国内外催化重整工艺技术进展-惠生公司路守彦
国内外催化重整工艺技术进展
路守彦
惠生工程(中国)有限公司设计中心 上海市201203
摘要:本文对催化重整国内外生产现状、各种工艺技术、催化剂和发展趋势进行分析,目前连续重整为最有竞争力的工艺,大力发展芳烃等石油化工行业,加快连续重整生产工艺国产化的推广,打破长期以来国外公司对连续重整技术的垄断,有利于我国催化重整的可持续发展。
主题词:催化重整连续重整工艺
自1949年世界第一套铂催化重整装置投产以来,催化重整工艺已经历了60年的发展。由于全球环保法规日益严格、高辛烷值汽油和芳烃需求不断增加,以及航空煤油、柴油、汽油等加氢工艺的发展需要提供廉价氢源,催化重整工艺仍然是炼油工业中的主要加工工艺之一。
1 国内外生产现状
1.1国外生产现状
2008年全球共有炼油厂655座,原油总加工能力达4280 Mt/a,其中亚洲占世界原油加工能力的26.26%,居世界首位。2007年时占26.04%。
2008年世界催化重整能力为517 Mt/a,其中亚洲占世界催化重整能力的18.64%,居世界第三位,西欧占世界催化重整能力的19.01%,居世界第二位,北美占世界催化重整能力的36.35%,居世界首位。2007年时他们分别占世界催化重整能力的17.51%,19.14%,37.21%。
2008年世界各国或地区催化重整能力占原油加工能力的比例平均为13.42%,2007年时占13.40%。2008年亚洲地区重整能力占原油加工能力的9.52%,2007年时占9.01%。
全世界生产重整生成油的炼油厂有450座,其中美国约120座、加拿大20座、墨西哥6座大型炼油厂。据美国UOP公司统计,目前全世界约有200多套采用UOP公司技术的连续重整装置。该公司还介绍,20世纪70年代设计的CCR装置最大加工能力为 1.72Mt/a,目前该公司设计的CCR装置的加工范围为0.26-4.30Mt/a。目前世界最大的催化重整装置生产能力如表1所示。[1-2]
表1 2008年催化重整装置最大生产能力 Mt/a
装置型式 炼油厂名称 加工能力半再生重整 Hovem公司维尔京群岛圣克鲁瓦炼油厂 2.26
连续再生重整 美国ExxonMobil炼制与供应公司德克萨斯州博蒙特炼油厂 3.16
循环再生重整 英国BP公司德克萨斯州德克萨斯城炼油厂 2.68
1.2国内生产现状
截至2009年6月,我国催化重整装置共有72套,总加工能力为30.89Mt/a,其中连续重整装置25套,加工能力为20.89Mt/a,平均规模为0.836 Mt/a,半再生重整装置47套,加工能力为10.00Mt/a,平均规模为0.213 Mt/a,我国无
循环再生重整装置。我国催化重整能力仅次于美国、俄罗斯和日本,位居世界第四。我国催化重整能力占原油加工能力的比例低于世界平均水平。2005年,我国催化重整能力为17.40 Mt/a,占原油加工能力347 Mt/a的比例为5.0%;到2010年底,我国催化重整能力达到42.29 Mt/a,占原油加工能力510 Mt/a的比例为8.3%。[3,13]
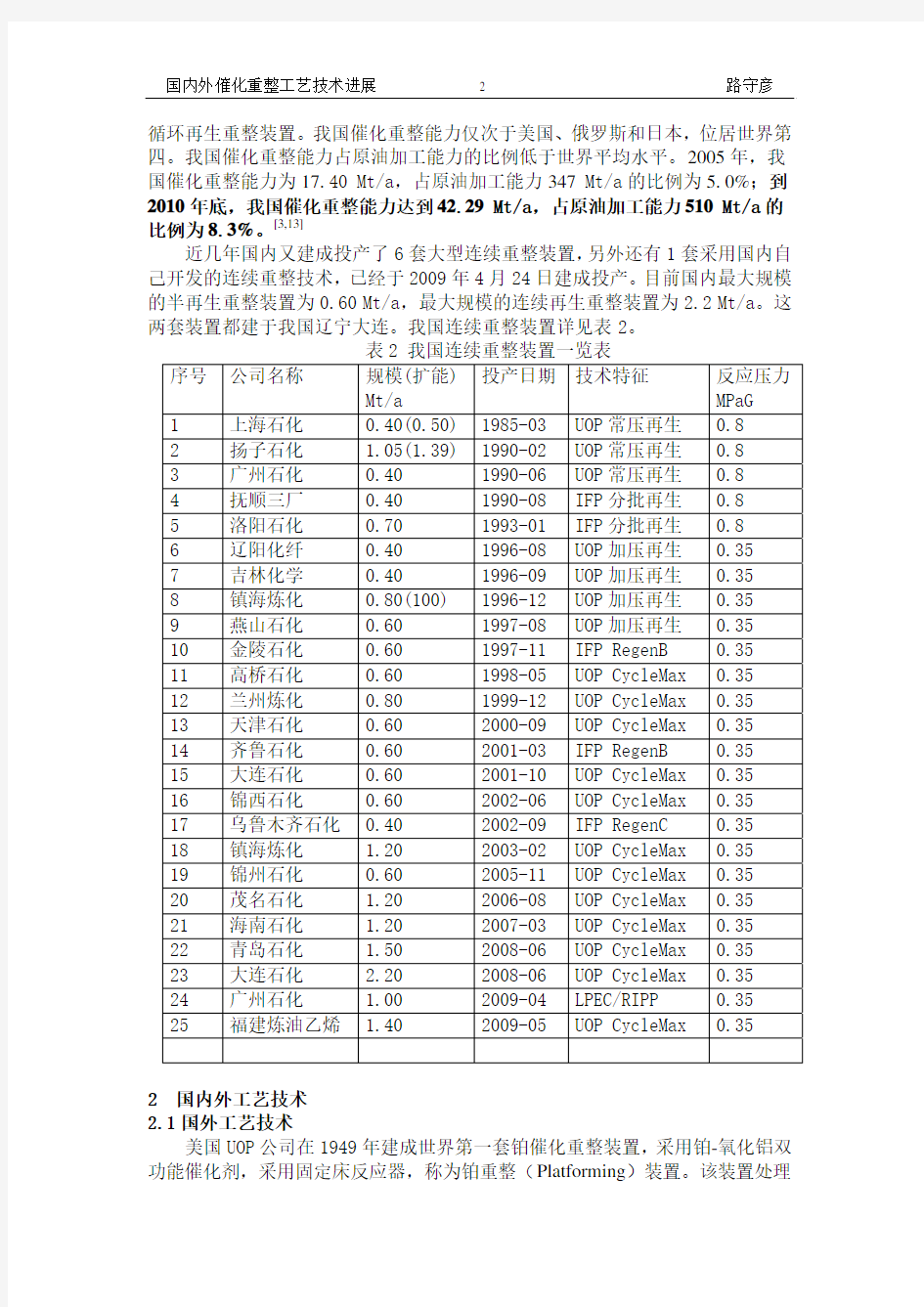
近几年国内又建成投产了6套大型连续重整装置,另外还有1套采用国内自己开发的连续重整技术,已经于2009年4月24日建成投产。目前国内最大规模的半再生重整装置为0.60 Mt/a,最大规模的连续再生重整装置为2.2 Mt/a。这两套装置都建于我国辽宁大连。我国连续重整装置详见表2。
表2 我国连续重整装置一览表
序号 公司名称 规模(扩能)
Mt/a 投产日期技术特征 反应压力
MPaG
1 上海石化 0.40(0.50) 1985-03 UOP常压再生 0.8
2 扬子石化 1.05(1.39) 1990-02 UOP常压再生 0.8
3 广州石化 0.40 1990-06 UOP常压再生 0.8
4 抚顺三厂 0.40 1990-08 IFP分批再生 0.8
5 洛阳石化 0.70 1993-01 IFP分批再生 0.8
6 辽阳化纤 0.40 1996-08 UOP加压再生 0.35
7 吉林化学 0.40 1996-09 UOP加压再生 0.35
8 镇海炼化 0.80(100) 1996-12 UOP加压再生 0.35
9 燕山石化 0.60 1997-08 UOP加压再生 0.35
10 金陵石化 0.60 1997-11 IFP RegenB 0.35
11 高桥石化 0.60 1998-05 UOP CycleMax 0.35
12 兰州炼化 0.80 1999-12 UOP CycleMax 0.35
13 天津石化 0.60 2000-09 UOP CycleMax 0.35
14 齐鲁石化 0.60 2001-03 IFP RegenB 0.35
15 大连石化 0.60 2001-10 UOP CycleMax 0.35
16 锦西石化 0.60 2002-06 UOP CycleMax 0.35
17 乌鲁木齐石化 0.40 2002-09 IFP RegenC 0.35
18 镇海炼化 1.20 2003-02 UOP CycleMax 0.35
19 锦州石化 0.60 2005-11 UOP CycleMax 0.35
20 茂名石化 1.20 2006-08 UOP CycleMax 0.35
21 海南石化 1.20 2007-03 UOP CycleMax 0.35
22 青岛石化 1.50 2008-06 UOP CycleMax 0.35
23 大连石化 2.20 2008-06 UOP CycleMax 0.35
24 广州石化 1.00 2009-04 LPEC/RIPP 0.35
25 福建炼油乙烯 1.40 2009-05 UOP CycleMax 0.35
2 国内外工艺技术
2.1国外工艺技术
美国UOP公司在1949年建成世界第一套铂催化重整装置,采用铂-氧化铝双功能催化剂,采用固定床反应器,称为铂重整(Platforming)装置。该装置处理
能力7.5 kt/a,可以在比较缓和的反应条件下进行,反应温度450-520℃,反应压力1.5-5.0MPa,得到研究法辛烷值约90的汽油组分,液体收率高达90%左右。该工艺催化剂活性高,积碳速度较慢,一般可以连续生产半年到一年才需要再生催化剂。
1955年,由于铂重整反应苛刻度提高,美国Exxon 公司开发了固定床循环重整和半再生强化重整。
1967年,由于铂铼双金属重整催化剂,美国Chevron 公司开发了采用双金属重整催化剂的铼重整(Rheniforming),催化重整工艺有了新的进展。
1971年,美国UOP公司的CCR(Catalyst Continuous Regeneration)Platforming 连续催化重整工艺实现了工业化生产,四个反应器重叠布置,积碳催化剂可连续再生,催化剂可以长期保持较高活性,重整生成油的收率和芳烃产率得到提高,催化重整工艺技术达到一个更高的水平。2007年3月10日美国UOP公司宣布:在海南石化投产的1.20 Mt/a催化重整装置,是UOP的第200套连续催化重整装置。
1973年,法国IFP的Octanizing连续催化重整工艺实现了工业化生产,工艺性能与美国UOP公司的CCR相似,但四个反应器并列布置,长期以来,这两种工艺是世界上最有竞争力的两种连续催化重整工艺。[3]
2.2国内工艺技术
我国第一套铂催化重整装置于1965年12月在大庆建成投产,是国内自己设计、建设、开工的,并且它采用我国自己开发生产的3651铂重整催化剂。是我国当时炼油的“五朵金花”之一。1966年6月从意大利进口的铂催化重整装置在石油二厂建成投产。60年代共建设了4套半再生催化重整装置。总生产能力0.55 Mt/a。
1974年9月,我国自主开发出3741铂铼双金属催化剂。并在兰州炼油厂铂重整装置改造中运用,芳烃转化率和收率都有很大提高。1975年,含有铂、铱、铝、等组分的多金属催化剂研制成功。1977年5月,我国第一套采用多金属催化剂的催化重整装置在大连七厂建成投产。首次采用了我国自行设计制造的径向反应器、多流路加热炉、单管程纯逆流立式换热器等新设备。同时降低了反应压力,达到当时引进装置的工艺技术水平。1977年两段混氢工艺实现了工业化,提高了反应的选择性和芳烃收率,并且降低了系统压降和能耗。60年代共建设了9套半再生催化重整装置。总生产能力达到2.14 Mt/a。
