弧坑裂纹原因分析及预防措施
弧坑裂纹成因及预防措施
产品SGT800过渡段角焊缝焊接时,焊缝收尾处出现弧坑裂纹。弧坑裂纹,是结晶裂纹的一种,多呈星形且向弧坑边缘延伸;易发生在热膨胀性高的金属,如不锈钢。
一、产生原因
焊接收弧时电流突然降低很多甚至熄灭,造成熔池中心凝固太快,受到周围金属收缩产生的拉应力,导致弧坑裂纹的形成。
二、试验经过
焊接试板时,采用不同收弧方法,然后对焊缝进行PT检测,并得出试验结果。
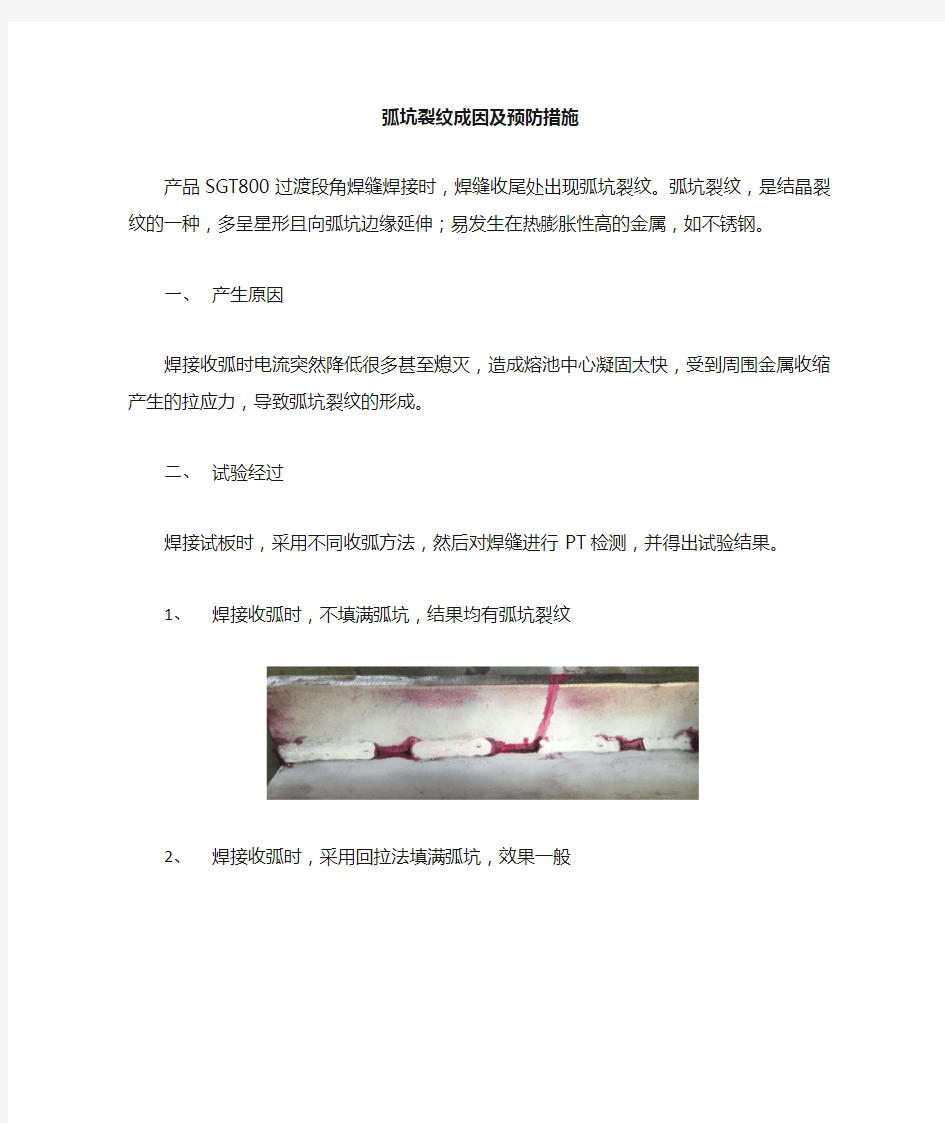
1、焊接收弧时,不填满弧坑,结果均有弧坑裂纹
