激光束质量因子M2的概念及测量的方法

激光束质量因子M2的概念及测量的方法
1988年,A.E.Siegman利用无量纲的量——光束质量因子M2较科学合理地描述了激光束质量,并由国际标准组织(ISO)采纳。M2克服了常用的光束质量评价方法的局限,对激光光束的评价具有重要意义。
激光束质量因子M2的概念
M2因子被称为激光束质量因子或衍射极限因子,其定义为:实际光束束腰宽度和远场束散角的乘积比上基模高斯光束的束腰宽度和远场束散角的乘积。
对于基模(TEM00)高斯光束,光束质量因子为1,光束质量最好,而实际中均大于1,表征实际光束相对于衍射极限的倍数,即Times-diffraction-limited。光束质量因子可以表示为:
M2=πD0θ/(4λ)。
光束质量因子的参数同时包含了远场和近场特性,,能够综合描述光束的品质,且具有通过理想介
质传输变换时不变的重要性质。而由上式可知,对光束质量因子的测量,归结为光束束腰宽度和光束远
场发散角的测量。
激光束宽D的定义和束腰宽度D0
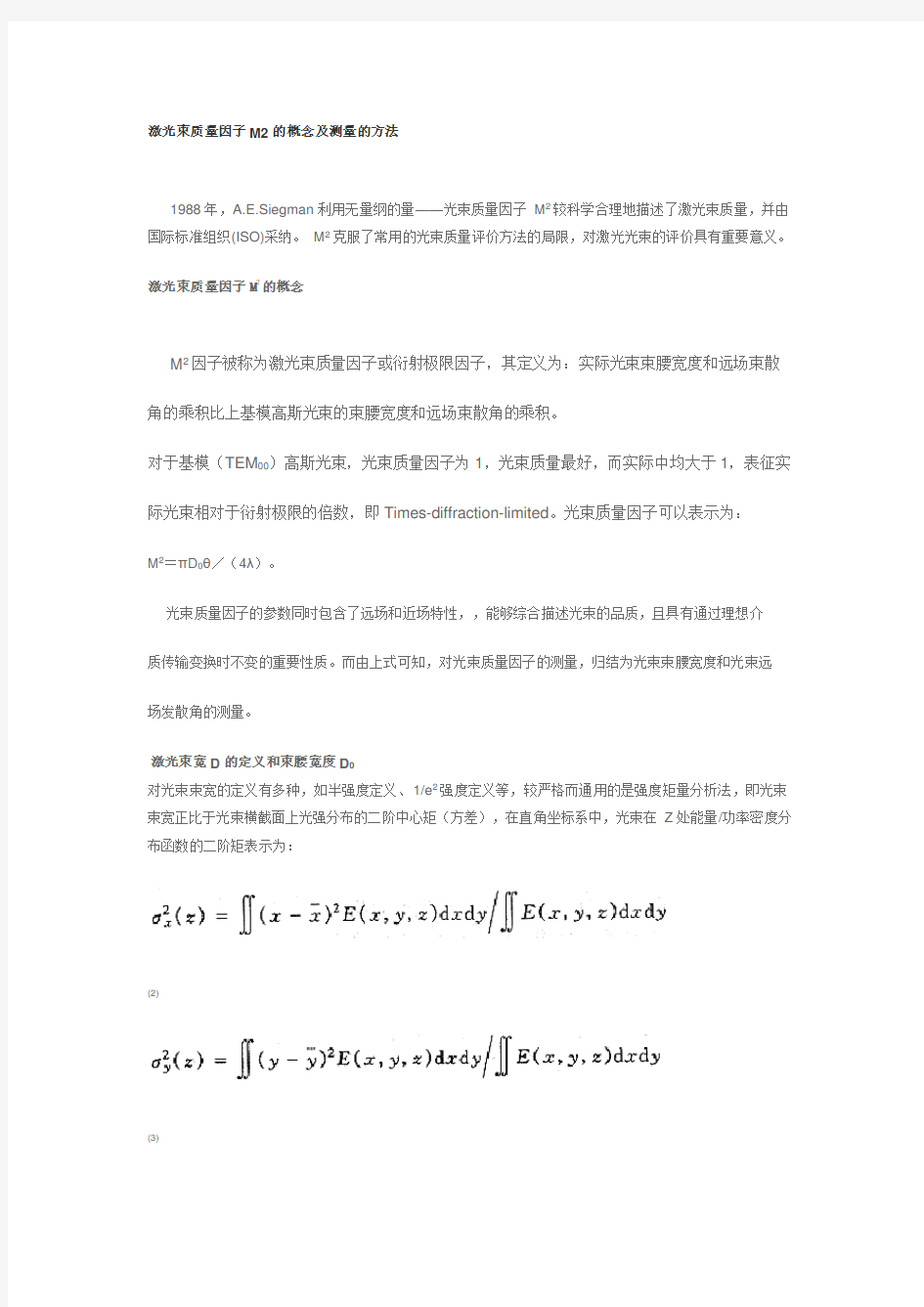
对光束束宽的定义有多种,如半强度定义、1/e2强度定义等,较严格而通用的是强度矩量分析法,即光束束宽正比于光束横截面上光强分布的二阶中心矩(方差),在直角坐标系中,光束在Z处能量/功率密度分布函数的二阶矩表示为:
(2)
(3)
式中,,是光束横截面归一化的能量/功率密度分布函数的一阶矩,其表达式为:
:
(4)
(5)
在Z处,x方向和y方向光束束宽D x和D y表示为:
D x=4σx(z);D y=4σy(z)
(6)
光束束宽最小处即为光束束腰D0,其位置为Z0。
假如光束束腰能够直接测量,可沿光束传播轴Z测量不同位置的束宽D,然后利用双曲线拟合来确定光束束腰的大小和位置。双曲线拟合公式如下:
D2=A+BZ+CZ2
(7)
D2x=A x+B x Z+C x Z2
(8)
D2y=A y+B y Z+C y Z2
(9)
确定系数A,A x,A y,B,B x,B y,C,C x,C y后,束腰的位置Z0及宽度D0表示为:
(10)
(11)
如果束腰的宽度和位置不能够直接测量,可利用一无像差的聚焦透镜,对激光束进行变换,测量变换后不同位置Z处的光束束宽D′,然后利用公式(7),(8),(9)确定双曲线模拟公式,由公式(10),(11)求出模拟腰斑直径D′0和位置Z′0。再根据透镜的成像性质,求出实际光束的腰斑直径D0和位置Z0,如图1所示。
Fig.1The lens arrangement of creating artificial waist
光束发散角θ
激光束在腰部最细,随着离腰部距离的逐渐增大,光束的有效截面逐渐变粗,也就是激光束具有一定的发散性质,发散程度用发散角θ表示。对于某些激光器,其远场可能距激光器很远,直接测量远场发散角十分不方便。根据拉格朗日不变式,可采用聚焦光束测量法,即在透镜的像方焦点处,测得光束直径为D F,则光束发散角θ表示为:
θ=D F/f
(12)
对于非对称的激光光束,应求出x,y方向上相应的发散角θx,θy。利用M2评价激光束的质量具有重要特点:
1.M2因子表示实际光束偏离基模高斯(TEM00)光束(衍射极限)的程度。
2.M2因子综合描述了光束的质量,包括光束远场和近场特性。
3.光束通过理想光学系统后M2因子不变。
利用M2因子来评价激光束的质量也有其局限性,它要求光束截面上光强分布必须是连续的,而且不能有陡直的边缘,比如对于“超高斯光束”(Super-Gaussion beam)、“圆环光束”(Ring beam)等M2就不适用。尽管如此,M2因子仍不失为一种较为完善、合理的光束质量的评价标准。
各种测量仪器的使用方法
各种测量仪器的使用方法 水准仪及其使用方法 高程测量就是测绘地形图的基本工作之一,另外大量的工程、建筑施工也必须量测地面高程,利用水准仪进行水准测量就是精密测量高程的主要方法。 一、水准仪器组合: 1、望远镜 2、调整手轮 3、圆水准器 4、微调手轮 5、水平制动手轮 6、管水准器 7、水平微调手轮 8、脚架 二、操作要点: 在未知两点间,摆开三脚架,从仪器箱取出水准仪安放在三脚架上,利用三个机座 螺丝调平,使圆气泡居中,跟着调平管水准器。水平制动手轮就是调平的,在水平镜内通过三角棱镜反射,水平重合,就就是平水。将望远镜对准未知点(1)上的塔尺,再次调平管水平器重合,读出塔尺的读数(后视),把望远镜旋转到未知点(2)的塔尺,调整管水平器,读出塔尺的读数(前视),记到记录本上。 计算公式:两点高差=后视-前视。 三、校正方法: 将仪器摆在两固定点中间,标出两点的水平线,称为a、b线,移动仪器到固定点一端,标出两点的水平线,称为a’、b ’。计算如果a-b≠a’-b’时,将望远镜横丝对准偏差一半的数值。用校针将水准仪的上下螺钉调整,使管水平泡吻合为止。重复以上做法,直到相等为止。
四、水准仪的使用方法 水准仪的使用包括:水准仪的安置、粗平、瞄准、精平、读数五个步骤。 1、安置 安置就是将仪器安装在可以伸缩的三脚架上并置于两观测点之间。首先打开三脚架并使高度适中,用目估法使架头大致水平并检查脚架就是否牢固,然后打开仪器箱,用连接螺旋将水准仪器连接在三脚架上。 2、粗平 粗平就是使仪器的视线粗略水平,利用脚螺旋置园水准气泡居于园指标圈之中。具体方法用仪器练习。在整平过程中,气泡移动的方向与大姆指运动的方向一致。 3、瞄准 瞄准就是用望远镜准确地瞄准目标。首先就是把望远镜对向远处明亮的背景,转动目镜调焦螺旋,使十字丝最清晰。再松开固定螺旋,旋转望远镜,使照门与准星的连接对准水准尺,拧紧固定螺旋。最后转动物镜对光螺旋,使水准尺的清晰地落在十字丝平面上,再转动微动螺旋,使水准尺的像靠于十字竖丝的一侧。 4、精平 精平就是使望远镜的视线精确水平。微倾水准仪,在水准管上部装有一组棱镜,可将水准管气泡两端,折射到镜管旁的符合水准观察窗内,若气泡居中时,气泡两端的象将符合成一抛物线型,说明视线水平。若气泡两端的象不相符合,说明视线不水平。这时可用右手转动微倾螺旋使气泡两端的象完全符合,仪器便可提供一条水平视线,以满足水准测量基本原理的要求。