80年代开始引进连续催化重整装置,我国的第一套连续催化重整装置1985年3月在上海石化建成投产,装置规模0.40Mt/a。同时还建有7套半再生重整装置,总生产能力达到3.35 Mt/a。
90年代,为了满足生产高辛烷值汽油、增产芳烃和氢气的需要,我国连续重整快速发展。到90年代末,我国共有催化重整装置51套,总加工能力15650 kt/a。其中半再生装置39套,加工能力7.75 Mt/a,连续重整装置12套,加工能力7.90 Mt/a,占总加工能力的50.5%。
2000年1月,我国第一套只付专利费,自行编制工艺包和工程设计的连续重整装置在齐鲁建成投产,规模0.60Mt/a。采用国产催化剂,反应压力0.37MPa,反应温度525℃,空速2.2h-1,H2/HC摩尔比2.2,RON辛烷值102。[3-7] 2001年6月28日,我国自行研究开发、设计和建设的0.50Mt/a的低压组合床催化重整装置在长岭顺利投产。在组合床工艺中,前面两个反应器采用固定
床,后面两个反应器采用移动床,并配置催化剂连续再生系统。重整油收率、芳烃收率、氢产率明显提高。[8]
2003年底,洛阳石油化工工程公司与石油化工科学研究院、洛阳分公司携手,开发新一代国产化连续重整成套技术。
2005年8月,新开发的国产化连续重整成套技术在洛阳分公司0.70 Mt/a 连续重整装置改造中首次得到成功应用,获得中国石化集团公司科技进步一等奖、河南省勘察设计行业工程勘察设计“创新奖”特等奖。
2009年1月15日,我国第一套自行研究开发、设计和建设的1000kt/a的连续催化重整装置在广州建成中交。2009年4月24日15时58分,连续再生单元成功投用,整套装置流程全部打通,产品全部合格。由洛阳石油化工工程公司、石油化工科学研究院和广州石化联合开发的我国第一套1.00 Mt/a国产化超低压连续重整技术示范装置投产成功了!主要技术特征:反应压力0.35MPa,反应器两两重叠布置,达到国际同类技术水平。该装置的建成投产,标志着我国成为继美国、法国之后世界上第三个拥有连续重整技术的国家。它打破了长期以来国外公司对连续重整技术的垄断,是我国连续重整技术新的里程碑,对我国炼油技术国产化具有划时代意义。
3国内外催化剂
3.1国外催化剂
催化剂是催化重整工艺的核心技术,新型催化剂可以提高重整生成油和氢气产率。
新近推出的重整催化剂主要有美国UOP公司的R-98,R-264和R-262,以及美国Criterion公司的PR-30和R-98。PR-30主要用于半再生催化重整装置。R-98催化剂是加助剂的Pt-Re催化剂:有较高的活性、稳定性、产品产率,以及容易再生等特点,R-264和R-262催化剂主要用于CCR装置,在减少生焦的同时能提高加工能力和产品产率。
3.1.1 半再生重整催化剂
R-98催化剂添加助剂后减弱了金属裂化性能,因此增加了烷烃脱氢环化生产芳烃的能力,提高了重整生成油产率。与R-86催化剂相比,采用R-98催化剂时C
5
+组分体积产率高出1%。
美国Criterion公司的PR-30催化剂,其氢产率随环烷开环和烷烃裂化反应的减少而提高,重整生成油收率因烷烃裂化减少使催化剂上的生焦速率减缓而提高,同时减缓催化剂的失活速率。在运转初期其选择性与PR-29催化剂类似;运
转周期超过40%时,PR-29的C
5
+组分产率开始比PR-30以更快的速度下降;在周
期接近60%时,PR-30的C
5+组分产率就明显高,运转末期532℃时,PR-30的C
5
+
组分产率要高20%。
3.1.2 连续再生重整催化剂
美国UOP公司的R-264催化剂与R.130,R-230和R-270催化剂相比,密度约高20%,可在提高加工量的同时减轻催化剂在中心管网上的贴壁现象,并提高重整转化率和减少生焦造成的影响,生焦量可减少8%~10%。该催化剂还有氯化物滞留量高和表面积稳定性好的优点。
2004年度第二季度在一个欧洲炼油厂的CCR装置首次应用R-264催化剂,现在已应用到12套CCR装置中,其中2006年以前投产的有7套。北美有一套装
置用R-264催化剂替代R-134催化剂后,C
5
+组分体积产率提高1%-2%,氢气产量增加20m3/m3,催化剂温降降低11℃,催化剂细粉减少50%以上,氯化物注入量
可减少70%。
R-262催化剂是专门为CCR装置设计的,其铂含量比R-264催化剂高,并能
在实际应用中保持合适的金属功能,使C
5
+组分、芳烃和氢气产率最大化。2007年3月在泰国的CCR装置应用,该装置加工能力约1.13Mt/a,加压连续再生。装置加工石脑油原料,该原料芳烃潜含量为85%左右、干点为165℃,硫含量比一般CCR装置原料稍高。为保持原有加工能力的条件,实现芳烃和氢气产率最大化,该装置将原有R-232催化剂更换为R-262催化剂,在R-232催化剂卸出的同时,加入R-262催化剂,在约一周的置换期间,保持90%-100%的进料速率,经运转证实,R-262催化剂在WAIT低7℃时,总芳烃产率提高0.2%-0.3%,氢产率约提高0.2%。
Criterion公司刚推出的PS-80催化剂,设计用于加热炉受制约的装置,在
提高进料量的同时不产生催化剂贴壁现象,在多产氢气的条件下能提高C
5
+组分产率或提高重整生成油辛烷值。与其他同类催化剂相比,PS-80催化剂在没有增加密度的条件下可提高活性,催化剂装填量可减少15%-20%。由于密度没有增加,与PS40催化剂一样,铂质量分数都是0.3%。与铂质量分数低于0.3%的催化剂相比,PS-80催化剂更耐用,在使用过程中能使催化剂上的污染物(铁、氧化硅等)
不起作用。PS-80与PS-40相比,反应温度低一些;在C
5+组分产率相同时,C
5
+
组分的RON更高一些。
3.2国内催化剂
1965年,我国第一套100 kt/a半再生催化重整在大庆炼油厂投产,使用国产重整催化剂。随后,一系列双金属和多金属半再生和连续重整催化剂研制成功,并得到广泛应用。
如何提高重整催化剂的活性、选择性、活性稳定性、水热稳定性是重整催化剂研究领域的技术核心。我国主要通过助剂的选择、载体的改进、铂金属含量的降低、助剂与Pt的最佳配合和非Sn、Re助剂的引入等技术创新途径,实现了技术突破,得到了活性稳定性高、水热稳定性好和选择性高的连续重整和半再生催化剂。
中石化石油化工科学研究院和武汉分公司共同承担的科技开发项目“PRT-A/B重整催化剂的研制及工业应用”,通过由中石化股份公司技术开发中心组织的中试评议。该项目完成了催化剂的实验室研制及工业放大试验。实验结果表明,PRT-A/B催化剂物化性能良好,氯保持能力优于目前处于国际先进水平的PR-C/D催化剂。选择性进一步改善,活性、稳定性进一步提高。在同等反应条件下,芳烃转化率高出5个百分点以上,液收高1个百分点以上,积炭降低15%。
1986年,我国第一个连续重整催化剂3861工业放大成功,法国IFP确认3861催化剂性能良好,可用于引进的使用法国IFP技术的连续重整工业装置。1991年在抚顺石油三厂引进的400 kt/a连续重整装置上首次应用成功。1994年,GCR-10催化剂在广州石化总厂的使用UOP技术的连续重整装置实现了工业化应用。
截至2003年5月,我国共有连续重整装置18套,其中16套已完全采用国产PS系列催化剂,另外2套也采用国产连续重整催化剂作为补充剂。目前采用
PS-Ⅲ催化剂1套,PS-Ⅳ催化剂3套,PS-Ⅴ催化剂8套,PS-Ⅵ催化剂4套。迄至目前,国产PS系列催化剂已在各类使用UOP和IFP技术的连续重整装置上得到成功应用,并且在使用我国开发的低压组合床技术的装置上也得到成功应用。
