SW 钣金成型工具制作方法及常见问题集锦_2003
四方法自制成形工具
成形工具是钣金行业常用的工具,Solidworks 自带的成形工具远远不能满足工
厂的需要,下面列举了四种方法自制钣金成形工具。
方法一:以自建模型“成形工具零件”为例(见图1),
1、 单击命令“成形工具”,如图2所示选择“要移除的面”和“停止面”,单击“确定”
2
、 单击“另存为”,选择零件格式为“
Form Tool (*.sldftp)”,零件名称不变,保存至文件夹“
*\成形工具”。
3、
在右侧“任务窗格”里的“设计库”单击“添加文件位置”,如图3,浏览到文件
夹“*\成形工具”,确定,在设计库生成了“成形工具”库。
即生成了一个成形工具,拖放成形工具即可使用。
方法二:同样以自建模型“成形工具零件”为例(见图1),
1、 把成形工具的特征即“要移除的面”外观设为纯红色(R255,G0,B0),
2、 在“停止面”新建草图,把“停止面”转换实体引用建立一个“停止面”轮
廓的草图,
3、 保存零件至“设计库”下的文件夹“forming tools ”,见图3,注意零件格式
仍为“.sldprt ”。
即生成了一个成形工具,拖放成形工具即可使用。
方法三:同样以自建模型“成形工具零件”为例(见图1),
1、单击命令“成形工具”,如图2所示选择“要移除的面”和“停止面”,单击“确定”。
2、保存零件至“设计库”下的文件夹“forming tools ”,见图3,注意零件格式仍为“.sldprt ”。
即生成了一个成形工具,拖放成形工具即可使用。
方法四:对于已有的成形工具,我们可以通过修改调整特征以满足我们的需求。
以设计库成形工具模型“百叶窗”为例(见图4),
1、 右键单击“百叶窗”打开,在特征树中删除多余特征如图5所示
2、 修改模型尺寸
