第8章步进指令说明
第8章:步進指令說明………………..……資料來源:永宏PLC操作手冊
結構化程式設計是軟體設計的一大趨勢,它的特點是可讀性高、維護?更新容易,軟體品質可靠性大大提昇。尤其當控制偏向機械流程控制時,使用傳統的設計方式來設計程式,往往令第三者難以接手,也就是程式可讀性低?更新、維護風險較高。因此,專門針對機械動作流程之順序控制,如能結合現有廣泛之階梯圖語言,再加上步進執行指令輔助,將使這方面的設計工作更省時,更省力,且軟體掌握度更高。我們將這種結合流程控制與階梯圖語言的設計方式稱為步進階梯(STEP L ADDE R )語言。
步進階梯圖是以一個步進點(STE P )為最小單元。一個步進點相當於機械運件中的一個步序(站),每個步序皆有動作輸出,整台機械或是整個順序控制的流程,便是一個一個步進點邏輯串聯或並聯組成,其一步接一步循序執行之環境,使人對機械之運作一目了然,在設計、操作、維護上皆相當便捷容易。
※如X10 O N ,則Y5也會O N 。 5. 假設X6 ON ,就會前進至步進點S0這一站,
即X6 ON ? ?
,如此便完成一個循環的控制流程,而
S0 ON S23 OFF Y0 ON
Y4、Y5 OFF
進入下一循環的控制流程。
後只會如下
●
STP Sx :S0≦S x≦S7(Pro-L adder輸入/顯示格式)或
3.當轉進條件X11 O N 時,則步進點S0 ON ,Y0也O N ,同時S 20、Y1和Y2變OFF 。
S0 O N
S20
OFF
?
Y0 ON Y1 OFF Y2 OFF
即X11 O N ?
或
FRO M Sxxx:S0≦S xxx≦S999(FP-07輸入按〝FRO M〞Key)
ORLD
A ND TO
STP OUT
F ROM A ND TO STPEN D X7 S23 S23 Y4 S23 X8 S0
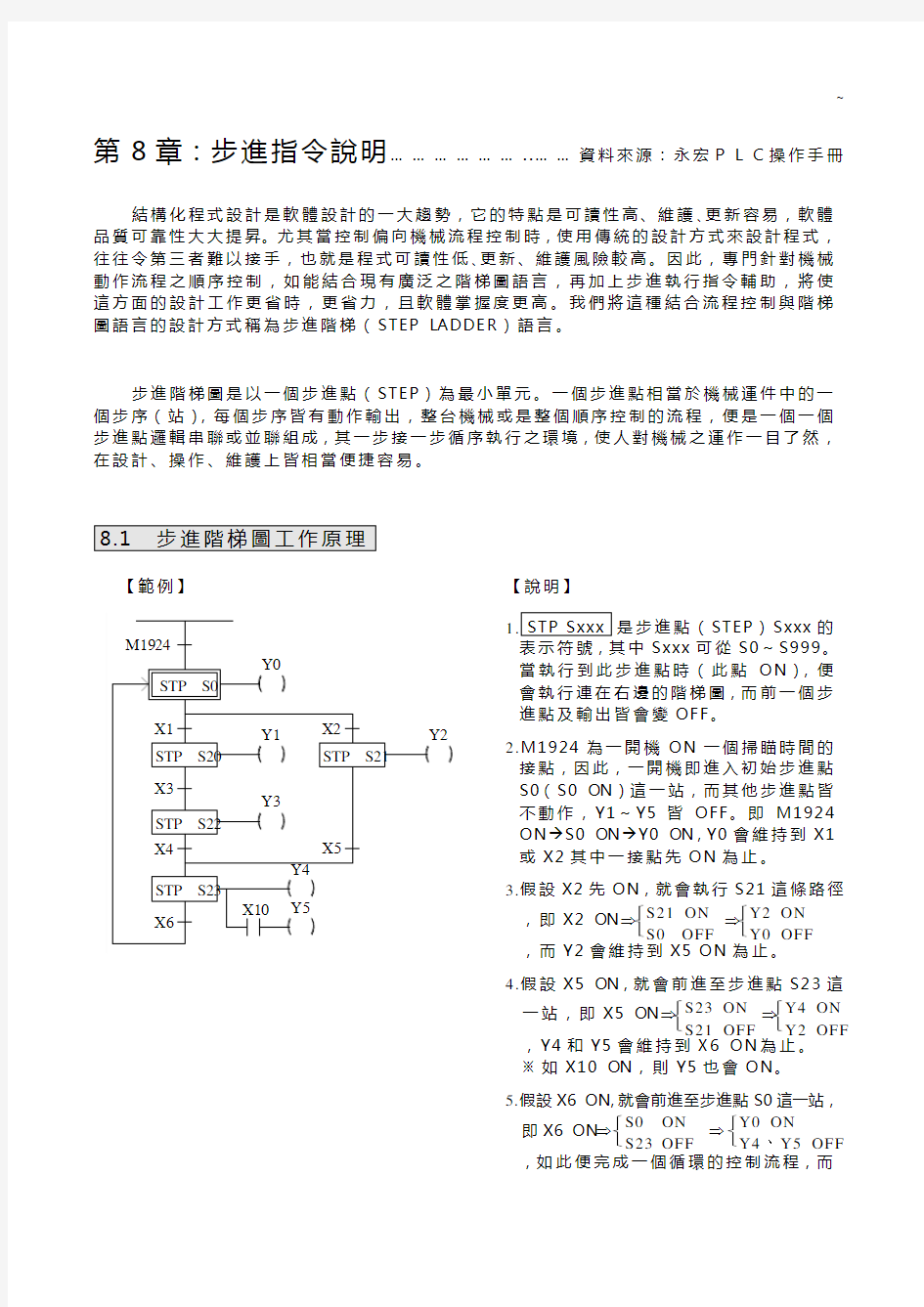
【說明】:1.開機時進入初始步進點S0 O N;X0 O N則Y0 O N。
2.S0 O N時,a.當X1 ON時,則步進點S20 ON、Y1 O N。
b.當X2 O N時,則步進點S21 O N、Y2 O N。
c.當X3 O N時,則步進點S22 O N、Y3 O N。
d.如果X1、X2和X3同時O N,則步進點S20優先O N,S21或S22
不會O N。
e.如果X2與X3同時ON,則步進點S21優先O N,S22不會O N。
