全自动灌溉设备
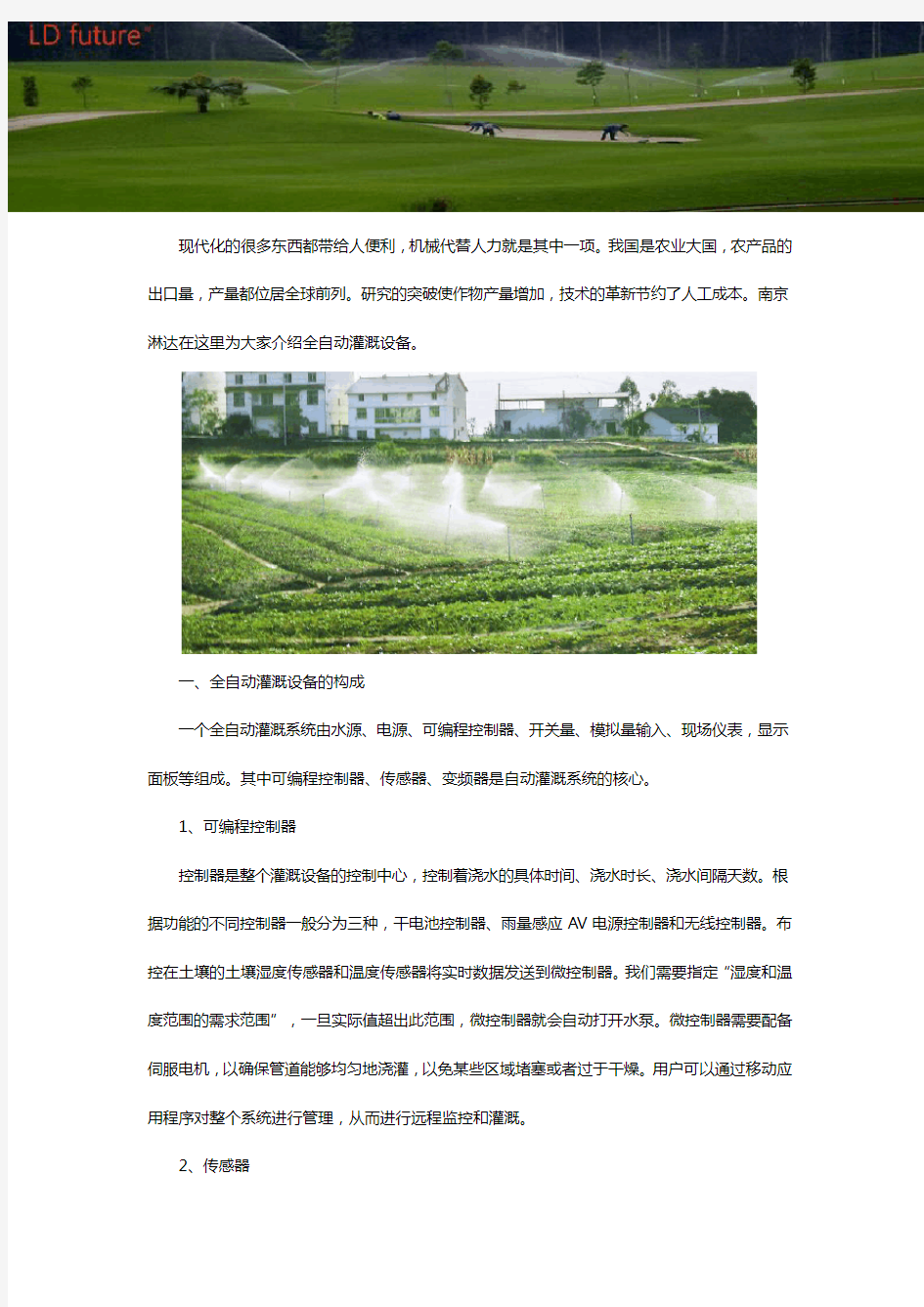

现代化的很多东西都带给人便利,机械代替人力就是其中一项。我国是农业大国,农产品的出口量,产量都位居全球前列。研究的突破使作物产量增加,技术的革新节约了人工成本。南京淋达在这里为大家介绍全自动灌溉设备。
一、全自动灌溉设备的构成
一个全自动灌溉系统由水源、电源、可编程控制器、开关量、模拟量输入、现场仪表,显示面板等组成。其中可编程控制器、传感器、变频器是自动灌溉系统的核心。
1、可编程控制器
控制器是整个灌溉设备的控制中心,控制着浇水的具体时间、浇水时长、浇水间隔天数。根据功能的不同控制器一般分为三种,干电池控制器、雨量感应AV电源控制器和无线控制器。布控在土壤的土壤湿度传感器和温度传感器将实时数据发送到微控制器。我们需要指定“湿度和温度范围的需求范围”,一旦实际值超出此范围,微控制器就会自动打开水泵。微控制器需要配备伺服电机,以确保管道能够均匀地浇灌,以免某些区域堵塞或者过于干燥。用户可以通过移动应用程序对整个系统进行管理,从而进行远程监控和灌溉。
2、传感器
一个是土壤湿度传感器(SMS),它用来检查土壤表面的介电常数,以估算表面的体积水含量。该湿度水平与介电常数读数成正比。SMS控制器可以是“按需”或“旁路”(具有允许灌溉会话在预先指定的阈值水平内的能力)。
另一个是温度传感器,它通常使用先进的电阻温度检测器组件来准确跟踪土壤温度水平。
3、变频器
变频恒压灌溉控制系统根据种植区实际灌溉需求设计。该系统是整个灌溉工程的核心部件,放置在灌溉枢纽室内,通过在线检测管道压力,由变频器内部调节器运算输出,实时调节变频恒压灌溉泵的运转频率,实现灌溉管网的恒压供水。
二、全自动灌溉原理
全自动灌溉系统是一种基于物联网的农业智能灌溉管理系统。每种植物都有适合其生长的湿度,湿度过大,植物的根系就会在土壤中腐烂,湿度过小,就不足以满足植物生长所需要的水分。灌溉就是大幅度地满足土壤的湿度在适宜植物生长的湿度范围之内。经资料查证适宜草坪生长的湿度是50%―60%RH。此信号与50% ―60%RH比较,可以分为:大于,等于,小于三种情况。系统按可编程控制器内预先编好的程序自动按一定的灌水量进行灌溉。实现不需要人的直接参与,由系统自动实现灌溉,人的作用只是调整控制程序和检修控制设备。
南京淋达智能技术有限公司(LD future),是中国科技团队联合美国洛杉矶加州大学(UCLA)清洁能源研究中心共同推进技术创新,并与国内风险投资机构共同投资成立的物联网高科技企业。公司专注于通过物联网与移动互联网的技术创新实现全球水资源、能源的高效利用,致力于推动智慧城市中的智慧园区灌溉、智慧小区灌溉物联网智能技术产业化。LD future公司官方网址为:https://www.360docs.net/doc/8817409916.html,,有需要的用户可以直接咨询联系!
