冲裁力和压力中心的计算
冲裁力和压力中心的计算
2.4.1冲裁力的计算
计算冲裁力的目的是为了选用合适的压力机、设计模具和检验模具的强度。压力机的吨位必须大于所计算的冲裁力,以适应冲裁的需求。普通平刃冲裁模,其冲裁力 P一般可按下式计算:
F P=KptLτ
式中τ——材料抗剪强度,见附表 (MPa);
L——冲裁周边总长(mm);
t——材料厚度(mm)
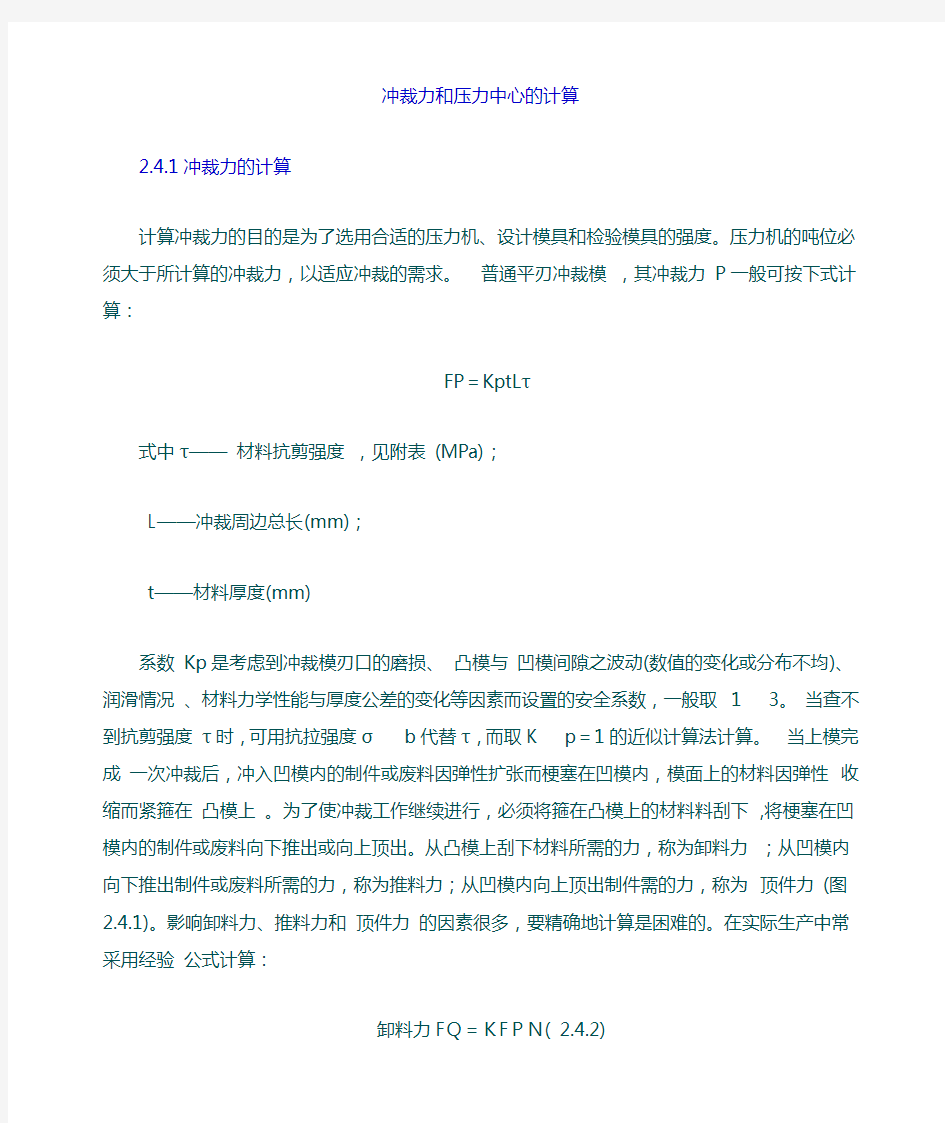
系数 Kp是考虑到冲裁模刃口的磨损、凸模与凹模间隙之波动(数值的变化或分布不均)、润滑情况、材料力学性能与厚度公差的变化等因素而设置的安全系数,一般取 13。当查不到抗剪强度τ时,可用抗拉强度σ b代替τ,而取K p=1的近似计算法计算。当上模完成一次冲裁后,冲入凹模内的制件或废料因弹性扩张而梗塞在凹模内,模面上的材料因弹性收缩而紧箍在凸模上。为了使冲裁工作继续进行,必须将箍在凸模上的材料料刮下 ,将梗塞在凹模内的制件或废料向下推出或向上顶出。从凸模上刮下材料所需的力,称为卸料力;从凹模内向下推出制件或废料所需的力,称为推料力;从凹模内向上顶出制件需的力,称为顶件力 (图2.4.1)。影响卸料力、推料力和顶件力的因素很多,要精确地计算是困难的。在实际生产中常采用经验公式计算:
卸料力FQ=KFPN( 2.4.2)
推料力FQ1=nK1FP( 2.4.3)
顶件力FQ2=K2FP( 2.4.4 )
图 2.4.1 工艺力示意图
式中 P——冲裁力(N);
K——卸料力系数,其值为~(薄料取大值,厚料取小值);
K1——推料力系数,其值为~(薄料取大值,厚料取小值);
K2——顶件力系数,其值为~(薄料取大值,厚料取小值);
n——梗塞在凹模内的制件或废料数量(n=h/t);
h——直刃口部分的高(mm);t——材料厚度(mm)。卸料力和顶件力还是设计卸料装置和弹顶装置中弹性元件的依据。
2.4.2 压力机公称压力的选取
冲裁时,压力机的公称压力必须大于或等于冲裁各工艺力的总和。
采用弹压卸料装置和下出件的模具时:
F P总=FP+FQ+FQ1 (2.4.5)
采用弹压卸料装置和上出件的模具时:
F P总=FP+FQ+Q2 (2.4.6)
采用刚性卸料装置和下出件模具时:
F P总=FP+FQ1 (2.4.7)
2.4.3 降低冲裁力的措施