注意?气泡左半部份的移动方向,总与右手大拇指的方向不一致。 5、读数 用十字丝,截读水准尺上的读数。现在的水准仪多就是倒象望远镜,读数时应由上而下进行。先估读毫米级读数,后报出全部读数。 注意,水准仪使用步骤一定要按上面顺序进行,不能颠倒,特别就是读数前的符合水泡调整,一定要在读数前进行。 五、水准仪的测量 测定地面点高程的工作,称为高程测量。高程测量就是测量的基本工作之一。高程测量按所使用的仪器与施测方法的不同,可以分为水准测量、三角高程测量、GPS高程测量与气压高程测量。水准测量就是目前精度最高的一种高程测量方法,它广泛应用于国家高程控制测量、工程勘测与施工测量中。 水准测量的原理就是利用水准仪提供的水平视线,读取竖立于两个点上的水准尺上的读数,来测定两点间的高差,再根据已知点高程计算待定点高程。 如下图所示,在地面上有A、B两点,已知A点的高程为HA、为求B点的高程HB,在A、B两点之间安置水准仪,A、B两点各竖立一把水准尺,通过水准仪的望远镜读取水平视线分别在A、B两点水准尺上截取的读数为a与b,可以求出A、B两点问的高差为:
激光光束质量参数测量的实验研究讲解
第24卷第6期 2000年12月激光技术LASERTECHNOLOGYVol.24,No.6December ,2000 激光光束质量参数测量的实验研究 赵长明 (北京理工大学光电工程系,北京,100081) 摘要:采用CCD系统实验测量了LD泵浦Nd∶YAG激光器的光束质量参数,研究了CCD系 统的背景噪声特性和积分区域选取对光束质量参数测量的影响,从实验数据中得到以下结论:(1)在有、无背景光两种条件下,背景记数强烈地依赖于曝光时间和像素的合并,温度影响可以忽略不计;(2)为获得M2合理的测量结果,至少要选择5%积分区域。 关键词:M2因子CCD摄像机光束质量Investigationontheexperimentalmeasurementoflaserbeamquality ZhaoChangming (Dept.ofOpticalEngineering,BeijingInstituteofTechnology,Beijing,100081) Abstract:ThebeamqualityofaLDpumpedNd∶YAGlaserismeasuredwithCCDcamerasyst em. ThebackgroundcharacteristicsoftheCCDsystemandtheinfluenceofthesizeofintegralboxup onmeasurementresultsareinvestigated.Thefollowingconclusionscanbederivedformexperi mentalresults:(1)Backgroundisstronglydependuponexposuretimeandpixelbinning,whilet emperaturehasanignorableeffectuponit,whetherwithorwithoutambientlight.(2)A5%2cuti stheminimumvalueinordertogetareasonableresult. Keywords:M2factor CCDcamera beamquality 引言 激光光束质量参数,即M2因子的测量是近几年研究的一个热点。ISO建议的测量方法包括两维面阵探测系统或二维单元扫描系统、套孔法、移动刀口法和移动狭缝法[1]。用以电荷耦合器件(CCD)为代表的面阵探测器件测量激光光束质量参数具有速度快、数据量大和易于计算机处理的优点,特别是对于脉冲激光的测量具有
平面度常识及测量方法
平面度误差测量数据处理。 在大中专学校机械类各专业中,《互换性与测量技术基础》是一门重要的技术基础课,该课程内容十分丰富,而教学课时相对较少,许多重点和难点内容难以作详细讲解。其中形位公差与技术测量的内容学生理解掌握更为困难,在四项形位公差中,直线度与平面度误差的测量是一般机械制造行业主要的检测项目,故要求学生重点学习和掌握。直线度误差的测量相对较为简单,而平面度误差的测量及数据处理比较复杂,且理解困难。本文仅对平面度误差的测量和数据处理作较为详细的介绍,希冀初学者能尽快掌握这一重点和难点内容。 一、平面度误差的测量 平面度误差是指被测实际表面对其理想平面的变动量。 平面度误差是将被测实际表面与理想平面进行比较,两者之间的线值距离即为平面度误差值;或通过测量实际表面上若干点的相对高度差,再换算以线值表示的平面度误差值。 平面度误差测量的常用方法有如下几种: 1、平晶干涉法:用光学平晶的工作面体现理想平面,直接以干涉条纹的弯曲程度确定被测表面的平面度误差值。主要用于测量小平面,如量规的工作面和千分尺测头测量面的平面度误差。 2、打表测量法:打表测量法是将被测零件和测微计放在标准平板上,以标准平板作为测量基准面,用测微计沿实际表面逐点或沿几条直线方向进行测量。打表测量法按评定基准面分为三点法和对角线法:三点法是用被测实际表面上相距最远的三点所决定的理想平面作为评定基准面,实测时先将被测实际表面上相距最远的三点调整到与标准平板等高;对角线法实测时先将实际表面上的四个角点按对角线调整到两两等高。然后用测微计进行测量,测微计在整个实际表面上测得的最大变动量即为该实际表面的平面度误差。 3、液平面法:液平面法是用液平面作为测量基准面,液平面由“连通罐”内的液面构成,然后用传感器进行测量。此法主要用于测量大平面的平面度误差。
眼图常用知识介绍
眼图常用知识介绍 关于眼图及其测量大家已经做了较多的讨论传输指标测试大全其侧重于眼图的定义和测量光眼图分析张轩/22336著 以及色散对长距离传输后的眼图的影响 如下降时间消光比信噪比以及如何从各个方面来衡量一个眼图的优劣 现在我们公司常用的测量眼图的仪器为CSA8000 1眼图与常用指标介绍 下图为一个10G光信号的眼图右边一栏为这个光信号的一些测量值ExdB交叉点比例QF平均光 功率Rise下降时间峰值抖动 RMSJ 消光比定义为眼图中电平比电平的值传输距离又不同的要求G.957的建议 衡量器件是否符合要求除了满足建议要求之外 一般的对于FP/DFB直调激光器要求EML电吸收激光器消光比不小于10dBμ?ê??a2¢2?òa??×???1a±è