环保用自动化清洗处理一体设备的制作技术
图片简介: 本技术介绍了一种环保用自动化清洗处理一体设备,包括壳体,壳体顶端的中间位置设有开口,壳体顶端的一侧设有中心控制装置,壳体的内部分别设有水箱和清洗室,水箱与清洗室之间设有隔板,清洗室内部的两侧分别均设有与壳体相配合的升降室,升降室底端设有与壳体相配合的配合板,配合板的顶端设有与升降室相配合的升降杆,配合板的底端设有声波发生柱,声波发生柱侧壁设有若干与其相配合的发射口,两两声波发生柱之间设有重力感应盒。有益效果为:有效的保证了设备能够实现自动化操作处理,从而让设备具有更好的一体性流程,进而让设备更加具备实用性。 技术要求
1.一种环保用自动化清洗处理一体设备,其特征在于,包括壳体(1),所述壳体(1)顶端的中间位置设有开口(2),所述壳体(1)顶端的一侧设有中心控制装置(3),所述壳体(1)的内部分别设有水箱(4)和清洗室(5),所述水箱(4)与所述清洗室(5)之间设有隔板(6),所述清洗室(5)内部的两侧分别均设有与所述壳体(1)相配合的升降室(7),所述升降室(7)底端设有与所述壳体(1)相配合的配合板(8),所述配合板(8)的顶端设有与所述升降室(7)相配合的升降杆(9),所述配合板(8)的底端设有声波发生柱(10),所述声波发生柱(10)侧壁设有若干与其相配合的发射口(11),两两所述声波发生柱(10)之间设有重力感应盒(12),所述重力感应盒(12)的底端设有与所述隔板(6)相配合的与所述中心控制装置(3)相配合的控制传输盒(13),所述壳体(1)底部的一侧设有水处理装置(14),所述水处理装置(14)与所述壳体(1)之间设有连接管(15),所述水处理装置(14)的顶端设有与所述控制装置相配合的连接线(16)。 2.根据权利要求1所述的一种环保用自动化清洗处理一体设备,其特征在于,所述水处理装置(14)包括外壳(17),所述外壳(17)的内部分别设有杂质收集室(18)和过滤室(19),所述过滤室(19)的内部设有螺杆(20),所述螺杆(20)的外壁设有堆积螺纹(21),所述杂质收集室(18)的一侧设有过滤网(47)。 3.根据权利要求2所述的一种环保用自动化清洗处理一体设备,其特征在于,所述螺杆(20)的一端设有与所述外壳(17)相配合的电机(22),所述电机(22)的底端设有与其相配合的电机架(23),所述螺杆(20)远离所述电机(22)的一侧设有连接轴承环(24)。 4.根据权利要求2所述的一种环保用自动化清洗处理一体设备,其特征在于,所述杂质收集室(18)顶端的一侧设有与所述螺杆(20)相配合的收集口(25),所述杂质收集室(18)远离所述电机(22)的一侧设有杂质处理口(26),所述杂质处理口(26)的上方设有与所述壳体(1)相配合的排水口(27)。
全自动多功能清洗机的制作技术
本技术是一种全自动多功能清洗机,由箱体、箱盖、固定板、机座、功能部分顺序连接,控制部分电连接组成;其特征在于:所述的箱体内设有电脑程控器、斗状容器、固定板、洗涤桶、推拉式水槽、网状容器、传动轴、万向节连接器、电机支架、电机、进水阀、各功能阀和各功能牵引器以及各管道、电路、导轨、滑轮、机座、等构成。通过功能部分顺序连接,控制部分电连接组成就能实施本技术。本技术可放在厨房的橱柜上集大米、谷物的储存、量取的计量、清洗时间的设定及清洗于一体的采用微电脑控制的新型厨房设备。事先设定好各种应用程序,就能完成系列工作内容,有效地减轻了人们的日常繁琐的家务劳动。 技术要求
1.一种全自动多功能清洗机,包括箱体、箱盖、机座、功能部分顺序连接,控制部分电连接组成,其特征在于:所述的箱体上设有微电脑程控器连接控制部分;箱体内设有斗状容器上面设有视窗(箱体的相应部位也设有视窗)、出米阀、出米阀牵引器;斗状容器的下部固定板上设有洗涤桶,洗涤桶内边侧设有水位防溢装置,所述的洗涤桶上侧设有溢水孔上面设有溢水管,溢水管下部机座上设有三通连接管,一端通过波纹软管与推拉式水槽的底部后侧的排水接口连接,另一端连接外排水管;箱体与洗涤桶之间设有进水阀连接;洗涤桶的底部设有网阀,网阀的下部设有网阀牵引器连接;所述的网阀与一个出水出料阀连接,出水出料上部设有出水出料阀牵引器;固定板上的底部设有电机固定支架,洗涤桶内设传动轴上面设有叶片,传动轴下部设有万向节连接器与电机固定支架上的电机连接;所述的机座和推拉式水槽设有滑轮、导轨结构,在机座上设有左右二条下导轨,下导轨的前部位置设有前滑轮;所述的推拉式水槽的底部的左右二侧设有上导轨,上导轨的后部设有后滑轮;所述的推拉式水槽的上导轨、后滑轮与机座上相应部位的下导轨、前滑轮配合,可向外拉出移动推拉式水槽;出水出料阀的出水出料口设在推拉式水槽的上部;推拉式水槽内设有可以取出的网状容器;箱体下部与推拉式水槽相应部位处设有取物口、门盖;所述的电源线设在箱体上。 2.根据权利要求1所述的一种全自动多功能清洗机,其特征在于:所述的箱体、斗状容器、洗涤桶、固定板、电机固定支架、推拉式水槽、机座,用金属或非金属材料制造。 技术说明书 一种全自动多功能清洗机 技术领域 本技术涉及一种厨房设备,尤其是一种全自动多功能清洗机。 背景技术
全自动超声波清洗机说明书
目录 一、设备概述 (2) 二、设备各主要组成部份功能 (2) 三、清洗工艺流程、温度及时间的选择方法 (6) 四、使用前的准备工作 (8) 五、操作使用说明 (9) 六、使用注意事项 (12) 七、常见故障排除方法 (13) 八、维护与保养 (13) 九、超声波发生器使用说明 (15) 十、整机结构图·······················十一、整机电路图······················附件: 1、产品合格证 2、产品保修卡 3、安装调试验收单
