万能角度尺
万能角度尺使用说明书
定义:万能角度尺又称角度规。它是利用活动直尺测量面相对于基尺测量面的旋转,对该两测量面间分隔的角度进行读数的角度测量器具。是用来测量精密零件内外角度或进行角度划线的角度量具
使用范围:适用于机械加工中的内、外角度测量,可测0°-320° 外角及40°-130° 内角。
工作原理:万能角度尺的读数机构是根据游标原理制成的。主尺刻线每格为1°,游标的刻线是取主尺的29°等分为30格,因此游标刻线角格为29°/30,即主尺与游标一格的差值为,也就是说万能角度尺读数准确度为2′。其读数方法与游标卡尺完全相同
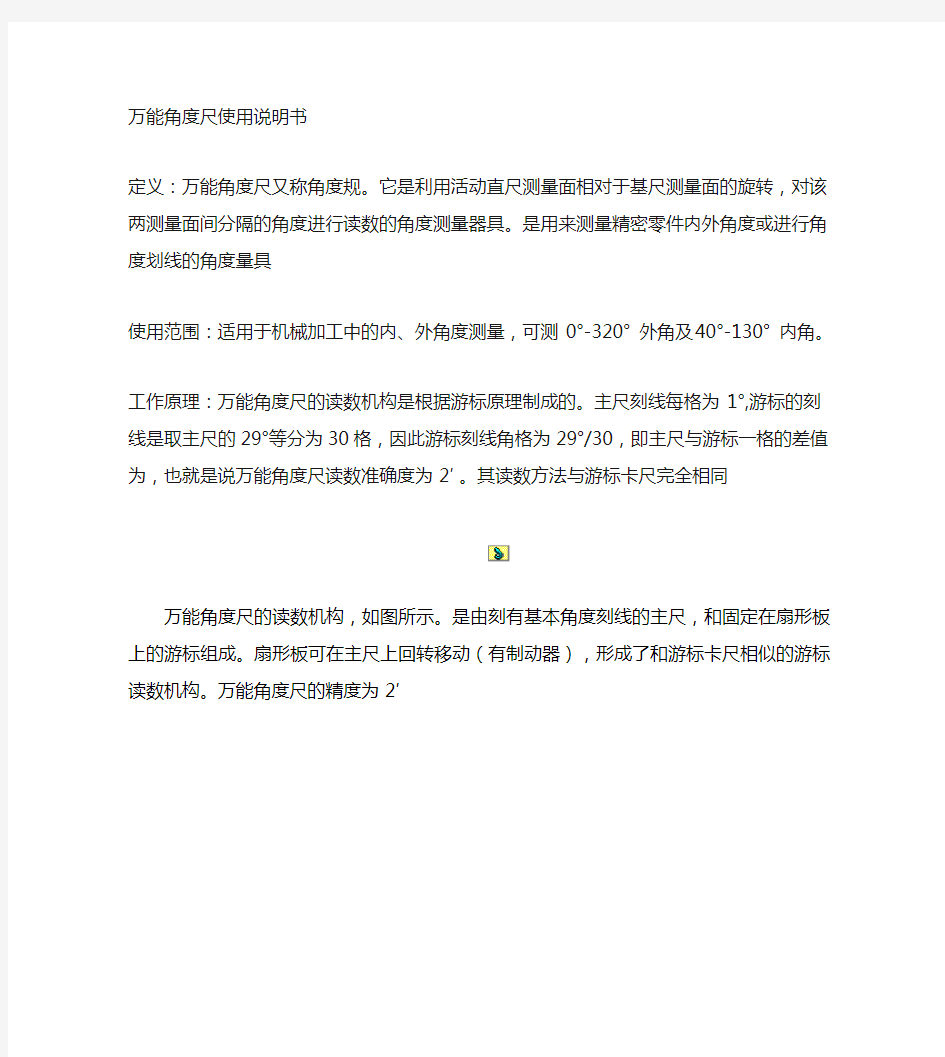
万能角度尺的读数机构,如图所示。是由刻有基本角度刻线的主尺,和固定
在扇形板上的游标组成。扇形板可在主尺上回转移动(有制动器),形成了和游标卡尺相似的游标读数机构。万能角度尺的精度为2′
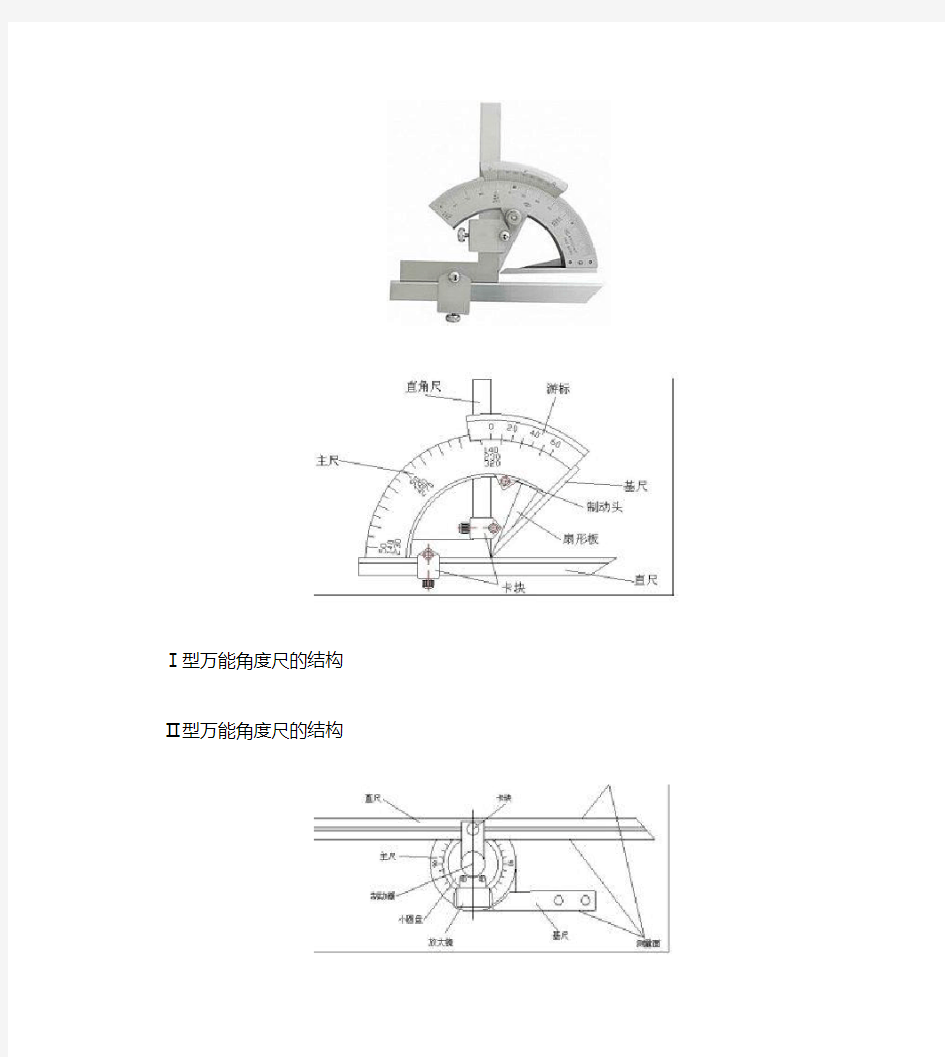
Ⅰ型万能角度尺的结构
Ⅱ型万能角度尺的结构
万能角度尺的读数及使用方法
测量时,根据产品被测部位的情况,先调整好角尺或直尺的位置,用卡块上的螺钉把它们紧固住,再来调整基尺测量面与其它有关测量面之间的夹角。这时,要先松开制动头上的螺母,移动主尺作粗调整,然后再转动扇形板背面的微动装置
作细调整,直到两个测量面与被测表面密切贴合为止。然后拧紧制动器上的螺母,把角度尺取下来进行读数。
(1)测量0°-50°之间角度
角尺和直尺全都装上,产品的被测部位放在基尺各直尺的测量面之间进行测量。
(2)测量50°-140°之间角度
可把角尺卸掉,把直尺装上去,使它与扇形板连在一起。工件的被测部位放在基尺和直尺的测量面之间进行测量。
也可以不拆下角尺,只把直尺和卡块卸掉,再把角尺拉到下边来,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
(3)测量140°-230°之间角度
把直尺和卡块卸掉,只装角尺,但要把角尺推上去,直到角尺短边与长边的交线和基尺的尖棱对齐为止。把工件的被测部位放在基尺和角尺短边的测量面之间进行测量。
4)测量230°-320°之间角度(即40°-130°的内角)
