A型中心孔的选用
A型中心孔的选用
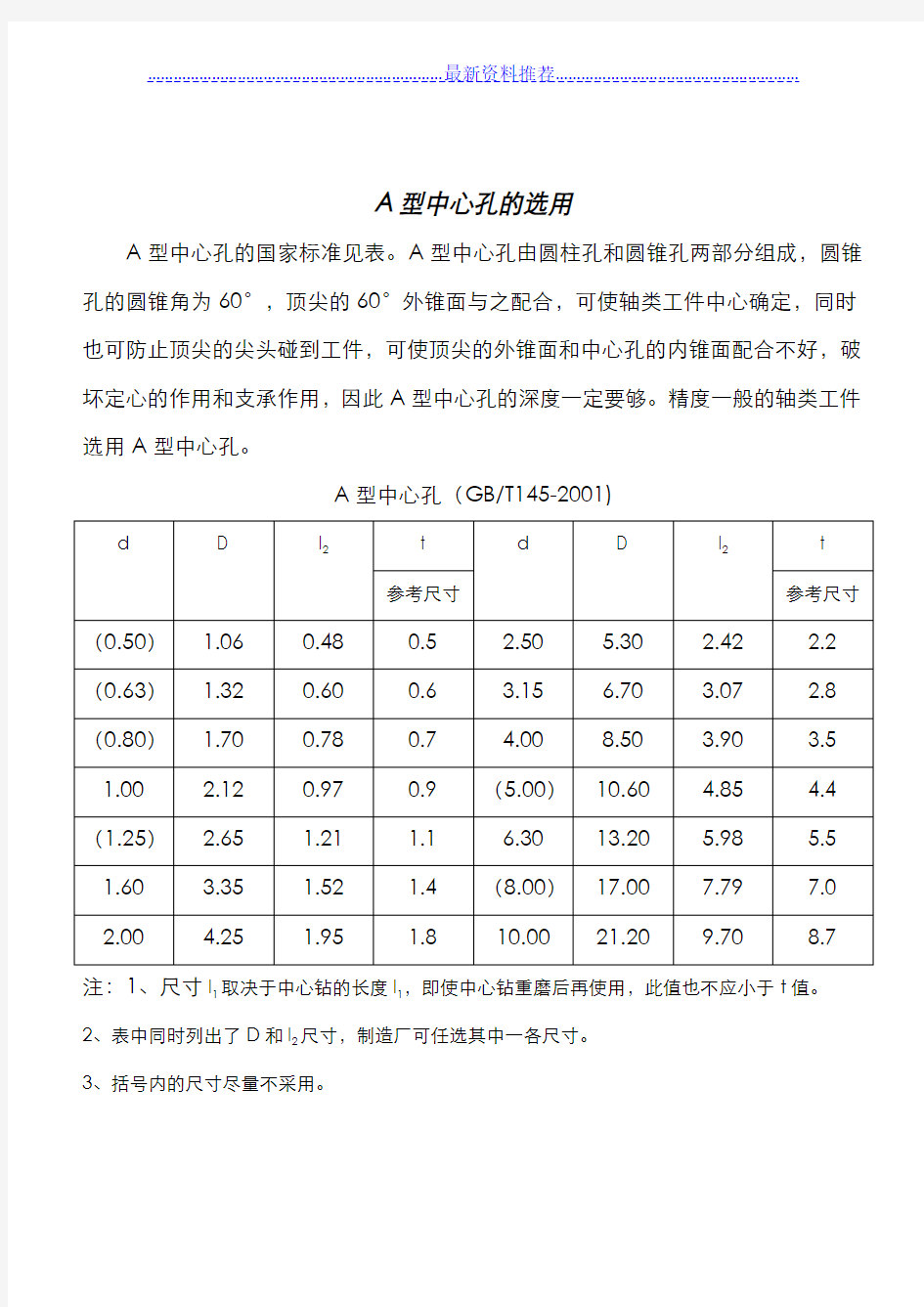
A型中心孔的国家标准见表。A型中心孔由圆柱孔和圆锥孔两部分组成,圆锥孔的圆锥角为60°,顶尖的60°外锥面与之配合,可使轴类工件中心确定,同时也可防止顶尖的尖头碰到工件,可使顶尖的外锥面和中心孔的内锥面配合不好,破坏定心的作用和支承作用,因此A型中心孔的深度一定要够。精度一般的轴类工件选用A型中心孔。
A型中心孔(GB/T145-2001)
注:1、尺寸l
取决于中心钻的长度l1,即使中心钻重磨后再使用,此值也不应小于t值。
1
2、表中同时列出了D和l2尺寸,制造厂可任选其中一各尺寸。
3、括号内的尺寸尽量不采用。
B型中心孔的选用
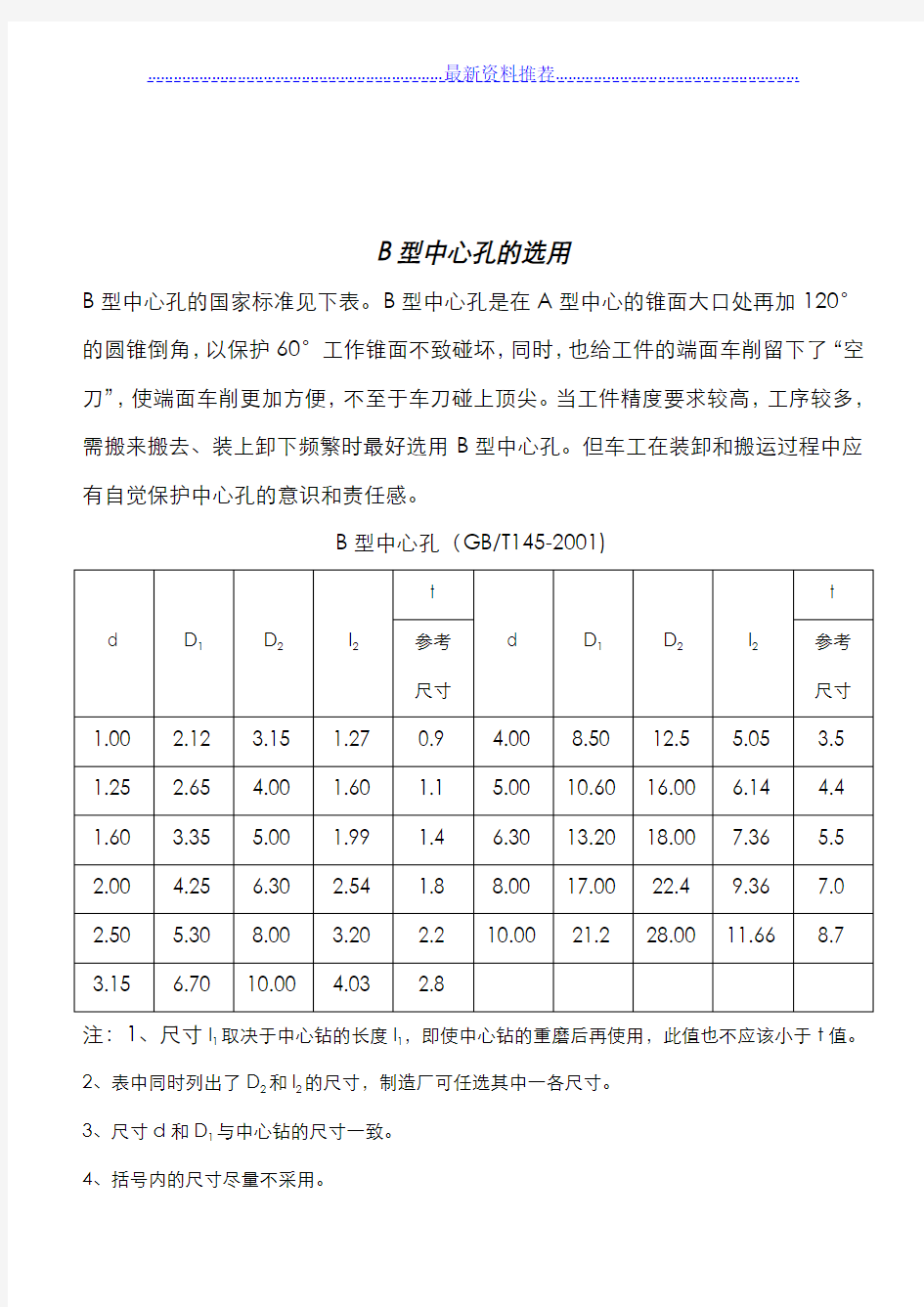
B型中心孔的国家标准见下表。B型中心孔是在A型中心的锥面大口处再加120°的圆锥倒角,以保护60°工作锥面不致碰坏,同时,也给工件的端面车削留下了“空刀”,使端面车削更加方便,不至于车刀碰上顶尖。当工件精度要求较高,工序较多,需搬来搬去、装上卸下频繁时最好选用B型中心孔。但车工在装卸和搬运过程中应有自觉保护中心孔的意识和责任感。