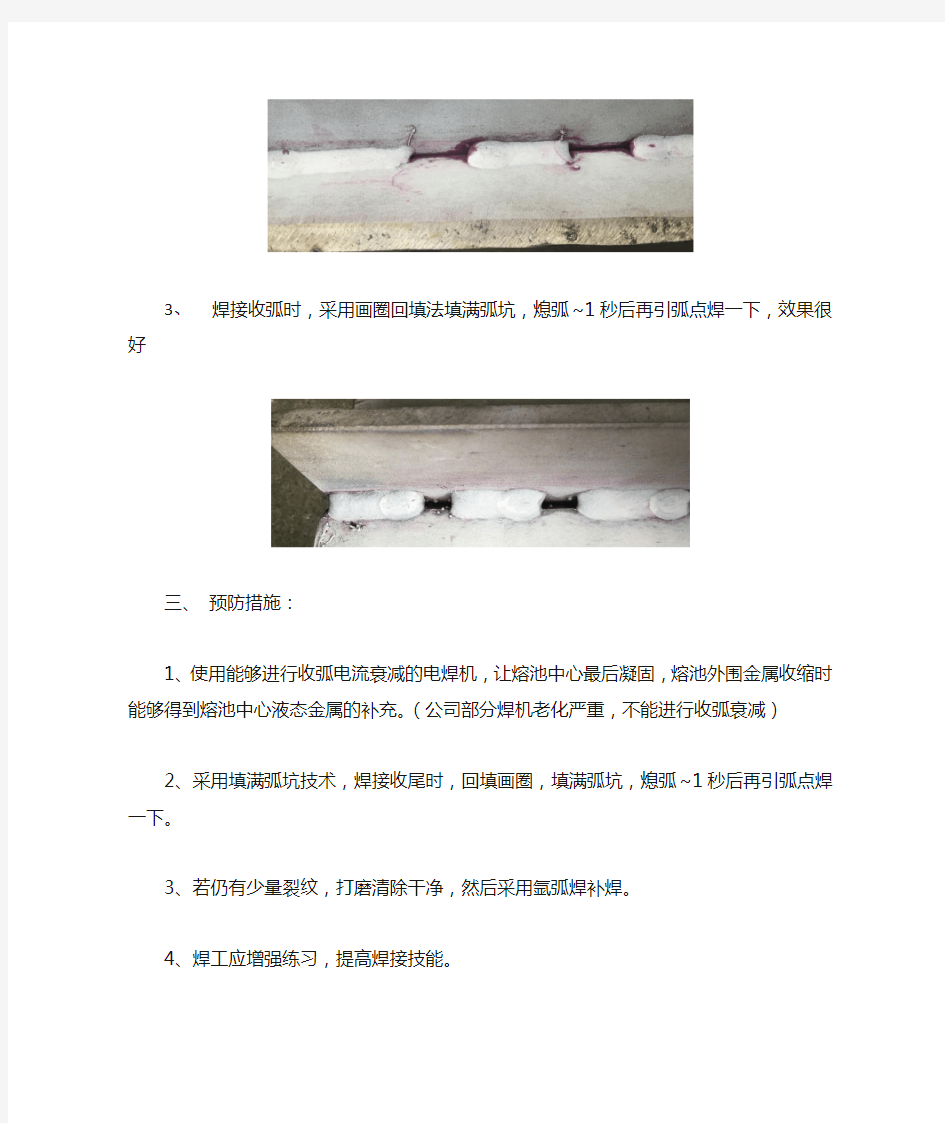
2、焊接收弧时,采用回拉法填满弧坑,效果一般
3、焊接收弧时,采用画圈回填法填满弧坑,熄弧~1秒
后再引弧点焊一下,效果很好
三、预防措施:
1、使用能够进行收弧电流衰减的电焊机,让熔池中心最后凝固,熔池外围金属收缩时能够得到熔池中心液态金属的补充。(公司部分焊机老化严重,不能进行收弧衰减)
2、采用填满弧坑技术,焊接收尾时,回填画圈,填满弧坑,熄弧~1秒后再引弧点焊一下。
3、若仍有少量裂纹,打磨清除干净,然后采用氩弧焊补焊。
4、焊工应增强练习,提高焊接技能。
李众、彭双科
相关主题