铝合金隔热型材工艺操作规程
1、目的
通过对生产过程中的每一工艺过程作定性和定量的规定,规范和指导每一工艺过程中的操作者严格按操作要求进行,从而确保型材的产品质量符合要求。
2、适用范围
适用于隔热型材车间对铝合金型材进行穿条复合隔热和浇注隔热的处理。
3、职责
3.1 车间主任负责指导和监督车间员工按本操作规程的规定操作。
3.2 各岗位员工严格按本规程的规定进行作业。
4、操作规程
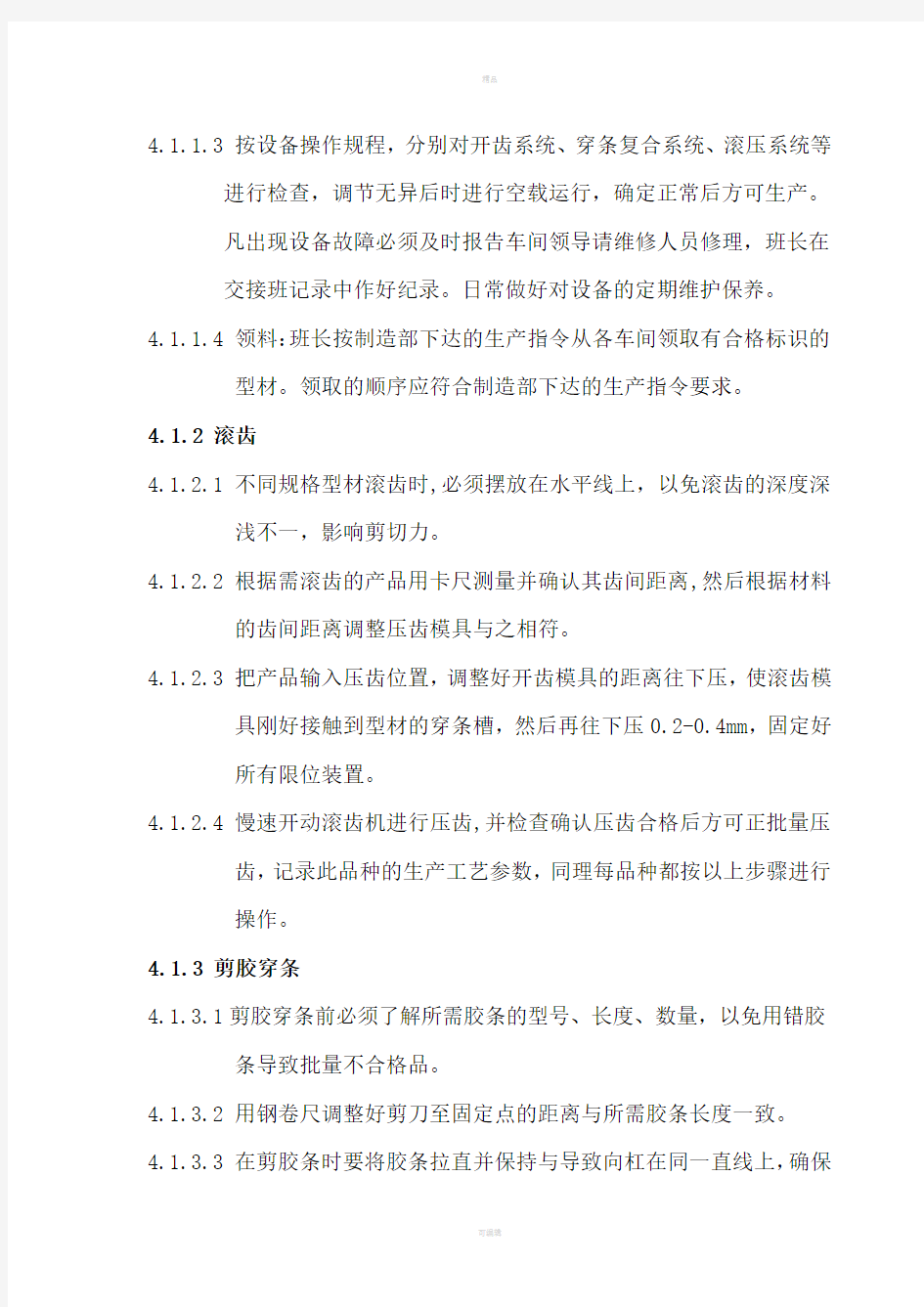
4.1穿条式隔热型材生产工艺流程图
4.1.1 生产前准备
4.1.1.1人员控制:新工人上岗前必须进行有关《隔热工艺操作规程》、《隔
热设备操作规程》、《隔热岗位操作规程》以及安全生产、劳动纪
律等方面的学习教育,经试用合格方能到指定岗位上岗。
4.1.1.2 在岗工人必须按人力资源部制定的培训计划定期接受培训。
4.1.1.3 按设备操作规程,分别对开齿系统、穿条复合系统、滚压系统等
进行检查,调节无异后时进行空载运行,确定正常后方可生产。
凡出现设备故障必须及时报告车间领导请维修人员修理,班长在
交接班记录中作好纪录。日常做好对设备的定期维护保养。
4.1.1.4 领料:班长按制造部下达的生产指令从各车间领取有合格标识的
型材。领取的顺序应符合制造部下达的生产指令要求。
4.1.2 滚齿
4.1.2.1 不同规格型材滚齿时,必须摆放在水平线上,以免滚齿的深度深
浅不一,影响剪切力。
4.1.2.2 根据需滚齿的产品用卡尺测量并确认其齿间距离,然后根据材料
的齿间距离调整压齿模具与之相符。
4.1.2.3 把产品输入压齿位置,调整好开齿模具的距离往下压,使滚齿模
具刚好接触到型材的穿条槽,然后再往下压0.2-0.4mm,固定好
所有限位装置。