3、 单击命令“成形工具”,如图6所示选择“要移除的面”和“停止面”,单
击“确定”。
4、 单击“另存为”,选择零件格式为“Form Tool (*.sldftp)”,重新命名零件名
称,保存至设计库里百叶窗文件夹下。 即生成了一个成形工具,拖放成形工具即可使用。
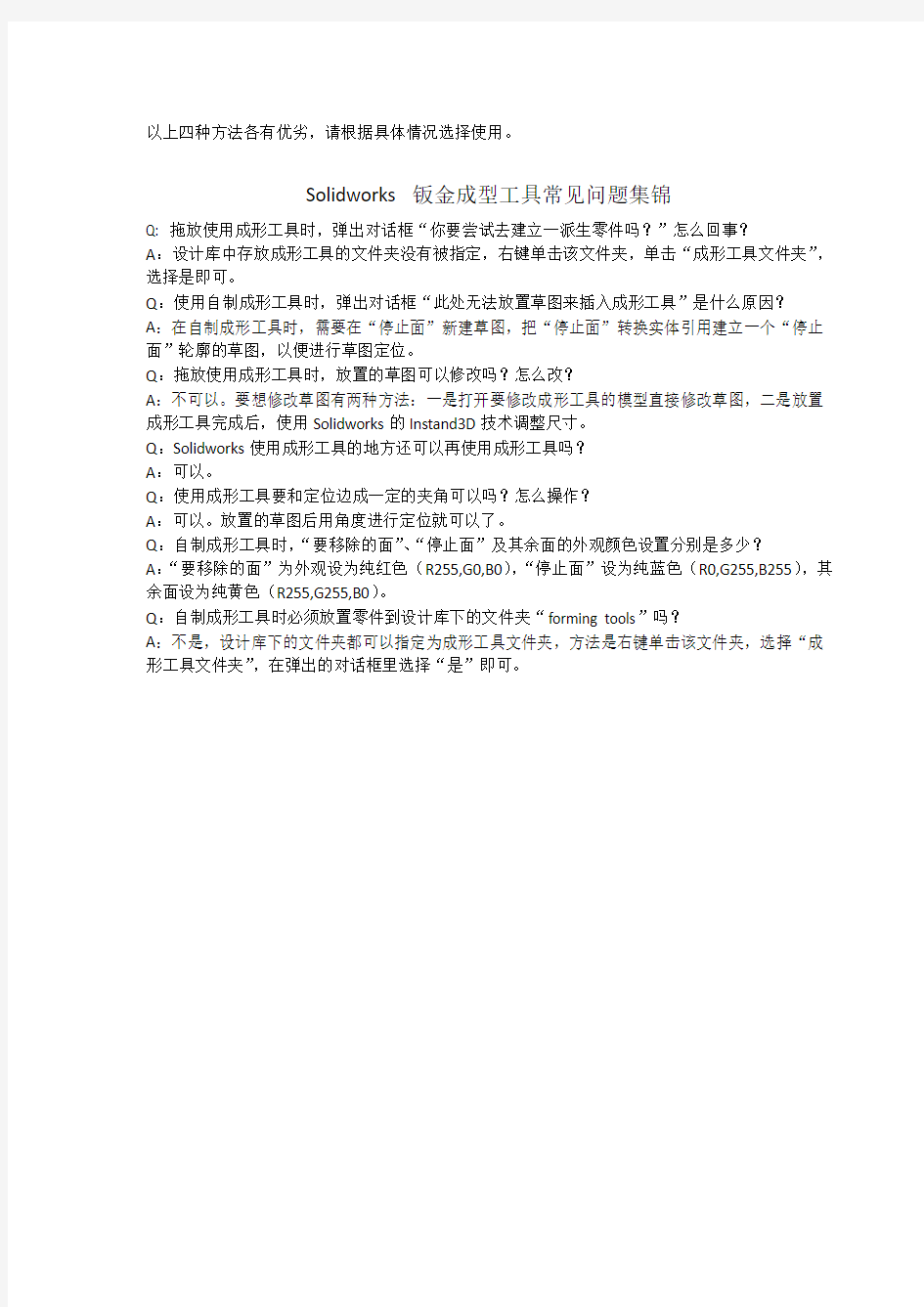
以上四种方法的比较见下图:
以上四种方法各有优劣,请根据具体情况选择使用。
Solidworks 钣金成型工具常见问题集锦
Q: 拖放使用成形工具时,弹出对话框“你要尝试去建立一派生零件吗?”怎么回事?
A:设计库中存放成形工具的文件夹没有被指定,右键单击该文件夹,单击“成形工具文件夹”,选择是即可。
Q:使用自制成形工具时,弹出对话框“此处无法放置草图来插入成形工具”是什么原因?
A:在自制成形工具时,需要在“停止面”新建草图,把“停止面”转换实体引用建立一个“停止面”轮廓的草图,以便进行草图定位。
Q:拖放使用成形工具时,放置的草图可以修改吗?怎么改?
A:不可以。要想修改草图有两种方法:一是打开要修改成形工具的模型直接修改草图,二是放置成形工具完成后,使用Solidworks的Instand3D技术调整尺寸。
Q:Solidworks使用成形工具的地方还可以再使用成形工具吗?
A:可以。
Q:使用成形工具要和定位边成一定的夹角可以吗?怎么操作?
A:可以。放置的草图后用角度进行定位就可以了。
Q:自制成形工具时,“要移除的面”、“停止面”及其余面的外观颜色设置分别是多少?
A:“要移除的面”为外观设为纯红色(R255,G0,B0),“停止面”设为纯蓝色(R0,G255,B255),其余面设为纯黄色(R255,G255,B0)。
Q:自制成形工具时必须放置零件到设计库下的文件夹“forming tools”吗?