首先,谢谢贵公司选用本公司生产的外国全自动超声波清洗机。使用本机前请先仔细阅读说明书,以免因使用不当而损坏机器。 一、设备概述 本设备是由苏州富怡达超声波有限公司为贵公司量身定做一台专业用于笔记本塑料外壳、手机塑料按键清洗的一台自动化清洗设备,整机主要由超声波发生器、换能器、清洗槽、储液槽、循环过滤系统、自动温控加热系统、进出料台、电脑控制机械臂、热风烘干装置、机架、控制系统等组成。本设备是一个全自动清洗系统,清洗过程由PLC控制,7个由不锈钢材质制作的超声波清洗槽及相对应的储液槽、抛动装置组成的一条连续工作的装置。操作者将装有工件的清洗篮放置在进料台上,电脑控制龙门多吊臂机械手将清洗篮依次送往各工序段,对工件进行一系列清洗、漂洗、干燥后将清洗好的工件送到出料台上,操作者在出料口处将工件卸下。 二、设备各组成部分功能 2. 1 第一、二槽:超声波清、漂洗槽 内槽尺寸:500×600×550 (L×W×H mm)设有单边溢流结构,震动板至液面高度为450mm,采用SUS304#δ2mm不锈钢板焊接制作;槽体右侧设有溢 流口,底部设有排水口,设有循环水进水口。 超声波:功率1800W,频率:28KHZ,投入式超声波震板,底震式,可单独控制。 采用日本NTK晶片换能器。超声波可自动/手动控制,自动情况下槽内 无水、无篮均不开启超声;震动盒采用SUS316#δ2mm不锈钢板焊接制 作;配最新他激式液晶显示超声波发生器。 循环过滤:独立自循环系统,循环泵采用优质国产不锈钢循环泵。配线绕式过滤棉芯,过滤精度10μ,循环水流量可通过手动阀门调节。 储液槽:有效尺寸(L×W×H) 400×350×520(mm) 采用SUS304#δ1.5mm 不锈钢板焊接制作;设下限液位保护开关,自动关闭加热电源。 抛动系统:清洗过程中对工件进行上下垂直抛动,抛动幅度50mm,抛动频率 12次/分钟。采用电机带动,调束器控制抛动频率。 加热:清洗槽内设有不锈钢加热管2支×3KW,储液槽内设不锈钢加热管3KW/支,配日本“欧姆龙”数显式温度控制器。温控范围:常温+10℃
丹麦Oreco公司的成品油罐自动清洗设备Moclean
Oreco’s MoClean? system Automated cleaning of oil product tanks Automated cleaning of tanks for oil products and petrochemicals The MoClean? system is a mobile, fully integrated process system offering internal cleaning of tanks for oil products like gasoline, diesel oil, kerosene, chemicals and petrochemicals. The system is auto-mated meaning that there is no need for humans to enter tanks during the cleaning process. A versatile solution Today, service providers most often use high-pres-sure jetting equipment and simple manual sludge removing procedures to clean tanks. If the entire inner surface has to be thoroughly cleaned, scaf-folding must be erected. Consequently, the tank may be out of operation for weeks at a time. Now the Oreco MoClean? system has combined tradi-tional vacuum truck facilities with tank cleaning and separation processes, delivering an entirely new, mobile solution to tank cleaning. The answer to escalating pressure While MoClean? answers the need for faster, better cleaning of tanks, our engineers also has taken into account the demands presently being formulated by authorities around the world for less hydrocar-bon emission and less or no involvement of person-nel inside the tank during cleaning. At the same time, MoClean? enables more frequent inspection of the tanks – warding off another fast-approaching problem for tank farm managers. Easy operation The MoClean? system is an advanced, highly effec-tive mobile tank cleaning solution for oil product tanks. No personnel needs to enter the tank during
自动化生产线
自动化生产线 自动化生产线是指按照工艺过程,把一条生产线上的机器联结起来,形成包括上料、下料、装卸和产品加工等全部工序都能自动控制、自动测量和自动连续的生产线。 自动化生产条件 (1)很高的产品需求量。要求有很高的生产量; (2)稳定的产品设计。自动化生产线很难应对设计的频繁变更; (3)较长的产品寿命。在大多数情况下产品寿命至少是几年; (4)多种加工工艺。产品制造过程中需要使用多种加工工艺。 特点 1)产品或零件在各工位的工艺操作和辅助工作以及工位间的输送等均能自动进行,具有较高的自动化程度。 2)生产节奏性更为严格,产品或零件在各加工位置的停留时间相等或成倍数。 3)产品对象通常是固定不变的,或在较小范围内变化,而且在改变品种时要花费许多时间进行人工凋整。 4)全线具有统一的控制系统,普遍采用机电一体化技术。 5)自动化生产线初始投资较多。 基本组成 自动化生产线由基本工艺设备及各种辅助装置、控制系统和工件的传输系统组成,根据产品或零件的具体情况、工艺要求、工艺过程、生产率要求和自动化程度等因素不同,自动线的结构及其复杂程度,往往有很大差别,但一般自动线都由几个基本部分组成,如图所示。