3.S20ON,當X5和X7同時ON時,則步進點S23 ON、Y4 ON、S20 OFF、Y1 OFF。
4.S21 ON,當X4 ON時,則步進點S0 ON、S21 OFF、Y2 OFF。
5.S22ON,當X6和X7同時ON時,則步進點S23 ON、Y4 ON、S22 OFF、Y3 OFF。
6.S23ON,當X8 ON時,則步進點S0 ON、S23 OFF、Y4 OFF。
【說明】:1.開機時進入初始步進點S0 O N;X0 O N則Y0 O N。
2.S0 ON,當X1 O N時,則同時步進點S20 ON、S21 O N,兩路並進;Y1O N,
Y2 ON。
3.S21 ON,當X2 O N時,步進點S22 O N、Y3 ON、S21 O FF、Y2 OFF。
4.S20和S22同時O N且轉進條件X3 O N時,則步進點S23 O N(X4 ON時Y4
ON);而S20和S22自動OFF,Y1和Y3變為OFF。
5.S23 ON,當X5 O N時,則轉進回復至初始步進點,即S0 O N、S23 OFF、Y4
OFF。
●STPEND :(Pro-La dder輸入/顯示格式)
或
:(FP-07輸入按〝STP〞和〝E ND〞Key)
STPEND
【注意事項】
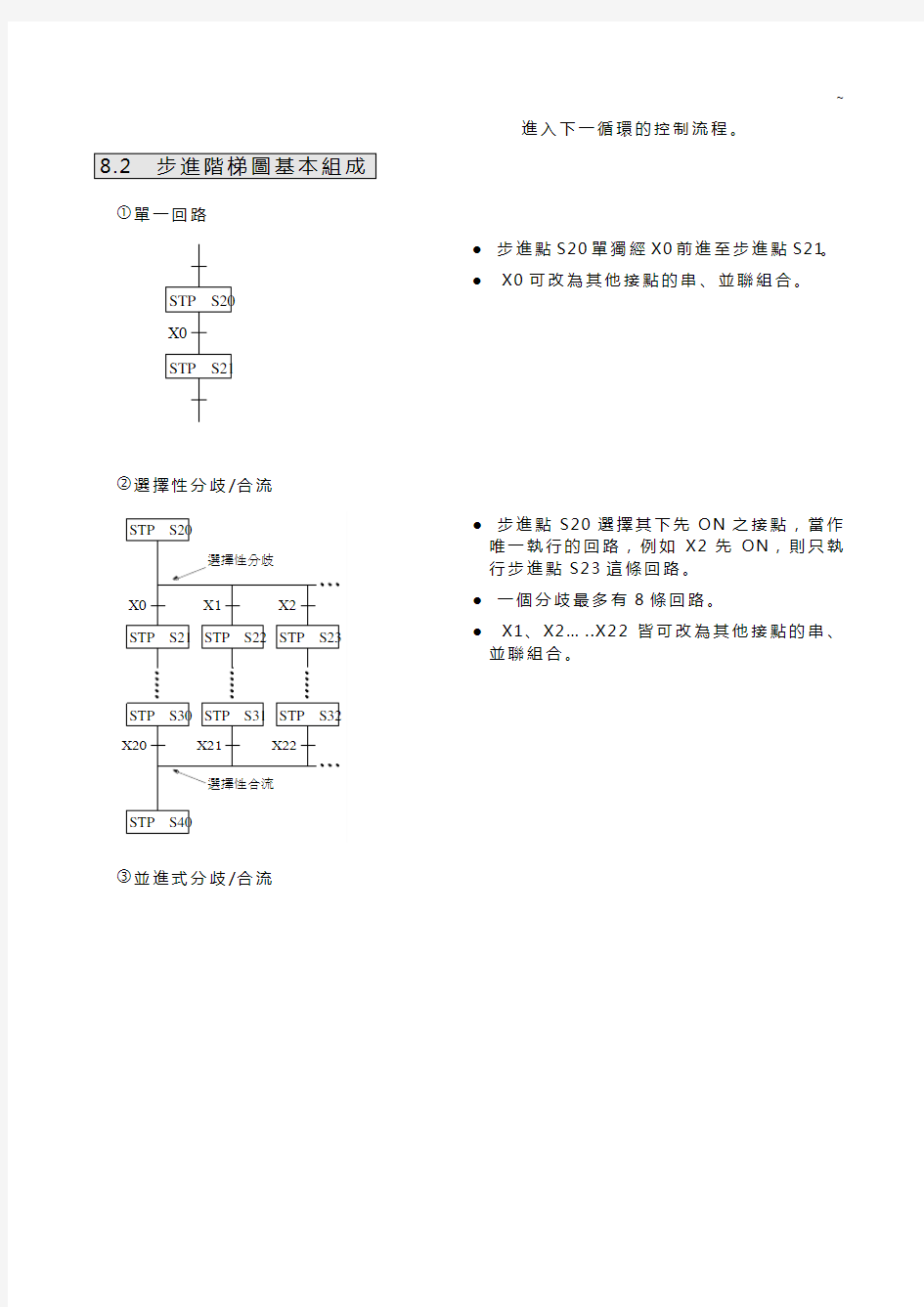
●在實際的應用上,可將單純的階梯圖和步進階梯圖組合使用。
●作為開頭的步進點我們稱為初始步進點,共有8點,即S0~S7。
●要讓初始步進點作動當然可以由任何一個步進點來加以觸發,但PLC開始運轉時,必須
讓初始步進點ON;我們可利用系統提供之M1924(第一次掃描ON信號)來觸發初始步進點ON。
●除了初始步進點用上述方法觸發啟動外,其他的步進點的觸發必須由另外一個步進點來
驅動。
●在步進階梯圖程式當中必須有開頭之初始步進點,及最後之STPE ND指令,才算一完整
之步進流程程式。
●一般步進點共有980點,由S20~S999,可任意使用,無須按順序,但號碼絕不可重覆
使用。系統內定S500~S999為停機保持型(當然可由USE R修改),機械流程在斷電後如想繼續斷電前之動作,則可使用這些步進點。
●一個步進點在基本上必須具備驅動步進點內輸出負載、指定轉進條件及轉進目的地等三
個功能。
●在步進程式中不可使用MC,SKP指令;副程式區不能輸入步進程式。當然J MP指令儘
