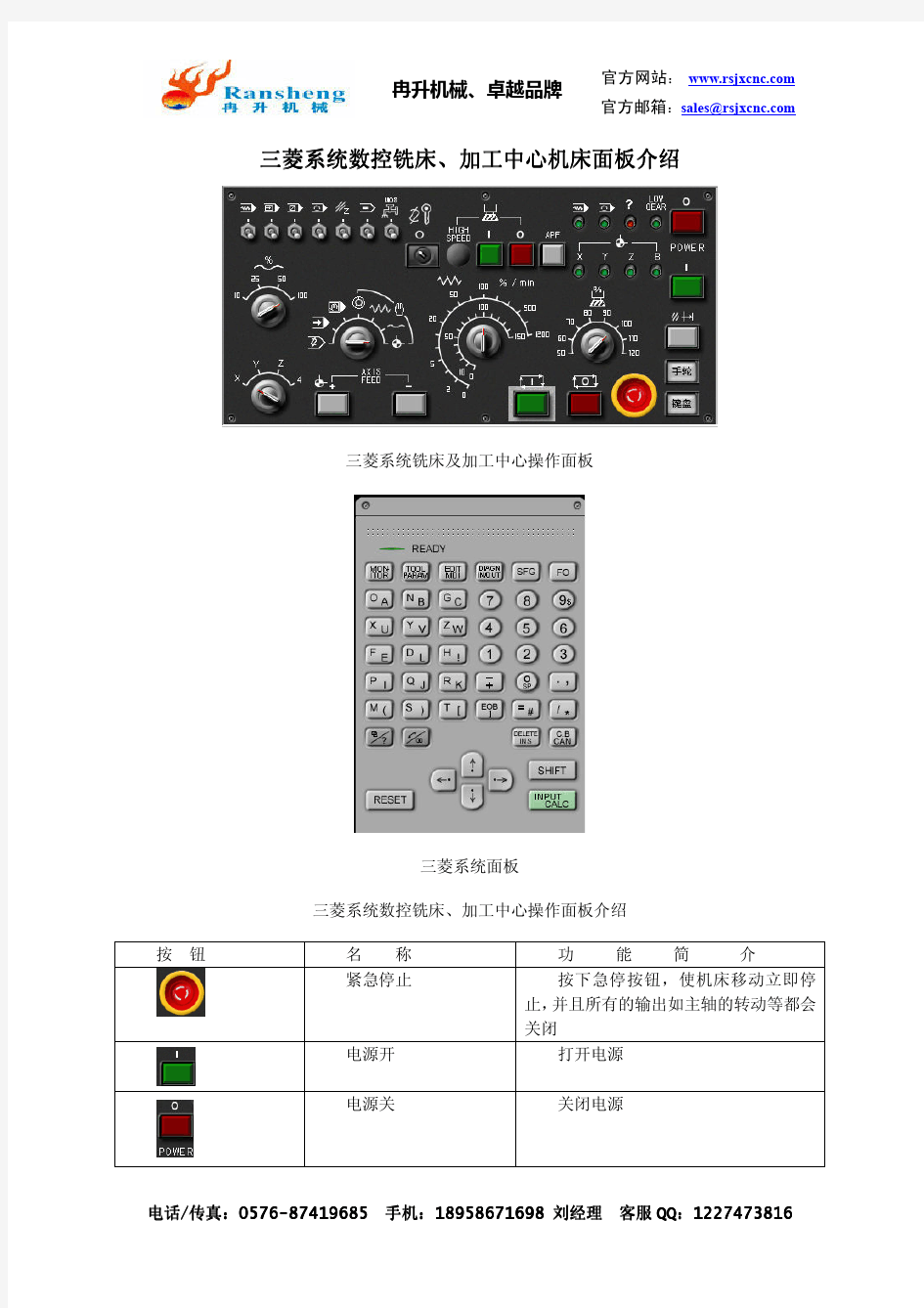
三菱系统 数控铣床 、加工中 心机床面 板介绍 三菱系统数控铣床
CGCNC—三菱系统车床操作说明书
CGCNC概述 1.CGCNC仿真CNC CGCNC是Chen Guang Computer Numerical Control”的缩写,是杭州浙大辰光科技有限公司开发的计算机仿真数控加工系统。它能够像真正的CNC机床一样进行控制面板操作,可在PC机控制的数控系统里编程移动命令和进行机床动作。 1.1 CGCNC的安装 1.1.1安装环境 编程部分 1.2 插补功能 1.2.1 定位(快速进给;G00) 功能及目的 此指令伴随坐标名称,以现在位置为起始点,坐标名称所表示的坐标为终点,以直线或非直线之路径作定位。 指令格式 G00 Xx/Ux Zz/Ww; x, u, z,w 表示坐标值。 附加指令地址,对全部附加轴有效。 详细说明 (1)一旦给予这指令,G00 模式一直保持有效,直到G01, G02, G03, G33 指令出现,才更 改G00 的模式。因此,假如次指令也同样是G00,则只需指定轴地址即可。 (2)当在G00 模式中,每一单节的起点和终点,必须做加速或减速;因此,在操作下一单节前,必须确认现用单节的指令为0,并确认加减速回路的轨迹误差状态。定位幅宽度由参数设定。 (3)(G83~G89)用G00 来实现取消(G80)模式。 (4)刀具的路径为直线还是非直线可用参数来设定选取,定位的时间不改变。 (a)直线路径︰同直线插补(G01),速度受到各轴的快速进给速度的限制。 (b)非直线路径︰分别由各轴的快速进给速度作定位。 (5)在G 码后面没有数值时,作为G00 处理。 注意 实际运行中G 指令值后如无数字则视为“G00”。
! 程序例 G00 X100 Z150 ;绝对值指令 G00 U-80 W-150;增量值指令 1.2 插补功能 1.2.2 直线插补(G01) 功能及目的 该指令与座标语和进给速度指令一起,使刀具以地址F 指令速度在现在位置与座标语指定终点间直线移动(插补)。但这时地址F 指令作用为进给速度通常以工具中心进行方向的线速度。 指令格式 G00 Xx/Uu Zz/Ww αα Ff ;(“α”是附加轴) x, u,z,w :显示坐标值。 详细说明 一旦给予这指令,G01 模式一直保持有效,直到G00,G02,G03,G33 指令出现,才更改G01 模式。因此,假如这些指令也同样是G01 且进给速度不改变,则祇需要指定座标语和值即可。最初的 G01 如没有F 指令,则程序错误。 G 功能(G70~G89),可用G01 指令来取消(或G80)。 程序例 (例1) G01 X50.0 Z20.0 F300; (例2)以进给速度300mm/分按P1→P2 →P3→P4 次序切削。P0→P1,P4→P0 作刀具定位用。 G00 X200000 Z40000 ;P0→P1 G01 X100000 Z90000 F300 ;P1→P2 Z160000 ;P2→P3 X140000 Z220000 ;P3→P4 G00 X240000 Z230000 ;P4→P0 1.2 插补功能 1.2.3 圆弧插补(G02, G03) 功能及目的 该指令使刀具沿圆弧移动。 指令格式 G02 (G03)X x/Uu Zz/Ww Ii Kk Ff ; G02 :顺时针旋转(CW) G03 :反时针旋转(CCW) Xx/Uu :圆弧终点坐标,X 轴(X 为工件坐标系之绝对坐标值,U 为从现在到目标之增量值)。 Zz/Ww :圆弧终点坐标,Z 轴(Z 为工件坐标系之绝对坐标值,W 为从现在到目标之增量值)。 Ii :圆弧中心,X 轴(I 为圆弧起点到中心之X 轴坐标的半径指令增量值)。 Kk :圆弧中心,Z 轴(K 为圆弧起点到中心之Z 轴坐标的增量值)。 Ff :进给速度
加工中心(三菱操作)
一、操作面板 二、软件界面 键盘及功能键介绍 功能键说明: ?MONITOR –为坐标显示切换及加工程序呼叫 ?TOOL/PARAM –为刀补设置、刀库管理(刀具登录)及刀具寿命管理 ?EDIT/MDI –为MDI运行模式和程序编辑修改模式 ?DIAGN/IN-OUT –为故障报警、诊断监测等 ?FO –为波形显示和PLC梯形图显示等 三、机械操作面板 四、常用操作步骤 (一)回参考点操作 ?先检查一下各轴是否在参考点的内侧,如不在,则应手动移到参考点的内侧,以避 免回参考点时产生超程; ?选择“原点复归”操作模式,分别按-X 、+Y 、+Z 轴移动方向按键选择移动轴,此时按键上的指示灯将闪烁,按“回零启动”按键后,则Z 轴先回参考点,然 后X 、Y 再自动返回参考点。回到参考点后,相应按键上的指示灯将停止闪烁。 (二)步进、点动、手轮操作 选择“寸动进给”、“阶段进给”或“手轮进给”操作模式; 按操作面板上的“ +X ”、“ +Y ”或“ +Z ”键,则刀具相对工件向X 、Y 或Z 轴的正方向移动,按机床操作面板上的“-X ” “ -Y ”或“-Z ”键,则刀具相对工件向X 、Y 或Z 轴的负方向移动; (二)点动、步动、手轮操作 如欲使某坐标轴快速移动,只要在按住某轴的“+”或“-”键的同时,按住中间的“快移”键即可。 “阶段进给” 时需通过“快进修调”旋钮选择进给倍率、“手轮进给” 时则在手轮上选择进给率。 在“手轮进给” 模式下,左右旋动手轮可实现当前选择轴的正、负方向的移动。 (三)MDI 操作 ?