PS-VI型催化剂是中石化石科院研制开发的具有低积碳速率、高液体选择性特点的最新一代连续重整催化剂。在铂、锡组元的基础上,引入新助剂,经过独特的工艺处理,在不降低比表面积的前提下,具有积碳速率低、选择性高、持氯能力强、活性稳定性好等特点。PS-VI型连续重整催化剂的主要组成是:Pt,0.28%;Sn,0.31%;Cl,1.10%;Si,79μg/g;Fe ,98μg/g;Na,3μg/g。该催化剂的主要物理性质是:堆密度0.56ml/g,比表面积193平方米/g,孔隙体积0.71ml/g,1.4~2.0mm的粒径占99.8%,磨损率1.2%。催化剂具有理想的堆密度、比表面积、孔隙体积和粒度分布,尤其是良好的压碎强度和抗磨损性能。近年又开发出高铂型低积碳速率连续重整催化剂PS-VII。 [9-10]
中国石化洛阳分公司700 kt/a连续重整装置采用法国石油研究院(IFP)第一代连续重整专利技术,原设计使用石化研究院研制的全氯型铂锡重整催化剂3861。2002年5月在重整装置停工检修期间,将原3861重整催化剂更换为PS-VI 型连续重整催化剂,取得了较好的效果。积炭速率降低可以使连续重整装置在同等再生能力下,在更高苛刻度或更高处理量的操作条件下平稳运行,从而最大限度地提高装置的综合效益。该催化剂不仅适用于新建大型连续重整装置,而且特别适用于再生能力受到限制的老装置扩能改造。2002年6月对PS-VI型连续重整催化剂在工业装置运行情况进行了标定。将PS-VI型催化剂标定结果与3861催化剂标定数据进行了比较。在使用PS-VI催化剂时,尽管重整进料芳烃潜含量比使用3861催化剂时低了4.66个百分点,且在反应器入口温度降低15℃时,却能够获得RON为100.3的稳定汽油,说明PS-VI型催化剂活性高于3861催化剂。另外,稳定汽油的收率提高2.24个百分点;纯氢产率提高0.31个百分点;芳烃产率提高5.18个百分点;稳定汽油芳烃含量提高3.93个百分点,说明PS-VI 催化剂比3861催化剂具有更好的选择性。PS-VI待生催化剂的碳含量为2.04%,而3861待生催化剂的碳含量为3%~4%,PS-VI催化剂的碳含量比3861催化剂降低了32%~49%,因此,PS-VI催化剂比3861催化剂具有更低的积炭速率。由此可以推断,在产物辛烷值相同的情况下,达到相同的待生催化剂碳含量,使用PS-VI催化剂的加工量可比使用3861催化剂提高20%以上。重整进料芳烃潜含量40.63%、反应温度505℃时,重整汽油RON达到100.3,稳定汽油收率达89.04%,其芳烃含量达77.81%。
镇海炼化公司800 kt/a连续重整装置采用UOP公司第二代超低压连续重整工艺,2001年5月,换用中石化石科院开发的PS-Ⅳ型连续重整催化剂(工业牌号RCO11),完成了工业应用试验。PS-Ⅳ型催化剂含Pt 0.28%、含Sn 0.30%、含Cl 1.27%。该催化剂具有良好的耐磨性能、水热稳定性和持氯性能。在反应温度528℃工况下,重整汽油的辛烷值及纯氧产率均达到或超过装置原设计值。与原使用进口催化剂相比,PS-Ⅳ型催化剂的芳烃产率由65.40%提高到71.86%,提高了6.46个百分点;稳定汽油收率由86.87%提高到88.19%,提高了1.32个百分点;氢气产率由3.68%提高到4.03%,增加了9.5%;积炭速率降低了26.3%。
广州石化公司400 kt/a连续重整装置于1999年4月更换高水热稳定性的GCR-100催化剂,截至2003年3月已工业运转3年,累计加工重整原料114万吨,催化剂寿命达64.16t/kg,生产高辛烷值汽油102万吨,累计烧焦催化剂2492吨,即系统内催化剂已进行140次再生循环。工业运转表明,GCR-100催化剂的
再生性能、输送性能和抗磨性能良好,能满足UOP连续重整装置的工艺要求。该催化剂活性、稳定性良好,优于GCR-10及R-32。
抚顺石油化工研究院研制开发的HDO-18催化重整生成油选择性加氢催化剂通过技术鉴定。鉴定认为,HDO-18催化剂的制备工艺成熟,无特殊环保问题,其性能达到国内同类催化剂先进水平。催化重整生成油都存在脱除烯烃的问题,因此,开发适合我国国情的催化重整生成油选择性加氢催化剂及工艺势在必行。HDO-18催化剂在小型加氢装置上进行了2000多小时的稳定性试验。评价结果表明,HDO-18催化剂用于固定床半再生重整生成油苯馏分、固定床半再生重整生成油全馏分和第二代连续重整生成油BTX馏分选择性加氢脱烯烃,在适宜的工艺条件下,均能生产出符合相关技术指标要求的产品,对原料适应性强,操作灵活性高。工业放大结果表明,HDO-18催化剂的物化性质、活性和稳定性均重复了实验室结果,具有良好的活性、选择性和稳定性,可以满足工业装置长期稳定运转的使用要求,是一种催化重整生成油选择性加氢的理想催化剂,有着良好的推广前景。[11-12]
4 发展趋势
由于连续重整与半再生工艺相比,技术更加先进,它表现在反应压力和氢油比大大降低,液体收率、氢气产率、芳烃产率和重整生成油的辛烷值都有不同程度的提高,具有更好的经济效益和市场竞争力。另外目前新上的重整装置规模也越来越大,连续重整成为最有竞争力的工艺。以前国内连续重整工艺技术全部从美国UOP或者法国IFP引进,投资额较高。采用国内技术、设备和催化剂,将会大幅降低投资和生产成本,提高市场竞争力。
在国内催化重整企业应该大力发展芳烃等石油化工行业,加快连续重整工艺国产化的推广,形成自主知识产权,打破长期以来国外公司对连续重整技术的垄断,将有利于催化重整行业的健康可持续发展。
参考文献:
[1] David Nakamura, Worldwide refining capacity growth rises again in 2008[J]Oil & Gas Journal, 2008, 106(48): 46-51
[2] 胡德铭国外催化重整工艺技术的发展(1) [J] 炼油技术与工程 2008,38(11):1-5
[3] 徐承恩催化重整工艺与工程 [M] 北京:中国石化出版社 2006
[4] 胡德铭我国催化重整装置发展空间的探讨 [J] 炼油技术与工程 2004,34(10):5-9
[5] 王树德中国石化催化重整装置面临的形势与任务 [J] 炼油技术与工程 2005,35(7):1-4
[6] 邵文中国石油催化重整装置的现状分析 [J] 炼油技术与工程 2006,36(11):1-4
[7] 孙兆林催化重整[M] 北京:中国石化出版社 2006
[8] 徐又春长岭0.5Mt/a低压组合床重整装置开车成功 [J] 炼油设计 2001,31(7):14
[9] 徐红喜我国连续重整催化剂技术的进步 [J] 炼油技术与工程 2004,34(7):43-45
[10] 马爱增潘锦程杨森年高铂型低积碳速率连续重整催化剂PS-VII的研究与评价 [J] 炼油技术与工程2004,34(12):45-47
[11] 陈玉琢徐远国 HDO-18选择性加氢脱烯烃催化剂的反应性能及应用 [J] 炼油技术与工程 2005,35(11):49-54
[12] 陈玉琢叶小舟郭红新 HDO-18催化重整生成油选择性加氢催化剂的工业试验 [J] 炼油技术与工程2004,34(10):19-21
[13] 张东明李宇静屠庆华 2010年石化行业现状及2011年形势分析 [M] 2010年化学工业年度行业分析
报告 2011:9-27
Catalytic Reforming Process Technology Development in the World
Lu Shouyan
(Wison Engineering Ltd. Design Center Process Department Shanghai 201203)Abstracts: Catalytic Reforming in the world production actuality、all kinds of process technology、catalyst and development direction have been analysed in the paper. Now CCR is a process of the most competition ability, Petrol-chemical industry should be developed energetically, such as aromatics, etc. Expedite our CCR application,Break CCR corner by oversea for a long time,it is propitious to our catalytic reforming continuance development。