A:不是,设计库下的文件夹都可以指定为成形工具文件夹,方法是右键单击该文件夹,选择“成形工具文件夹”,在弹出的对话框里选择“是”即可。
钣金件折弯展开计算方法
一、折床工作原理 折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。 二、展开的定义和折弯常识 ★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。 ★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。 ★折床的运动方式有两种: 上动式:下工作台不动,由上面滑块下降实现施压; 下动式:上部机台固定不动,由下工作台上升实现施压。 ★工艺特性 1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。 2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有 特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图: <1>直角展开的计算 方法 当内R 角为0.5 时折弯系数(K )=0.4*T , 前提是料厚小于5.0MM , 下模为5T L1+L2-2T+0.4*T =展开 <2>钝角展开的计算方法 如图,当R=0.5时的展 开计算 A+B+K=展开 K= ×0.4 a=所有折弯角度 1800-2 900
<3>锐角展开的计算方法 900折弯展开尺寸=L1+L2-2T+折弯系 数(K),如右图: 当内R角为0.5时折弯系数(K) =0.4*T,L1和L2为内交点尺寸 展开=L1+L2+K K=( 180—@) /90 *0.4T <4>压死边的展开计算方法 选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。 先用 4.4.1所选的模具将折弯角度折到约300-650. 展开=L1+L2-0.5T 死边
钣金件展开尺寸计算方法
钣金件展开尺寸计算方法 2008年10月27日星期一下午 08:36 只有通用的原理,就是中性面没有变化,但是实际生产过程中一般按经验公式计算 第一种方法是剪一个一百宽的料,用折弯机这一道弯,记住板厚。加减系数便出来了,试三次取中数即可。这是最简便的方法。 可以学习PROE。CAXA软件,哪里有自动展开功能。不过系数还要靠前面试出来。 由公式可以计算,不过不好记,给大家列一个常用系数吧 板厚系数(毫米) 1, 1.6-1.8。 1.5, 2.4-2.6。 2.0, 3.3-3.5。 2.5, 4.2-4.5 3.0, 5.0-5.3 。 (系数会随你折弯下摸所用的槽宽的大小变化)仅供参考。 公式的话L=pa/2*r+y*T比较准确。 用 catial三维软件构造,软件本身有展开的功能 展开尺寸-L;折弯角-β;厚度-T;半径-R 1。0°≤β≤90° L=A+B-2(R+T)+(R+T/3)*(180-β)∏/180 2.β=90° L=A+B-0.429R-1.47T 3.90°≤β≤150° L=A+B-2(R+T)tan[(180-β)/2]+(R=T/2)(180-β)∏/180 4.150°≤β≤180° L=A+B 折弯参数表 材质板厚折弯系数标准下模特殊折弯尺寸(最小值)
板厚T 折弯系数 Y因子 铁板 (SPCC、SECC) T=0.5 0.9 V4 A=3.0 B=4.5 0.5 0.9 1.0584074 T=0.8 1.4 V4 A=3.2 B=5 0.8 1.4 0.786504625 T=1.0 1.7 V6 A=3.5 B=5.4 1 1.7 0.7292037 T=1.2 1.9 V6 A=4.2 B=6.4 1.2 1.9 0.774336417 T=1.5 2.5 V8 A=4.8 B=7.3 1.5 2.5 0.619469133 T=2.0 3.4 V12 A=6 B=9.2 2 3.4 0.51460185 T=2.5 4.3 V16 A=9.0 B=12.2 2.5 4.3 0.45168148 T=3.0 5.1 V16 A=9.6 B=12.9 3 5.1 0.4430679 T=4.0 6.5 V16 A=16.8 B=21.3 4 6.5 0.482300925 #DIV/0! 铝板(AL) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.2 V4 A=3.1 B=4.9 0.8 1.2 1.036504625 T=1.0 1.6 V6 A=3.3 B=5.3 1 1.6 0.8292037 T=1.2 1.9 V8 A=3.5 B=5.7 1.2 1.9 0.774336417 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.2 V12 A=6 B=9.1 2 3.2 0.61460185 T=2.5 4.1 V16 A=8.9 B=12.1 2.5 4.1 0.53168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925 #DIV/0! 铜板(CU) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.3 V4 A=3.2 B=5.0 0.8 1.3 0.911504625 T=1.0 1.7 V6 A=3.4 B=5.4 1 1.7 0.7292037 T=1.2 2 V8 A=3.5 B=5.8 1.2 2 0.691003083 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.3 V12 A=6 B=9.2 2 3.3 0.56460185 T=2.5 4.2 V16 A=8.6 B=12.2 2.5 4.2 0.49168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925