使用地址数字键盘,输入指令,例如:G91G28Z0 ;G28X0Y0 ;输入完一段或几段程序后,点“ INPUT/CALC ”键确认,然后点击机械操作面板上的“循环启动” 按钮,执行MDI 程序。 ?选择操作面板上的“手动资料”操作模式,再按数控操作面板上的“ EDIT/MDI ”功能键,机床进入MDI 模式,此时CRT 界面出现MDI 程序编辑窗口。 ?另外,在任一操作模式下,按“ MONITOR ”功能键,在“相对值”显示画页下,可输入M 、S 、T 指令,然后按“ INPUT ”键执行这些辅助功能指令。 ?例如:键入“ T2 ” →“ INPUT ”可选刀,接着键入“ M6 ” →“ INPUT ”可换刀。 ? (四)对刀及刀补设定 (1)工件零点设定 ?装夹好工件后,在主轴上装上电子寻边器,碰触左右两边后,X 轴移动到此两边坐标中值的位置,再碰触前后两边,Y 轴移到此两边坐标中值的位置处,然后按“ TOOL/PARAM ”→菜单软键→“工件”,显示G54/G55/…设置画页,在下方输入区左端输入#(54),移动光标到X下方,按“SHIFT”→“INPUT/CALC”提取当前
加工中心(三菱操作)讲课教案
加工中心(三菱操作)
一、操作面板 二、软件界面 键盘及功能键介绍 功能键说明: ?MONITOR –为坐标显示切换及加工程序呼叫 ?TOOL/PARAM –为刀补设置、刀库管理(刀具登录)及刀具寿命管理?EDIT/MDI –为MDI运行模式和程序编辑修改模式 ?DIAGN/IN-OUT –为故障报警、诊断监测等 ?FO –为波形显示和PLC梯形图显示等 三、机械操作面板
四、常用操作步骤 (一)回参考点操作 ?先检查一下各轴是否在参考点的内侧,如不在,则应手动移到参考点的 内侧,以避免回参考点时产生超程; ?选择“原点复归”操作模式,分别按 -X 、+Y 、 +Z 轴移动方向按键选择移动轴,此时按键上的指示灯将闪烁,按“回零启动”按键后,则 Z 轴先回参考点,然后 X 、 Y 再自动返回参考点。回到参考点后,相应按键上 的指示灯将停止闪烁。
(二)步进、点动、手轮操作 选择“寸动进给”、“阶段进给”或“手轮进给”操作模式; 按操作面板上的“ +X ”、“ +Y ”或“ +Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的正方向移动,按机床操作面板上的“-X ” “ -Y ”或“-Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的负方向移动; (二)点动、步动、手轮操作 如欲使某坐标轴快速移动,只要在按住某轴的“+”或“-”键的同时,按住中间的“快移”键即可。 “阶段进给” 时需通过“快进修调”旋钮选择进给倍率、“手轮进给” 时则在手轮上选择进给率。 在“手轮进给” 模式下,左右旋动手轮可实现当前选择轴的正、负方向的移动。
(三)MDI 操作 ?使用地址数字键盘,输入指令,例如: G91G28Z0 ; G28X0Y0 ;输入完一段或几段程序后,点“ INPUT/CALC ”键确认,然后点击机械操作 面板上的“循环启动”按钮,执行 MDI 程序。 ?选择操作面板上的“手动资料”操作模式,再按数控操作面板上的“ EDIT/MDI ”功能键,机床进入 MDI 模式,此时 CRT 界面出现 MDI 程序编辑窗口。 ?另外,在任一操作模式下,按“ MONITOR ”功能键,在“相对值”显示画页下,可输入 M 、 S 、 T 指令,然后按“ INPUT ”键执行这些辅助功能指令。 例如:键入“ T2 ” →“ INPUT ”可选刀,接着键入“ M6 ” →“ INPUT ”可换刀。 ? (四)对刀及刀补设定 (1)工件零点设定 ?装夹好工件后,在主轴上装上电子寻边器,碰触左右两边后, X 轴移动到此两边坐标中值的位置,再碰触前后两边, Y 轴移到此两边坐标中值的位置处,然后按“ TOOL/PARAM ”→菜单软键→“工件”,显示
三菱加工中心说明书
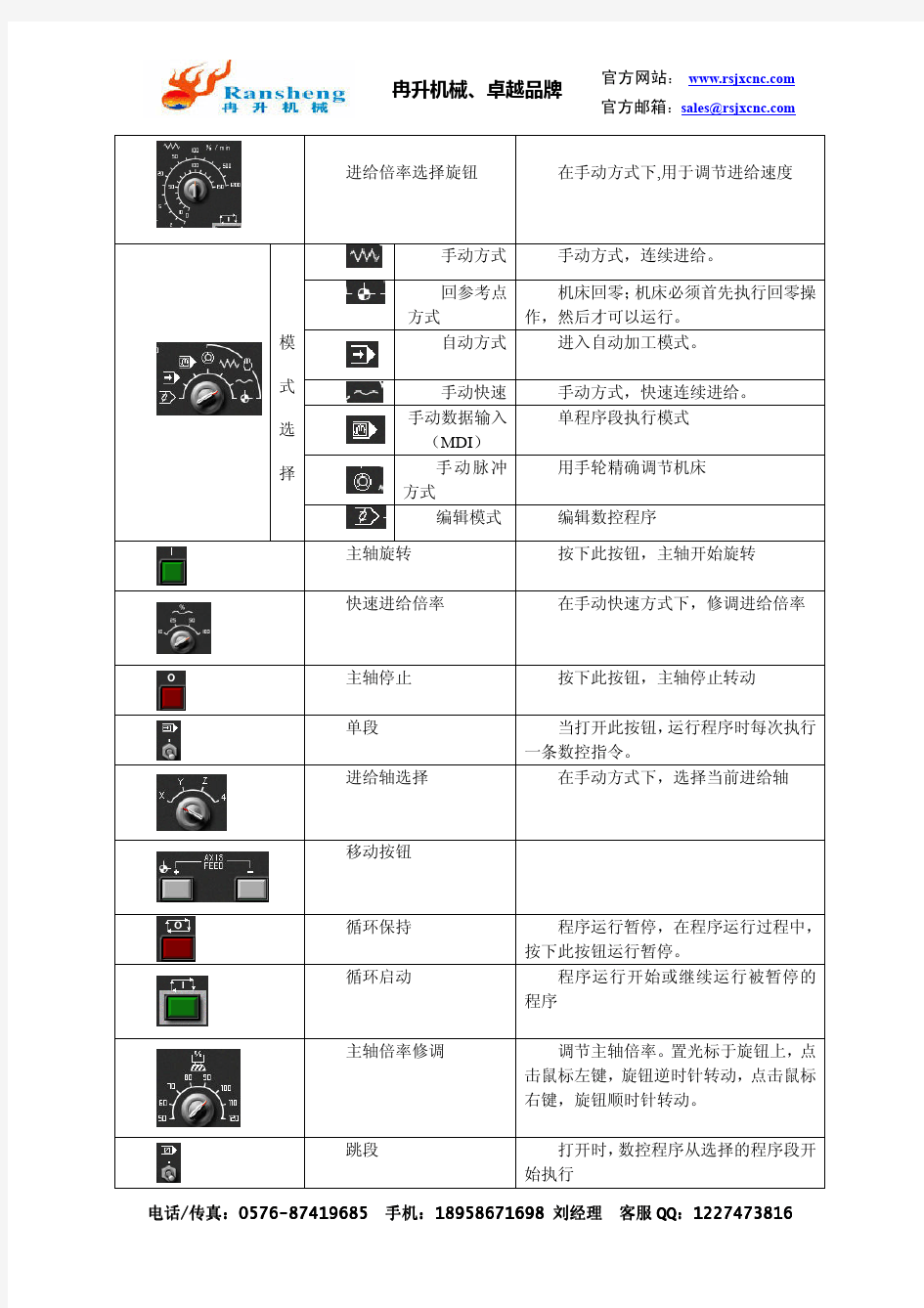
第六章三菱系统铣、加工中心机床面板操作 三菱系统铣床及加工中心操作面板 三菱系统面板 6.1 面板简介 三菱系统铣床、加工中心操作面板介绍
三菱系统铣床、加工中心系统面板介绍 6.2 机床准备 6.2.1 激活机床 检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。点击启动电源。 6.2.2 机床回参考点 1、进入回参考点模式 系统启动之后,机床将自动处于“回参考点”模式。若在其他模式下,须切换到“回参考点”模式。