B型中心孔(GB/T145-2001)
注:1、尺寸l
取决于中心钻的长度l1,即使中心钻的重磨后再使用,此值也不应该小于t值。
1
2、表中同时列出了D2和l2的尺寸,制造厂可任选其中一各尺寸。
3、尺寸d和D1与中心钻的尺寸一致。
4、括号内的尺寸尽量不采用。
C型中心孔的选用
C型中心孔的国家标准见下表。C型中心孔是在A、B型中心孔圆柱孔与圆锥孔相接部位再加上一个直径稍大的短圆柱孔,并用螺纹孔代替原来的圆柱孔。增加短圆柱孔的目的是在攻内螺纹时不至于损坏工作圆锥面,即对60°工作圆锥面起保护作用。当需要把其他零件用螺钉固定接在被车轴上时,可采用C型中心孔。
C型中心孔(GB/T145-2001)
R型中心孔的选用
R型中心孔的国家标准见下表。R型中心孔是把A型中心孔中的60°圆锥面用圆弧面代替,而顶尖的锥面不变。这样一来,顶尖与中心孔的接触变为了环形线接触。当中心孔位置不正或工件弯曲等时,使用这种中心孔可以自动纠正上述部分偏差。因此,这种R型中心孔定位精度高,但目前应用还不普遍,而环形线接触也不能承受过重的工件且易于损坏中心孔。
R型中心孔(GB/T145-2001)