H型钢

一、工艺流程
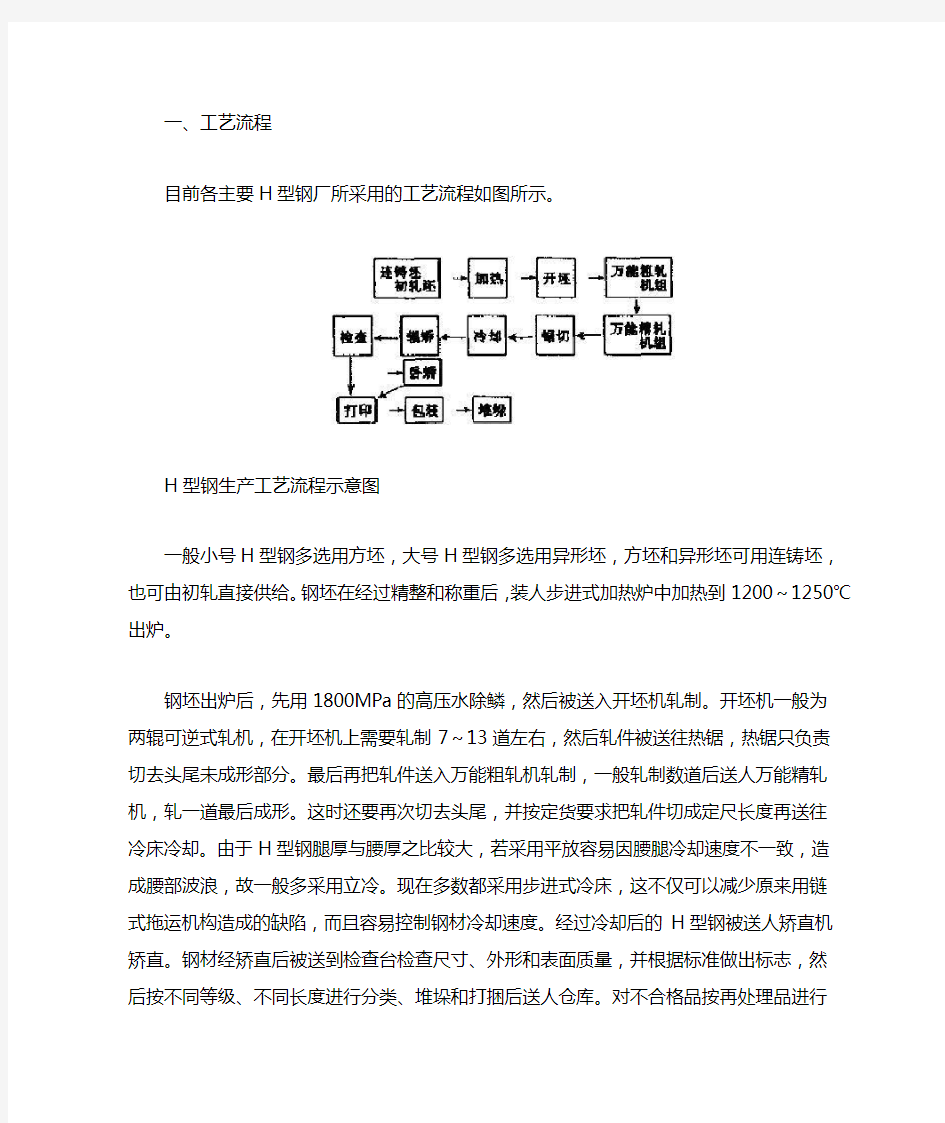
目前各主要H型钢厂所采用的工艺流程如图所示。
H型钢生产工艺流程示意图
一般小号H型钢多选用方坯,大号H型钢多选用异形坯,方坯和异形坯可用连铸坯,也可由初轧直接供给。钢坯在经过精整和称重后,装人步进式加热炉中加热到1200~1250℃出炉。
钢坯出炉后,先用1800MPa的高压水除鳞,然后被送入开坯机轧制。开坯机一般为两辊可逆式轧机,在开坯机上需要轧制7~13道左右,然后轧件被送往热锯,热锯只负责切去头尾未成形部分。最后再把轧件送入万能粗轧机轧制,一般轧制数道后送人万能精轧机,轧一道最后成形。这时还要再次切去头尾,并按定货要求把轧件切成定尺长度再送往冷床冷却。由于H型钢腿厚与腰厚之比较大,若采用平放容易因腰腿冷却速度不一致,造成腰部波浪,故一般多采用立冷。现在多数都采用步进式冷床,这不仅可以减少原来用链式拖运机构造成的缺陷,而且容易控制钢材冷却速度。经过冷却后的H型钢被送人矫直机矫直。钢材经矫直后被送到检查台检查尺寸、外形和表面质量,并根据标准做出标志,然后按不同等级、不同长度进行分类、堆垛和打捆后送人仓库。对不合格品按再处理品进行重矫后,用冷锯切断或修磨、焊补后再重新检查。
为提高轧机作业率、减少换辊时间,大多数厂采用快速换辊系统,即在生产的同时预先把下一个品种所需轧辊组装好。在换辊时只要把全部原机架拉出,换上已装好的新机架即可。每个机架都装有一个自动电器接线,以及冷却水、稀油和干油管接头及连接杆的定位连接装置。该装置拆接方便、迅速,整个换辊时间约20min。
为对生产工艺流程进行有效控制,现代化的H型钢厂都采用计算机控制。一般是三级控制系统,第一级用于生产组织管理,采用大型计算机进行DDC控制(直接数字控制);第二级是对生产过程的控制,即程序控制,程序控制计算机一般分两线控制.一线控制热轧作业区,一线控制精整作业区;第三级是对每道工序的控
制,包括对加热、轧制、锯切等工序的控制,一般采用微型机进行控制。各工序微型机反应的生产信息通过中间计算机反映给各自的程序控制机,经程序控制机汇总分析后反映给中央控制机,中央控制机再根据生产标准要求发出下一步调整和控制的指令。
总之,由于计算机反应迅速,可以对产品质量信息及时进行收集处理,因此计算机控制是进行生产工艺控制的最佳手段。
二、H型钢生产工艺
近几十年来,随着连铸技术的进步和在线计算机控制轧制自动化程度的提高,H型钢生产工艺也日益成熟。根据所采用的坯料、所采用的孔型系统和轧机种类的不同,可以有多种不同的工艺组合,当代H型钢生产工艺共有5种可供选择。
第一种生产工艺是采用传统的钢锭做原料。首先在初轧机上把钢锭轧成矩形坯或方坯,然后将这些矩形坯或方坯加热后送到开坯机轧制。
钢坯在开坯机上被轧成似狗骨头状的H型钢形坯,然后被送到由2架万能可逆粗轧机所组成的万能粗轧机组上轧制。万能轧机水平轧辊的碾轧和立辊的侧压,使异形坯腰厚进一步减薄,腿部变得更加尖扁。