对于具体的自动化生产线,其组成并非完全相同,按照结构特点,可分为通用设备自动线、专用设备自动线、无储料装置自动线和有储料装置自动线等。 类型 自动化生产线的类型多种多样,可按其不同的特征进行分类。根据工作性质不同可以分为:切削加工自动线、装配自动线及综合性自动线(即具有不同性质的工序,如机械加工、装配检验、热处理、防锈包装等工艺范围);根据工件输送方式可分为:料槽输送自动线、机械手输送自动线、传送带输送自动线以及带随行夹具的自动线等;根据生产批量的大小又可分为大批大量生产的专用自动线和多品种成批生产的可变自动线。按生产线所用加工装备和上作节拍特性对机械加工自动线作如下分类。 (一)按所用加工装备类型分类 1.通用机床自动线 这类自动线多数是在流水线的基础上,利用现有的通用机床进行自动化改装后连接而成,有时也根据需要配置少量专用机床。这类自动线建线周期短、成本低,多用于加工盘类、环类、轴、套等中小尺寸旋转类工件。 2.专用机床自动线 这类自动线以专用自动机床为主要加工装备,因而设计、制造周期长、投资较大、专用性强、产品改变后使用的灵活性小,但生产效率高、产品质量稳定,适用于大批量生产类型。此类生产线建线前必须进行充分的市场预测和分析,不能盲目建线。 3.组合机床自动线 组合机床不仅具有专用机床的结构简单,生产率和自动化程度高的特点,而且由于大部分部件是通用部件,还具有设计制造周期短、成本低等优点。以这种通用化程度高的组合机床为主要
全自动清洗机规格书
设备技术规格书 设备名称:单臂机械手全自动全封闭超声波清洗线 设备型号: 数量:1台 版本:1.0 日期:2012.05.07
1.设备名称 设备名称:JXD—80—DB单臂机械手全自动全封闭超声波清洗线 2.设备用途 该清洗线用于火车减振器零件清洗,最大零件尺寸:90储油缸。日产量为170。 3.清洗篮 3.1根据提供的被清洗工件图纸及产量,确定清洗篮尺寸为: 550×900×120㎜3(L×W×H筐体高)。筐总高约500 3.2清洗节拍设计约为5分钟/筐。 3.3清洗篮的搬运采用1台单臂机械手自动进行。烘干为隧道式步进结 构。 4.工艺流程 人工上料→超声波清洗→超声波清洗→自来水漂洗→自来水漂洗→防锈→隧道热风烘干(约30分钟)→冷风降温→人工下料 5.设备概述 5.1本设备是用于火车减振器零件清洗干燥的单臂机械手全自动全封闭超 声波清洗线。清洗设备与烘干设备分体,现场连接后为一整体设备,机械手将清洗好的工件筐放到烘干设备网带上,自动送到烘干室烘干。(清洗筐回送设备另计) 5.2设备由2个超声波清洗槽、2个自来水漂洗槽、1个防锈槽、及隧道 式热风烘干、冷风降温工位和上料滚筒输送机等组成。配有1台单臂机械手,可以全自动工作。具体结构见附图和以下的说明。
5.3工作原理:首先由操作者将欲清洗的工件放入清洗篮内,然后将清洗 篮放到设备的上料滚筒输送机上,推到动力区,上料滚筒输送机自动将清洗篮运送到上料工位,单臂机械手在上料工位将清洗篮依次送到各槽进行清洗、漂洗、防锈,最后清洗篮被机械手放到隧道式烘干机上网带上送到烘干室烘干,出烘干室后冷却,在下料工位操作者将清洗篮取下即可。 5.4设备采用PLC控制,彩色触摸屏人机界面。 5.5设备采用全封闭结构,仅在进出料处开口,顶部设排风口,保证设备 安全使用。清洗设备正面设可开启的钢化玻璃观察窗,方便对设备内的情况进行观察。 5.6经常操作的部位设活门,方便操作及维护。 5.7本设备具有结构紧凑、运行稳定可靠、操作维护方便等特点。 6.设备各部分主要技术规格 6.1超声波清洗槽(1#、2#槽) 6.1.1槽有效尺寸为:650×1000×350,槽体采用δ=2㎜厚的优质304不锈 钢板制作。槽外附保温层。 6.1.2为更好的清洗储油缸内壁,因此超声波布置在槽子底部和前后两侧, 底发振板超声波功率为3KW/槽。超声波频率为25KHz。前后侧发振 板超声波功率为1KW/槽。超声波频率为25KHz,前后侧发两超声波 振板用1台超声波电源驱动。 6.1.3为方便维护超声波做成浸入式振板的形式。 6.1.4清洗槽设加热系统,采用不锈钢电加热器,加热功率18KW/槽,自
清洗机自动控制系统
清洗机自动控制系统 发表时间:2008-12-17T15:28:14.903Z 来源:《中小企业管理与科技》供稿作者:孙志民 [导读] 电气控传统的制主要为继电接触式,这种系统具有结构简、单、价格低廉、维护容易、抗干扰能力强等优点,至今仍是机床和其他许多机械设备广采用的基本电气控制形式。目前,世界上发达国家如日本、美国、和西欧等国生产和使用PLC的数量日益增多,PLC作为工业控制器广泛地应用于冶金生产、汽车制造、石油化工、轻工食品、能源、交通等几乎所有的工业领域.PLC的控制方法也从简单的单机开关量逻辑控制向过程控制、数字控制和多机网络控制发展.如今PLC已成为电气自动控制系统中应用最广的核心装置。 1 引言 电气控传统的制主要为继电接触式,这种系统具有结构简、单、价格低廉、维护容易、抗干扰能力强等优点,至今仍是机床和其他许多机械设备广采用的基本电气控制形式。目前,世界上发达国家如日本、美国、和西欧等国生产和使用PLC的数量日益增多,PLC作为工业控制器广泛地应用于冶金生产、汽车制造、石油化工、轻工食品、能源、交通等几乎所有的工业领域.PLC的控制方法也从简单的单机开关量逻辑控制向过程控制、数字控制和多机网络控制发展.如今PLC已成为电气自动控制系统中应用最广的核心装置。 2 工程介绍 2.1 工程简介。本系统是为清洗橡胶管而设计的一套自动化控制系统,该清洗系统分为净洗和漂洗两个部分,它的功能是把橡胶管经过热水和化学清洗剂的净洗后,再经温水漂洗其表层、内壁的污垢、灰尘等杂质。