机械加工工艺过程卡与工序卡

湘潭大学机械加工工序卡产品型号零部件图号
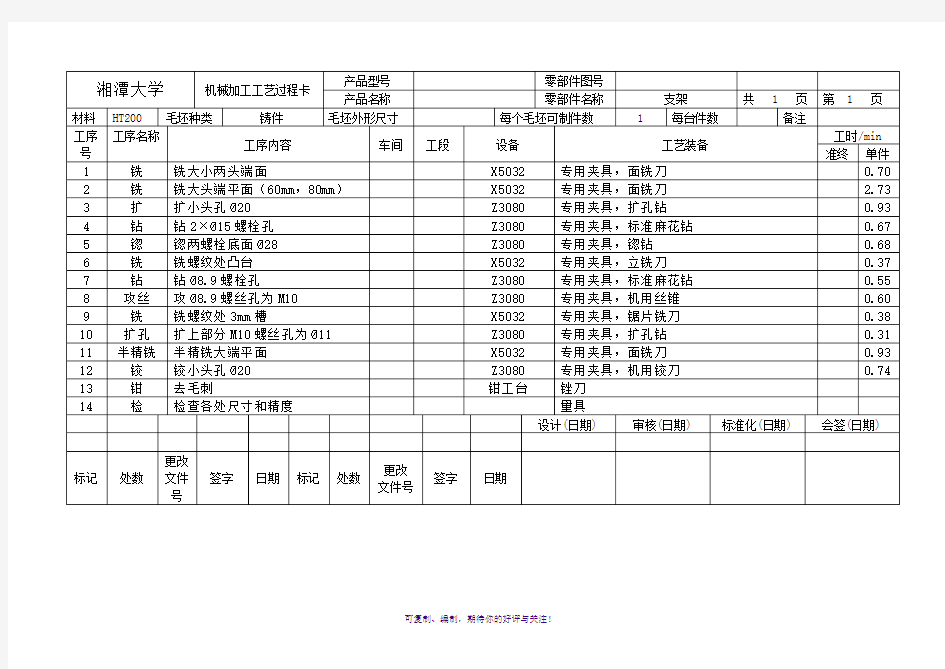
产品名称零部件名称支架共 14页第 1页
车间工序号工序名称材料牌号
1粗铣端面HT200
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
铸件1
设备名称设备型号设备编号同时加工件数
立式铣床X50321
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时/min 准终单件
0.70
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/z
切削深
度mm
进给次数
工步工时/min
机动辅助
1粗铣小头端端面A1?50mm硬质合金面铣
刀,专用夹具37558.90.15310.30.38
2翻转夹具,粗铣小头端端面A237558.90.15310.30.38
设计(日期)
审核
(日期)
标准化会签
标记处数更改文件号签字日期标记处数更改文件号签字日期
湘潭大学机械加工工序卡产品型号零部件图号
产品名称零部件名称支架共 14页第 2页
车间工序号工序名称材料牌号
2铣大头端端面HT200
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
铸件1
设备名称设备型号设备编号同时加工件数
立式铣床X50321
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时/min 准终单件
2.73
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/z
切削深
度mm
进给次数
工步工时/min
机动辅助
1粗铣大头端端面A面至6119.0
+mm,B
面至8122.0
+mm
?50mm硬质合金面铣刀,
专用夹具
37558.90.1572 2.20.38
设计 (日期)
审核 (日期)
标准化
会签
标记 处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
湘潭大学
机械加工工序卡
产品型号 零部件图号 产品名称
零部件名称 支架 共 14 页
第 3 页
车间 工序号 工序名称 材料牌号 3
扩小头孔
HT200 毛坯种类 毛坯外形尺寸
每个毛坯可制件数
每台件数
铸件 1 设备名称 设备型号
设备编号
同时加工件数
钻床 Z3080
1 夹具编号
夹具名称 切削液 专用夹具 工位器具编号
工位器具名称
工序工时/min 准终 单件
0.93
工步号
工步内容
工艺装备
主轴转速 r/min 切削速度 m/min 进给量
mm/r 切削深度mm 进给次数
工步工时/min 机动 辅助 1
粗扩铸造毛坯孔?16mm 至?1921
.00+mm ?19mm 硬质合金扩孔钻,专用夹具
200 11.9 1 1.5 1 0.25 0.27 2 精扩孔?19mm 至?19.8084.00+mm
?19.8mm 硬质合金扩孔钻,专用夹具
250 15.6
0.9
0.4
1 0.2
2 0.16
设计(日期)
审核
(日期)
标准化会签
标记处数更改文件号签字日期标记处数更改文件号签字日期
湘潭大学机械加工工序卡产品型号零部件图号
产品名称零部件名称支架共 14 页第 4页
车间工序号工序名称材料牌号
4钻螺栓孔HT200
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
铸件1
设备名称设备型号设备编号同时加工件数
钻床Z30801
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时/min 准终单件
0.67
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深
度mm
进给次数
工步工时/min
机动辅助
1钻螺栓孔?15mm硬质合金麻花钻,
专用夹具50023.60.27.510.160.34
2移动夹具钻另一面螺栓孔?15mm50023.60.27.510.160.16
设计(日期)
审核
(日期)
标准化会签
标记处数更改文件号签字日期标记处数更改文件号签字日期
湘潭大学机械加工工序卡产品型号零部件图号
产品名称零部件名称支架共 14页第 5页
车间工序号工序名称材料牌号
5锪沉头孔HT200
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
铸件1
设备名称设备型号设备编号同时加工件数
钻床Z30801
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时/min 准终单件
0.68
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深
度mm
进给次数
工步工时/min
机动辅助
1锪沉头孔至尺寸?28mm锪钻?28mm,专
用夹具11810.40.1 6.510.170.34
2移动夹具锪另一面沉头孔至尺寸11810.40.1 6.510.170.16
设计(日期)
审核
(日期)
标准化会签
标记处数更改文件号签字日期标记处数更改文件号签字日期
湘潭大学机械加工工序卡产品型号零部件图号
产品名称零部件名称支架共 14 页第 6页
车间工序号工序名称材料牌号
6铣凸台HT200
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
铸件1
设备名称设备型号设备编号同时加工件数
立式铣床X50321
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时/min 准终单件
0.37
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/z
切削深
度mm
进给次数
工步工时/min
机动辅助
1粗铣凸台面至尺寸?25mm立铣刀,专
用夹具
750590.1310.080.28
设计(日期)
审核
(日期)
标准化会签
标记处数更改文件号签字日期标记处数更改文件号签字日期
湘潭大学机械加工工序卡产品型号零部件图号
产品名称零部件名称支架共 14 页第 7页
车间工序号工序名称材料牌号
7钻底孔HT200
毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数
铸件1
设备名称设备型号设备编号同时加工件数
钻床Z30801
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时/min 准终单件
0.56
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深
度mm
进给次数
工步工时/min
机动辅助
1钻底孔至尺寸?8.9mm?8.9mm高速钢
麻花钻,专用夹
具
80022.30.50 4.4510.050.5