量少用。
Pro-Ladder FP-07
基本逻辑指令说明及应用(精)
第二章基本逻辑指令说明及应用
●软元件为Y和一般M的程序步为1,S和特殊辅助继电器M的程序步 为2,定时器T的程序步为3,计数器C的程序步为3-5。 ●软元件为Y和一般M的程序步为1,S和特殊辅助继电器M、定时器T、 计数器C的程序步为2,数据寄存器D以及变址寄存器V和Z的程序 指令解说 ●LD,LDI,LDP,LDF指令将触点连接到母线上。多个分支用ANB,ORB时 也使用。 ●LDP指令在上升沿(软元件由OFF到ON变化时)接通一个周期;LDF 指令在下降沿(软元件由ON到OFF变化时)接通一个周期。 ●LD,LDI,LDP,LDF指令的重复使用次数在8次以下。即与后面的 ANB,ORB指令使用时串并连使用的最多次数为8个。 ●软元件为Y和一般M的程序步为1,S和特殊辅助继电器M的程序步 为2,定时器T的程序步为3,计数器C的程序步为3-5。 ●OUT指令各种软元件的线圈驱动,但对输入继电器不能使用。并列的 OUT可多次连续使用。 ●OUT指令驱动计数器时,当前 面的线圈从ON变成OFF,或者 是从OFF变成ON时,计数器 才加一。 编程示例 0 LD X000 1 OUT Y000
2 OUT C0 K10 5 LDI X001 6 OUT Y001 7 OUT T0 K100 10 LD C0 11 OUT Y002 12 LD T0 13 OUT Y003 14 LDP X002 16 OUT M2 17 LDF X003 19 OUT M3 20 END ●用LD,LDI,LDP,LDF指令与母线连接。输出使用OUT指令驱动线圈。 ●使用OUT指令驱动定时器的计时线圈或者计数器的计数线圈时,必须 设定定时和计数的时间和计数的值,可以是常数K,或者由数据寄存器 间接指定数值。 ●每个程序结束必须要有END指令,关于END指令详见后面的END指 令介绍。 指令解说 ●AND,ANI,ANDP,ANDF指令只能串接一个触点,两个以上的并联回路串 联时使用后面的ANB指令。串联次数不受限制。 ●ANDP,ANDF指令在上升沿(即软元件由ON到OFF变化时)和下降沿 即(软元件由OFF到ON变化时)接通一个周期。 编程示例
步进顺控指令说明及应用