Key Words:Catalytic Reforming CCR Process
作者简介:路守彦,男,1964年生,河南省南乐县人,工学硕士学位。现任惠生工程(中国)有限公司注册化工工程师、教授级高级工艺工程师,上海市工程师学会会员,中国石油
和化工勘察设计协会技术专家。长期从事石化、化工项目的工艺及工程设计,参与的工程项
目一百余项,多数已经顺利投产。获得省部级优秀工程设计奖1项,申请国家发明专利1项,发表论文30余篇,擅长解决石化、化工工艺及工程方面的实际问题。
炼厂基本工艺流程
海科公司主要装置知识汇总 常减压装置: 原料:原油 产品:汽油(7-8%)、柴油(20-30%)、蜡油(20-30%)、渣油(40%左右) 常减压蒸馏:将原油按其各组分的沸点和饱和蒸汽压的不同而进行分离的一种加工手段。这是一个物理变化过程,分为常压过程和减压过程。我公司大常减压装置加工能力是100万吨/年。 精馏过程的必要条件: 1)主要是依靠多次气化及多次冷凝的方法,实现对液体混合物的分离。因此,液体混合物中各组分的相对挥发度有明显差异是实现精馏过程的首要条件。 2)塔顶加入轻组分浓度很高的回流液体,塔底用加热或汽提的方法产生热的蒸汽。 3)塔内要装设有塔板或者填料,使下部上升的温度较高、重组分含量较多的蒸气与上部下降的温度较低、轻组分含量较多的液体相接处,同时进行传热和传质过程。 原油形状:天然石油通常是淡黄色到黑色的流动或半流动的粘稠液体,也有暗绿色、赤褐色的,通常都比水轻,比重在0.8-0.98之间,但个别也有比水重的,比重达到1.02。许多石油都有程度不同的臭味,这是因为含有硫化物的缘故。 石油主要由C和H两种元素组成,由C和H两种元素组成的碳氢化合物,是石油炼制过程中加工和利用的主要对象。 主要元素:C、H、S、O、N
微量元素:Ni、V、Fe、Cu、Ga、S、Cl、P、Si 常减压装置的原理:根据石油中各种组分的沸点不同且随压力的变化而改变的特点,通过蒸馏的办法将其分离成满足产品要求或后续装置加工要求的各种馏分。因此,原油蒸馏的基本过程是:加热、汽化、冷凝、冷却以及在这些过程当中所发生的传质、传热过程。 常减压蒸馏是石油加工的第一个程序,第一套生产装置。根据原油的品质情况和生产的目的不同,常减压蒸馏装置通常有三种类型,一种是燃料型,另一种是燃料润滑油型,还有一种是化工型。 燃料型生产装置,主要生产:石脑油、煤油、柴油、催化裂化原料或者加氢裂化、加氢处理原料、减粘原料、焦化原料、氧化沥青原料或者直接生产道路沥青;燃料润滑油型生产装置,主要生产除燃料之外,还在减压蒸馏塔生产润滑油基础油原料;化工型生产装置主要生产的是裂解原料。 原油预处理(电脱盐)部分、换热网络(余热回收)及加热炉部分、常压蒸馏部分、减压蒸馏部分。 三塔流程:初馏塔、常压蒸馏塔、减压蒸馏塔 焦化联合装置: 我公司延迟焦化装置规模37.5万吨/年,加氢精制装置40万吨/年,干气制氢装置规模3000Nm3/年。 焦化联合装置配套配合生产,焦化部分采用国内成熟的常规焦化技术,运用一炉两塔工艺,井架式水力除焦系统,无堵焦阀,尽量多产汽、柴油。加氢部分采用国内成熟的加氢精制工艺技术,催化剂采用中国石油化工集团公司抚顺石油化工研究所开发的FH-UDS、FH-UDS-2加氢精制催化剂。反应部分采用炉前
催化裂化产品方案解析(doc 5页)
催化裂化产品方案分析 催化裂化是石油炼制过程之一,是在热和的作用下使发生裂化反应,转变为裂化气、汽油和等的过程。 催化裂化原料是原油通过原油(或其他过程)分馏所得的重质;或在重质馏分油中掺入少量渣油,或经脱后的脱沥青渣油;或全部用常压渣油或。在反应过程中由于不挥发的类碳物质沉积在上,缩合为,使催化剂活性下降,需要用空气烧去(见催化剂再生),以恢复催化活性,并提供裂化反应所需热量。催化裂化是从重质油生产的主要过程之一。所产汽油高(马达法80左右),裂化气(一种)含、、异构烃多。 催化裂化技术由E.J.胡德利研究成功,于1936年由美国索康尼真空油公司和合作实现工业化,当时采用,反应和催化剂再生交替进行。由于高压缩比的需要较高辛烷值汽油,催化裂化向移动床(反应和催化剂再生在中进行)和流化床(反应和催化剂再生在中进行)两个方向发展。移动床催化裂化因设备复杂逐渐被淘汰;流化床催化裂化设备较简单、处理能力大、较易操作,得到较大发展。60年代,出现分子筛催化剂,因其活性高,裂化反应改在一个管式反应器(反应器)中进行,称为提升管催化裂化。 1958年在兰州建成移动床催化裂化装置,1965年在抚顺建成流化床催化裂化装置,1974年在玉门建成提升管催化裂化装置。1984年,中国催化裂化装置共39套,占原油加工能力23%。
反应机理:与按机理进行的热裂化不同,催化裂化是按机理进行的,催化剂促进了裂化、和芳构化反应,裂化产物比热裂化具有更高的经济价值,气体中C3和C4较多,异构物多;汽油中异构烃多,极少,较多。其主要反应包括:①分解,使重质烃转变为轻质烃;②异构化;③氢转移;④芳构化;⑤、生焦反应。异构化和芳构化使低辛烷值的直链烃转变为高辛烷值的异构烃和芳烃。 装置类型:流化床催化裂化装置有多种类型,按反应器(或沉降器)和再生器布置的的不同可分为两大类:①反应器和再生器分开布置的并列式;②反应器和再生器架叠在一起的同轴式。并列式又由于反应器(或沉降器)和再生器位置高低的不同而分为同高并列式和高低并列式两类。 同高并列式主要特点是:①催化剂由U型管密相输送;②反应器和再生器间的催化剂循环主要靠改变两端的催化剂密度来调节;③由反应器输送到再生器的催化剂,不通过再生器的分布板,直接由
催化裂化的工艺特点及基本原理
教案 叶蔚君 5.1催化裂化的工艺特点及基本原理 [引入]: 先提问复习,再从我国催化裂化汽油产量所占汽油总量的比例引入本章内容。 [板书]:催化裂化 一、概述 1、催化裂化的定义、反应原料、反应产物、生产目的 [讲述]: 1.催化裂化的定义(重质油在酸性催化剂存在下,在470~530O C的温度和0.1~0.3MPa的条件下,发生一系列化学反应,转化成气体、汽油、柴油等轻质产品和焦炭的过程。)、 反应原料:重质油;(轻质油、气体和焦炭)、(轻质油); [板书]2.催化裂化在炼油厂申的地位和作用: [讲述]以汽油为例,据1988年统计,全世界每年汽油总消费量约为6.5亿吨以上,我国汽油总产量为1750万吨,从质量上看,目前各国普通级汽油一般为90-92RON、优质汽油为96-98RON,我国1988年颁布车用汽油指标有两个牌号,其研究法辛烷值分别为不低于90和97。 但是,轻质油品的来源只靠直接从原油中蒸馏取得是远远不够的。一般原油经常减压蒸馏所提供的汽油、煤油和柴油等轻质油品仅有10-40%,如果要得到更多的轻质产品以解决供需矛盾,就必须对其余
的生质馏分以及残渣油进行二次加工。而且,直馏汽油的辛烷值太低,一般只有40-60MON,必须与二次加工汽油调合使用。 国内外常用的二次加工手段主要有热裂化、焦化、催化裂化和加氢裂化等。而热裂化由于技术落后很少发展,而且正逐渐被淘汰,焦化只适用于加工减压渣油,加氢裂化虽然技术上先进、产品收率高、质量好、灵活性大,但设备复杂,而且需大量氢气,因此,技术经济上受到一定限制,所以,使得催化裂化在石油的二次加工过程中占居着重要地位(在各个主要二次加工工艺中居于首位)。特别是在我国,车用汽油的组成最主要的是催化裂化汽油,约占近80%。因此,要改善汽油质量提高辛烷值,首先需要把催化裂化汽油辛烷值提上去。目前我国催化裂化汽油辛烷值RON偏低,必须采取措施改进工艺操作,提高催化剂质量,迅速赶上国际先进水平。 [板书]3催化裂化过程具有以下几个特点 [讲述] (1)轻质油收率高,可达70%-80%,而原料初馏的轻质油收率仅为10%~40%。所说轻质油是指汽抽、煤油和柴油的总和。 (2)催化汽油的辛烷值较高,研究法辛烷值可达85以上。汽油的安定性也较好。 (3)催化柴油的十六烷值低,常与直馏柴油调合使用或经加氢精制提高十六烷值。 (4)催化裂化气体产品产率约为10%~20%左右,其中90%左右是C3,C4(称为液化石油气)。C3、C4组分中合大量烯烃。因此这部分产品是优良的