可以无限大将导致激光器的啁啾系数太大不利于长距传 输与速率的最低要求消光比大0.5~1.5dB???ùò???3??a?′ò???êy?μê?o|????1a±èì???á? μ????ó??2úéú?òí¨μà′ú??3?±ê??óD2úéú?ó??2¢?òí¨μà′ú???ú×???±êòa?ó?à′ó???éò? óéóú′?ê?1y3ì?Dμ????óê?2àμ???2?μ??à??óú·¢?í2àé?ò?±£?¤?óê?2àμ???2?μ?±èày?ú′ó??50ê1μ??óê?2àμ?áé???è×???ò?°?·¢?í2à??2?μ?±èày?¨òé?????ú4045 Q因子综合反映眼图的质量问题表明眼图的质量越好 光功率一般来说1???????ú2??ó1a?¥??μ??é????越高越好越高越好 如果需要准确地测量光功率 信号的上升时间下降的快慢 的变化的时间下降时间不能大于信号的周期的40如9.95G信号要求其上升 峰可以定性反映信号的抖动大小这两个测量值是越小越好如Agilint 的37718 在测量抖动的时候才能保证测量值相对准确 做为一个比较参考一般在发送侧的测量值都大于30dB
质量目标和绩效测量
质量目标和绩效测量 关于产品质量目标和绩效测量我谈谈一些想法,供参考。 1、产品是组织用来满足顾客需求和期望的中介。当然,产品的选择和质量目标的确定必须和组织的长远目标一致的。组织通过产品中所具有的质量特性来满足顾客的需求和期望的。譬如,飞机可以载客或者载货实现运输功能。空调具有调节室内温度的功能,让人感到舒适。如果一家公司是做塑料瓶子的。瓶子具有存放东西的功能。 a)功能要用性能来描述的。譬如,飞机的飞行速度、耗油率等,空调要用功率、进出口温度差等性能来描述。那么,生产瓶子的公司,首先,要了解顾客对塑料瓶子的要求是什么?同时,一定要了解法律法规对瓶子有什么要求。这些要求应当从瓶子本身到瓶子用来存放什么东西有关的其他各个方面的需求和期望。包括清洁卫生、运输、交货周期等各个方面的要求。具体的应当满足ISO9001标准第7.2条有关要求。 b)这样做,把顾客的要求转化为对产品中特性的质量要求。这些特性都和产品有直接的关系的。 2、当我们确定产品的质量目标的时候,首先就要确定产品临界质量特性。如果这些质量特性不满足顾客要求,顾客就会不满意的那些质量特性。
3、利用QFD质量功能展开的工具把产品的临界质量特性从横向和纵向进行分解。 a)前面讲的质量特性是广义的质量特性。质量特性中除了功能之外,还有其他的各种特性,譬如服务(礼貌等)特性、时间(及时性、耐久性等)特性、可靠性、可用(要想用时就能拿来用)等各种特性。这些特性对顾客满意都有可能会有影响。这样就能把和产品有关的各种质量要求横向展开。让各个有关职能部门确定自己的质量目标。达到使顾客满意的目的。 b)产品过程的结果。前面谈的产品临界质量特性是通过过程形成的。同样的钢材、铝材、塑料……。我们可以设计成飞机、轮船、汽车……。关键就在设计、制造等过程。我们在设计制造的时候,需要确保产品的质量,于是就对过程的各个因素(人、机、料、法、环、测)提出了质量要求。这样,又从纵向为各个职能提出了与产品质量有关的各种要求。譬如,采购材料的质量要求,产品专用工装工具的质量要求等。 4、质量目标除了产品质量目标之外,还包括过程的质量目标、体系的质量目标。 a)过程的质量目标。因为产品是过程的结果。为了确保产品的质量,通常根据产品的临界质量特性确定临界的过程质量特性(有的时候叫过
检测平面度的方法介绍
检测平面度的方法介绍
一、平面度的定义 平面度是指基片具有的宏观凹凸高度相对理想平面的偏差。 平面的平面度公差符号、基本表示方法,如图1所示。 图1 二、平面度误差的检测方法 平面度误差是指被测实际表面相对其理想表面的变动量,理想平面的位置应符合最小条件,平面度误差属于形位误差中的形状误差。 平面度误差的测量方法: 直接测量法 间接测量法 利用太友科技数据采集仪连接百分表法 1、直接测量法 通过测量可直接获得平面上各点坐标值或能直接评定平面度误差值的方法。具体如下: 平晶干涉法 测微表测量法 光轴法、液面法等。 1)平晶干涉法 干涉法测量平面度误差,是把平晶放在它所能覆盖的整个被测平面上,用平晶工作面体现理想平面,根据测量时出现的干涉条纹形状和数目,由计算所得的结果作为平面度误差值,如图所示。
该方法只适合测量精研小平面及小光学元件。 2)测微表测量法 用3个可调支承将被测件支撑在标准平板上,用测微仪指示。调整可调支承,用三点法或四点法(对角线法)进行测量。然后用测微仪读出被测表上各点的最大与最小读数差作为平面度误差值的测量结果。该测量方法适用于车间较低精度、中等尺寸的工件。 3)光轴法 光轴法测量平面度误差是利用准直类仪器2、以它的光轴经转向棱镜3扫描的平面作为测量基准,将瞄准靶1放置在实际被测平面4上,按选定的布点,测出各测点相对于该测量基准的偏离量,再经数据处理评定平面误差值。
2、间接测量法 特点:测量精度高,但数据处理麻烦。因被测平面需测若干个截面,而各截面内的偏差值在测量时不是由同一基准产生,故须经复杂的数据后,才能获得各测量截面相对统一基准的坐标值。 适用于中大平面的测量。 测量方法:水平仪法、自准仪法、互检法 1)水平仪法 原理:以自然水平面作为测量基础。测量时,先把被测表面调到基本水平,然后把水平仪放在桥板上,再把桥板置于被测表面上,按照一定的布线逐渐测量,同时记录各测点的读数,根据测得的读数通过数据处理,即可得平面度误差值。 分类:依布线方法不同又分为水平面法和对角线法。 2)水平面法 采用网格布点,基准平面为过被测表面上的某给定点且与水平面平行的几何平面:测量时应采用同一桥板,各测点的同一坐标值用累积法求得,计算比较简单。测量时选择不同的起始点和不同的测量线,其数据处理的方法、结果不同。存在一个最佳结果。 3)对角线法 采用对角线布点。 过渡基准平面是:过被测表面的一条对角线,且平行于被测表面的另一条对角线的平面。测量时常须用三块长度不同的板桥。数据处理较麻烦。 4)自准仪法