钣金件下料尺寸计算方法分析
客车钣金件下料尺寸计算方法 2009-06-21 16:40 客车自制件在整个客车的构成中占有相当大的比重。随着钢材价格的不断上涨,控制客车自制件成本成为一个重要课题,被各客车厂家研究。怎么讯速、合理地确定自制件下料尺寸,是一项基本而又科学的工作。本文所介绍的客车钣金件的尺寸计算方法较为合理,也较为实用,希望能起到抛砖引玉的作用。 1 样板下料尺寸计算方法 这类制件下料尺寸计算分两部分:一部分为较复杂的钣金件(这部分暂不研究,因为钣金件展开需要单独分析);另一部分是简单的钣金样板件,一般取其外轮廓尺寸。 1)直线样板料板件料表的制作。分析:图l所示的两种板件为不规则梯形,制作这种类型的料表时一般按三角形或矩形来考虑。料表:98*110三角样;135 *175样。 2)弧线样板料板件料表的制作。图2所示的是一块带弧度的样板料,下料时在圆弧所在的方向最大尺寸应加5-10 mm的剪切余量。计算:(略),料表:605*115。 对图3所示的样板料,考虑其料较长,如下一块料不易剪料,所以下两块料制件。另外,在宽度上加5-10mm的余量。料表:235*1117(2)。
2折边制件类 1)基本计算方法(仅对折边角度为90°进行分析,其它折边角度类同。注:折边制件料的厚度(B)不大于6mm)。 图4所示的制件的截面展开长度等于所有展开单边外形轮廓尺寸之和减去板厚的1.5倍的折边次数所得差值。 ①图4(a)所示其截面展开尺寸为L0=H+L-1.5×B(B为板厚,下同)。 ②图4(b)所示其截面展开尺寸为L0=H+2L-2×1.5B。 ③图4(c)所示其截面展开尺寸为LO=H+LI+L2-2×1.5×B。 ④图4(d)所示其截面展开尺寸为ILl=(L-L1)+2B+LI+2H-4×1.5×B。 对于图4(c)、(d)两种情况,通过实践还可得出较简易的计算方法:
五金钣金展开计算参数
1. 目的:为完善作业标准,制订本文件。 2. 范围:适用于本公司设计部门之作业。 3. 职责:针对设计计算展开统一计算参数。 4. 内容: 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层一中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用入表示 展开的基本公式: 展开长度=料内+料内+补偿量 4.1中性层系数 注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲?但通常我们习惯取K2值。 4.2压弯90度角的修正系数a值 注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。 4.3其余图形展开计算方法:
r/t W0.5时,均可按90度清角计算展开长度展开注意事项为了防止产品展开过程中的失误,造成下料模的多次修改,特制定下料模的制作方式. (1) .凡对一些展开存在不确定因素的产品,例如,有拉伸性质的展开,多次折弯,Z折,有拉料现象 等产品的下料模,经工程分析有必要先试模的,其制作方式如下: A. 下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工. B. 成型模先做,试模时先镭射(按下料模展开尺寸)试模,产品先做实测,不合格时修正展开尺寸再镭射,一直 修到合格为止,合格样品送客户先承认. C. 样品经客户承认后,按修正展开尺寸整理下料模,进行下料模的线割加工. (2) .对展开较直观的,可基本控制的产品,一般只要经俩人展开核对无误,下料模可按正常方式加工
钣金件折弯展开计算方法(改正版)
?折床工作原理 折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。 ? ? ? ?展开的定义和折弯常识 ★折弯展开就是产品的下料尺寸,也就是钣金
在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。 ★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。 ★折床的运动方式有两种: 上动式:下工作台不动,由上面滑块下降实现施压; 下动式:上部机台固定不动,由下工作台上升实现施压。 ★工艺特性 1.折弯加工顺序的基本原则:l由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。 2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有 特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图: <1>直角展开的计算方法 当内R角为0.5时折弯系数(K)=0.4*T,前提是料厚小于5.0MM,下模为5T L1+L2-2T+0.4*T=展开 <2>钝角展开的计算方法 如图,当 R=0.5时的展开计算 A+B+K=展开
K= 1800-2/900 ×0.4 a=所有折弯角度 <3>锐角展开的计算方法 900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图: 当内R角为0.5时折弯系数(K)=0.4*T,L1和
L2为内交点尺寸 展开=L1+L2+K K=( 180—@) /90 *0.4T <4>压死边的展开计算方法 选模:上模选用刀口角度为300小 尖刀,下模根据SOP及材料厚度选 择V槽角度为300的下模。先用 4.4.1所选的模具将折弯角度折到约 300-650.