把角尺、直尺和卡块全部卸掉,只留下扇形板和主尺(带基尺)。把产品的被测部位放在基尺和扇形板测量面之间进行测量。
万能量角尺的主尺上,基本角度的刻线只有0~90o,如果测量的零件角度大于90o,则在读数时,应加上一个基数(90o;180o;270o;)。当零件角度为:>90o~180o,被测角度=90o+量角尺读数,>180o~270o,被测角度=180o+量角尺读数,>270o~320o被测角度=270o+量角尺读数。
用万能角度尺测量零件角度时,应使基尺与零件角度的母线方向一致,且零件应与量角尺的两个测量面的全长上接触良好,以免产生测量误差。
万能角度尺的应用实例
万能角度尺的读数
度:看游标零线左边对应主尺上最靠近一条刻线的数值,读出被测角“度”的整数部分
分:从游标尺上读出“分”的数值-----看游标上哪条刻线与主尺相应刻线对齐,可以从游标上直接读出被测角“度”的小数部分,即“分”的数值。
分度值的由来:设主尺一小格度数为X,游标尺一小格读数为Y,则:
29*X=30*Y Y=29*X/30
主尺每小格角度为1°(60′),当量爪合并时,游标上的30格刚好等于主尺上的29 格,则游标每格角度=(29* 60′ )÷30=58 ′ ,主尺每格间距与游标每格间距相差=60 ′ -58′=2′,2′即为此种游标卡尺的最小读数值。
万能角度尺的读数方法可分三步;
1、先读“度”的数值-----看游标零线左边,主尺上最靠近一条刻线的数值,读出被测角“度”的整数部分,图示被测角“度”的整数部分为16。
2、再从游标尺上读出“分”的数值-----看游标上哪条刻线与主尺相应刻线对齐,可以从游标上直接读出被测角“度”的小数部分,即“分”的数值。图示游标的30刻线与主尺刻线对齐,故小数部分为30。
3、被测角度等于上述两次读数之和,即16′+30′=16 °30′
4、主尺上基本角度的刻线只有90个分度,如果被测角度大于90°,在读数时,应加上一基数(90,180,270),即当被测角度
>90°----180°时,被测角度=90°+角度尺读数。
>180°----270°时,被测角度=180°+角度尺读数。
>270°----320°时,被测角度=270°+角度尺读数。