质量光束分析仪的使用
光束质量分析仪的使用 一、实验目的 1、学会使用光束质量分析仪 BeamScope-P7探头测量激光光束M 2 2、学会使用激光质量分析仪WinCamD 探头观察和测量激光光斑。 二、实验原理 2M 是一个描述激光光束的不完善程度的无量纲参数。2M 值越小(即光束越接近衍射极限的00TEM 的理想光束),光束就越能够紧聚焦成一个小光斑。 没有激光光束是完全理想的。由于光学谐振腔、激光介质和输出/辅助光学元件的影响,大多数光束都不是书本上介绍的“理想的”、衍射极限的、高斯截面的单一的00TEM 模式。复杂的光束可能包含多个xy TEM 模式的贡献,导致了较大的2M 因子,即使是较好的实验室用的He-Ne 激光也有1.1到1.2左右的值,而不是具有理想的00TEM 模式下的1.0的2M 值。 简单的说2M 可以定义为:实际的光束与具有相同束腰大小的、理论上的衍射极限的光束的发散程度之比为:测量2M 因子的前提条件是得到或形成一个可以测量的光束束腰。 如图一所示: 图2-1 M 2“嵌入高斯光束”的概念 2M 因子定义为: θωλ π024=??=远场发散角光束束腰直径理想远场发散角实际光束束腰直径Gauss M (2.1)
式中—0W 为实际光束的光腰宽度; —θ为实际光束的远场发散角。 光束质量2M 因子是表征激光束亮度高、空间相干性好的本质参数。它将光场在空域及频域的分布来表示光束质量2M 因子,即S M σπσ024=,便可知道2M 因子能够反映光场的强度分布与相位分布的特性。用2M 因子作为评价标准对激光器系统进行质量监控及辅助设计等具有十分重要的意义: (1)2M 因子表示实际光束偏离基模高斯(00TEM ) 光束(衍射极限) 的程度。 (2)2M 因子综合描述了光束的质量,包括光束远场和近场特性。 (3)光束通过理想光学系统后2M 因子不变。 尽管利用2M 因子来评价激光束的质量也有其局限性, 2M 因子仍不失为一种较为完善、合理的光束质量的评价标准。相对其它评价方法来说, 2M 因子能较好地反映光束质量的实质,具有较强的普适性,充分地反映了光强的空间分布,并且得到国际标准化组织( ISO) 的认可。近年来,国际标准化组织( ISO) 多次组织公布文件,足以说明其重要性。 图2-2 具有相同M 2值不同束腰宽度和不同发散角的曲线 三、实验仪器设备 光束质量分析仪BeamScope-P7探头、光束质量分析仪WinCamD 探头、计算机、激光光源
质量目标考核办法
质量目标考核办法 各部、室: 根据公司贯标工作的要求,需进行质量目标的建立与考核工作。由于公司此前已建立相对完善的绩效考核体系,根据《质量手册》ZZ/WIN-8.2.3《过程的监视和测量控制程序》,由人力资源部将质量目标考核纳入公司月度考核,具体如下: 一、质量目标的建立 公司建立质量目标,并将其列入《质量手册》0.5《质量方针和质量目标》部分。 根据贯标的要求,应建立公司质量目标的二级分解目标。具体由公司各部门对照公司质量目标,对各自主管的过程建立部门质量目标,报公司审核批准。(详见附件一) 二、质量目标的考核的测量方法(详见附件二) 三、质量目标考核的办法 (一)考核的三个阶段 第一阶段:各部门自查(试运行三个月) 各部门在每月月未,根据部门质量目标首先在部门内开展自查,同时填写《质量目标月度考核单》,并由各部门主要负责人签字。(详见附件二) 人力资源部去各部门走访时,收取《质量目标月度考核单》作为考核的依据和参考。 第二阶段:各部门互查(试运行三个月)
各部门在每月月未,以本部门为主,同时请其它部门根据部门质 量目标一起在部门内开展检查,并填写《质量目标月度考核单》。各部门要向其它协助检查的部门和人员介绍质量目标考核具体的测量方法、数据记录和数据来源(或提供人)。 人力资源部去各部门走访时,收取《质量目标月度考核单》作为考核的依据和参考。 第三阶段:由公司组织检查 公司由人力资源部牵头,组织相关部门对各部门的月度质量目标完成情况进行检查,并填写《质量目标月度考核单》作为考核的依据。 (二)部门质量目标的测量方法及标准 部门质量目标的测量方法及标准在附件二中已作了详细的表述,质量目标中与部门月度考核的考核项目相重复的,已在《质量目标月度考核单》中作了标注,以部门月度考核中相应考核项目得分为准,不重复得分和扣分;质量目标中不同于部门月度考核项目的,其得分计入部门月度考核《通用加减分项目》。 (三)考核结果的使用 质量目标考核执行《质量手册》ZZ/WIN- 8.2.3《过程的监视和测量控制程序》。 各部门质量目标的得分作为部门月度考核《通用加减分项目》,实 现考核结果与收入相结合。 人力资源部每月对工作重点及质量目标考核后,要登录OA,在绩效考评栏目发布考核结果《绩效考评部门记录》。
眼图分析
清风醉明月 slp_art 随笔- 42 文章- 1 评论- 20 博客园首页新随笔联系管理订阅 眼图——概念与测量(摘记) 中文名称: 眼图 英文名称: eye diagram;eye pattern 定义: 示波器屏幕上所显示的数字通信符号,由许多波形部分重叠形成,其形状类似“眼”的图形。“眼”大表示系统传输特性好;“眼”小表示系统中存在符号间干扰。 一.概述 “在实际数字互连系统中,完全消除码间串扰是十分困难的,而码间串扰对误码率的影响目前尚无法找到数学上便于处理的统计规律,还不能进行准确计算。为了衡量基带传输系统的性能优劣,在实验室中,通常用示波器观察接收信号波形的方法来分析码间串扰和噪声对系统性能的影响,这就是眼图分析法。 在无码间串扰和噪声的理想情况下,波形无失真,每个码元将重叠在一起,最终在示波器上看到的是迹线又细又清晰的“眼睛”,“眼”开启得最大。当有码间串扰时,波形失真,码元不完全重合,眼图的迹线就会不清晰,引起“眼”部分闭合。若再加上噪声的影响,则使眼图的线条变得模糊,“眼”开启得小了,因此,“眼”张开的大小表示了失真的程度,反映了码间串扰的强弱。由此可知,眼图能直观地表明码间串扰和噪声的影响,可评价一个基带传输系统性能的优劣。另外也可以用此图形对接收滤波器的特性加以调整,以减小码间串扰和改善系统的传输性能。通常眼图可以用下图所示的图形来描述,由此图可以看出:
(1)眼图张开的宽度决定了接收波形可以不受串扰影响而抽样再生的时间间隔。显然,最佳抽样时刻应选在眼睛张开最大的时刻。 (2)眼图斜边的斜率,表示系统对定时抖动(或误差)的灵敏度,斜率越大,系统对定时抖动越敏感。 (3)眼图左(右)角阴影部分的水平宽度表示信号零点的变化范围,称为零点失真量,在许多接收设备中,定时信息是由信号零点位置来提取的,对于这种设备零点失真量很重要。 (4)在抽样时刻,阴影区的垂直宽度表示最大信号失真量。 (5)在抽样时刻上、下两阴影区间隔的一半是最小噪声容限,噪声瞬时值超过它就有可能发生错误判决。 (6)横轴对应判决门限电平。” 二、眼图的一些基本概念 —“什么是眼图?” “眼图就是象眼睛一样形状的图形。 图五眼图定义” 眼图是用余辉方式累积叠加显示采集到的串行信号的比特位的结果,叠加后的图形形状看起来和眼睛很像,故名眼图。眼图上通常显示的是1.25UI的时间窗口。眼睛的形状各种各样,眼图的形状也各种各样。通过眼图的形状特点可以快速地判断信号的质量。 图六的眼图有“双眼皮”,可判断出信号可能有串扰或预(去)加重。 图六“双眼皮”眼图
测绘仪器全站仪的使用
测绘仪器全站仪的使用 内容:了解全站仪的分类、等级、主要技术指标;掌握全站仪的基本操作,测角、测边、测三维坐标和三维坐标放样的原理和操作方法;了解全站仪的对边测量、悬高测量、面积测量等方法。 重点:全站仪的基本操作,测角、测边、测三维坐标和三维坐标放样的原理和操作方法。难点:全站仪测三维坐标和三维坐标放样的原理和操作方法。 教学方法:采取演示法教学。讲解拓普康全站仪使用,在课堂上每讲一项功能后,利用多媒体课室的优点,现场演示一次,并将操作过程通过投影仪投影到屏幕上,起到直观、形象的效果,使学生能迅速掌握全站仪的使用。 §7.1 全站仪(total station)的功能介绍 随着科学技术的不断发展,由光电测距仪,电子经纬仪,微处理仪及数据记录装置融为一体的电子速测仪(简称全站仪)正日臻成熟,逐步普及。这标志着测绘仪器的研究水平制造技术、科技含量、适用性程度等,都达到了一个新的阶段。 全站仪是指能自动地测量角度和距离,并能按一定程序和格式将测量数据传送给相应的数据采集器。全站仪自动化程度高,功能多,精度好,通过配置适当的接口,可使野外采集的测量数据直接进入计算机进行数据处理或进入自动化绘图系统。与传统的方法相比,省去了大量的中间人工操作环节,使劳动效率和经济效益明显提高,同时也避免了人工操作,记录等过程中差错率较高的缺陷。 全站仪的厂家很多,主要的厂家及相应生产的全站仪系列有:瑞士徕卡公司生产的TC 系列全站仪;日本TOPCN (拓普康)公司生产的GTS 系列;索佳公司生产的SET 系列;宾得公司生产的PCS 系列;尼康公司生产的DMT 系列及瑞典捷创力公司生产的GDM 系列全站仪。我国南方测绘仪器公司90 年代生产的NTS 系列全站仪填补了我国的空白,正以崭新的面貌走向国内国际市场。 全站仪的工作特点: 1、能同时测角、测距并自动记录测量数据; 2、设有各种野外应用程序,能在测量现场得到归算结果; 3、能实现数据流; 一、TOPCON 全站仪构造简介 图1为宾得全站仪PTS-V2 ,图2为尼康C-100 全站仪,图3为智能全站仪GTS-710,图4为蔡司Elta R系列工程全站仪,图5为徕卡TPS1100系列智能全站仪。 二、全站仪的功能介绍 1、角度测量(angle observation) (1)功能:可进行水平角、竖直角的测量。 (2)方法:与经纬仪相同,若要测出水平角∠AOB ,则: 1)当精度要求不高时: 瞄准A 点——置零(0 SET )——瞄准B 点,记下水平度盘HR 的大小。 2)当精度要求高时:——可用测回法(method of observation set )。 操作步骤同用经纬仪操作一样,只是配置度盘时,按“置盘”(H SET )。 2、距离测量(distance measurement )
光束质量M2因子测试及分析实验报告
实验名称:光束质量M2因子测试及分析 实验目的 1、了解M2因子的概念及M2因子评价光束质量的优越性; 2、掌握M2因子的测量原理及测量方法; 3、掌握测量激光器的腰斑大小和位置的方法。 实验原理 1988 M2 束质量的影响。在二阶矩定义下,利用与量子力学中不确定关系类似的数学证明过程可得 M2≥1,它说明小的束宽和小的发散角二者不可兼得。当M2=1时,激光束为基模高斯光束;当M2>1时,激光束为多模高斯光束。当激光光斑为圆斑时,光束质量因子M2可表示为 式中为光束束腰宽,为光束的远场发散角,A 为激光波长。 根据国际标准组织提供的ISOlll46—1的测量要求设计测试方案。采用多点法测量光束质量因子,就是在激光束的传输方向上测量多个位置处的激光参数。利用曲线拟合的方法求得各激光参数。CCD 通过数据采集卡连接到计算机,二阶矩定义的光束宽度通过编程确定,在计算机上可以读到束宽的大小。对测量结果采用多点双曲线拟法拟
合或抛物线拟合,求出按二阶矩定义束宽的传输方程中3个系数a i、b i;、c i后,就可以计算出相应的光束参数 对于束腰不可直接测量的激光柬(绝大多数激光器产生的激光都是发散的),先要用无像差透镜进行束腰变换。实验测量两台会聚光束He-Ne激光器(一台是基模的,一台是多模的)M2因子和其腰斑的大小与位置、发散角及瑞利长度。根据透镜对高斯光束的变化规律,可以根据以下公式算出和Z0。从而求出激光器腰斑的大小和位置。 实验数据记录及处理 ①基模激光的拟合图像
原始实验数据 Waist Width X 0.538 mm Waist Width Y 0.583 mm Divergence X 3.374 mrad Divergence Y 3.304 mrad Waist Location X 232.03 mm Waist Location Y 233.64 mm M2 X 2.2532 M2 Y 2.3898 Rayleigh Range X 159.47 mm Rayleigh Range Y 176.33 mm Wavelength 632.8 nm Focal Length 100 mm Laser Location 507 mm Z-Position X Width Y Width mm mm mm 106.55 0.2303 0.21891
