产品制造进度表
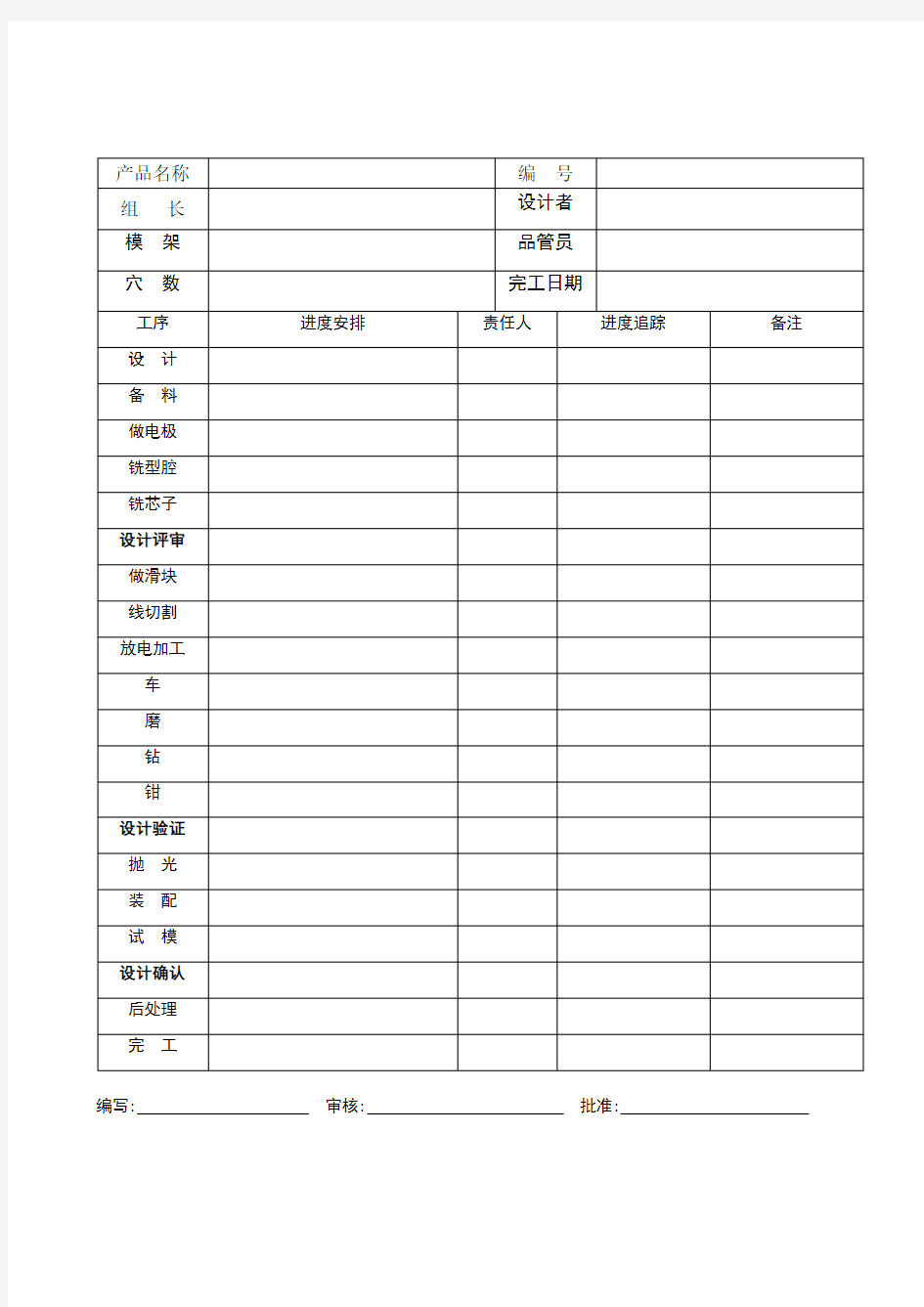

编写: 审核: 批准:
日期: 日期: 日期:
生产加工单主要操作流程
生产加工单操作流程 1.1 业务流程: 1.2 部门职责 生产部门的日常工作在ERP系统中主要有: 1.技术部维护产品结构BOM的数据准确性,子件定额数量,用料车 间; 2.下达生产计划,及时录入生产加工单; 3.生产订单执行过程中,及时做生产进度汇报; 4.与材料库管员核对生产过程中的材料实际领用情况,与成品库管核对完工产品的数量
1.3 日常业务操作 1.1填制一张生产加工单点击保存:(或根据销售订单生成) 第一步:领料 点击‘领料’按钮,把表体中本次出库数量中系统自动带出的定额数量修改为实际领用数量,(可以分多次出库),输入完成后,点击“保存”按钮。 第二步:分单 1、单击工具条上的“分单”按钮,进行分单,根据出库数量自动生成材料出库单。 2、在弹出的分单出库方式窗口中选择出库方式,依据出库方式的不同可生成包含不同材料数据的材料出库单。系统默认按仓库进行分单,其他选项可在此基础上进行更为明细的单据划分。
如:按仓库+材料方式,即按同一仓库同一材料生成一张材料出库单。
3、单击确认生成材料出库单,在生产加工单的分单号栏中可看到所分出的分单号,在出库单号栏可看到出库单号。 4、分单时,如果存货的现存量小于零,而且用户在【选项】中设置为不允许零出库时,系统将让用户重新输入数量。 5、下次分单要在上次分单审核清空数据后再进行分单 第三步:打单 1、单击工具栏上的〖打单〗按钮,弹出打单条件输入窗口。 2、录入打单条件指定打单的范围 3、注意: 打单应在分单之后,审核之前执行。 审核后的分单不能再进行打单,只能在材料出库单中打印。 打单与打印不同,打印是打印当前生产加工单。 第四步:签收
新产品开发时间进度表
新产品开发时间进度表 HAS-8.2.3-产品设计开发 产品名称 阶段任务负责人计划完成时间进展备注P1 计划和项目确定 P1 新产品开发计划曹启团 6.15 P1.1 可行性评价报告曹启团 6.20 P2 产品设计和开发 P2.1 设计输入曹启团 6.25 P2.2 设计输入评审记录表曹启团 6.28 P2.3 特殊特性清单曹启团 P2.4 初始材料和供方清单曹启团7.10 P2.5 P2.6 设计验证计划DVP 曹启团 P2.7 新产品图纸(试制) 曹启团7.20 P2.8 新产品工艺文件(试制) 7.25 P2.9 材料规范(试制) 8.25 P2.10 过程流程图8.25 P2.11 