净洗和漂洗时橡胶随着清洗框不停的翻转,同时清洗框在竖直方向上下移动并进行计数,这样使橡胶管内的杂质随着清洗框的移动排除来,提高清洗的质量。 2.2 工艺流程。把待洗的橡胶管装进塑料筐,然后把塑料筐装入净洗框并关紧框门和清洗槽门。这样如果温度、水位和机械都在原位时,自动运行指示灯闪烁提示可进行自动净洗和漂洗,净洗时净洗框以恒转速翻转同时在竖直方向上的上下移动并开始计数和计时。当净洗结束时净洗框停在最上端并继续翻转两圈后,停在初始位置为下一次运行做准备同时对计数器和计时器清零。当净洗框移动到最下端时使整个净洗框完全浸没在液体中,当净洗框移动到最上端即初始位置时完全离开液面。这样刚好完成一次净洗过程。漂洗过程与清洗过程类似,只是温度和液位控制要求不同。橡胶管经过净洗和漂洗才完成一次清洗过程。 3 工程设计 3.1 系统控制要求。根据清洗系统的工艺流程,本系统改变以往各级分散控制的模式,采用目前技术较成熟、可靠性高的可编程控制器(PLC)结合温度控制仪表、计数器、计时器、接近开关等,有效地控制了蒸气阀、电磁阀电机等。从而实现了对清洗系统的自动控制,主要有以下几个控制要求: 3.1.1 该清洗系统分为净洗槽和漂洗槽相互独立的两个控制系统。 3.1.2 净洗槽的水位在高位和温度达到设定的温度且系统恢复原位时才能自动运行,否则不能运行并会产生相应的声、光报警指示。 3.1.3 漂洗槽的液位在高位和温度达到设定的温度且系统恢复原位时才能自动运行,否则不能运行并会产生相应的声、光报警指示。 3.1.4 洗净框和漂洗框由电动机经变速箱通过链传动实现360的正、反方向翻转。 3.1.5 洗净框和漂洗框在竖直方向上由电磁阀控制气缸上下移动,记录并显示移动的次数且可由外部次数。 3.1.6 由计时器分别记录洗净时间和漂洗时间,且计时器对系统超时有保护作用。 3.2 电气控制流程。根据控制要求以可编程控制器(PLC)为核心,以温度控制仪表输出、计数器输出、计时器输出、接近开关等作为输入量通过继电器从而实现对蒸气阀、电磁阀、电动机等的控制。 3.3 设计方案 3.3.1 硬件设计。本设计中采用日本三菱FX2N-80M型为系统的控制核心,温度控制仪表选用RKC-402H型温控表,它通过传感器、电磁阀形成单闭环反馈控制系统有效地控制净洗槽液体的温度,并实现相应的高、低温报警,漂洗槽的温度TSI传感器、继电器实现控制。清洗框的上下移动由蒸气阀通过气缸来控制,并通过磁敏式接近开关来限位并作为计数脉冲,清洗框的翻转由电动机经过变速箱通过链传动实现控制,净洗槽的水位由YX型磁性浮球、继电器、电磁阀来控制。清洗框门、槽门、气缸上位通过逻辑与起到安全保护作用,该清洗系统通过手动调整原位后自动运行。为了让操作者方便在控制面板还有相应的状态指示灯、声、光等报警信号,该系统有漏电保护、过载保护、短路保护、急停等应急保护系统。 3.3.2PLC程序设计。根据生产工艺流程,对各主体设备的运行状态分配变量,确定各状态的先后秩序及联锁关系,明确系统所要涉及的输入、输出量,画出PLC各输出信号与输入信号的逻辑关系,并由逻辑关系转化为梯形图。 4 现场调试 电气控制装置安装完成后,在投入运行前,为了确保系统安全和可靠工作,必须进行认真仔细的检查,模拟试验与调整,然后结合机械部分再调试。对于东海橡塑有限公司清洗系统工程电气控制的调试主要是看其功能和动作的正确与稳定性。因为在此之前已经模拟调试过多遍。现场安装完毕,已经把各种现场运行信号全部随着系统的动态运行而进行随时的控制和保护。首先是对手动调整进行全面的运行控制。由于系统庞大,过程复杂,所以在现场调试时,只能先各个功能进行调试。对各控制系数进行了实时的调整和记录,且都达到了要求。其次,接下来是对由PLC控制的自动进行调试。一般情况下,系统都是运行在自动方式下的,所以这也是其重点的方面,能够保证效率和产品质量。转换到自动后,在现场进行了两次连续10个小时以上的调试运行,按照各控制功能进行。检查水位信号、温度信号对系统的控制和连锁保护的效果、计数器、计时器、电磁阀、气动阀等的运行情况等等。同时根据甲方要求修改一些调试中具体的系数。 程序的修改用便携式电脑,通过RS232/RS422ADAPTER(AFP8550)适配器与PLC通讯,对甲方的临时控制做程序上的修改。同时人为地调节温度控制仪表PID参数对控制对象和执行元件进行观察,调试直至最佳。在调试中,设计人员也可能加以运行时间、报警的设置等的改动,那么就需要给其修改设定。人为地给定过载、开清洗槽门、急停等报警信号,检查报警功能。对各个环节调试正确后,又对系统进
全自动脉冲地热清洗机工作原理
全自动脉冲地热清洗机利用气、水、电磁脉冲结合体,通过内部涡旋动力转换为动能,以微小分子的形式进行高速运动,通过运行过程中的热能、动能、电磁脉冲。分解管壁中的污垢,并随水分子一同冲出管外,以达到清洗机作用。技术优势 1:外观设计已经取得国家专利;实用+时尚的设计理念在国内地热清洗机中独占鳌头; 2:不用解管,将连接管与分水器连接即可进行清洗工作; 3:不用任何药剂及化学**,对管道内壁及系统部件无任何腐蚀,排放不会对周围环境造成污染。 4:不堵塞,适用于各类复杂管路系统清洗。 5:小型轻便,极易操作,清洗迅速。 6:清洗检验方法简单,通过观察的方式。可以观察清洗排污效果,也可以清洗前后解管对比。 7:本设备不仅可以清洗地热管道,还可以清洗散热片、住户自来水管道、家用热水器及对地热管系统打压。 准备及操作过程: 一、地热清洗所需设备 1、空气压缩机一台(自行配置):建议使用储气罐为30-40升的气泵,大容积的储气罐可以让空压机有更多的停机散热时间,延长气泵的使用寿命。 2、全自动物理脉冲地热清洗机一台:地暖清洗的主要设备,可以将气水结合,在微电脑控制器的控制下工作。 3、连接管四根:脉冲输出管、进气管,进水管、排污管。 4、多种规格接口:适合不同分水器连接口径。 二、地热清洗机工作原理 将清洗介质自来水或供暖水接入地热清洗机,然后根据实际工况发射不同频率和波长的物理气压脉冲,对地热管路内壁进行冲刷和震荡使管路内部的锈垢和淤泥脱离管壁,并经排污端排出地热系统。 三、地热清洗施工程序 A、连接(所有连接必须牢固可靠) 1、关闭地热主管路进、回水分割阀门,泄掉地热系统内部残余压力; 2、用脉冲输出管将地暖清洗机和分水器的进水相连接; 3、用进水管将水源和脉冲地暖清洗机的进水口相连接; 4、排污管的接口端连接分水器回水,另一端插入污水缓冲装置。 B、启动、清洗 1、接好空气压缩机和脉冲地热清洗机电源,启动压缩机使其工作达到5-7个压力; 2、先打开气源,再打开水源; 3、第一遍清洗。启动地暖清洗机开始第一遍清洗(请遵循先开下一路,再关上一路的操作规则),第一遍清洗主要是将地热管里残留的水打出来,同时检验地热管路是否有堵塞。第一遍清洗要注意控制进气速度,观察缓冲器的水位,