眼图测量方法B
三、眼图测量方法 之前谈到,眼图测量方法有两种:2002年以前的传统眼图测量方法和2002年之后力科发明的现代眼图测量方法。传统眼图测量方法可以用两个英文关键词来表示:“Triggered Eye”和“Single‐Bit Eye”。现代眼图测量方法用另外两个英文关键词来表示:“Continuous‐Bit Eye”和“Single‐Shot Eye”。传统眼图测量方法用中文来理解是八个字:“同步触发+叠加显示”,现代眼图测量方法用中文来理解也是八个字:“同步切割+叠加显示”。两种方法的差别就四个字:传统的是用触发的方法,现代的是用切割的方法。“同步”是准确测量眼图的关键,传统方法和现代方法同步的方法是不一样的。“叠加显示”就是用模拟余辉的方法不断累积显示。 传统的眼图方法就是同步触发一次,然后叠加一次。每触发一次,眼图上增加了一个UI,每个UI的数据是相对于触发点排列的,因此是“Single‐Bit Eye”,每触发一次眼图上只增加了一个比特位。图一形象表示了这种方法形成眼图的过程。 图一传统眼图测量方法的原理 传统方法的第一个缺点就是效率太低。对于现在的高速信号如PCI‐Express Gen2,PCI‐SIG 要求测量1百万个UI的眼图,用传统方法就需要触发1百万次,这可能需要几个小时才能测量完。第二个缺点是,由于每次触发只能叠加一个UI,形成1百万个UI的眼图就需要触发1百万次,这样不断触发的过程中必然将示波器本身的触发抖动也引入到了眼图上。对于2.5GBbps以上的高速信号,这种触发抖动是不可忽略的。 如何同步触发,也就是说如何使每个UI的数据相对于触发点排列?也有两种方法,一种方法是在被测电路板上找到和串行数据同步的时钟,将此时钟引到示波器作为触发源,时钟的边沿作为触发的条件。另外一种方法是将被测的串行信号同时输入到示波器的输入通道和硬件时钟恢复电路(CDR)通道,硬件CDR恢复出串行数据里内嵌的时钟作为触发源。这种同
部门质量目标及考核办法
部门质量目标及考核办法 编号:DR-ZL-SY-01-A/0 1目的 1.1坚持以提高经济效益为中心建立,以质量管理八项原则为基础,坚持创新管理,优化管理,推进企业质量管理工作的持续改进,确保公司质量目标的实现。 1.2建立全员、全过程、全方位的系统控制方法,提高企业管理水平,有效地实现企业质量目标。 2职责 2.1每年由总经理组织职能部门负责人研究讨论,确定公司质量目标。 2.2质量部为质量目标管理实施的归口部门。 2.3各部门参与实施。 3管理内容与要求 3.1质量方针 科学管理,技术创新,持续改进,顾客至上。 3.2质量目标 a)一次交验合格率≥96% b)一次检验合格率≥98% c)合同履约率≥98% d)顾客满意度≥90分(每年递增0.5%) 3.3分解目标 质量目标确定后,由质量部对质量目标进行层层分解。质量目标分解尽量要量化,目标应是可测量的。 部门质量目标分解情况
4实施 4.1根据质量目标层层授权,做到责任到人,权力到位,便于各责任部门及个人及时处理各种事务和关系。 4.2综合管理部制定各部门、各级人员职责权限。 4.3过程管理
4.4.1针对各级质量目标制定相应的实施计划,计划应包括:目标值、措施内容,责任人等。 4.4.2质量部成立检查小组,每年进行一次检查与考核。 4.4.3各部门负责人按要求进行目标完成情况统计,报质量部。 4.4.4由质量部对总的质量目标实现情况进行总结分析。 4.4.5在管理评审中对质量目标完成情况进行总结、评价,以决定是否对质量目标进行改进。 4.4.6 计算标准: 1.产品一次交验合格率=本次合格产品数量/一次交验产品总*100%; 2.一次检验合格率=一次产品合格数/一次产品总数*100%; 3.合同履约率 =周期已履约合同数/周期所签合同总数*100%; 4.顾客满意率=顾客调查的所有合格项目/收回调查表的所有调查项目*100% 5.培训有效率=有效人数/培训人数×100%。 6.完成计划培训总数/计划培训总数*100%。 7.人员配备到位率=实际到位人数/应到位人数×100% 8.员工流动率=离职人数/工资册平均人数*100% 9.5s检查合格率=检查合格次数/检查总数*100%顾客投诉回复处理率=顾客投诉回复 处理数量/顾客投诉总数量*100% 10.合同评审率=合同评审数量/签订合同总数量*100% 11.交货及时率=及时交货的订单个数/总的订单个数×100% 12.采购产品合格率=采购产品合格批次/采购产品总批次*100% 13.技术文件完整性= 技术文件完整项目数量/总项目技术文件数量*100% 14.设计开发一次通过验收率=设计开发一次通过项目数量/设计开发一次验收总数量 15.技术文件差错率=1-(技术文件差错数量/技术文件总数量*100%) 16.设计研发完成率=设计研发完成数/总设计研发任务*100%; 17.检验合格数(批次)/入库总数*100%; 18.重大安全事故率=重大安全事故率数量/重大安全事故率总数量 19.安全事故率控制在5起/年=以实际发生次数计入 20.工序产品一次验收合格率=工序产品一次验收合格数量/工序产品一次验收合格总 数量 21.成品出厂合格率=成品出厂合格次数/成品出厂总次数*100% 22.设备保养计划完成率=设备保养计划完成数量/设备保养技术总数量*100% 23.生产设备完好率=设备完好数/总设备数*100%;
眼图测量