原型样件制造计划9.30 P2.12 材料和零件采购 P2.13模具报价 P2.14 模具制作 P2.15 模具验收 P2.16 材料和零件检验 P2.17 原型样件制造 P2.18 原型样件检验 P2.19 原型样件试验 P2.20 样件评审(包括包装) P3 过程设计和开发 P3.1 设备和工装计划 P3.2 试验设备和量具计划 P3.3 工程图纸(正式) P3.4 工程规范(正式) P3.5 材料规范(正式) P3.6 包装规范(正式) P3.7 小批试制 P3.8 小批评审 P3.9 状态转B P3.10 批量生产
NO: 过程设计和开发确认记录 KF-8.2.3 – 01 NO: 产品名称图号 顾客名称日期年月日 确认项目确证结果 一、单项评价 1. 产品全尺寸检验结果符合设计要求吗? 2. 材料分析结果符合设计要求吗? 3. 产品全性能试验结果符合设计要求吗? 4. 设备工装和模具符合要求并能保证产品质量? 5. 测量系统满足产品的测量需求吗? 6. 过程能力符合要求吗(Cpk≥1.33/Ppk≥1.67)? 7. 控制计划和作业指导书满足制造的需求吗? 8. 包装和标识符合顾客要求吗? 9. 成本和进度符合基于顾客要求确定的计划吗? 10. 后续的量产能力识多少?满足顾客要求吗? 二、综合评价的结果: 验证 引发 的措 施及 处理 结果 记录 输出存在的问题问题的解决方法/责任人/完成期限实施结果 制定审 核 批 准
产品部件生产加工工艺流程
产品部件生产加工工艺流程 一、钢制部分生产工艺流程 原材料——下料——校料——去毛刺——弯管——去茬—— 钻孔——焊接——磨型——校正半成品——质检——酸洗除 锈——水洗——磷化——烘干——喷塑——烘干固化——下 线——检验——包装——入库 设备选材标准 本次所投标的设备能以最安全、最持久、最稳定、最美观的使用,必须做好原材料的选配,遵循国标,达到设备的安全性,涂层理化性能、最大载荷性能等。必须遵循以下几点: 1、钢板的材质必须达到国家规定的理化性能,应优先选取优质板材。 2、设备用料应达到厚度合理搭配,即提高产品性能又降低成本,使设备发挥最大的经济效益。 3、设备零部件选材应以垂直方向厚,水平方向薄,原则合理搭配。即不影响应强度,又减轻了设备的和重量,增加了美观。 4、设备外表涂层应以化学物质组成,为减少对人体的伤害,选用由国家质量体系认证的厂家生产。 产品技术规范及标准 1.产品技术条件:GB/T13667.3-92 2.工件涂装前磷化处理技术条件:GB/T6807 3.涂膜附着力测试法: :GB/T1720-1979 4.