测量时,放松制动器上的螺帽,移动主尺座作粗调整,再传动游标背后的手把作精细调整,直到使角度规的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读书。
注意:当测量被测工件内角时,应从360°减去角度规上的读数值;如在角度上读数为306°24′,则内角测量值为360°-306°24′=53°36′
螺纹规: 螺纹规的种类有.
● 螺纹塞规(直螺纹塞规、锥管螺纹塞规)
● 螺纹环规(直螺纹环规、一般锥牙环规、平面锥牙环规)
● 螺距卡规(公制60°、英制55°)
螺纹塞规的种类
直螺纹塞规
锥牙塞规
螺纹环规的种类:
一般锥牙环规平面锥牙环规
直螺纹环规
螺距牙规:
英制螺纹螺距牙规55
公制螺纹螺距牙规60°
螺纹部位名称:
塞尺又称测微片或厚薄规,用于检验间隙的测量器具之一.
1.单片塞尺厚度一般为为0.01mm、0.02mm、0.03mm、0.04mm、0.05mm、
0.06mm、0.07mm、0.08mm、0.09mm、0.10mm、0.15mm、0.20mm、0.25mm、0.30mm、0.35mm、0.40mm、0.45mm、0.50mm、0.75mm、1.00mm。
2.根据被测间隙的大小,选择适当厚度的塞尺;为保证测量的准确性,应使用尽量少的塞尺数量,塞尺数量一般不超过3片;如果超过3片,通常就要加测量修正值。一般每增加一片加0.01mm的修正值。在组合使用时,应将薄的塞尺片夹在厚的中间,以保护薄片。
3.塞尺应塞入一定深度,手感有一定阻力又不至卡死为宜。当塞尺片上的刻值看不清或塞尺片数较多时,可用千分尺测量塞尺厚度。塞尺用完后应擦干净,并抹上机油进行防锈保养
指针式推/拉力计:
常见的推/拉力表有:1KG、2KG、5KG及50KG
精确度分别为:0.10kg、0.20kg、0.25kg、0.5kg
拉力测试使用方法:
1.首先根据所测拉出力的大小选取合适的推拉力表,一般以推力表量程所测力的2倍左右为好。
2.根据测试要求放好推力架及相应的工具夹。
3.对推/拉力表及工夹具进行安装并调校。
安装过程中注意:推力标的中轴线应与被测物体的受力方向在相同水平线及高度位置上,并留意推力表要固定好,不可出现松动,以免影响测力的准确性。
4.装入待测品,进行测试 a、按下状态钮 b、调表盘使指针对零
c、放入样品进行测试
d、读取数据,按状态键归零