(整理)催化裂化的装置简介及工艺流程
催化裂化的装置简介及工艺流程 概述 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应/再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: (一)反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~680℃)。再生器维持0.15MPa~0.25MPa(表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10%CO,为了利用其热量,不少装置设有CO锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 (二)分馏系统 分馏系统的作用是将反应/再生系统的产物进行分离,得到部分产品和半成
催化重整
催化重整:在有催化剂作用的条件下,对汽油馏分中的烃类分子结构进行重新排列成新的分子结构的过程叫催化重整。石油炼 制过程之一,加热、氢压和催化剂存在的条件下,使原油蒸馏所得 的轻汽油馏分(或石脑油)转变成富含芳烃的高辛烷值汽油(重整 汽油),并副产液化石油气和氢气的过程。重整汽油可直接用作汽 油的调合组分,也可经芳烃抽提制取苯、甲苯和二甲苯。副产的氢 气是石油炼厂加氢装置(如加氢精制、加氢裂化)用氢的重要来源。沿革 20世纪40年代在德国建成了以氧化钼(或氧化铬)/氧化铝作 催化剂(见金属氧化物催化剂)的催化重整工业装置,因催化剂活 性不高,设备复杂,现已被淘汰。1949年美国公布以贵金属铂作催化剂的重整新工艺,同年11月在密歇根州建成第一套工业装置,其后在原料预处理、催化剂性能、工艺流程和反应器结构等方面不断 有所改进。1965年,中国自行开发的铂重整装置在大庆炼油厂投产。1969年,铂铼双金属催化剂用于催化重整,提高了重整反应的深度,增加了汽油、芳烃和氢气等的产率,使催化重整技术达到了一个新 的水平。 化学反应 包括以下四种主要反应:①环烷烃脱氢;②烷烃脱氢环化;③ 异构化;④加氢裂化。反应①、②生成芳烃,同时产生氢气,反应 是吸热的;反应③将烃分子结构重排,为一放热反应(热效应不大);反应④使大分子烷烃断裂成较轻的烷烃和低分子气体,会减 少液体收率,并消耗氢,反应是放热的。除以上反应外,还有烯烃的饱和及生焦等反应,各类反应进行的程度取决于操作条件、原料性质 以及所用催化剂的类型。
催化剂 近代催化重整催化剂的金属组分主要是铂,酸性组分为卤素 (氟或氯),载体为氧化铝。其中铂构成脱氢活性中心,促进脱氢 反应;而酸性组分提供酸性中心,促进裂化、异构化等反应。改变 催化剂中的酸性组分及其含量可以调节其酸性功能。为了改善催化 剂的稳定性和活性,自60年代末以来出现了各种双金属或多金属催化剂。这些催化剂中除铂外,还加入铼、铱或锡等金属组分作助催 化剂,以改进催化剂的性能。 过程条件 原料为石脑油或低质量汽油,其中含有烷烃、环烷烃和芳烃。 含较多环烷烃的原料是良好的重整原料。催化重整用于生产高辛烷 值汽油时,进料为宽馏分,沸点范围一般为80~180℃;用于生产 芳烃时,进料为窄馏分,沸点范围一般为60~165℃。重整原料中的烯烃、水及砷、铅、铜、硫、氮等杂质会使催化剂中毒而丧失活性, 需要在进入重整反应器之前除去。对该过程的影响因素除了原料性 质和催化剂类型以外,还有温度、压力、空速和氢油比。温度高、 压力低、空速小和低氢油比对生成芳烃有利,但为了抑制生焦反应,需要使这些参数保持在一定的范围内。此外,为了取得最好的催化 活性和催化剂选择性,有时在操作中还注入适当的氯化物以维持催 化剂的氯含量稳定。 工艺流程 主要包括原料预处理和重整两个工序,在以生产芳烃为目的时, 还包括芳烃抽提和精馏装置。经过预处理后的原料进入重整工段(见图),与循环氢混合并加热至490~525℃后,在1~2MPa下进入反 应器。反应器由3~4个串联,其间设有加热炉,以补偿反应所吸收的热量。离开反应器的物料进入分离器分离出富氢循环气(多余部
炼油化工装置的具体工艺流程
炼油化工装置的具体工艺流程 一般炼油厂主要由炼油工艺装置和辅助设施构成。炼油工艺装置的作用是将原油加工成液体的轻质燃料和重质燃料,其中轻质燃料包括汽油、煤油、轻柴油,重质燃料包括重柴油和锅炉专用燃料等。此外,通过炼油工艺装置,还能将原油分解成润滑油、气态烃、液态烃、化工原料、沥青、石油焦、石蜡等。根据产品类别分类的话,就分为了燃料型、燃料-化工型、燃料-润滑油型。 一、常减压蒸馏的主要工艺流程 常减压蒸馏主要分为4个步骤,分别为:原油脱盐脱水、初馏、常压蒸馏、减压蒸馏。 1原油脱盐脱水
从地下采出的原油中含有一定比例的水分,这部分水分中含有矿物质盐类。如果原油中水分过大的话,不利于蒸馏塔稳定,容易损坏蒸馏塔。此外,水分过大势必需要延迟加热时间,增加了热量的吸取,增加了原料成本。水分中含有的矿物质盐会在蒸馏过程中产生腐蚀性的盐垢,附着在管道上,这样就会无形当中增加了原油的流动阻力,减慢了流动速度,增加了燃料消耗,所以需要对原油进行脱盐脱水处理。 2初馏 经过了第一步的脱盐脱水操作之后,原油要经过换热器提高温度,当温度达到200℃~250℃时,才可以进入初馏塔装置。在这里,将原油里剩余的水分、腐蚀性气体和轻汽油排出,这样就减少了塔的负担,保证了塔的稳定状态,起到了提高产品质量和尽可能多的回收原油的效果。 3常压蒸馏 从上一步骤出来的油叫拔顶油。经过输送泵进入常压炉后加热,加热要求是360℃左右,然后进入常压塔。从塔顶分离出来的油和气,经过冷凝和换热后,一些就成为汽油,一些就成为了煤油和柴油。 4减压蒸馏 减压蒸馏的主要工艺装置是减压塔,减压塔是将从常压塔里出来的重油,通过减压的方式进行二次加工和深加工。 二、催化裂化的主要工艺流程 催化裂化装置的原材料是需要二次加工和深加工的重质油。通过这道工序,可以将重质油裂解为我们需要的轻质油。 催化裂化的主要步骤为:反应-再生系统、分馏系统、吸收-稳定系统。
催化重整技术进展简介
催化重整技术进展简介 摘要:简要介绍了重整技术的发展历程和主要专利技术提供商,介绍了世界范围内的18种主要催化重整工艺技术,出了专利商、第一次投产应用时间、工艺技术特点和所用催化剂。 催化重整是生产芳烃和汽油调合组份的主要工艺。全球大约38%的苯和87%的二甲苯来自催化重整装置。在发达国家的调合汽油中,重整汽油占很大比重,我国与发达国家相比,催化裂化汽油占比高,重整汽油占比低,所以我国调和汽油中烯烃含量高。与此同时,重整装置的的副产品--氢气还是炼厂加氢装置的廉价氢源,尽管现代炼厂都使用PSA高纯氢,但是重整氢也是PSA制氢装置的重要来源。因此催化重整装置在炼厂中处于非常重要的核心地位。 催化重整技术的诞生起源于二战期间对于高辛烷值汽油的迫切需求,自诞生到现在已逾70多年,目前催化重整技术已经非常成熟而且稳定,并在不断进步中,我国的可研和工程技术人员根据我国自身特点,也开发了自己的催化重整技术用于实际生产中。 最早的重整技术是固定床技术。1940年,Mobil公司率先将金属氧化物(MoO2/Al2O3)作为催化剂用于固定床重整。 1949年,UOP公司经过多年努力开发出了以贵金属Pt为活性组元的重整催化剂(Pt/Al2O3)并于同年在美国密执安州马斯基根的“老荷兰”炼油厂建成了全球第一套铂重整装置。 1967年,美国Chevron公司开发出Pt-Re双金属催化剂。 1972年,ZSM-5分子筛由美国Mobil公司首次开发成功。ZSM-5是一种具有高硅铝比、三维直通孔道结构的中孔分子筛,由于具有独特的孔道结构,ZSM-5在重整反应中表现出较好的择形催化作用。 80年代以来国内外以ZSM-5分子筛、丝光沸石、β沸石以及L型分子筛催化剂为代表的重整催化剂的研究发展极为迅速,标志着催化重整催化剂的发展进入了一个新的阶段。
催化裂化装置工艺流程及设备简图