第二种生产工艺是采用连铸矩形坯。它与第一种生产工艺的不同之处,在于不需要初轧机,而且第二种工艺生产H型钢可以获得比第一种工艺更高的收得率、更好的成品质量和更好的经济效益。这种工艺唯一受到的限制是所生产的H型钢腿较宽,因为所用连铸坯的厚度要受连铸机设备条件的限制。连铸坯在型钢厂的轧制工艺与第一种是相同的。
第三种生产工艺是采用连铸异形坯。其优势是采用一种或少量几种连铸异形坯就可以生产全部尺寸的H型钢,这要在开坯机上采用宽展法才能达到,其孔型可用闭口式,也可用开口式。与前两种工艺相比,这种生产工艺的孔型数目更少。这种工艺的不足是受连铸异形坯腿宽的限制。开坯后的轧制工艺也与前两种方法相同,需经过万能粗轧机组粗轧和万能精轧机组精轧而成形。
第四种生产工艺是采用连铸板坯。以连铸板坯为原料生产H型钢比用初轧坯及连铸异形坯更为经济,但这需要在开坯机上设计一个专门孔型。这个孔型与轧钢轨的孔型类似,它是有一定角度的切楔.用以辗轧板坯形成类似狗骨头状的异形断面。为此板坯要首先在第一孔进行立轧,以形成所需的腿宽,然后在下一个异形孔中(开口孔或闭口孔均可)轧成类似狗骨头状的异形坯。这种生产工艺比前三种变形更均匀,其优点是仅用一台开坯机加万能粗轧机组加万能精轧机组就可以生产大号H型钢。在开坯机上还有一种改造工艺板坯开坯机,利用其水平辊与立辊成一定角度所形成的侧压可直接轧出狗骨头状的异形断面。后面工序与第一种工艺相同。
第五种生产工艺是采用具有很薄腰厚的连铸异形坯为原料。这种薄连铸异形坯已接近成品H型钢尺寸,因此它可以直接在万能机组上进行粗轧和精轧,而不再需要开坯机。在这种情况下。提高产量的方向是要求连铸机具有更高的铸速,能铸造出更薄的异形断面。其轧制特点是整个轧制过程变形更加均匀。
对于上述生产工艺,我们可以得出如下结论:
若以传统的初轧坯为原料,由于初轧坯为方形或矩形,与成品H型钢在外形上无几何相似性,其轧制工艺至少需要两个步骤。第一步首先在二辊式开坯机上将初轧坯轧成狗骨头状异形坯,这是必不可少的。但在这个二辊式开坯机的孔型上进行的切楔轧制,由于坯料外形与孔型无几何相似性,在轧制过程中,随着整个断面腿及腰的形成,坏料即轧件不可避免地要受到剪应力的作用,同时产生金属的横向流动,即宽展。为减少因不均匀变形所造成的金属外形的破坏,应尽量在高温下采用每道小压下量来完成从初轧坯到狗骨头状异形坯的轧制过程,但这需要较多道次才能完成。
从异形坯到成品的轧制过程,受到轧件温度相对较低、金属塑性变差等条件的限制。首要的是要防止在轧制过程中产生横向金属流动,其办法是必须保证万能机架的驱动水平辊与从动立辊的直径比控制在3:1。同时在设计孔型和轧机调整时要保证轧件腿部与腰部的延伸一致,否则将会影响成品尺寸的准确和外形的完整。
若以异形初轧坯或板坯为原料轧制H型钢,则开坯机仍是不可缺少的,至于需要几架开坯机,则需根据产品范围选择,至少1架,多则2~3架。
若以连铸薄异形坯为原料,由于其断面形状与成品断面最接近,则可以不要开坯机,而用万能轧机直接轧出成品,因此这种工艺轧钢设备投资最省,流程最短,是最具有发展潜力的新工艺。目前这种工艺存在的主要问题是如何提高连铸机铸速及产量,以与轧机能力相平衡