钣金展开的计算法
南通特雷卡电梯产品有限公司资料 展开的计算法 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示. 展开的基本公式: 展开长度=料内+料内+补偿量
一般折弯:(R=0, θ=90°) L=A+B+K 1. 当0T时, K=0 2. 对于铁材:(如 GI,SGCC,SECC,CRS,SPTE, SUS等) a.当T时, K= b. 当T时, K= c. 当T时, K= 3. 对于其它有色金属材料如AL,CU: 当T时, K= 注: R时, 按R=0处理. 一般折弯(R≠0 θ=90°) L=A+B+K K值取中性层弧长 1. 当T时λ=
2. 当T时λ= 一般折弯(R=0 θ≠90°) L=A+B+K’ 1. 当T时K’=0 2. 当T时K’=(/90)*K 注: K为90°时的补偿量 一般折弯(R≠0 θ≠90°) L=A+B+K 1. 当T时λ= 2. 当T时λ= K值取中性层弧长 注: 当R, 且用折刀加工时, 则按R=0来计算, A﹑B依倒零角后的直边
Z折1(直边段差). 1. 当H5T时, 分两次成型时,按两个90° 折弯计算 2. 当H5T时, 一次成型, L=A+B+K K值依附件中参数取值
钣金件展开计算方法
(工艺设计部) 页次:1 OF 9 工程展开计算方法 一. 目的: 统一展开计算方法, 做到展开的快速准确. 二. 适用范围: 君雄钣金部 三. 展开计算原理: 1. 板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受 压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准. 2. 中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位 置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示. 四. 展开计算方法: 展开计算的基本公式: 展开长度= 料内+ 料内+ 补偿量 一般折弯1 (R=0, θ=90°): L=A+B+K 1. 当0 (工艺设计部) 页次:2 OF 9 工程展开计算方法 一般折弯2 (R≠0, θ=90°): L=A+B+K (K值取中性层弧长) 1. 当T<1.5时, λ=0.5T 2. 当T≧1.5时, λ=0.4T 注: 当用折刀加工时: 1. 当R≦ 2.0时, 按R=0处理. 2. 当2.0 钣金展开计算方法及工艺处理 、钣金件展开方法: 1、展开的计算原理: 板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层一一中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示0角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时) 2.计算方法: 2.1展开的基本公式: 展开长度=料内+料内+补偿量展开长度=料外+料外-补偿量 直角折弯: 1 (RW 2.0 0 =90) . L=A+B-k, (k 值见附表二) 2. ( R>2 0 =90) L=a+b+K K=(R+入)* n /2 注:当R> 5T时,入=0.5T . 当R< 5T 时,入=0.4T. a.b是与R切点的直边值. 钝角折弯: 1( R< 2.0 0 >90): L=A+B+(0 /90)*k (k 值见附表一) 2(R>2 0 >90 ) :L=A+B+K K=(R+ 入)* n0 /180 注: 当R> 5T 时,入=0.5T. 当R< 5T 时,入=0.4T. A.B是与R切点的直边值. T i 1 = B― 锐角折弯: 2 (RM 0 0 <90): L=A+B+K K=(R+入)* n0 /180 注: 当R> 5T 时,入=0.5T. 当R< 5T 时,入=0.4T. A.B是与R切点的直边值. Z折(直边段差) 1.当H》4T时,分两次成型,按两个90折弯计算。 2.当H<4T时,一次成型。 L=A+B+K (K值见附表三所示) Z折(斜边段差) 1.当H<2T时,按直边段差的方式计算,即: L=D+K (K值见附表三所示) 2.当H》2T时,按两段折弯展开(0工90) 反折压平 1.L=A+B-0.4T N折 1.当N折加工方式为垫片反折压平,则按L=A+B+K计 算。(K值见附表四所示)。 2.当N折以其它方式加工时,按一般折弯计算 (RM 0 0M 90)” 2.2 .标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值-D ---- Z L B ■ R b 钣金产品展开计算方法 经本人测试检验,本材料的CNC轧形展开部分算法适合一般性展开计算7.1 90?无内R轧形展开 K值取值标准: a.t≦0.8mm,K=0.45 b.0.8mm c. 1.2mm 钣金展开计算方法及工艺处理 一、钣金件展开方法: 1、展开的计算原理: 板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动,中性层到板料内层的距离用<90时) 2.计算方法: 2.1展开的基本公式: 展开长度=料内+料内+补偿量 展开长度=料外+料外-补偿量 2.2.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值 3、预开底孔 3.1.展开过程中,除了对外形展开以外,对一些比如抽牙(翻边)攻丝,攻牙(挤牙.切削)翻边胀铆螺母(Z类产品).花齿压铆螺母(S类产品).压铆螺钉(FH类产品).压铆螺钉(NY类产品). 压铆螺母柱(SO、BSO、SOO、SOPC类产品)(注意3.5M3与M3底孔的差异).展开过程中,要先进行预开底孔(详细见附表五) 4.开工艺孔:对于一些精度要求不高,需焊接打磨的产品,折弯转角处我们可以开一个折弯工艺孔,大小由板厚来决定,要比板厚大一些,也不宜过大,编程过程中尽量选用已使用过的合适的模具。(便于减少模具及加工时间)。 4.1图有三种情况:全包、半包、搭边。①所有搭边关系的,无需开工艺孔;②对于有包边板厚T〈1.5mm,无需开工艺孔;③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。 工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。如图a.b所示 1.展开后为线段的部分,将其处理成下图所示工艺孔形式:如图c所示 工艺孔宽度取0.5(LASER)或2.0(NCT)。 