在冲压高强度材料、厚料和大尺寸冲压件时,需要的冲裁力较大,生产现场压力机的吨位不足时,为不影响生产,可采用一些有效措施降低冲裁力。
1.凸模的阶梯布置图
2.4.2凸模阶梯布置
凸模阶梯布置由于各凸模工作端面不在一个平面,各凸模冲裁力的最大值不同时出现,从而达到降低冲裁力的目的。当凸模直径有较大差异时,一般把小直径凸模做短一些,高度差H=~1 )t。凸模的阶梯布置会给刃磨造成一定困难,仅在小批量生产采用。
图2.4.3 斜刃冲裁
(a)、(b)落料凹模为斜刃;(c)、(d)、(e)、冲孔凸模为斜刃;(f)用于切口或切断的
单边斜刃
2.斜刃冲裁(图2.4.3)
斜刃是将冲孔凸模或落料凹模的工作刃口作成斜刃,冲裁时刃口不是全部同时切入,而是逐步地将材料分离,能显著降低冲裁力,但斜刃刃口制造和刃磨都比较困难,刃口容易磨损,冲件也不够平整。为了能得到较平整的工件,落料时斜刃做在凹模上;冲孔时斜刃做在凸模上。
另外,加热冲裁使金属抗剪强度降低,也能降低冲裁力。
2.4.4 冲压模具压力中心的确定
模具压力中心是指冲压时诸冲压力合力的作用点位置。为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合。对于带有模柄的冲压模,压力中心应通过模柄的轴心线。否则会使冲模和压力机滑块产生偏心载荷,使滑块和导轨之间产生过大的磨损,模具导向零件加速磨损,降低模具和压力机的使用寿命。
冲模的压力中心,可按下述原则来确定:
(1)对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心。
(2)工件形状相同且分布位置对称时,冲模的压力中心与零件的对称中心相重合。
(3)形状复杂的零件、多凸模的压力中心可用解析计算法求出冲模压力中心。
解析法的计算依据是:各分力对某坐标轴的力矩之代数和等于诸力的合力对该坐标轴力矩。求出合力作用点的座标位置 O0(x0, y0),即为所求模具的压力中心(图2.4.4)。
图 2.4.2 解析法求压力中心
(a)复杂零件冲压压力中心; (b)多凸模冲压压力中心
计算公式为:
(2.4.8)
()
因冲裁力与冲裁周边长度成正比,所以式中的各冲裁力 FP1、FP2、FP3…FPn,可分别用各冲裁周边长度L1、L2、L3…Ln代替,即:
()
()