三、H型钢常见的轧制缺陷
(1)轧痕。轧痕一般分为两种,即周期性轧痕和非周期性轧痕。周期性轧痕在H型钢上呈规律性分布,前后两个轧痕出现在轧件同一部位,同一深度,两者间距正好等于其所在处轧辊圆周长。周期性轧痕是由于轧辊掉肉或孔型中贴有氧化铁皮而造成的在轧件表面的凸起或凹坑。非周期性轧痕是导卫装置磨损严重或辊道等机械设备碰撞造成钢材刮伤后又经轧制而在钢材表面形成棱沟或缺肉,其大多沿轧制方向分布。图为轧痕示意图。
轧痕
(2)折叠。折叠是一种类似于裂纹的通常性缺陷,经酸洗后可以清楚地看到折叠处断面有一条与外界相通的裂纹。折叠是因孔型设计不当或轧机调整不当,在孔型开口处因过盈充满而形成耳子,再经轧制而将耳子压人轧件本体内,但不能与本体焊合而形成的,其深度取决于耳子的高度。另外,腰、腿之间圆弧设计不当或磨损严重,造成轧件表面出现沟、棱后,再轧制也会形成折叠。图为折叠示意图。
折叠
(3)波浪。H型钢波浪(见图)可分为两种:一种是腰部呈搓衣板状的腰波浪;另一种是腿端呈波峰波谷状的腿部波浪。两种渡浪均造成H型钢外形的破坏。波浪是由于在热轧过程中轧件各部伸长率不一致所造成的。当腰部压下量过大时,腰部延伸过大,而腿部延伸小,这样就形成腰部波浪,严重时还可将腰部拉裂。当腿部延伸过大,而腰部延伸小时,就产生腿部波浪。另外还有一种原因也可形成波浪。这就是当钢材断面特别是腰厚与腿厚设计比值不合理时,在钢材冷却过
程中,较薄的部分先冷,较厚的部分后冷,在温度差作用下,在钢材内部形成很大的热应力,这也会造成波浪。解决此问题的办法是:首先要合理设计孔型,尽量让不均匀变形在头几道完成;在精轧道次要力求H型断面各部分腰、腿延伸一致;要减小腰腿温差,可在成品孔后对轧件腿部喷雾,以加速腰部冷却,或采用立冷操作。
波浪
(4)腿端圆角。H型钢腿端圆角(见图)是指其腿端与腿两侧面之间部分不平直,外形轮廓比标准断面缺肉,未能充满整个腿端。造成腿端圆角有几方面原因:其一是开坯机的切深孔型磨损,轧出的腿部变厚,在进入下一孔时,由于楔卡作用,所以腿端不能得到很好的加工;其二是在万能机组轧制时,由于万能机架与轧边机速度不匹配,而出现因张力过大造成的拉钢现象,使轧件腿部达不到要求的高度,这样在轧边孔中腿端得不到垂直加工,也会形成腿端圆角;其三是在整个轧制过程中人口侧腹板出现偏移,使得轧件在咬A时偏离孔型对称轴,这时也会出现上述缺陷。
腿端圆角
(5)腿长不对称。H型钢腿长不对称(见图)有两种:一种是上腿比下腿长(图
a);另一种是一个腿上腿长,而另一个腿则下腿长(图b)。一般腿长不对称常伴有腿厚不均现象,稍长的腿略薄些.稍短的腿要厚些。造成腿长不对称也有几种原因:一种是在开坯过程中,由于切深时坯料未对正孔型造成切偏,使异形坯出现一腿厚一腿薄,尽管在以后的轧制过程中压下量分配合理,但也很难纠正,最终形成腿长不对称;另一种是万能轧机水平辊束对正轴向位错,造成立辊对腿的侧压严重不均,形成呈对角线分布的腿长不对称。