催化裂化装置工艺流程及设备简图 “催化裂化”装置简单工艺流程 “催化裂化”装置由原料预热、反应、再生、产品分馏等三部分组成~其工艺流程见下图~主要设备有:反应器、再生器、分馏塔等。 1、反应器,又称沉降器,的总进料由新鲜原料和回炼油两部分组成~新鲜原料先经换热器换热~再与回炼油一起分为两路进入加热炉加热~然后进入反应器底部原料集合管~分六个喷嘴喷入反映器提升管~并用蒸汽雾化~在提升管中与560,600?的再生催化剂相遇~立即汽化~约有25,30%的原料在此进行反应。汽油和蒸汽携带着催化剂进入反应器。通过反应器~分布板到达密相段~反应器直径变大~流速降低~最后带着3,4?/?的催化剂进入旋风分离器,使其99%以上的催化剂分离,经料腿返回床层,油汽经集气室出沉降器,进入分馏塔。 2、油气进入分馏塔是处于过热状态,同时仍带有一些催 化剂粉末,为了回收热量,并洗去油汽中的催化剂,分馏塔入口上部设有挡板,用泵将塔底油浆抽出经换热及冷却到 0200,300C,通过三通阀,自上层挡板打回分馏塔。挡板以上为分馏段,将反应 物根据生产要求分出气体、汽油、轻柴油、重柴油及渣油。气体及汽油再进行稳定吸收,重柴油可作为产品,也可回炼,渣油从分馏塔底直接抽出。
3、反应生焦后的待生催化剂沿密相段四壁向下流入汽提段。此处用过热蒸汽提出催化剂,颗粒间及表面吸附着的可汽提烃类,沿再生管道通过单动滑阀到再生器提升管,最后随增压风进入再生器。在再生器下部的辅助燃烧室吹入烧焦用的空气,以保证床层处于流化状态。再生过程中,生成的烟通过汽密相段进入稀相段。再生催化剂不断从再生器进入溢流管,沿再生管经另一单动滑阀到沉降器提升管与原料油汽汇合。 4、由分馏塔顶油气分离出来的富气,经气压机增压,冷却后用凝缩油泵打入吸收脱吸塔,用汽油进行吸收,塔顶的贫气进入二级吸收塔用轻柴油再次吸收,二级吸收塔顶干气到管网,塔底吸收油压回分馏塔。 5、吸收脱吸塔底的油用稳定进料泵压入稳定塔,塔顶液态烃一部分作吸收剂,另一部分作稳定汽油产品。 设备简图 反应器、再生器和分馏塔高、重、大。具体如:分馏塔高41.856m,再生器塔高31m,反应器安装后塔顶标高达57m。再生器总重为390t,反应器总重为177t,分馏塔总重为175t。 3再生器最大直径9.6m,体积为2518m。 1(两器一塔的主要外型尺寸及参数 再生器的外型尺寸参数见下图。
催化裂化装置工艺流程
催化裂化装置工艺流程 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: 一反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370?左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650?~700?)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650?~68 0?)。再生器维持0.15MPa~0.25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO 锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 二分馏系统
连续重整装置详细介绍
6连续重整装置安全培训 培训背景:装置投产之前或预备阶段学习 培训对象:工人及生产管理人员 培训目的:为制定操作规程及安全生产做准备。 培训内容建议:a、装置概况;b、物料危险性分析;c、工艺过程危险性分析;d、设备危险因素; e、危险有害因素分析(毒性、噪声振动、高温、腐蚀); f、事故案例; g、重大危险源分析; h、定性定量评价(PHA、FTA、危险度评价) 形式要求:a、培训文字材料;b、PPT 注意:采用最新的标准规范。言简意赅,避免长篇大论和废话,所采用的标准规范要在材料中注明。 6.1装置概况 根据全厂加工总流程的安排,需建设一套220×104t/a连续重整装置(实际处理量为208.05×104t/a)。 本装置原料为装置外来的精制石脑油,主要产品有高辛烷值汽油调合组分、苯和混合二甲苯,同时副产H2。 6.1.1装置名称 中国石油天然气股份有限公司广西石化分公司220×104t/a连续重整装置。 6.1.2装置规模及组成 ⑴装置规模 重整反应部分设计规模为220×104t/a(实际处理量为208.05×104t/a);催化剂再生部分设计规模为2041kg/h(4500磅/时);苯抽提部分设计规模为55×104t/a;二甲苯分馏部分设计规模为130×104t/a(脱庚烷塔进料127.66×104t /a)。 装置设计年开工8400小时。操作弹性为60%~110%。 ⑵装置组成
装置包括连续重整反应部分、氢气再接触、催化剂再生部分、苯抽提部分和二甲苯分馏部分。 6.1.3原料及产品 6.1.3.1原料及产品性质 ⑴原料及其性质 装置主要原料为上游装置生产的精制石脑油。辅助原料有重整催化剂、低温脱氯剂、抽提蒸馏溶剂、消泡剂(硅油)、单乙醇胺、白土。 为了提高连续重整装置的适应能力,在设计中连续重整装置的进料提供了两种工况,即工况A(贫料)和工况B(富料)。 精制石脑油的性质见表6.1-1,6.1-2,重整原料杂质含量指标见表6.1-3。 表6.1-2 重整原料族组成(工况B)
炼油化工装置的具体工艺流程
炼油化工装置的具体工艺流程炼油工艺装置的作用是将原油加工成液体一般炼油厂主要由炼油工艺装置和辅助设施构成。的轻质燃料和重质燃料,其中轻质燃料包括汽油、煤油、轻柴油,重质燃料包括重柴油和锅炉专用燃料等。此外,通过炼油工艺装置,还能将原油分解成润滑油、气态烃、液态烃、化工原料、沥青、石油焦、石蜡等。根据产品类别分类的话,就分为了燃料型、燃料-化工型、燃料-润滑油型。 一、常减压蒸馏的主要工艺流程 常减压蒸馏主要分为4个步骤,分别为:原油脱盐脱水、初馏、常压蒸馏、减压蒸馏。 1原油脱盐脱水
从地下采出的原油中含有一定比例的水分,这部分水分中含有矿物质盐类。如果原油中水分过大的话,不利于蒸馏塔稳定,容易损坏蒸馏塔。此外,水分过大势必需要延迟加热时间,增加了热量的吸取,增加了原料成本。水分中含有的矿物质盐会在蒸馏过程中产生腐蚀性的盐垢,附着在管道上,这样就会无形当中增加了原油的流动阻力,减慢了流动速度,增加了燃料消耗,所以需要对原油进行脱盐脱水处理。 2初馏 经过了第一步的脱盐脱水操作之后,原油要经过换热器提高温度,当温度达到200℃~250℃时,才可以进入初馏塔装置。在这里,将原油里剩余的水分、腐蚀性气体和轻汽油排出,这样就减少了塔的负担,保证了塔的稳定状态,起到了提高产品质量和尽可能多的回收原油的效果。 3常压蒸馏 从上一步骤出来的油叫拔顶油。经过输送泵进入常压炉后加热,加热要求是360℃左右,然后进入常压塔。从塔顶分离出来的油和气,经过冷凝和换热后,一些就成为汽油,一些就成为了煤油和柴油。 4减压蒸馏 减压蒸馏的主要工艺装置是减压塔,减压塔是将从常压塔里出来的重油,通过减压的方式进行二次加工和深加工。 二、催化裂化的主要工艺流程
催化重整工艺过程
催化重整:在有催化剂作用的条件下,对汽油馏分中的烃类分子结构进行重新排列成新的分子结构的过程叫催化重整。 石油炼制过程之一,加热、氢压和催化剂存在的条件下,使原油蒸馏所得的轻汽油馏分(或石脑油)转变成富含芳烃的高辛烷值汽油(重整汽油),并副产液化石油气和氢气的过程。重整汽油可直接用作汽油的调合组分,也可经芳烃抽提制取苯、甲苯和二甲苯。副产的氢气是石油炼厂加氢装置(如加氢精制、加氢裂化)用氢的重要来源。 沿革20世纪40年代在德国建成了以氧化钼(或氧化铬)/氧化铝作催化剂(见金属氧化物催化剂)的催化重整工业装置,因催化剂活性不高,设备复杂,现已被淘汰。1949年美国公布以贵金属铂作催化剂的重整新工艺,同年11月在密歇根州建成第一套工业装置,其后在原料预处理、催化剂性能、工艺流程和反应器结构等方面不断有所改进。1965年,中国自行开发的铂重整装置在大庆炼油厂投产。1969年,铂铼双金属催化剂用于催化重整,提高了重整反应的深度,增加了汽油、芳烃和氢气等的产率,使催化重整技术达到了一个新的水平。 化学反应包括以下四种主要反应:①环烷烃脱氢;②烷烃脱氢环化;③异构化;④加氢裂化。反应①、②生成芳烃,同时产生氢气,反应是吸热的;反应③将烃分子结构重排,为一放热反应(热效应不大);反应④使大分子烷烃断裂成较轻的烷烃和低分子气体,会减少液体收率,并消耗氢,反应是放热的。