2、回参考点操作步骤 X轴回参考点 点击按钮,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为; Y轴回参考点 点击按钮,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为; Z轴回参考点 点击按钮,选择Z轴,点击将Z轴回参考点,回到参考点之后,Z轴的回零灯变为;回参考点前的界面如图6-2-2-1所示: 回参考点后的界面如图6-2-2-2所示: 图6-2-2-1回参考点前图图6-2-2-2 机床回参考点后图 6.3选择刀具 依次点击菜单栏中的“机床/选择刀具”或者在工具栏中点击图标“”,系统将弹出“铣刀选择”对话框。 按条件列出工具清单 筛选的条件是直径和类型 (1) 在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0”。 (2) 在“所需刀具类型”选择列表中选择刀具类型。可供选择的刀具类型有平底刀、平底带R刀、球头刀、钻头等。 (3) 按下“确定”,符合条件的刀具在“可选刀具”列表中显示。 指定序号:(如图6-3-1-1)。这个序号就是刀库中的刀位号。卧式加工中心允许同时选择20把刀具,立式加工中心同时允许24把刀具; 图6-3-1-1 选择需要的刀具:先用鼠标点击“已经选择刀具”列表中的刀位号,再用鼠标点击“可选刀具”列表中所需的刀具,选中的刀具对应显示在“已经选择刀具”列表中选中的刀位号所在行; 输入刀柄参数:操作者可以按需要输入刀柄参数。参数有直径和长度。总长度是刀柄长度与刀具长
加工中心(三菱操作)
MlTSUBlSHl 二、软件界面 键盘及功能键介绍 功能键说明: MoNIToR -为坐标显示切换及加工程序呼叫 TOOL/PARAM —为刀补设置、刀库管理(刀具登录)及刀具寿命管理 EDIT/MDI —为MDI 运行模式和程序编辑修改模式 DIAGN/IN-OUT -为故障报警、诊断监测等 FO -为波形显示和PLC 梯形图显示等 机械操作面板 、操作面板 原占 复归 昌动 加壬 加工 漏辑 InD 25? 50? 快讲修调 报雪揩示 EDS 手渤松/紧刀ATC ?? ??P 主轴 涧滑超程 气JE 抽压 Γ7T Q 程序 編辑 正转 脩环启动讲给哼持 停转反转∣≡ O 程序保护 急停 [相对值] 12/14 13:27 监视1 0 1225 N 500-60 £ 副》 0 10 N 100-30 Σ -500.000 2800 筑ClGlT ⑷趴日GlcI; T1M6; G54GOK-120.0Y80.0Ξ2800M3; G43Z50. OHl ; G0I0.0M8; G1E-5.0F200.; X-IOO F1800.; F 1800 Ia —— 旦 9||-6-3_ 二一八二 C.BI CANI dN ld l H?- 创虫/ ??N I ΞJ I QZI 划 Il πl NINN N ?l?I E S 榨对值 [座标值][指令 值][ 呼叫][荣单〕
四、常用操作步骤 (一)回参考点操作 先检查一下各轴是否在参考点的内侧,如不在,则应手动移到参考点的内侧,以避 免回参考点时产生超程; 选择原点复归”操作模式,分别按-X、+Y、+Z 轴移动方向按键选择移动轴,此时按键上的指 示灯将闪烁,按回零启动"按键后,则Z轴先回参考点,然后X、Y再自动返回参考点。回到参考 点后,相应按键上的指示灯将停止闪烁. (二)步进、点动、手轮操作 选择寸动进给”、阶段进给”或手轮进给”操作模式; 按操作面板上的“ +X ” “ +Y或“ +Z键,则刀具相对工件向X、丫或Z轴的正方向移动,按机床操作面板上的-X ” -Y”或—Z "键,则刀具相对工件向X、丫或Z 轴的负方向移动; (二)点动、步动、手轮操作 如欲使某坐标轴快速移动,只要在按住某轴的牛”或?”键的同时,按住中间的快移"键即可。 阶段进给”时需通过快进修调”旋钮选择进给倍率、手轮进给”时则在手轮上选 择进给率. (三)MDI 操作使用地址数字键盘,输入指令,例如:÷z 加工 程序 编辑 越给寸或 自动/*亠S 加工/厂、\ 加工\ 程序 手轮 进給 原点 星归 LIB l 阶段 逬给聶 編辑 在手轮进给”模式下,左右旋动手轮可实现当前选择轴的正、负方向的移动。
三菱数控系统各按键功1
三菱数控系统各按键功能 一、MONITOR 按此键出现:1、相对值2、坐标值3、指令值4、搜索5、菜单五种功能。 1、相对值:按此键出现当前机械值画面。 2、坐标值:按此键出现加工程序、工件值、机械值、残余值等综合画面。(自动循环 时常用此画面) 3、指令值:按此键出现监视3.1当前加工程序 按 键出现监视3.2持续情报如G代码状态、刀具状态、子程序、进给速度、转速等画面。 再按 键出现监视3.3时间画面,在此画面下可更改当前日期、时间、工件加工时间等。 4、搜索:按此键出现可搜索的程序名称、程序段。 5、菜单:按此键又出现(1)、RESERCH (2)、PLC (3)、共变数(4)、局变数(5)、 菜单五种功能。 (1)、RESERCH:再搜索键此功能与纸带有关。 (2)、PLC:按此键出现#1……#8顾客模式;#9……#11 空;#12 M11总起作用;#13 工件传送器;#14……#16 空;#17 主轴闸调解;#18 尾座调解;#21 排屑器反转;#22 M07冷却;#23 刀盘不闭锁;#25 滚轮刀棒;#27手动拨盘;#28 手动卡盘;#32 校正参考点; 二、TOOL(刀具表) 按此键出现:1、磨耗2、刀长3、刀经4、寿命5、菜单五种功能。 1、磨耗:刀尖磨损补偿表; 2、刀长:刀具几何补偿表; 3、刀经:刀尖圆弧、刀尖类型补偿表; 4、寿命:不使用; 5、菜单:按此键又出现(1)、工件(2)、加工(3)、I/O参数(4)、准备(5)、菜单 五种功能。 (1)、工件:按此键出现G54……G59工件坐标系设定画面。 (2)、加工:按此键出现工件计数、自动转角减速调整、固定循环、自动刀长测量、刀具磨耗补正量等画面。 (3)I/O参数:按此键出现计算机通讯参数。 (4)准备:按此键出现开启参数设定开关 若开按1→0→0→1→M→INPUT→Y→INPUT键后出现1、基本2、轴3、伺服主轴。 若关按“N”→INPUT键。 三、EDIT/MDI(编辑/手动数据) 按此键出现:1、搜寻2、程序3、大文字4、一览表功能