4.1.2.4 慢速开动滚齿机进行压齿,并检查确认压齿合格后方可正批量压
齿,记录此品种的生产工艺参数,同理每品种都按以上步骤进行
操作。
4.1.3 剪胶穿条
4.1.3.1剪胶穿条前必须了解所需胶条的型号、长度、数量,以免用错胶
条导致批量不合格品。
4.1.3.2 用钢卷尺调整好剪刀至固定点的距离与所需胶条长度一致。4.1.3.3 在剪胶条时要将胶条拉直并保持与导致向杠在同一直线上,确保
所剪胶条与所需胶条的长度误差为
±1cm。
4.1.3.4 人工穿条:
根据图纸用人工先把隔热条穿入比重小的一半产品上,然后再将比重较小的一半产品连同胶条均速输入另一半产品,不能过快而刮伤隔热条。穿入后要使隔热条两端整齐到位,绝不能缩位或过长,要分品种整齐单层摆放,以备工序滚压之用,不能叠放而刮伤产品。
4.1.3.5 机械穿条:
a)调整穿条机距离及所有定位装置,使穿条机与产品穿条槽相对应再固定其固定装置。
b)试穿条并检查穿条效果,根据穿入效果作进一步的调整。
c)效果良好即批量穿条。
4.1.4 滚压
4.1.4.1先打开固定“压辊”使型材和滚轮之间有足够的距离。
4.1.4.2 把铝材人工输入滚压机内至三组工作盘对应位置,自然放平。
4.1.4.3 调整压盘高度使之与滚轮工作点位置相符。
4.1.4.4 慢慢调上压样使之轻微接触产品的程度为止,绝不能过力下压。
4.1.4.5 调整第一组压盘与开作点接触后轻微压紧。
4.1.4.6 调整第三压盘与工作点接触后轻微压紧。
4.1.4.7 调整第二组工作盘使之压力至390±20(显示表压力)。
4.1.4.8 调慢输送速度,慢慢后退至第一组盘后再前进滚压操作。
4.1.4.9 检查成品尺寸、弯曲度、剪切力再重新调整第三组压盘使之不弯
曲,型材在水平线上,确认合格才批量生产。
4.1.5包装入库
4.1.