高压水射流清洗机的参数分析
嚣耋器翟嚣是;一菠蘩’蔓垫。 净净净垮簪铬译、》审静诤蛰诤獬奉串静净净◆i》《警j琶:≯瓤罐饕、b12N0.9SeD.2004 嘞,簪每洚诲净译强译碜净争净守◆.每◆审斗碜料离压水射流清洗机 刘庭成程骏(北京科大九阳科技有限公司北京10。083 摘要:合理匹配清洗机的压力、流量、喷嘴直径及胶管直径,会更有效地发挥高压水射流清的使用性能。本文通过对影响高压水射流打击力的主要参数进行分析来论述这一问题,使人们更使用高压水射流清洗机。 关键词:高压水射流喷嘴直径打击力 中图分类号TK79文献标识码A文章编号1672—2248(2004)09—0009一03 刖吾 目前,随着我国150MPa高压力拄塞泵面市,150MPa压力的高压水射流清洗机的应用也逐渐增多,但在使用中由于存在压力、流量、喷嘴直径及胶管直径的不匹配问题,从而使高压水射流清洗机的技术性能不能很好发挥,同时还会带来不必要的能量损失。因此,不能只单纯通过提高清洗机的压力而获得最优的清洗效果,同时还要合理匹配相关的技术参数。本文通过对清洗机的相关参数的分析来论述相关参数合理匹配的重要性。 1。影晌高压水射流清洗机能量损失的参数分析 1.1喷嘴直径、胶管内径与射流打击力的关系 在胶管长度、清洗机的压力和流量一定的情况下,适当地调整喷嘴直径与胶管内径可以提高射流的打击力。如清洗机的压力为150MPa,流量 收稿日期.2。04620 作者简介:刘庭成(1949一】男河北玉田人。1976年毕业于北京钢铁学院.留校任教从事教学及液压传动技术及设备的科研工作。1985年开始从事高压水射流课题的探究。1993年任北京科技大学高压水射流研究所所长。为40L/m.m,胶管长度为20m,相关参数如图1图2、所示。 一 从上图可知,在胶管内径一定的情况下,合理选择喷嘴直径町以提高射流的打击力。如当胶管内径为10mm,喷嘴直径由O.9mm调整为与清洗机参数相匹配的1.3mm时,射流打击力可提高一倍。 在喷嘴直径一定的情况下,增大胶管内径可以提高射流的打击力。如当喷嘴直径为1.3mm,胶箍霜宅墨 錾女霉 万方数据
清洗机技术规格书
跳跃式自动清洗机和毛刷式自动清洗机技术协议 甲方:隆昌山川精密焊管有限责任公司 乙方:广州先锋电镀设备有限公司 一、设计大纲 1、乙方按照甲方公司提供自动清洗减振器储油缸内外管壁的清洗、除油、去铁屑的技 术要求设计。其主要由集水槽、清洗工作位、过滤系统(含除铁屑、除油)、工装夹具、喷淋系统、气动系统、液位保护系统、温度控制系统及电器系统等组成;设计方案遵循先进、稳定、节约、环保为设计原则,该自动清洗机在工艺配置、自动控制、槽体制作、管路排布等方面进行优化。跳跃式自动清洗机和毛刷式自动清洗机为两台独立的设备。 2、通行工(管)件:直径=φ20~φ52,长度=250~500MM; 3、喷淋水温:25℃~40℃; 4、产能设计:按客户提供生产节拍(5~10秒)设计 二、设备名称和技术规格 1、设备名称:跳跃式自动清洗机 2、设备技术要求????? 3.噪音不可超过80分贝。 4.液体加热采用电加热方式,并有漏电保护。 5.洗净液采用水型清洗剂 6.清洗压力≥0.4-0.5Mpa。 7.零件移动时间5秒-12秒。 8.设备外形尺寸: 约1850×1350×2200(mm)(长×宽×高)。
9.清洗效果:外表面无油污、无铁屑、无水渍。 清洗工艺流程 上料—自动进料—喷洗外表面及定点定位喷洗内孔—定点定位吹干内孔及外表面—自动出料—人工下料 清洗工艺条件 工艺流程进料1喷洗外表面及定点定位喷洗内孔3内外表面定点吹干出料 温度℃25-40 常温 清洗液水型清洗剂压缩空气 液体纯度3%-5% 工艺过程 该清洗机除人工上下料外,其它动作都在PLC的自动控制下全自动完成。 ⑴人工将欲洗的工件放在上料台上,清洗机自动分料及自动进料,自动出料,人工 取料。 ⑵传送装置自动把工件抬起步伐传送到喷洗区,进行大流量,定点定位喷洗内孔及外表 面。 ⑶传送装置继续工件抬起步伐传送到吹干区,定点定位吹干工件内腔和外表面。(4传送装置继续将工件抬起步伐传送到下料区,机器自动出料,人工到下料工位取料。 5.设计原则 ⑴清洗工件尺寸:甲方提供详细图纸及要求 ⑵工作节拍 :5秒/件。
自动化清洗设备解决方案
自动化清洗设备解决方案 Date: 2008.9.12 系统介绍: 根据Intel摩尔定律,每18个月晶圆制程将提升一倍,伴随晶圆片的面积不断扩大,其生产工艺与系统稳定性需要同步提升数十倍甚至上百倍,因此,半导体厂商必须提升设备制程来满足客户的需求,12'晶圆清洗设备便应运而生。半导体12'晶圆清洗设备适用于加工工艺精密度高、造价较为昂贵的晶圆生产制程,对加工条件和精密度的要求很高。近年来,大多数厂商将这些机器融入智能化的特征,并且整合了节能等功能。 系统需求: 传统的半导体设备开发习惯采用“PLC+触摸屏”为主的系统集成,当设备庞大到一定程度时,其运动控制工艺与配置将面临严峻的挑战,所以若仅采用一般的“PLC+触摸屏”方式将遇到许多问题,如:庞大的设备体积增加了配线的复杂度与系统运送的难度、100通道以上的高速数据采集与精确模拟量输出的实时性、超过60轴的多轴联动控制的整合开发难度、维持运作系统的长期性与稳定性、海量参数配方存取的难度、通过GPIB接口与仪表的结合、知识产权保护的难度等。 解决方案:
系统架构图: 系统描述: 本系统采用IPPC-4000D双核高效能控制器,结合数据采集卡(PCI-1724U, PCI-1747U, PCI-1785UDIO)与分布式运动控制方案(PCI-1202U, AMAX-2241, AMAX-2756SY),搭建起当今半导体行业最稳定、最先进的自动化系统,控制所有晶圆生产过程中的化学材料调配、清洗及载送等制程。AMAX系列从站模块与
高精度的驱动电机之间完美整合,实现了复杂的晶圆运送。通过结合高速数字量的输入和输出控制,确保了晶圆的生产位置准确定,确保监控所有化学剂量操作的精确性,达到一体化控制的集成与优化。 该晶圆清洗设备内部控制60组电机、300点数字量与100点模拟量输入输出,通过GPIB接口与仪表,完成药剂配制与监控。系统提供了丰富的通讯端口,支持多样的系统设备,如按钮、指示灯号、生产数据存储、驱动电机等。凭借微软嵌入式系统与开发系统的集成优势,可以轻易实现人机接口与数据库的转换与存储,经由以太网端口将生产数据上传到后台的数据库中。 结论: 本系统通过集成的双核控制器、多样的数据采集卡、分布式运动控制方案及各种功能模块,大幅缩短了系统的响应时间,有效提升了生产的精密度与稳定性。基于AMONet分散式架构具备的高稳定高效能的运动通讯机制,结合模块化与前出线设计特点,可轻易搭建出各种大型测试设备与长距离生产流水线。同时,AMONet的弹性架构满足了设备拆装方便的需求,大大降低了运送与维护的风险。 本系统增加了电子测量数据、电算机、网络通信、实时自动控制、自动装置调整和系统自我诊断等功能,确保了生产的可靠性与控制的精密程度,提高了生产的质量与效率。
洁定全自动清洗设备预防性维护及案例分析
洁定全自动清洗设备预防性维护及案例分析 发表时间:2018-11-16T11:45:52.200Z 来源:《健康世界》2018年18期作者:杨艳菊朱成钰王永俊杜苏维[导读] 基于JCI标准科学管理的基础上,延长医疗设备的安全使用及寿命,防止医疗设备损坏,影响手术器械的清洗、员工和患者造成伤害杨艳菊朱成钰王永俊杜苏维 甘肃省兰州市七里河区兰州总医院消毒供应科 引言 基于JCI标准科学管理的基础上,延长医疗设备的安全使用及寿命,防止医疗设备损坏,影响手术器械的清洗、员工和患者造成伤害,是医院科室必须高度重视的主要研究问题。[1]JCI主要是以医疗质量服务和患者安全为重点的全球医院质量与安全管理模式,利用JCI理念研究医疗设备预防性维护工作,可以减少医疗设备故障率,降低医疗诊断和治疗过程中的风险,充分发挥医疗设备在临床的使用率,具有十分重要的研究和指导意义. [1]。我院与2009实行集中式管理以来,基于JCI认证的基础上,随着外科微创技术的快速发展和手术不断增加,而SCCD的工作量也随之加大,给清洗工作增加难度,质量的要求更加提高。同时对清洗设备的预防性维护及保养也有更高的要求,在这繁忙的工作情况下更要保证设备的完好率。如何使全自动清洗机在使用过程中处于良好的工作状态及其发挥最大的功效。根据JCI要求,清洗、消毒及灭菌设备预防性维护应“日常保养,周保养、月保养、年保养”。建立好使用登记本,专人负责防御性维护。而防御性维护(preventmain-tenance,PM)是指:保证大型医疗设备安全、高效、使用的重要措施 [2]。现结合清洗机的结构原理,将我科的清洗机的常见故障维修及案例分析介绍如下。 1.1清洗消毒设备系统要求: 洁定8666型旋转喷淋式清洗机消毒剂是通过高压水流对物品表面直接进行冲洗。程序阶段大致包括如下阶段(每个阶段除干燥外都会有DRAIN排水)即PRERINSE 预洗 WASH 主洗 NEUTRALIZE 中和 RINSE 冲洗 FINAL RINSE 最后冲洗 DRYING 干燥。 1.1.1每日预防性维护: 首先使用前检查清洗舱内有无杂物并清洁过滤网,旋转臂是否平衡,螺丝有无松动,喷水臂转动自如,喷水均匀,确保水流畅通,出水口挡板是否灵活。清洗进水、排水滤网是否畅通,检查双向门密封胶圈完好平整无漏水,如有破损及时更换,每日工作完毕后清洁舱内及旋转臂,消除杂物,清洁过滤网。记录打印凭条,做好参考数据的分析,可以了解清洗机运行情况,清洗机表面用不锈钢保护剂擦拭清洁。 1.1.2每周预防性维护工作 每周一检查清洁剂容器中的多酶液、润滑剂是否及时添加,每周定期进行内腔体、摇臂及清洗架进行保养,用水垢去除剂清洁舱内及旋转臂,防止水垢和生物膜的产生。核对清洗机运行参数设置,一般由厂家或医学工程科有资质的专业工程师进行调试。如果使用不同厂家的酶液和润滑剂时,根据厂家使用说明书进行调解比例。 1.1.3每月预防性维护工作: 仔细检查各个连接管接头有无漏水;检查自动升降门运行情况,如钢丝、微动开关、电动机等,双层密封圈的完整性;检查排风系统是否正常,风机的转动与排风量等。 1.1.4每年预防性维护工作: 固定各种连接管,防护漏水,检查自动门升降系统,同时检查排风系统是否畅通,防止腔体内温度过高引起机器自动报警,主要润滑剂循环蠕动泵使用情况,每三个月或定期检查并更换,防止循环蠕动泵及软管堵塞,定期更换无菌级空气过滤网,建议每年更换一次使用中随时观察。 2全自动清洗机设备相关故障的消除及维护 2.1使用时发现有问题(如程序选错旋转臂脱落、物品没有摆放好、旋转臂阻挡等),可关闭电源,一分钟后打开,清洗机会自动报显示屏幕出现错误提示,按消音键,屏幕会自动显示要输入密码,密码为“××××××”,输入后按输入键,清洗机会自动排水、大概一分钟后,前门自动解锁,自动打开,再次按。重新开始运行(注意:1分钟内打开电源,设备会继续运行,不会报错)。 2.2如机器有故障,面板红灯亮,有报警声音提示,屏幕有故障错误代码显示,抄下代码,按,屏幕会自动显示要输入密码,密码为“××××××”,输入后再按,清洗器会排水、大概一分钟后,前门自动解锁,自动打开,确认修正错误后,重新按运行;如果该台清洗器不能使用,请将该台清洗架拉出,选择另外的清洗消毒器。立即通知设备科进行检查维修,或通知厂家工程师前来维修。 2.3一般情况下,清洗器的后门(清洁测门)常关,前门(污染测门)可以常开,如有需要关闭前门,可以按5秒以上,前门会自动上升、锁紧,屏幕显示“MANUALLY CLOSED”(手动关门),再次按可以打开前门。 