除以上反应外,还有烯烃的饱和及生焦等反应,各类反应进行的程度取决于操作条件、原料性质以及所用催化剂的类型。 催化剂近代催化重整催化剂的金属组分主要是铂,酸性组分为卤素(氟或氯),载体为氧化铝。其中铂构成脱氢活性中心,促进脱氢反应;而酸性组分提供酸性中心,促进裂化、异构化等反应。改变催化剂中的酸性组分及其含量可以调节其酸性功能。为了改善催化剂的稳定性和活性,自60年代末以来出现了各种双金属或多金属催化剂。这些催化剂中除铂外,还加入铼、铱或锡等金属组分作助催化剂,以改进催化剂的性能。 过程条件原料为石脑油或低质量汽油,其中含有烷烃、环烷烃和芳烃。含较多环烷烃的原料是良好的重整原料。催化重整用于生产高辛烷值汽油时,进料为宽馏分,沸点范围一般为80~180℃;用于生产芳烃时,进料为窄馏分,沸点范围一般为60~165℃。重整原料中的烯烃、水及砷、铅、铜、硫、氮等杂质会使催化剂中毒而丧失活性,需要在进入重整反应器之前除去。对该过程的影响因素除了原料性质和催化剂类型以外,还有温度、压力、空速和氢油比。温度高、压力低、空速小和低氢油比对生成芳烃有利,但为了抑制生焦反应,需要使这些参数保持在一定的范围内。此外,为了取得最好的催化活性和催化剂选择性,有时在操作中还注入适当的氯化物以维持催化剂的氯含量稳定。 工艺流程主要包括原料预处理和重整两个工序,在以生产芳烃为目的时,还包括芳烃抽提和精馏装置。经过预处理后的原料进入重整工段(见图),与循环氢混合并加热至490~525℃后,在1~2MPa下进入反应器。反应器由3~4个串联,其间设有加热炉,以补偿反应所吸收的热量。离开反应器的物料进入分离器分离出富氢循环气(多馀部分排出),所得液体由稳定塔脱去轻组分后作为重整汽油,是高辛烷值汽油组分(研究法辛烷值90以上),或送往芳烃抽提装置生产芳烃。
石油化工催化裂化装置工艺流程图.docx
炼油生产安全技术一催化裂化的装置简介类型及工艺流程 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应--再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: ㈠反应--再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370 C左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650 C ~700C )催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化 剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催 化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650 C ~68 0 C )。再生器维持0.15MPa~0?25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经 淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部 分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10%CO 为了利用其热量,不少装置设有Co锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的 装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电 能。 ㈡分馏系统 分馏系统的作用是将反应?再生系统的产物进行分离,得到部分产品和半成品。 由反应?再生系统来的高温油气进入催化分馏塔下部,经装有挡板的脱过热段脱热后进入分 馏段,经分馏后得到富气、粗汽油、轻柴油、重柴油、回炼油和油浆。富气和粗汽油去吸收稳定系统;轻、重柴油经汽提、换热或冷却后出装置,回炼油返回反应--再生系统进 行回炼。油浆的一部分送反应再生系统回炼,另一部分经换热后循环回分馏塔。为了取走 分馏塔的过剩热量以使塔内气、液相负荷分布均匀,在塔的不同位置分别设有4个循环回流:顶循环回流,一中段回流、二中段回流和油浆循环回流。 催化裂化分馏塔底部的脱过热段装有约十块人字形挡板。由于进料是460 C以上的带有催化 剂粉末的过热油气,因此必须先把油气冷却到饱和状态并洗下夹带的粉尘以便进行分馏和避免堵塞塔盘。因此由塔底抽出的油浆经冷却后返回人字形挡板的上方与由塔底上来的油 气逆流接触,一方面使油气冷却至饱和状态,另一方面也洗下油气夹带的粉尘。 ㈢吸收--稳定系统: 从分馏塔顶油气分离器出来的富气中带有汽油组分,而粗汽油中则溶解有C3 C4甚至C2 组分。吸收--稳定系统的作用就是利用吸收和精馏的方法将富气和粗汽油分离成干气 (≤ C2)、液化气(C3、C4)和蒸汽压合格的稳定汽油。 一、装置简介 (一)装置发展及其类型
炼油生产安全技术—催化重整的装置类型及工艺流程说明参考文本
炼油生产安全技术—催化重整的装置类型及工艺流程说明参考文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
炼油生产安全技术—催化重整的装置类型及工艺流程说明参考文本 使用指引:此安全管理资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 一、装置简介 (一)装置发展及类型 1.装置发展 催化重整是炼油工艺中重要的二次加工方法之一,它 以石脑油、常减压汽油为原料,制取高辛烷值汽油组分和 苯、甲苯、二甲苯等有机化工原料,同时副产廉价氢气。 我国从20世纪50年代初期开始从事催化重整工艺的 研究开发,1965年大庆炼油厂第一套半再生催化重整装置 投产。我国初期所建装置基本为年加工能力15X104t/a 左右的半再生固定床装置,从80年代开始建连续重整装 置,目前最大一套为扬子石化芳烃厂加工能力为
139x104t/a的连续重整装置。20xx年底统计,国内现共有催化重整55套,总加工能力为1700X104t/a。其中,半再生装置4l套,总处理能力为801X104t/a,连续再生装置14套,总处理能力899X104t/a。 半再生催化重整发展趋势为应用含助剂的双金属催化剂,采用分段装填方式。对于连续再生重整,随着催化剂循环量的增大,再生器成为工艺研制及开发者的研究重点。目前,大多数新建装置都采用UOP和IFP的催化剂连续再生专利技术。 2.装置的主要类型 根据催化剂的再生方式不同,装置主要分为固定床半再生催化重整和催化剂连续再生的连续重整。随着工艺技术的发展和对芳烃及汽油产品各项技术指标的不断提高,连续重整装置将成为当今重整工艺发展的主要方向。 根据目的产品不同可分为以生产芳烃为目的、以生产
催化重整技术问答
催化重整技术问答 1我国典型的带有后加氢的催化重整工艺是怎样构成的? 答:带有后加氢的典型的催化重整工艺是在重整的最后一台反应器后带有一个加氢精制反应器,以便饱和重整过程中由于裂解反应产生的烯烃,保证芳烃产品酸洗比色和溶剂油碘值合格。 后加氢反应器入口温度由三通调节阀通过热旁路来调节。 后加氢反应器对生产芳烃装置来说,它可以替代芳烃的白土精制装置,操作简单,维护方便,这是一项具有我国特点的较为先进的催化重整工艺。 2何谓两段重整?举例说明它的优点。 答:两段重整就是前部反应器(如第1、2反应器和/或第3反应器)与后部反应器(如第3或/和第4反应器)分别装入两种不同牌号、不同性能的催化剂,以获得最佳重整效果的重整过程。 两段重整的研究表明,前部反应器可装入抗干扰能力强的催化剂,这样可以更好地抵抗来自进料的水、硫、氮和重金属杂质等的干扰;后部反应器操作强度大。装入稳定性好的催化剂,这样就能扬长避短,使重整过程液收稳定性大为提高,可实现最佳化运转。 我国近年开发的CB-6/CB-7铂铼催化剂两段重整的优点是: (1)催化剂活性、选择性得到良好发挥; (2)催化剂稳定性得到最好发挥; (3)催化剂的温度效应和压力效应明显; (4)装置总体杭干扰能力强; (5)装置总体经济效益好等。 3固定床径向反应器有何特点?移动床(连续再生式)径向反应与固定床反应器有什么不同之处? 答:(1)固定床径向反应器的主要特点是压降低、阻力小。气体物料沿着径向从边缘扇形管穿过催化剂床层。流入位于中心的中心管汇聚引出。催化剂存于扇形管与中心管之间的环形空间内。这种反应器的最大优点就在干床层薄、压降低,床层的阻力比较均匀,处理量大。 根据流体动力学原理。流体流动的阻力降(P阻)与流动距离(L)成正比,与流通截面积(S)平方成反比,即 P阻∝L/S2 将固定床径向反应器与轴向反应器进行比较,可以看出,径向反应器的流动距离较轴向小,而径向反应器的流通面积比轴向反应器大,所以径向反应器的压降低(见图4-8,9)。 但是,固定床径向反应器也有不足之处,它的缺点是: 结构复杂,制造困难,对安装、制造要求高。 (2)移动床(连续再生式)径向反应器与固定床反应器不同之处: 移动床连续再生式反应器均采用径向反应器,与径向固定床反应器结构基本相同,所不