5.1 根据客户及订单的的要求对型材进行包装,不同型号、不同长度
的型材不能混包在一起。
4.1.
5.2 包装好的型材根据不同的客户分堆存放,做好标识。
4.2 浇注式隔热型材生产工艺流程图
4.2.1 生产前准备
4.2.1.1 人员控制:新工人上岗前必须进行有关《隔热工艺操作规程》、
《隔热设备操作规程》、《隔热岗位操作规程》以及安全生产、劳动纪律等方面的学习教育,经试用合格方能到指定岗位上岗。
4.2.1.2 在岗工人必须按人力资源部制定的培训计划定期接受培训。
4.2.1.3 按设备操作规程,分别对浇注系统、锯铣系统等进行检查,调节
无异后时进行空载运行,确定正常后方可生产。
凡出现设备故障必须及时报告车间领导请维修人员修理,班长
在交接班记录中作好纪录。日常做好对设备的定期维护保养。4.2.2 备料:
4.2.2.1班长按制造部下达的生产指令从各车间领取有合格标识的型材。
领取的顺序应符合制造部下达的生产指令要求。
4.2.2.2型材待处理的沟槽需洁净,无异物,尤其不可有水。
4.2.2.3沿型材端面待喷沟槽部位贴上胶纸,胶纸不能露出沟槽上表面,
一定要封紧,以免漏胶。
4.2.3调机
4.2.3.1将型材置于喷胶机传送辊之间,使沟槽向上,调整辊轮位置,使
导向辊及压料辊压紧型材。
4.2.3.2开动传送辊,使型材向前移动,检查型材侧面有否被擦伤,各导
向辊及压料辊是否转动。
4.2.3.3调整喷嘴,使其正对型材沟槽,且距沟槽顶部3-5mm。
4.2.3.4各部位调整好之后,最后作一次试运行,仔细观察各部件运行情
况是否良好。
4.2.4喷胶
4.2.4.1胶水温度:18-34℃,最佳18-23℃,冬天气温较低时应将胶水
加热至18℃以上。胶水应不间断地搅拌,使之均匀,并使用干
燥的压缩空气,浇注时应保证压力不小于90psi进行烧注,从而
保证两种原料的正确混配。
4.2.4.2两人配合,一人开机、一人送料对型材进行喷胶。喷胶时,调整
胶水流量与型材前进速度,使胶水充满沟槽,不可过多或过少,
一般情况下,胶水凝固后应低于型材面0.1-0.5mm。不允许出现
少胶、溢胶和有气泡现象;送料时,必须靠紧滚轮用力向前推,
且中间不能间隔。
4.2.4.3喷胶后的型材应及时从料架上水平卸下来。卸料时应轻拿轻放,
勿使胶水溢出。
4.2.4.4生产停止时,应关闭胶水出口,与此同时开启溶剂开关,把喷腔
内残留的胶水用溶剂冲走,至喷嘴清洗干净时为止,然后用压缩
空气冲洗吹干。
4.2.5锯铣
4.2.
5.1锯铣的目的是将填充橡胶的沟槽底部金属铣去。
4.2.
5.2将锯片对准型材待锯铣部位。锯铣前合上安全箱盖。
4.2.
5.3锯片厚度:应为锯铣部位宽度的75-100%。
4.2.
5.4锯铣深度以刚好铣去金属部位使橡胶外露为宜。若深度不够或过
深,应调高或调低锯片高度,使之符合上述要求。
4.2.
5.5锯铣过程中应开动抽风机回收锯屑,回收桶接口必须密封好。
4.2.
5.6锯铣完毕后,应对传送辊、导向辊及及料架辊道进行清洗清理,使
之洁净无导物。
4.2.6 包装入库
4.2.6.1 根据客户及订单的的要求对型材进行包装,不同型号、不同长度
的型材不能混包在一起。
4.2.6.2 包装好的型材根据不同的客户分堆存放,做好标识。
5、表格与记录
5.1 《隔热型材生产工艺记录》
. .