漆膜耐冲击性测试法: :GB/T1732-1993 5.漆膜的划格实验: :GB/T9286-1998 6.家具力学性能实验稳定性::GB/T1035 7.4-1989 7.木家具通用技术条件:GB/T3324-2008 8.建筑内部家具设计防火规范:GB 50222-1995 9、家具质量检验及质量评定:QB/T1950-1952-94 10、家具绿色环保执行标准:GB/T2002-7-1 11、室内装修材料溶剂型木器涂料中有害物质限量:GB18581-2001
新产品开发时间进度表
新产品开发时间进度表 顾客名称产品 名称 接单日期 阶段任务 负责 人 计划完成时间进展备注P1 计划和项目确定 P1 新产品开发计划 P1.1 可行性评价报告 P2 产品设计和开发 P2.1 设计输入 P2.2 设计输入评审记录 表 P2.3 特殊特性清单 P2.4 初始材料和供方清 单 P2.5 BOM P2.6 设计验证计划DVP P2.7 新产品图纸(试制) P2.8 新产品工艺文件(试 制) P2.9 材料规范(试制) P2.10 过程流程图 P2.11 原型样件制造计划 P2.12 材料和零件采购 P2.13模具报价
过程设计和开发确认记录 KF- 8.2.3 – 01 NO : 产品名称 图号 顾客名称 日期 年 月 日 确认项目 确证结果 P2.14 模具制作 P2.15 模具验收 P2.16 材料和零件检验 P2.17 原型样件制造 P2.18 原型样件检验 P2.19 原型样件试验 P2.20 样件评审(包括包 装) P3 过程设计和开发 P3.1 设备和工装计划 P3.2 试验设备和量具计 划 P3.3 工程图纸(正式) P3.4 工程规范(正式) P3.5 材料规范(正式) P3.6 包装规范(正式) P3.7 小批试制 P3.8 小批评审 P3.9 状态转B P3.10 批量生产
一、单项评价 1. 产品全尺寸检验结果符合顾客要求吗? 2. 材料分析结果符合顾客要求吗? 3. 产品全性能试验结果符合顾客要求吗? 4. 设备工装和模具符合要求并能保证产品质量? 5. 测量系统满足产品的测量需求吗? 6. 过程能力符合要求吗(Cpk≥1.33/Ppk≥ 1.67)? 7. 控制计划和作业指导书满足制造的需求吗? 8. 包装和标识符合顾客要求吗? 9. 成本和进度符合基于顾客要求确定的计划吗? 10. 后续的量产能力识多少?满足顾客要求吗? 二、综合评价的结果: 输出存在的问题问题的解决方法/责任人/完成期限实施结果验证 引发 的措 施及 处理 结果 记录 制定审核批准