催化裂化文献综述
文献综述 催化裂化是重质油在酸性催化剂存在下,在五百摄氏度左右、一万到三万帕下发生以裂化反应为主的一系列化学反应,生产轻质油、气体和焦炭的过程。由于催化裂化投资和操作费用低、原料适应性强、转化率高,自1942年第一套工业化流化催化裂化装置运转以来,它已发展成为炼油厂中的核心加工工艺,是重油轻质化的主要手段之一。催化裂化产品是主要的运输燃料调合组分。在世界范围内,FCC汽油占总汽油产量的25%~80%,FCC柴油占总柴油量的,10%~30%,而且是仅次于蒸汽裂解制取丙烯的又一大生产装置。面对日益严格的环保法规的要求,通过装置改造和与其它上下游工艺结合(如进料加氢,产品后处理等),催化裂化能以合适的费用生产合适的产品。即使从更长远的目标看,催化裂化装置所产汽油经加氢饱和后也应能成为燃料电池的一种燃料组分【1】。 催化裂化的原料和产品【2】 一原料 催化裂化的原料范围广泛,可分为馏分油和渣油两大类。馏分油主要是直馏减压馏分油,也包括少量的二次加工重馏分油如焦化蜡油、脱沥青油等;渣油主要是减压渣油、加氢处理渣油等。渣油都是以一定的比例掺入到减压馏分油中进行加工,其掺入的比例主要受制于原料的金属含量和残炭值。对于一些金属含量很低的石蜡基原油也可以直接用常压重油作为原料。当减压馏分油中掺入渣油时则通称为重油催化裂化,1995年之后我国新建的装置均为掺炼渣油RFCC【2】。 二产品 催化裂化的产品包括气体、液体和焦炭。其中气体主要是干气和液化气。液体产物分为:汽油、柴油、重柴油(回炼油)和油浆。 中国石油石油化工研究院开发的国Ⅳ汽油生产技术集成催化剂、催化剂级配、工艺及开工操作等多项核心技术,有效破解了高烯烃含量的催化汽油脱硫和辛烷值降低的技术难题,形成了具有自主知识产权的满足国Ⅳ标准的催化裂化汽油加氢改质技术。该技术作为中国石油具有自主知识产权的清洁汽油生产技术,填补了中国石油生产国Ⅳ清洁汽油的技术空白,可为企业汽油质量升级提供自主技术支持,具有巨大的社会效益和经济效益,工业应用前景广阔【7】。 催化裂化工艺流程 催化裂化装置一般由反应—再生系统、分馏系统和吸收—稳定系统三部分组成。一反应-再生系统 新鲜原料油经过换热后与回炼油混合,经加热炉加热至300~400℃后进入提升管反应器下部的喷嘴,用蒸汽雾化后进入提升管下部,与来自再生器的高温催化剂(600~750℃)接触,随即气化并进行反应。油气在提升管内的停留时间很短,一般2~4秒。反应后的油气经过旋风分离器后进入集气室,通过沉降器顶部出口进入分馏系统。积有焦炭的再生催化剂(待生催化剂)由沉降器进入下面的汽提段,用过热水蒸汽进行汽提,以脱除吸附在待生催化剂表面的少量油气,然后经过待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气接触反
重油催化裂化装置主要工艺流程说明
重油催化裂化装置主要工艺流程说明 一. 反再系统 1.反应部分 混合蜡油和常(减)压渣油分别由罐区原料罐送入装置内的静态混合器(D-214)混合均匀后,进入原料缓冲罐(D-203/1),然后用原料泵(P-201/1.2)抽出,经流量控制阀(8FIC-230)后与一中回流换热(E-212/1.2),再与油浆(E-201/1.2)换热至170~220℃,与回炼油一起进入静态混合器(D-213)混合均匀。在注入钝化剂后分三路(三路设有流量控制)与雾化蒸汽一起经六个进料喷嘴进入提升管,与从二再来的高温再生催化剂接触并立即汽化,裂化成轻质产品(液化气、汽油、柴油)并生成油浆、干气及焦炭。 新增焦化蜡油流程:焦化蜡油进装后先进焦化蜡油缓冲罐(D-203/2),然后经焦化蜡油泵(P-201/3.4)提压至1.3MPa 后分为两路:一路经焦化蜡油进提升管控制阀(8FIC242)进入提升管反应器的回炼油喷嘴或油浆喷嘴,剩余的焦化蜡油经另一路通过D-203/2的液位控制阀(8LIC216)与进装蜡油混合后进入原料油缓冲罐(D-203/1)。 新增常压热渣油流程:为实现装置间的热联合,降低装置能耗,由南常减压装置分出一路热常渣(约350℃),经8FIQC530直接进入D-213(原料油与回炼油混合器)前,与原料混合均匀后进入提升管原料喷嘴。
反应油气、水蒸汽、催化剂经提升管出口快分器分离出大部分催化剂,反应油气经过沉降器稀相沉降,再经沉降器(C-101)内四组单级旋风分离器分离出绝大部分催化剂,反应油气、蒸汽、连同微量的催化剂细粉经大油气管线至分馏塔人档下部。分馏塔底油浆固体含量控制<6g/L。 旋分器分出的催化剂通过料腿返回到汽提段,料腿装有翼阀并浸没在汽提段床层中,保证具有正压密封,防止气体短路,汽提蒸汽经环形分布器进入汽提段的上中下三个部位使催化剂不仅处于流化状态,并汽提掉催化剂夹带的烃油气,汽提后的催化剂通过待生滑阀进入一再催化剂分布器。 2.再生部分 第一再生器在比较缓和的条件下进行部分燃烧,操作压力为0.15~0.25MPa(表),温度660~690℃,在床层中烧掉焦炭中绝大部分氢和部分碳。由于有水蒸汽存在,一再温度要控制低一些,以减轻催化剂的水热失活。烧焦用风分别由一再主风及过剩氧较高的二再烟气提供。 从一再出来的半再生催化剂通过半再生滑阀进入二再下部,并均匀分布。二再压力在0.27MPa(表),720~760℃温度下操作,催化剂上剩余碳用过量的氧全部生成CO2。由于一再烧掉绝大部分氢,从而有效降低了二再水蒸汽分压,使二再可在较高的温度下操作。二再烟气由顶部进入一再,热再生催化剂从二再流出,通过再生滑阀进入提升管底部,实
石油化工 催化裂化装置工艺流程演示教学
石油化工催化裂化装置工艺流程
炼油生产安全技术—催化裂化的装置简介类型及工艺流程催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: ㈠反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~68 0℃)。再生器维持0.15MPa~0.25MPa (表)的顶部压力,床层线
速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO 锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 ㈡分馏系统 分馏系统的作用是将反应?再生系统的产物进行分离,得到部分产品和半成品。 由反应?再生系统来的高温油气进入催化分馏塔下部,经装有挡板的脱过热段脱热后进入分馏段,经分馏后得到富气、粗汽油、轻柴油、重柴油、回炼油和油浆。富气和粗汽油去吸收稳定系统;轻、重柴油经汽提、换热或冷却后出装置,回炼油返回反应––再生系统进行回炼。油浆的一部分送反应再生系统回炼,另一部分经换热后循环回分馏塔。为了取走分馏塔的过剩热量以使塔内气、液相负荷分布均匀,在塔的不同位置分别设有4 个循环回流:顶循环回流,一中段回流、二中段回流和油浆循环回流。 催化裂化分馏塔底部的脱过热段装有约十块人字形挡板。由于进料是460℃以上的带有催化剂粉末的过热油气,因此必须先把油气冷却到饱和状态并洗下夹带的粉尘以便进行分馏和避免堵塞塔盘。因此由塔底抽出的油浆经冷却后返