眼图——概念与测量(摘记) 中文名称: 眼图 英文名称: eyediagram;eye pattern 定义: 示波器屏幕上所显示的数字通信符号,由许多波形部分重叠形成,其形状类似“眼”的图形。“眼”大表示系统传输特性好;“眼”小表示系统中存在符号间干扰。 一.概述 “在实际数字互连系统中,完全消除码间串扰是十分困难的,而码间串扰对误码率的影响目前尚无法找到数学上便于处理的统计规律,还不能进行准确计算。为了衡量基带传输系统的性能优劣,在实验室中,通常用示波器观察接收信号波形的方法来分析码间串扰和噪声对系统性能的影响,这就是眼图分析法。 在无码间串扰和噪声的理想情况下,波形无失真,每个码元将重叠在一起,最终在示波器上看到的是迹线又细又清晰的“眼睛”,“眼”开启得最大。当有码间串扰时,波形失真,码元不完全重合,眼图的迹线就会不清晰,引起“眼”部分闭合。若再加上噪声的影响,则使眼图的线条变得模糊,“眼”开启得小了,因此,“眼”张开的大小表示了失真的程度,反映了码间串扰的强弱。由此可知,眼图能直观地表明码间串扰和噪声的影响,可评价一个基带传输系统性能的优劣。另外也可以用此图形对接收滤波器的特性加以调整,以减小码间串扰和改善系统的传输性能。通常眼图可以用下图所示的图形来描述,由此图可以看出: (1)眼图张开的宽度决定了接收波形可以不受串扰影响而抽样再生的时间间隔。显然,最佳抽样时刻应选在眼睛张开最大的时刻。 (2)眼图斜边的斜率,表示系统对定时抖动(或误差)的灵敏度,斜率越大,系统对定时抖动越敏感。
(3)眼图左(右)角阴影部分的水平宽度表示信号零点的变化范围,称为零点失真量,在许多接收设备中,定时信息是由信号零点位置来提取的,对于这种设备零点失真量很重要。 (4)在抽样时刻,阴影区的垂直宽度表示最大信号失真量。 (5)在抽样时刻上、下两阴影区间隔的一半是最小噪声容限,噪声瞬时值超过它就有可能发生错误判决。 (6)横轴对应判决门限电平。” 二、眼图的一些基本概念 —“什么是眼图?” “眼图就是象眼睛一样形状的图形。 图五眼图定义” 眼图是用余辉方式累积叠加显示采集到的串行信号的比特位的结果,叠加后的图形形状看起来和眼睛很像,故名眼图。眼图上通常显示的是1.25UI的时间窗口。眼睛的形状各种各样,眼图的形状也各种各样。通过眼图的形状特点可以快速地判断信号的质量。 图六的眼图有“双眼皮”,可判断出信号可能有串扰或预(去)加重。 图六“双眼皮”眼图 图七的眼图“眼睛里布满血丝”,这表明信号质量太差,可能是测试方法有错误,也可能是PCB布线有明显错误。
测量仪器使用方法
水准仪及其使用方法 高程测量是测绘地形图的基本工作之一,另外大量的工程、建筑施工也必须量测地面高程,利用水准仪进行水准测量是精密测量高程的主要方法。 一、水准仪器组合: 1.望远镜 2.调整手轮 3.圆水准器 4.微调手轮 5.水平制动手轮 6.管 水准器 7.水平微调手轮 8.脚架 二、操作要点: 在未知两点间,摆开三脚架,从仪器箱取出水准仪安放在三脚架上,利用三个机座螺丝调平,使圆气泡居中,跟着调平管水准器。水平制动手轮是调平的,在水平镜内通过三角棱镜反射,水平重合,就是平水。将望远镜对准未知点(1)上的塔尺,再次调平管水平器重合,读出塔尺的读数(后视),
把望远镜旋转到未知点(2)的塔尺,调整管水平器,读出塔尺的读数(前视),记到记录本上。 计算公式:两点高差=后视-前视。 三、校正方法: 将仪器摆在两固定点中间,标出两点的水平线,称为a、b线,移动仪器到固定点一端,标出两点的水平线,称为a’、b ’。计算如果a-b≠a’-b’时,将望远镜横丝对准偏差一半的数值。用校针将水准仪的上下螺钉调整,使管水平泡吻合为止。重复以上做法,直到相等为止。 四、水准仪的使用方法 水准仪的使用包括:水准仪的安置、粗平、瞄准、精平、读数五个步骤。 1. 安置 安置是将仪器安装在可以伸缩的三脚架上并置于两观测点之间。首先打开三脚架并使高度适中,用目估法使架头大致水平并检查脚架是否牢固,然后打开仪器箱,用连接螺旋将水准仪器连接在三脚架上。 2. 粗平 粗平是使仪器的视线粗略水平,利用脚螺旋置园水准气泡居于园指标圈之中。具体方法用仪器练习。在整平过程中,气泡移动的方向与大姆指运动的方向一致。 3. 瞄准 瞄准是用望远镜准确地瞄准目标。首先是把望远镜对向远处明亮的背景,转动目镜调焦螺旋,使十字丝最清晰。再松开固定螺旋,旋转望远镜,使照门和准星的连接对准水准尺,拧紧固定螺旋。最后转动物镜对光螺旋,使水
平面度的测量
平面度测量 工作单位:广东技术师范学院机电学院机械精度检测实验室作者:刘涵章关键词:平面度平面度误差三远点法三角形准则对角线准则对角线法 目录 一、什么是平面度 二、平面度误差值的各种评定方法 三、误差值评定的步骤: 四、实验教学中的实验仪器和实验步骤: 五、平面度误差值的各种评定方法应用举例 六、总结
一、什么是平面度 首先谈一谈什么是平面度,平面度就是实际平面相对理想平面的变动量。换句话说,就是被测平面具有的宏观凹凸高度相对理想平面的偏差。也可以说成是平整程度。 平面度公差是实际表面对平面所允许的最大变动量。也就是用以限制实际表面加工误差所允许的变动范围。这个变动范围可以在图样上给出。(可以插入一个图) 二、平面度误差值的各种评定方法 1. 最小区域判别准则: 由两个平行平面包容实际被测平面S时,S上至少有四个极点分别与这两个平行平面接触,且满足下列条件之一:(1)至少有三个高(低)极点与一个平面接触,有一个低(高)极点与另一个平面接触,并且这一个极点的投影落在上述三个极点连成的三角形内(三角形准则);(2)至少有两个高极点和两个低级点分别与这两个平行平面接触,并且高极点连线和低极点连线在空间呈交叉状态(交叉准则);这两个平行平面之间的区域即为最小区域,该区域的宽度即为符合定义的平面度误差值。就是最高点与最低点的差值。如下图所示: 2.三远点平面法和对角线平面法: 平面度误差值还可以用对角线平面法和三远点法评定。对角线平面法是指以通过实际被测平面一条对角线(两个角点的连线)且平行另一条对角线(其余两个角点的连线)的平面作为评定基准,取各测点相对于它的偏离值中最大偏离值(正值或零)与最小偏离值(零或负值)之差作为平面误差值。 三远点平面法是指以通过被测平面上相距最远的三个点构成的平面作为评定基准,取各测点相对于它的偏离值中最大偏离值(正值或零)与最小偏离值(零或负值)之值差作为平面度误差值。应当指出,由于从实际被测平面上选取相距最远的三个点有多种可能,因此按三远点平面法评定的平面度误差值不是唯一的,有时候差别颇大。 评定过程就是根据上述判别准则去寻找符合最小条件的理想平面位置的过程。可有多种数据处理方法,其中旋转法为最基本的方法。此法适用于前述各种测量方法获得的统一坐标值的数据处理。 三、误差值评定的步骤:
测量仪器说明书
测量仪器说明书
目录 一、GeoPluse浅地层剖面仪操作规程 (1) 1、仪器简介 (1) 1)功能简介 (1) 2)系统配置 (1) 2、GeoPluse浅地层剖面仪系统配置连接 (1) 1)换能器安装 (1) 2)5430A收发机与5210A接收机连接 (2) 3)接通电源 (4) 3、5210A与5430A收发机功能键简介 (4) 1)5430A收发机功能键简介 (5) 2)5210A接收机功能键简介 (5) 4、数据采集后处理 (7) 二、Knudsen 320Ms双频测深仪操作规程 (14) 1、仪器简介 (14) 1)工作原理 (14) 2)功能简介 (14) 2、系统配置连接 (15) 1)换能器连接 (15) 2)Knudsen 320Ms主机与电脑的连接 (15) 3)接通电源 (16) 3、Knudsen 320Ms菜单结构 (16) 4、数据采集后处理 (21) 三、TideMaster型潮位仪操作规程 (29) 1、仪器硬件设置 (29) 1)主要设备仪器 (29) 2)操作及安装使用 (31)
2、临时验潮站站址选择原则 (31) 3、仪器的软件设置 (31) 四、GPS操作规程 (41) 1、工作原理 (41) 2、基准站操作 (41) 1)仪器架设 (41) 2)用手簿启动基准站 (44) 3、Trimble SPS461 GPS罗经设置及使用说明46 1)网络连接方法设置461 (46) 2)SPS461 信标机定位定向仪液晶屏设置说明 (51) 五、海底管线铺设导航、定位技术 (64) 1、GPS定位原理 (64) 2、海洋定位技术 (65) 1)差分GPS技术 (65) 2)信标差分技术 (65) 3、GPS 控制网及基准站的设立解算 (66) 1)基准站的选定和设立 (66) 2)GPS控制网的布设、施测和解算 (67) 3)测区的坐标七参数的解算 (68) 4)利用转化参数转换坐标 (69) 4、海底管道施工导航定位技术 (69) 1)海底管线临时定位桩施工 (69) 2)铺管船法海底管线铺设导航定位 (71) 六、海底管线预、后调查方案 (75) 1、概述 (75) 1)项目概述 (75) 2)海底管线状态简介 (75) 2、使用检测仪器进行海底管线铺设后调查内容76 1)海底管线外观检查 (76)
激光器光束质量测量技术研究
- 69 - 工 业 技 术 0 引言 目前在特种材料加工制造领域中大部分使用CO 2激光器和YAG 激光器,近十年来随着对大功率半导体激光器物理机制的研究以及半导体工艺的创新和应用,特别是在新材料新技术合成应用的突破,由于大功率半导体激光器具有较高的输出功率和良好的光束质量,使大功率半导体激光器在加工制造业中得到了广泛的应用。激光加工技术是对材料进行精准加工,为此须对激光器光束质量进行测量。 1 大功率半导体激光器光束质量测量 该文从M2因子、远端发散角、近端及远端的光强分布等方面对大功率半导体激光器的光束质量进行了测量研究。 1.1 测量方案 图1中的可调谐衰减器为德国Metrlux 的ML2300Polarlu,其作用是在光束分析CCD 前进行衰减。 图1中的滤波片采用德国Metrlux 的中性滤波片: 与CCD 相机配套光束分析软件为德国 Metrlux 的ML1201 beamlux II advanced ML2300 Polarlux 的Maximum input power 选择1 000 w/cm 2;Metrolux 中性滤波片选择02402-41025(700-1100)一套4片,其型号及技术 透光率为:10%,1%,0.1%,0.01% ML37430-11200-1光束分析仪,重点技术指标为:(1)Wavelength range:320 nm~1100 nm。(2) Resolution:1392×1040。(3) Frame rate:50帧/秒。 系统选用的Metrolux ML1201 beamlux Ⅱ advanced 系列软件必须与光束CCD 分析相机匹配。 1.2 注入电流与光束质量的关系 利用透镜变换法,测量激光器在不同工作电流下的质量参数。通过高斯拟合,当注入电流分别为800 mA、1 600 mA、 2500 mA 和5 000 mA 时,M 2 因子的值分别为69、56、42、52;当注入电流较小时,由于有源区较大,仅有边缘部分激射,此时光束质量较差,光斑呈现为环形;随着电流的不断增大,有源区电流密度也近似平均并全部激射,此时光斑为圆形对称,当再次增大电流时,有源区造成电流拥阻,因此造成光束质量开始变差。 1.3 出光口径与光束质量的关系 选用为100 mm、200 mm、300 mm 和500 mm 不同出光口 径的器件时,在同时注入电流为2 A 下的远场光斑强度分布。小口径发射器件电流分布相对较均匀,有源区边缘电流密度与中心电流密度相似,全部激射。阈值下,光束分布趋近于高斯模型,远场光束以中心轴为对称均匀分布,中心处光强大,此时光束发散角较小,当有源区直径逐渐增加时,激光强度分布越发不均匀,其中注入载流子浓度较高的地方,激射也相对较高,光束分布不均匀,光束质量随着出光口径的增大而变小。 2 大功率半导体激光器发散角测量2.1 测量方案 测试系统由脉冲电机、光电探测器和计算机等组成。测 激光器光束质量测量技术研究 吴乔石 (鞍山高新技术孵化器发展中心,辽宁 鞍山 114044) 摘 要:由于半导体激光器结构的特点,在其应用中需对其波束进行整形,为了有利于大功率半导体激光器的推广应用,需准确识别大功率半导体激光器的输出分布特性。该文从M 2因子、远端发散角,近端及远端的光强分布等方面对大功率半导体激光器的光束质量进行了测量技术研究,给出了相应的测量方案和误差分析。关键词:大功率半导体激光器;远端光强分布;光束质量; 发散角中国分类号:TN284 文献标志码:A 图1 激光器光束质量测试方案