3当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如附图e所示: 1)在下列情况下,一律不允许开工艺孔: ①有外观面或装配关系要求,未经客户允许的工件; 关于钣金折弯的展开计算 在我国钣金加工行业里,钣金折弯是一种重要方式,钣金弯曲件的数量和种类都很多。关于钣金折弯的加工,计算弯曲零件毛坯长度是制订工艺方案的前提。 以左图(图1)所示,一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为A 、B ,厚度尺寸为T ,我们都已知道,A+B 是要大于展开长度L 的,它们的差值就是X (修正系数),那么一个弯的展开尺寸L=A+B+X 。 通常,X (修正系数)与弯曲零件的材料、加工模具的精密度、折弯角度及加工方法等多个因素都有影响,这也造成了钣金展开计算的不确定性。 这里我以常用材料(SPCC :普通钢板)的 弯曲为例,把如何进行钣金折弯的展开计算过程进行分解,制订了《折弯( 15°~165°)的展开修正系数表》,以方便查询。并结合本人实际常见折弯的情况,列举几个折弯展开计算的实例。 一、弯曲过程分析和计算原理 弯曲件毛坯的长度,是根据中性层在弯曲前后长度不变的原则求得的。板料弯曲时,切向毛坯断面的外层被拉伸,里层被压缩,端面上由拉伸向压缩过渡时,必然有一层金属的应力和应变为零,即未发生变化,这就是中性层。 在塑性弯曲时,圆角区材料开始变薄、加宽,造成中性层由弯曲时所处的板料中间位置向内侧转移。相对弯曲半径(内层弯曲半径与板料厚度之比)愈小,圆角区材料变薄的程度也加剧,中性层内移量也越大。 因此,计算弯曲毛坯件长度的关键就在于确定中性层的位置,而中性层的位置,则是根据变形前后毛坯体积不变的条件确定的。 二、弯曲展开长度计算公式 以右图(图2)为例,折弯展开的计算公式:L=A+B+X 式中:L---中性层展开长度, A 、B---折弯后两边长度, X---折弯修正系数 其中,折弯修正系数X 的计算公式 应为: X=π×[(180-α)/180]×(R+K*T )-2×(R+T )tan[(180-α)/2] 式中:T---料厚, R---折弯内半径, α---开口角度, K---中性层系数 从上式可以看出,影响折弯修正系数X 的主要有K 值、α值、R 值、T 值等 钣金折弯展开快速计算方法【干货】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、自动化、数字无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。 钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料厚度、材料热处理及加工折弯的角度。 展开计算原理: 1.板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准. 2.中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示. 展开计算的基本公式: 展开长度= 料内+料内+补偿量 钣金零件的工程师和钣金材料的销售商为保折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中常用的方法就是简单的“掐指规则”,即基于各自经验的算法。通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。 另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。 大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。 总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多钣金加工工艺及设备展示,就在深圳机械展 钣金折弯展开计算方法 1. 目的: 统一展开计算方法, 做到展开的快速准确. 2. 适用范围: Honeycomb机电设备有限公司 3. 内容: 3.1展开计算原理: 1. 板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准. 2. 中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示. 3.2 展开计算方法: 展开计算的基本公式: 展开长度= 料内料内补偿量 一般折弯1 (R=0, θ=90°): L=A B K 1. 当0 钣金中的展开计算 一、钣金的计算方法概论 钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法就是简单的―掐指规则‖,即基于各自经验的算法。通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。 总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。 为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点: 1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系 2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法 3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围 二、折弯补偿法 为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。图2是该零件的展开状态。 折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。展平的折弯区域的长度则被表示为―折弯补偿‖值(BA)。因此整个零件的长度就表示为方程(1):LT = D1 + D2 + BA (1) 折弯区域(图中表示为淡***的区域)就是理论上在折弯过程中发生变形的区域。简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考: 1、将折弯区域从折弯零件上切割出来 2、将剩余两段平坦部分平铺到一个桌子上 3、计算出折弯区域在其展平后的长度 4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件钣金件展开计算方法及工艺处理
钣金产品展开尺寸计算
钣金件展开计算方法及工艺处理
关于钣金折弯的展开计算2007
钣金折弯展开快速计算方法【干货】
钣金折弯展开计算方法
钣金件的展开计算---准确计算