加工中心三菱操作
一、操作面板二、软件界面键盘及功能键介绍功能键说明:MONITOR –为坐标显示切换及加工程序呼叫? TOOL/PARAM –为刀补设置、刀库管理(刀具登录)及刀具寿命管理? EDIT/MDI –为MDI运行模式和程序编辑修改模式? DIAGN/IN-OUT –为故障报警、诊断监测等 ? FO –为波形显示和P L C梯形图显示等?三、机械操作面板 四、常用操作步骤 (一)回参考点操作 ? 先检查一下各轴是否在 参考点的内侧,如不在,则应手动移到参考点的内侧,以避免回 参考点时产生超程; ? 选择“原点复归”操作模式,分别按 -X 、+Y 、+Z 轴移动方向按键选择移动轴,此时按键上的指示灯将闪烁, 按“回零启动”按键后,则 Z 轴先回参考点,然后 X 、 Y 再自动返 回参考点。回到参考点后,相应按键上的指示灯将停止闪烁。(二)步进、点动、手轮操作选择“寸动进给”、“阶段进给”或“手 轮进给”操作模式;按操作面板上的“ +X ”、“ +Y ”或“ +Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的正方向移动,按机床操作面板上的“-X ” “ -Y ”或“-Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的负方 向移动; (二)点动、步动、手轮操作如欲使某坐标轴快速移动, 只要在按住某轴的“+”或“-”键的同时,按住中间的“快移”键即可。“阶段进给” 时需通过“快进修调”旋钮选择进给倍率、“手轮进给” 时则在手轮上选择进给率。在“手轮进给” 模式下,左右旋动手 轮可实现当前选择轴的正、负方向的移动。 (三)MDI 操作 ? 使用地址数字键盘,输入指令,例如: G91G28Z0 ; G28X0Y0 ;输入完一段或几段程序后,点 “ INPUT/CALC ”键确认,然后点击机械操作面板上的“循环启动”按钮,执行 MDI 程序。 ? 选择操作面板上的“手动资料”操作模式,
三菱系统加工中心G和M指令表
三菱系统G/M指令 ~~~~~~~~~~~~~~~~~~~~~ G指令~~~~~~~~~~~~~~~~~~~~~~ G00 快速定位 G01 直线补间切削 G02 圆弧补间切削cw(顺时针) G03 圆弧补间切削ccw(逆时针) G02.3 指数函数补间正转 G03.3 指数函数补间逆转 G04 暂停 G05 高速高精度制御1 G05.1 高速高精度制御2 G07.1/107 圆筒补间 G09 正确停止检查 G10 程式参数输入/补正输入 G11 程式参数输入取消 G12 整圆切削cw G12.1/112 极坐标补间 G13 整圆切削ccw 有效 G13.1/113 极坐标补间取消
G15 极坐标指令取消G16 极坐标指令有效G17 平面选择x-y G18 平面选择y-z G19 平面选择x-z G20 英制指令 G21 公制指令 G27 参考原点检查 G28 参考原点复归 G29 开始点复归 G30 第2~4参考点复归G30.1 复归刀具位置1 G30.2 复归刀具位置2 G30.3 复归刀具位置3 G30.4 复归刀具位置4 G30.5 复归刀具位置5 G30.6 复归刀具位置6 G31 跳跃机能 G31.1 跳跃机能1 G31.2 跳跃机能2 G31.3 跳跃机能3 G33 螺纹切削
G34 特别固定循环(圆周孔循环) G35 特别固定循环(角度直线孔循环)G36 特别固定循环(圆弧) G37 自动刀具长测定 G37.1 特别固定循环(棋盘孔循环) G38 刀具径补正向量指定 G39 刀具径补正转角圆弧补正 G40 刀具径补正取消 G41 刀具径补正左 G42 刀具径补正右 G40.1 法线制御取消 G41.1 法线制御左有效 G42.1 法线制御右有效 G43 刀具长设定(+) G44 刀具长设定(—) G43.1 第1主轴制御有效 G44.1 第2主轴制御有效 G45 刀具位置设定(扩张) G46 刀具位置设定(缩小) G47 刀具位置设定(二倍) G48 刀具位置设定(减半) G47.1 2主轴同时制御有效
加工中心三菱操作完整版
加工中心三菱操作集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
一、操作面板二、软件界面键盘及功能键介绍功能键说明: MONITOR –为坐标显示切换及加工程序呼叫 TOOL/PARAM –为刀补设置、刀库管理(刀具登录)及刀具寿命管理 EDIT/MDI –为MDI运行模式和程序编辑修改模式 DIAGN/IN-OUT –为故障报警、诊断监测等 FO –为波形显示和PLC梯形图显示等三、机械操作面板 四、常用操作步骤 (一)回参考点操作先检查一下各轴是否在参考点的内侧,如不在,则应手动移到参考点的内侧,以避免回参考点时产生超程;选择“原点复归”操作模式,分别按-X 、+Y 、 +Z 轴移动方向按键选择移动轴,此时按键上的指示灯将闪烁,按“回零启动”按键后,则 Z 轴先回参考点,然后X 、 Y 再自动返回参考点。回到参考点后,相应按键上的指示灯将停止闪烁。