【表单】PFMEA范例
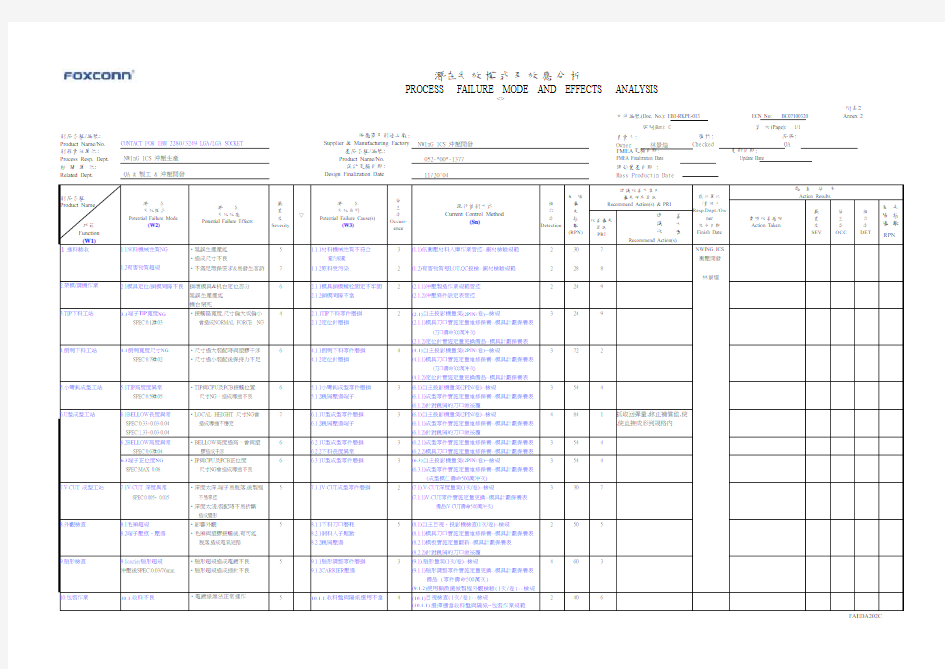
制品名稱/編號:Product Name/No. NWInG ICS 沖壓開發
負責人:
Owner 林景煌
復核:Checked 品保: QA 制程責任單位:Process Resp. Dept.產品名稱/編號:Product Name/No. 052-*00*-1377相 關 單 位:Related Dept.
11/20'04
開始量產日期 :
Mass Productin Date
▽
1.進料驗收
1.1來料機械性質NG ?延誤生產產能5 1.1.1材料機械性質不符合3(1.1)依衝壓材料入庫作業管控--銅材檢驗規範2307NWING ICS ?造成尺寸不良
廠內規範衝壓開發
1.2有害物質超規
?不滿足環保要求&易發生客訴
7
1.1.2原料受污染
2
(1.2)有害物質每LOT,QC投檢--銅材檢驗規範
2
288
林景煌
2.架模/調機作業
2.1模具定位/鎖模間隙不良
損壞模具&机台定位部分6
2.1.1模具鎖模螺栓固定不牢固2
(2.1.1)沖壓製造作業規範管控2
24
9
延誤生產產能 2.1.2鎖模間隙不當
(2.1.2)沖壓條件設定表管控
機台閉死
3.TIP下料工站
3.1端子TIP 寬度NG ?接觸區寬度,尺寸偏大或偏小4
2.1.1TIP下料零件磨損2
(2.1)自主投影機量測(2PIN/卷)--檢規
3
24
9
SPEC:0.12±0.03
會造成NORMAL FORCE NG
2.1.2定位針磨損
(2.1.1)模具刀口實施定量維修保養--模具計劃保養表 (刀口壽命300萬沖次)
(2.1.2)定位針實施定量更換備品--模具計劃保養表
4.倒刺下料工站
4.1倒刺寬度尺寸NG ?尺寸過大裝配時與塑膠干涉6
4.1.1倒刺下料零件磨損4
(4.1)自主投影機量測(2PIN/卷)--檢規
3
72
2
SPEC:0.79±0.02
?尺寸過小裝配後保持力不足
4.1.2定位針磨損
(4.1.1)模具刀口實施定量維修保養--模具計劃保養表 (刀口壽命300萬沖次)
(4.1.2)定位針實施定量更換備品--模具計劃保養表
5.小彎鉤成型工站
5.1TIP高度度異常?TIP與CPU及PCB接觸位置6
5.1.1小彎鉤成型零件磨損3
(6.1)自主投影機量測(2PIN/卷)--檢規
3
54
4
SPEC:0.59±0.05
尺寸NG,造成導通不良 5.1.2跳屑壓傷端子(6.1.1)成型零件實施定量維修保養--模具計劃保養表(6.1.2)針對跳屑的刀口做被覆6.U型成型工站
6.1BELLOW長度異常?LOCAL HEIGHT 尺寸NG會7 6.1.1U型成型零件磨損3(6.1)自主投影機量測(2PIN/卷)--檢規
4
84
1
抓取回彈量,修正補償值,使 SPEC:0.33+0.03-0.04 造成導通不穩定
6.1.2跳屑壓傷端子
(6.1.1)成型零件實施定量維修保養--模具計劃保養表,使直接成形到規格內
SPEC:1.33+0.03-0.04(6.1.2)針對跳屑的刀口做被覆
6.2BELLOW高度異常?BELLOW高度過高,會與塑6
6.2.1U型成型零件磨損3
(6.2.1)成型零件實施定量維修保養--模具計劃保養表3
54
4
SPEC:0.67±0.04 膠造成干涉
6.2.2下料長度異常(6.2.2)模具刀口實施定量維修保養--模具計劃保養表6.3端子正位度NG ?IP與CPU及PCB正位度6 6.3.1U型成型零件磨損
3(6.3)自主投影機量測(2PIN/卷)--檢規