在使用状态时,前门、后门都不能打开。后门只有在程序结束,绿灯亮时可以打开一次。另外出现错误后,腔体内物品一定要重新清洗消毒,不能直接装配。 3 8666清洗消毒器报警故障维修情况 3.1故障一、2015年11月23日 3.1.1 故障现象:清洗机在运行干燥程序进行2-3min时发生报警,报警信息:F28 Low temperature in dryer; 3.1.2 故障原因:报警信息F28,提示为干燥时温度太低,无菌高效过滤器,导致监测干燥压力值低; 3.1.3检修过程:经检查维修更换同型号的高效过滤器排除故障。 3.2故障二:2015年11月25日 3.2.1故障现象:清洗机运作过程中出现报警,提示F04 Water leakage in the dryer; 3.2.2故障原因:报警F04 提示干燥单元进水,检测干燥系统损坏,风机无法运转,过滤器堵; 3.2.3检修过程:检修更换过滤器,风机;故障排除。 3 故障三:2015年12月16日 3.3.1故障现象:清洗机在运行中报警,提示F24 Low pressure in dryer,干燥装置压力太低; 3.3.2故障原因:考虑风机和过滤器受损坏,导致干燥程序不能正常运行。
工业自动清洗机的控制系统设计说明
等级: 课程设计 课程名称电气控制与PLC课程设计 课题名称工业自动清洗机的控制系统设计 专业测控技术 班级1301 学号0 姓名郭鹏 指导老师星平,赖指南,谭梅,细群 2016年6月17日
电气信息学院 课程设计任务书 课题名称工业自动清洗机的控制系统设计 姓名郭鹏专业测控技术班级1301 学号20 指导老师细群 课程设计时间2016年6月6日~2016年6月17日(第15~16周) 教研室意见同意开题。审核人:汪超林国汉 一.任务及要求 设计任务: 以PLC为核心,设计一个工业自动清洗机的控制系统,为此要求完成以下设计任务: 1.根据工业自动清洗机的基本结构、工艺过程和控制要求,确定控制方案。 2.配置电器元件,选择PLC型号。 3.绘制工业自动清洗机的的控制线路原理图和PLC I/O接线图。设计PLC梯形图程序,列出指令程序清单。 4.上机调试程序。 5.编写设计说明书。 设计要求 1.一般要求: (1)所选控制方案应合理,所设计的控制系统应能够满足双面站的工艺过程要求,并且技术先进,安全可靠,操作方便。 (2)所绘制的设计图纸符合国家标准局颁布的GB4728-84《电气图用图形符号》、GB6988-87《电气制图》和GB7159-87《电气技术中的文字符号制定通则》的有关规定。 (3)所编写的设计说明书应语句通顺,用词准确,层次清楚,条理分明,重点突出。 2.具体要求: (1)课题简介 在工业现场有一种自动清洗机,工作时将需要清洗的部件放在小车上,按启动按钮后小车自动进入清洗池指定位置A,首先加入酸性洗料,小车再继续前行到另一位置B,然后返回到位置A,打开排酸阀门将酸性洗料放出,完成一次酸洗后。再加入碱性洗料,清洗过程同酸洗。等碱性洗料完全放出后,小车从位置A回到起始位置,等待下次启动信号。 (2)控制要求 该清洗设备的小车前进后退通过电动机的正反转控制,酸性洗料和碱性洗料通过两个
自动化设备资料整理及分析
自动化设备资料整理及分析 庭等方面。采用自动化技术不仅可以把人从繁重的体力劳动、部分脑力劳动以及恶劣、危险的工作环境中解放出来,而且能扩展人的器官功能,极大地提高劳动生产率,增强人类认识世界和改造世界的能力。 详解: 自动化清洗设备解决方案: 系统介绍: 根据Intel摩尔定律,每18个月晶圆制程将提升一倍,伴随晶圆片的面积不断扩大,其生产工艺与系统稳定性需要同步提升数十倍甚至上百倍,因此,半导体厂商必须提升设备制程来满足客户的需求,12'晶圆清洗设备便应运而生。半导体12'晶圆清洗设备适用于加工工艺精密度高、造价较为昂贵的晶圆生产制程,对加工条件和精密度的要求很高。近年来,大多数厂商将这些机器融入智能化的特征,并且整合了节能等功能。
系统需求: 传统的半导体设备开发习惯采用“PLC+触摸屏”为主的系统集成,当设备庞大到一定程度时,其运动控制工艺与配置将面临严峻的挑战,所以若仅采用一般的“PLC+触摸屏”方式将遇到许多问题,如:庞大的设备体积增加了配线的复杂度与系统运送的难度、100通道以上的高速数据采集与精确模拟量输出的实时性、超过60轴的多轴联动控制的整合开发难度、维持运作系统的长期性与稳定性、海量参数配方存取的难度、通过GPIB接口与仪表的结合、知识产权保护的难度等。 解决方案: 系统架构图:
系统描述: 本系统采用IPPC-4000D双核高效能控制器,结合数据采集卡(PCI-1724U, PCI-1747U, PCI-1785UDIO)与分布式运动控制方案(PCI-1202U, AMAX-2241, AMAX-2756SY),搭建起当今半导体行业最稳定、最先进的自动化系统,控制所有晶圆生产过程中的化学材料调配、清洗及载送等制程。AMAX系列从站模块与高精度的驱动电机之间完美整合,实现了复杂的晶圆运送。通过结合高速数字量的输入和输出控制,确保了晶圆的生产位置准确定,确保监控所有化学剂量操作的精确性,达到一体化控制的集成与优化。 该晶圆清洗设备内部控制60组电机、300点数字量与100点模拟量输入输出,通过GPIB接口与仪表,完成药剂配制与监控。系统提供了丰富的通讯端口,支持多样的系统设备,如按钮、指示灯号、生产数据存储、驱动电机等。凭借微软嵌入式系统与开发系统的集成优势,可以轻易实现人机接口与数据库的转换与存储,经由以太网端口将生产数据上传到后台的数据库中。 结论: 本系统通过集成的双核控制器、多样的数据采集卡、分布式运动控制方案及各种功能模块,大幅缩短了系统的响应时间,有效提升了生产的精密度与稳定性。基于AMONet分散式架构具备的高稳定高效能的运动通讯机制,结合模块化与前出线设计特点,可轻易搭建出各种大型测试设备与长距离生产流水线。同时,AMONet的弹性架构满足了设备拆装方便的需求,大大降低了运送与维护的风险。