第三章步进顺控指令说明及应用 指令解说 步进控制方式(STL)是将控制被划分为多个工序状态(S),依据条件进行状态转移(SET ),逐步完成控制过程。 步进控制方式的特点是将复杂控制分步后,分别考虑好每一步的控制,从而降低了各步的关联,降低编程的复杂程度。 各状态内执行的动作由梯形图其它指令编写。 STL是一个步序动作的开始指令。 RET是一个步序动作的结束指令,其后指令返回母线。 ●SET S i 是STL状态发生转移的唯一指令 ●规定:子程序内不能使用STL----RET指令。 ●当前状态(S0)向下一个状态(S1)转移时,该扫描周期
两个状态内的动作均得到执行;下一扫描周期执行时,当 前状态(S0)被下一状态(S1)所复位,当前状态(S0) 内的所有动作不被执行,所有OUT元件的输入均被断开。 ●步序与步序之间一般省去RET,因此看起来是多个STL 可共用一个RET。有STL而没有RET,程序检查出错。 3.1.2 编程示例 ●步序与步序之间一般省去RET,因此看起来是多个STL 可共用一个RET。有STL而没有RET,程序检查出错。 ●状态转移只能用SET指令,不能用OUT指令。 ●使用OUT S时,S作为辅助继电器使用,而不是状态寄存 器。 ●时间继电器T可重复使用,但相邻两个状态不能重复使用
同一时间继电器。 ●两个矛盾继电器输出时,必需加软件互锁。考虑软件快于 硬件,相矛盾的硬件输出也必需互锁。 ●允许同一继电器在不同状态下输出,其实际输出视状态转 移的位置确定。 单一流程示例 示例说明: 该程序描述一个自行葫芦自进入工位到走出工位的步序过程,若在葫芦升降过程中发生停电,来电后继续停电前的动作,并保证升或降动作总时间不变。
PLC常用基本指令及应用
P L C常用基本指令及应 用 标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
PLC常用基本指令及应用 取指令 LD LD含义指与左母线相连的常开指令。 操作元件;输入继电器X,输出继电器y ,辅助继电器m0 ,定时器T,计数器C,状态继电器s等软继电器的触点 取反指令 LDI LDI含义指与左母线相连的常闭指令。 操作元件;输入继电器X,输出继电器y ,辅助继电器m0 ,定时器T,计数器C,状态继电器s等软继电器的触点 输出指令OUT OUT含义驱动一个线圈 操作元件;输出继电器Y,辅助继电器m,时间继电器C,状态器S等。需要批出的是在程序中不能出现输入继电器的线圈,只能用x的触点。 示例