3
54
4
SPEC:MAX 0.08
尺寸NG會造成導通不良(6.3.1)成型零件實施定量維修保養--模具計劃保養表 (成型模仁壽命500萬沖次)7.V-CUT 成型工站
7.1V-CUT 深度異常?深度太深,端子易脫落,後製程5
7.1.1V-CUT成型零件磨損
2
(7.1).V-CUT深度量測(1次/卷)--檢規
3
30
7
SPEC:0.005~ 0.015
不易掌控
(7.1.1)V-CUT零件實施定量更換--模具計劃保養表?深度太淺,裝配時不易折斷 備品(V-CUT壽命500萬沖次)
造成變形
8.外觀檢查
8.1毛頭超規?影響外觀
5
8.1.1下料刀口磨耗5
(8.1)自主目視、投影機檢查(1次/卷)--檢規
2
50
5
8.2端子壓痕、壓傷
?毛頭與塑膠接觸後,有可能8.2.1剝料入子鬆動(8.1.1)模具刀口實施定量維修保養--模具計劃保養表 脫落,造成電氣短路
8.2.2跳屑壓傷
(8.2.1)模板實施定量翻新--模具計劃保養表(8.2.2)針對跳屑的刀口做被覆9.扇形檢查
9.1carrier扇形超規?扇形超規造成電鍍不良59.1.1扇形調整零件磨損3(9.1).扇形量測(1次/卷)--檢規
4
60
3
沖壓後SPEC:0.03/76mm
?扇形超規造成插針不良
9.1.2CARRIER壓傷
(9.1.1)扇形調整零件實施定量更換--模具計劃保養表 備品 (零件壽命500萬次)
(9.1.2)使用顯微鏡做製程外觀檢驗(1次/卷)--檢規
10.包裝作業
10.1.收料不良
?電鍍線無法正常運作
5
10.1.1.收料盤與隔紙選用不當
4
(10.1)目視檢查(1次/卷)--檢規
2
40
6
(10.1.1).選擇適當收料盤與隔紙--包裝作業規範
發生率Occurr-ence
現行管制方式Current Control Method
(Sn)
檢出率Detection
風 險優先指數(RPN)FAEDA202C
建議改善方案及優先順序等級
Recommend Action(s) & PRI
執行單位 /責任人Resp.Dept./Ow
ner 完成日期Finish Date 處 置 結 果Action Results
實際改善措施Action Taken
嚴重度SEV
發生率OCC
改善優先等級PRI
檢出率DET
Recommend Action(s)
設計定稿日期:
Design Finalization Date 版別(Rev.): C 頁 次(Page): 1/1
附表2Annex 2
潛在失 效 模 式 及 效 應 分 析
PROCESS FAILURE MODE AND EFFECTS ANALYSIS
<
FMEA 定稿日期: 更新日期:FMEA Finalization Date Update Date 文件編號(Doc. No.): EB1-RKPE-013 ECN No: BC07100320
制品名稱Product Name
功能Function (W1)
供應商及制造工廠:
Supplier & Manufacturing Factory 潛 在 失效模式
Potential Failure Mode
(W2)
CONTACT FOR IBM 2280/3249 LGA/LGA SOCKET NWInG ICS 沖壓生產 QA & 製工 & 沖壓開發
潛 在 失效效應
Potential Failure Effects
嚴重度Severity
潛 在 失效原因
Potential Failure Cause(s)
(W3)
建議改善方案
風險優先指數RPN