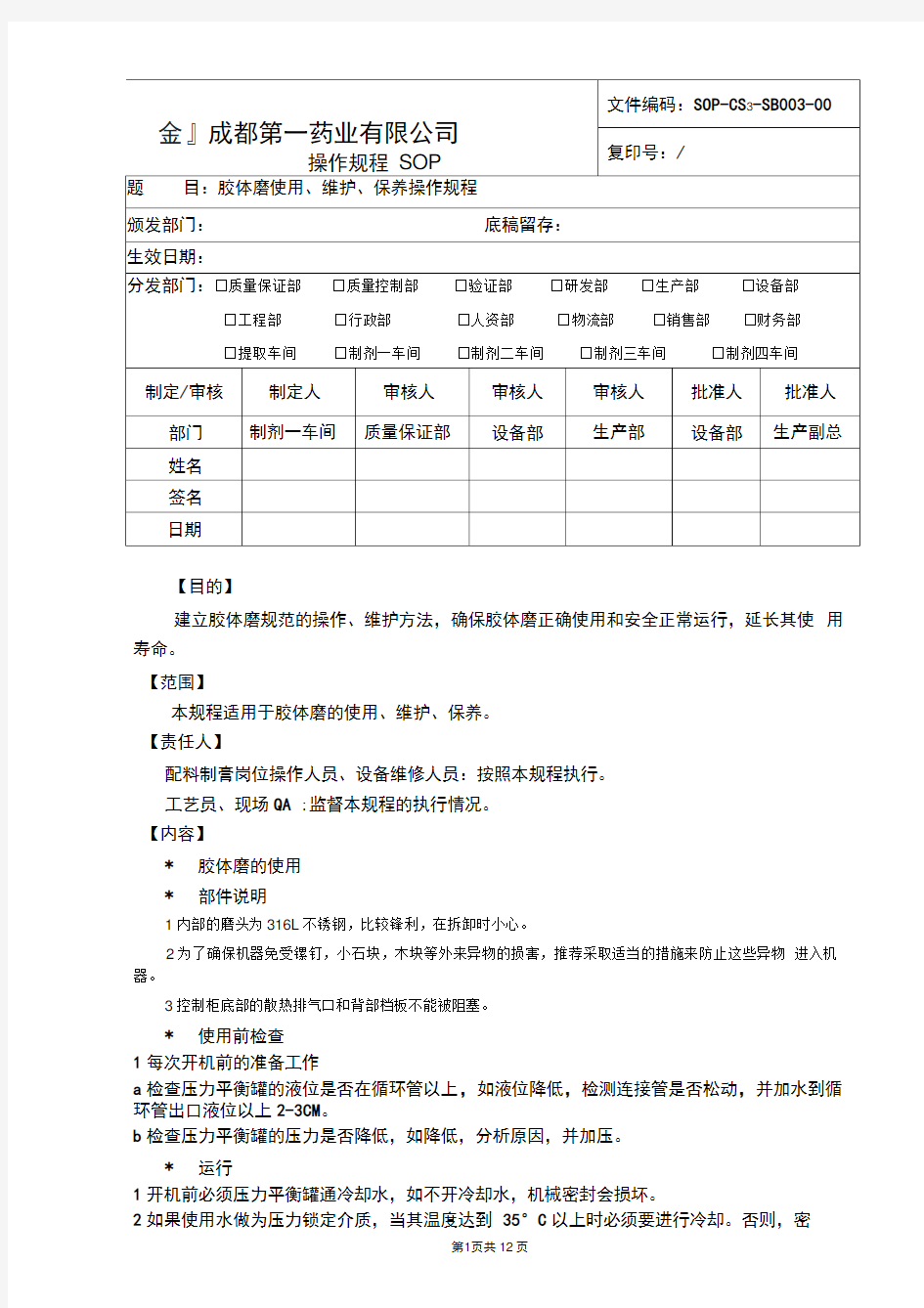
* 泵部件的拆卸
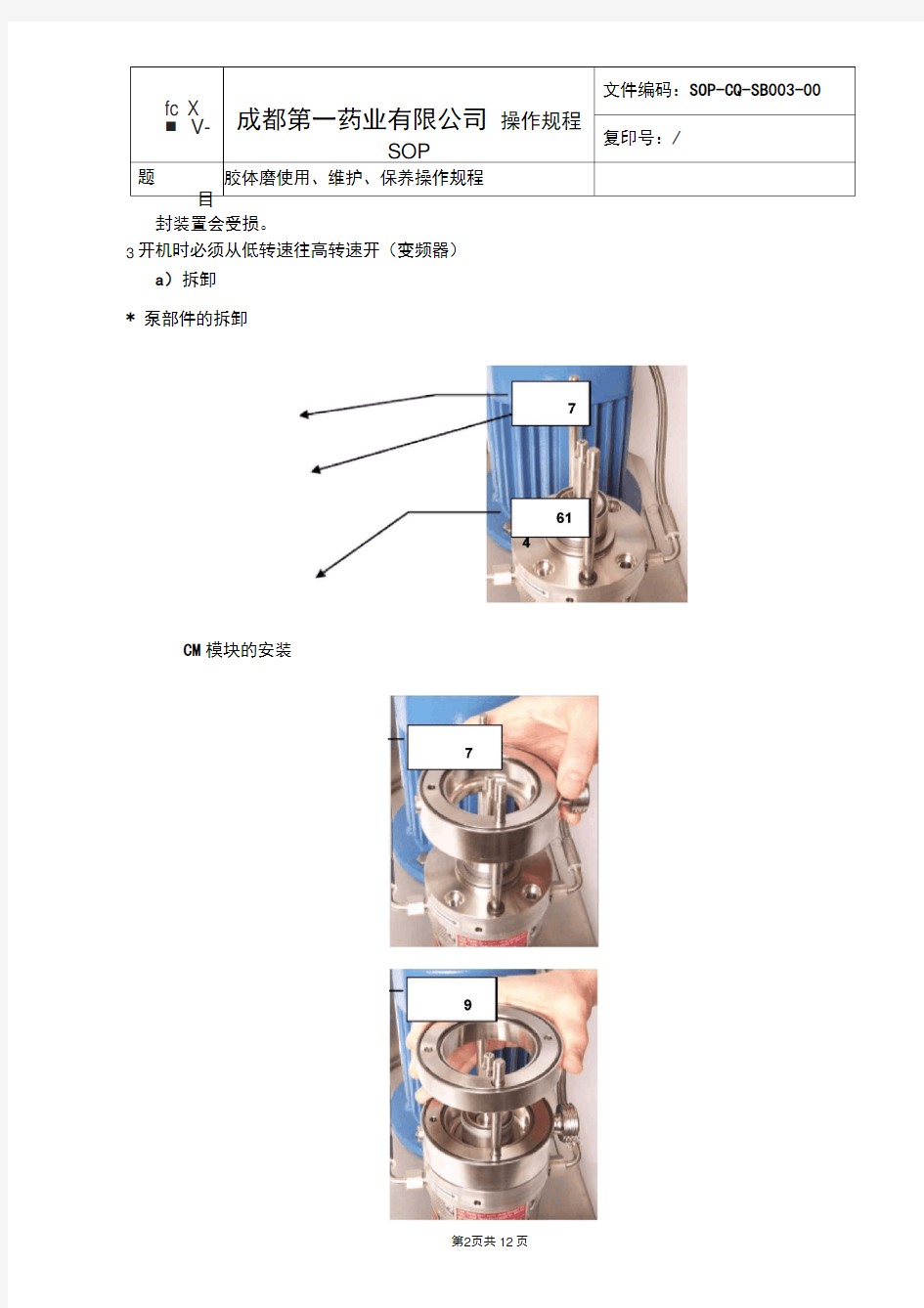
CM模块的安装
旋下2个螺柱(722,短的)并且更换新螺柱(722,长的),用扳手拧紧安装好2个0型圈(614)(传热夹套的密封)
安装好出料口(710).
标准型号的机器通用
安装好中间环(903).
标准型号的机器通用
安装好压力片(718)
转子的1部分和2部分(904, 1004)装好后(904, 1004)安装到轴上
安装 1 dista nee sleeve (732).
标准型号的机器通用
将?一6的插销穿过基座孔插入轴(426)上的孔
The pressing screw (730)应该先手动拧紧然后用扭力扳手用大约
17 Nm的值拧紧.
Note
用OW10的扳手顺时针拧紧压紧螺母(730)
标准型号的机器通用
将放入O型圈(626)的外圈(728)安装好使用Lubricate the thread using copper paste (1300)放入O型圈(614, 630)