(二)步进、点动、手轮操作选择“寸动进给”、“阶段进给”或“手轮进给”操作模式;按操作面板上的“ +X ”、“ +Y ”或 “+Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的正方向移动,按机床操作面板上的“-X ” “ -Y ”或“-Z ”键,则刀具相对工件向 X 、 Y 或 Z 轴的负方向移动; (二)点动、步动、手轮操作如欲使某坐标轴快速移动,只要在按住某轴的“+”或“-”键的同时,按住中间的“快移”键即可。“阶段进给” 时需通过“快进修调”旋钮选择进给倍率、“手轮进给” 时则在手轮上选择进给率。在“手轮进给” 模式下,左右旋动手轮可实现当前选择轴的正、负方向的移动。 (三)MDI 操作使用地址数字键盘,输入指令,例如:G91G28Z0 ; G28X0Y0 ;输入完一段或几段程序后,点 “ INPUT/CALC ”键确认,然后点击机械操作面板上的“循环启动”按钮,执行 MDI 程序。选择操作面板上的“手动资料”操作模式,再按数控操作面板上的“ EDIT/MDI ”功能键,机床进入 MDI 模式,此时 CRT 界面出现 MDI 程序编辑窗口。另外,在任一操作模式下,按“ MONITOR ”功能键,在“相对值”显示画页下,可输入 M 、 S 、 T 指令,然后按“ INPUT ”键执行这些辅助功能指令。例如:键入“ T2 ” → “ INPUT ”可选刀,接着键入“ M6 ” → “ INPUT ”可换刀。(四)
三菱系统M70加工中心面板基本操作
百度文库 - 让每个人平等地提升自我 前言 前言 本书为三菱电机CNC数控装置M70/M700V系列产品的使用教程。该教程由三菱电机M70/M700V系列CNC产品的各类资料中提取相关章节精选而成,最大限度的涵盖了三菱电机公司最新推出的M70/M700V系列产品的使用与维护方面的相关知识。 通过对本教程的学习,可以使学员在较短的时间内了解三菱电机CNC的新产品知识。本教程主要内容包括:M70/M700V基本操作界面介绍;机械侧设置类操作指南;加工程序类操作指南;系统维护类操作指南和机床操作面板基本构成及功能指南。 本教程的适用对象为使用三菱电机M70/M700V系列数控产品的专业技术人员以及一般生产性企业的现场技术及设备维护人员等。 希望本教程的推出,能够对您在三菱电机数控系统M70/M700V系列新产品的使用、维护方面起到一定的帮助。 本教程全篇由马积勋编写,庞德强校审。 本教材记述内容中的注意事项 ◇ 有关“限制事项”和“允许条件”等注意事项说明,如果本教程的内容与机床制造商的说明书有矛盾时,请以机床制造商的说明书为准。 ◇ 本书没有记述的事项请参考三菱电机CNC产品的其他相关说明书资料。 ◇ 本书是针对附加了全部选配功能的机床进行的说明,使用时请以机床厂家发行的规格书为准加以确认。 ◇ 因NC系统的版本不同,画面、功能也有所不同,有时会存在不可通用的功能。 三菱电机自动化(中国)有限公司 技术支援部——CNC 2010年06月
百度文库 - 让每个人平等地提升自我
百度文库 - 让每个人平等地提升自我 目录 目录 1 概要 (1) 1.1 按键介绍 (1) 1.1.1 键盘区 (1) 1.1.2显示器操作区 (5) 1.2 基本操作界面构成 (6) 1.3 画面变迁图 (7) 1.4 向导功能 (8) 1.5 各画面菜单名称及功能一览表 (11) 测试题 (13) 2基本操作指南 (14) 2.1 机械侧设置类 (14) 2.1.1刀具补偿设置 (14) 2.1.2 绝对位置设置 (18) 2.1.3 刀库信息注册 (22) 2.1.4 手动MSTB (25) 2.1.5 工件测量 (26) 2.1.5.1 孔测量 (27) 2.1.5.2 宽度测量 (29) 2.1.6 驱动器信息监视 (31) 2.2 加工程序类 (36) 2.2.1 程序搜索 (36) 2.2.2 程序再搜索 (38) 2.2.2.1 程序再搜索1 (39) 2.2.2.2 程序再搜索2 (41) 2.2.3 程序检查(2D) (44) 2.2.4 程序编辑 (48) 2.2.5 描图功能 (52) 2.2.6 加工程序输入/输出 (54) 2.3 系统维护类 (57) 2.3.1 密码输入 (57) 2.3.2 系统初始化设定 (58) 2.3.3 所有备份和恢复 (62) 2.3.4 参数设置 (64) 2.3.4.1 所有参数设置 (64) 2.3.4.2 用户参数设置 (66) 2.3.5 输入/输出功能 (67) 2.3.5.1 选择设备、目录和文件 (68) 2.3.5.2 文件操作 (71) 2.3.6 I/F诊断 (74) 2.3.6.1 显示PLC设备数据 (77)
加工中心操作流程
加工中心操作流程 一、开机操作 1、打开外部总电源,启动空气压缩机; 2、按下 POWER 的〈 ON 〉按钮,加工中心上电; 3、系统上电; 二、开机、返回参考点操作 机床防护罩顶部三色指示灯亮。 1、顺时针旋开“急停”按钮,红色指示灯灭; 2、检查机床CPU风扇运转及面板指示灯是否正常; 3、手动回参考点: ①确定X、Y、Z各坐标值小于-50; ②工作方式选择回参考点方式,先选择Z轴按下正方向,再分别按下X轴、Y 轴正方向,机床各轴分别回零。黄色指示灯灭;机床指示灯亮绿色; 三、装夹工件 为便于工件安装,用手动方式尽量把Z轴抬高,用压块、螺杆、扳手等把工件锁紧在工作台上或平口钳上。 四、编制与传输程序 1、按零件图技术要求,选择合理加工工艺,编制程序。 2、输入程序 程序输入有两种方式:〈EDIT〉方式输入或在电脑上输入后传输到机床。 方法一,在EDIT程序编辑方式下: ①按下“PROG”键,输入地址键“O”,再输入程序号,如“1314”,分 别按下“INSERT”键和“EOB”键,确认程序名。 ②后输入每一段程序,须按下“EOB”和“INSERT”键,直到程序输入结 束。 方法二,程序从电脑上传输到机床: ①先在电脑上利用CIMICO EDIT软件输入程序内容; ②在机床系统EDIT程序编辑方式下,分别按下“PROG”键、“操作”软键、 “?”软键、“READ”软键、“EXEC”软键,界面显示“标头SKP”;
③在电脑上利用CIMICO EDIT软件的发送功能将程序传输到机床。 ④程序输入结束,按〈RESET〉键,将光标上移至程序头。 五、对刀操作 1、在手动进给JOG方式下,分别按下X、Y、Z轴负方向移动,至刀具到所需要位 置。 2、在MDI手动数据输入方式下,按下“PORG”键,输入M、S数值,如“M3S200”, 分别按下“EOB”、“INSERT”、循环启动,再选择回到手动方式,机床可在手动方式下启动主轴转动或停止。 3、以立铣刀为例。根据工件原点的工艺位置,在手轮方式下操作,使铣刀与 工件各所需面轻微接触(注意观察有无切屑溅出或刀具与工件接触时发出的“嚓”“嚓”响声),确认工件原点在机床坐标系下的X、Y、Z的坐标值。 4、确定工件坐标系。在系统操作中,即以该点为工件坐标原点(即编程原点), 建立工件坐标系(G54):分别按下“OFFSETSETTING”、软键“坐标系”, 光标下移至(G54)X轴坐标值处,输入“X0”,按下软键“测量”,光标再下移至Y轴坐标值处,输入“Y0”,按下软键“测量”,光标再下移至Z轴坐标值处,输入“Z0”,按下软键“测量”。 六、自动加工 自动加工执行前,须将光标移动到程序头,确认是加工程序。再选择自动加工方式,按下循环启动按钮,铣床进行自动加工。加工过程中要注意观察切削情况,并随时调整进给速率,保证在最佳条件下切削,直至运行结束。 七、关机 1、卸下工件,清理加工中心中的切屑; 2、在〈JOG〉方式,使工作台处在比较中间的位置,主轴尽量处于较高的位 置; 3、按下控制面板上的“急停”按钮; 4、断开数控系统电源; 5、按下 POWER的〈OFF 〉按钮; 6、关闭空气压缩机,关闭外部总电源;
三菱系统m70加工中心面板基本操作
前言 前言 本书为三菱电机CNC数控装置M70/M700V系列产品的使用教程。该教程由三菱电机M70/M700V系列CNC产品的各类资料中提取相关章节精选而成,最大限度的涵盖了三菱电机公司最新推出的M70/M700V系列产品的使用与维护方面的相关知识。 通过对本教程的学习,可以使学员在较短的时间内了解三菱电机CNC的新产品知识。本教程主要内容包括:M70/M700V基本操作界面介绍;机械侧设置类操作指南;加工程序类操作指南;系统维护类操作指南和机床操作面板基本构成及功能指南。 本教程的适用对象为使用三菱电机M70/M700V系列数控产品的专业技术人员以及一般生产性企业的现场技术及设备维护人员等。 希望本教程的推出,能够对您在三菱电机数控系统M70/M700V系列新产品的使用、维护方面起到一定的帮助。 本教程全篇由马积勋编写,庞德强校审。 本教材记述内容中的注意事项 ◇ 有关“限制事项”和“允许条件”等注意事项说明,如果本教程的内容与机床制造商的说明书有矛盾时,请以机床制造商的说明书为准。 ◇ 本书没有记述的事项请参考三菱电机CNC产品的其他相关说明书资料。 ◇ 本书是针对附加了全部选配功能的机床进行的说明,使用时请以机床厂家发行的规格书为准加以确认。 ◇ 因NC系统的版本不同,画面、功能也有所不同,有时会存在不可通用的功能。 三菱电机自动化(中国)有限公司 技术支援部——CNC 2010年06月
目录 目录 1 概要 (1) 1.1 按键介绍 (1) 1.1.1 键盘区 (1) 1.1.2显示器操作区 (5) 1.2 基本操作界面构成 (6) 1.3 画面变迁图 (7) 1.4 向导功能 (8) 1.5 各画面菜单名称及功能一览表 (11) 测试题 (13) 2基本操作指南 (14) 2.1 机械侧设置类 (14) 2.1.1刀具补偿设置 (14) 2.1.2 绝对位置设置 (18) 2.1.3 刀库信息注册 (22) 2.1.4 手动MSTB (25) 2.1.5 工件测量 (26) 2.1.5.1 孔测量 (27) 2.1.5.2 宽度测量 (29) 2.1.6 驱动器信息监视 (31) 2.2 加工程序类 (36) 2.2.1 程序搜索 (36) 2.2.2 程序再搜索 (38) 2.2.2.1 程序再搜索1 (39) 2.2.2.2 程序再搜索2 (41) 2.2.3 程序检查(2D) (44) 2.2.4 程序编辑 (48) 2.2.5 描图功能 (52) 2.2.6 加工程序输入/输出 (54) 2.3 系统维护类 (57) 2.3.1 密码输入 (57) 2.3.2 系统初始化设定 (58) 2.3.3 所有备份和恢复 (62) 2.3.4 参数设置 (64) 2.3.4.1 所有参数设置 (64) 2.3.4.2 用户参数设置 (66) 2.3.5 输入/输出功能 (67) 2.3.5.1 选择设备、目录和文件 (68) 2.3.5.2 文件操作 (71) 2.3.6 I/F诊断 (74) 2.3.6.1 显示PLC设备数据 (77)
cnc三菱系统按键说明
cnc三菱系统按键说明 三菱数控系统由数控硬件和数控软件两大部分来工作的。数控系统的硬件由数控装置、输入/输出装置、驱动装置和机床电器逻辑控制装置等组成。 工业中常用的三菱数控系统有:M700V系列;M70V系列;M70系列;M60S系列;E68系列;E60系列;C6系列;C64系列;C70系列等。 下面关于cnc三菱数控系统的介绍可帮你在较短的时间内了解三菱电机CNC的新产品知识,cnc三菱系统按键操作说明。 三菱数控系统各按键功能 一、MONITOR 按此键出现 1、相对值 2、坐标值 3、指令值 4、搜索 5、菜单五种功能。 1、相对值 按此键出现当前机械值画面。 2、坐标值 按此键出现加工程序、工件值、机械值、残余值等综合画面。 常用 3、指令值 按此键出现监视3.1当前加工程序 按菜单键出现监视3.2持续情报如G代码状态、刀具状态、子程序、进给速度、转速等画面。 再按菜单键出现监视3.3时间画面 在此画面下可更改当前日期、时间、工件加工时间等。 4、搜索 按此键出现可搜索的程序名称、程序段。 5、菜单 按此键又出现 1 、RESERCH 2 、PLC 3 、共变数 4 、局变数 5 、菜单五种功能。 1 、RESERCH 再搜索键此功能与纸带有关。 2 、PLC 按此键出现#12 M11总起作用 #1 3 工件传送器 #17 主轴闸调解 #18 尾座调解 #21 排屑器反转 #22 M07冷却 #28 手动卡盘 二、TOOL 刀具表 按此键出现 1、磨耗2、刀长3、刀经4、寿命5、菜单五种功能。 1、磨耗 刀尖磨损补偿表 2、刀长 刀具几何补偿表 3、刀经 刀尖圆弧、刀尖类型补偿表 4、寿命 不使用 5、菜单 按此键又出现 1 、工件 2 、加工 3 、I/O参数 4 、准备 5 、菜单五种功能。 1 、工件 按此键出现G54……G59工件坐标系设定画面。 2 、加工 按此键出现工件计数、自动转角减速调整、固定循环、自动刀长测量、刀具磨耗补正量 等画面。 3 I/O参数 按此键出现计算机通讯参数。
CNC-机床说明书及维护手册
6-2操作面板功能說明 ◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:
◆軸的移動方向移動速率選擇 ◆軸的移動方向移動速率選擇 ◆主軸控制功能
◆自動操作功能 ◆自動操作功能 ◆手輪(MPG)操作說明 圖例
◆特殊功能(OPTION) ◆特殊功能(OPTION) 圖例
6-3操作面板功能單項說明 手動模式(Manual Pulse Generator mode) 1.在本模式下,可用手輪(MPG)作手動進給,移動各軸. 2.欲移動軸向,可由手動操作盒上的軸向選擇鈕選擇. 3.各軸移動速度可由手動操作盒上的進給倍率旋鈕決定. 1.In this mode,can use the MPG(manual pulse generator)tk movement all axes. 2.In the MPG box,you can select the axis direction to movement the axis. 3.All axes move speed,you can select handle feed rate rotation switch of the MPG box. 慢速進給模式(JOG mode): 1.在本模式下,欲移動各軸,請按各軸軸向鍵及選擇慢速進給率. 2.移動進給速率,依慢速進給率作移動之速度依據.速率調整可由0mm/min ~10000mm/min. 3.按軸各鍵時,手指不可離開(離開後即停止稱動),其指定軸向即可移動. 1.In this mode,if want to move whichever axis.Please press the axis direction push button and select jog feed rate. 2.The axis move feed rate according to jog feed rate overrinde.The feed rate from 0mm/min ~10000mm/min. 3.Press the axis direction push button,the finger don't leave the push brtton (If not the axis stop movement),the axis will be movement. 快進給模式(RAPID mode): 當按此鍵,軸向移動是屬於快速進給速度. Press this push button,the axis can be moved at rapid speed. 機械原點複歸模式(ZRN mode): 1.本模式為進給軸機械原點手動複歸時使用. 2.第一次開機作原點複歸時,若各軸位置在原點附近,請將各軸移動至中間位置,再做原點複歸動作. 3.機械原點複歸速率由快速進給百分比率之速度(F0%,F25%,F50%,F100%)作控制 1.The mode is use for machine return to reference point. 2.First time return to reference point.If the axis near the reference point. Please nove the axis to mijddle position,then return the all axes to reference point.
三菱系统加工中心GM代码
三菱加工中心M 代码 M00 程式暂停(无条件停止) M01 程式选择xing停止 M02 程序结束 M03 主轴正转(顺时针) M04 主轴反转(逆时针) M05 主轴停止 M06 自动刀具交换 M07 吹气启动 M08 切削液启动 M09 切削液关闭→M09也能关吹气M10 吹气关闭 M11《斗笠式》主轴夹刀 M12 主轴松刀 M13 主轴正转+切削液启动 M14 主轴反转+切削液启动 M15 主轴停止+切削液关闭 M16—M18没有 M19 主轴定位 M20 ——没有 M21 X轴镜象启动 M22 Y轴镜象启动 M23 镜象取消 M24 第四轴镜象启动 M25 第四轴夹紧 M26 第四轴松开 M27 分度盘功能 M28 没有 M29 刚xing攻牙M30 程式结束/自动断电M31 ——M47 没有 M48 深钻孔启动 M49 ——M51 没有 M52 刀库右移 M53 刀库左移 M54 ——M69 没有 M70 自动刀具建立 M71 刀套向下 M72 换刀臂60° M73 主轴松刀 M74 换刀臂180° M75 主轴夹刀 M76 换刀臂0° M77 刀臂向上 M78 ——M80 没有 M81 工作台交换确认 M82 工作台上 M83 工作台下 M84 工作台伸出 M85 工作台缩回 M86 工作台门开 M87 工作台门关 M88 ——M97 没有 M98 调用子程序 M99 子程序结束
三菱加工中心G 代码 G00 快速定位 G01 直线补间切削 G02 圆弧补间切削CW 顺时针 G03 圆弧补间切削CCW逆时针 G02.3 指数函数补间正转 G03.3 指数函数补间逆转 G04 暂停 G05 高速高精度制御 G05.1 高速高精度制御 G06~G08没有 G07.1/107 圆筒补间 G09 正确停止检查 G10 程式参数输入/补正输入 G11 程式参数输入取消 G12 整圆切削CW G13 整圆切削CCW G12.1/112 极坐标补间有效 G13.1/113 极坐标补间取消 G14没有 G15 极坐标指令取消 G16 极坐标指令有效 G17 平面选择X-Y G18 平面选择Y-Z G19 平面选择X-Z G20 英制指令 G21 公制指令 G22-G26没有 G27 参考原点检查 G28 参考原点复归 G29 开始点复归 G30 第2~4参考点复归 G30.1 复归刀具位置 G30.2 复归刀具位置 G30.3 复归刀具位置 G30.4 复归刀具位置 G30.5 复归刀具位置 G30.6 复归刀具位置G31 跳跃机能 G31.1 跳跃机能 G31.2 跳跃机能 G31.3 跳跃机能 G32没有 G33 螺纹切削 G34 特别固定循环 圆周孔循环 G35 特别固定循环 角度直线孔循环 G36 特别固定循环 圆弧 G37 自动刀具长测定 G37.1 特别固定循环 棋盘孔循环 G38 刀具径补正向量指定 G39 刀具径补正转角圆弧补正 G40 刀具径补正取消 G41 刀具径补正左 G42 刀具径补正右 G40.1 法线制御取消 G41.1 法线制御左有效 G42.1 法线制御右有效 G43 刀具长设定 + G44 刀具长设定 — G43.1 第1主轴制御有效 G44.1 第2主轴制御有效 G45 刀具位置设定 扩张 G46 刀具位置设定 缩小 G47 刀具位置设定 二倍 G48 刀具位置设定 减半 G47.1 2主轴同时制御有效 G49 刀具长设定取消 G50 比例缩放取消 G51 比例缩放有效 G50.1 G指令镜象取消 G51.1 G指令镜象有效 G52 局部坐标系设定 G53 机械坐标系选择 G54 工件坐标系选择 G55 工件坐标系选择 G56 工件坐标系选择
三菱加工中心面板操作与指令说明书概要
大森、三菱系列使用手册第六章三菱系统铣、加工中心机床面板操作第六章三菱系统铣、加工中心机床面板操作 三菱系统铣床及加工中心操作面板 三菱系统面板 6.1 面板简介 三菱系统铣床、加工中心操作面板介绍
大森、三菱系列使用手册第六章三菱系统铣、加工中心机床面板操作
大森、三菱系列使用手册第六章三菱系统铣、加工中心机床面板操作
三菱系统铣床、加工中心系统面板介绍 6.2 机床准备 6.2.1 激活机床 检查急停按钮是否松开至状态,若未松开,点击急停按钮,将其松开。点击启动电源。 6.2.2 机床回参考点 1、进入回参考点模式 系统启动之后,机床将自动处于“回参考点”模式。若在其他模式下,须切换点”模式。到“回参考 大森、三菱系列使用手册第六章三菱系统铣、加工中心机床面板操作 2、回参考点操作步骤 X轴回参考点点击按钮 Y轴回参考点点击按钮
Z轴回参考点点击按钮,选择Z轴,点击将Z轴回参考点,回到参考点之后,Z 轴的回零灯变为;,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;,选择X轴,点击将X轴回参考点,回到参考点之后,X轴的回零灯变为;回参考点前的界面如图6-2-2-1所示: 回参考点后的界面如图6-2-2-2所示: 图6-2-2-1回参考点前图图6-2-2-2 机床回参考点后图 6.3 选择刀具 依次点击菜单栏中的“机床/选择刀具” 或者在工具栏中点击图标“”,系统将弹出“铣刀选择”对话框。 按条件列出工具清单 筛选的条件是直径和类型 (1) 在“所需刀具直径”输入框内输入直径,如果不把直径作为筛选条件,请输入数字“0”。 (2) 在“所需刀具类型”选择列表中选择刀具类型。可供选择的刀具类型有平底刀、平底带R刀、球头刀、钻头等。 (3) 按下“确定”,符合条件的刀具在“可选刀具”列表中显示。 指定序号:(如图6-3-1-1)。这个序号就是刀库中的刀位号。卧式加工中心允许同时选择20把刀具,立式加工中心同时允许24把刀具;