LDI指令 示例一 示例1指令语句表 AND指令 含义常开触点作串联连接。 操作元件; X Y M T C S等软元件的触点。ANI指令 含义常闭触点作串联连接。 操作元件; X Y M T C S等软元件的触点
ANI指令 示例二 示例二语句表 OR指令 含义常开触点作并联连结 操作元件; X Y M T C S等软元件的触点。ORI 指令 含义常闭触点作并联连结 操作元件; X Y M T C S等软元件的触点。示例三
OR指令 ORI指令 示例三 示例三语句表 ANB指令 含义指单元组成块的串联。操作元件:无操作元件 ORB指令 含义指单元组成块的并联。操作元件:无操作元件
块 示例四 示例四语句表 SET,RST指令 SET 置位指令 含义当一个被操作元件接通并能自保持,不受接通它的开关的影响。 RST 复位指令 含义当一个被操作元件接通并能自保持,就可以通过RST对它进行复位。通常SET和RST是组合使用。
步进梯形指令及其编程精编
步进梯形指令及其编程 精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
第七章FX系列可编程控制器步进梯形 指令 内容提要:本章阐述了状态编程思想、步进梯形指令及其应用。 课程重点:步进梯形指令及其应用。 课程难点:步进指令的执行过程和有关主意事项。 教学目标:重点掌握步进梯形指令定义及功能;了解状态编程思想;能用步进梯形指令结合状态编程思想设计相对复杂的控制系统程序。 步进指令常用于时间和位移等顺序控制的操作过程。FX系列可编程控制器的步进指令编程元件是状态继电器S0~S899共900点, 步进指令均由后备电池提供支持。使用步进指令时,先设计状态转移图, 状态转移图中的每个状态表示顺序工作的一个操作,再将状态转移图翻译成步进梯形图。状态转移图和步进梯形图可以直观
地表示顺序操作的流程,而且可以减少指令程序的条数和容易被人们所理解。 第一节状态编程思想 前面章节中所介绍的PLC基本指令,各种型号的PLC 大体上都具备,指令符号虽有所不同,但功能大同小异。应用上述指令,设计一般控制要求的梯形图程序非常方便,但对复杂控制系统来说,系统输入输出点数较多,工艺复杂、相互连锁关系也复杂,设计人员在设计中需根据工艺要求,周密地考虑各执行机构的动作及相互关系,保证必要的连锁保护、自锁及一些特殊控制要求。因为需要考虑的因素很多,设计较为困难。在设计过程中,往往要经过多次反复的修改和试验,才能使设计符合要求。如何简化设计步骤,并使程序容易理解又便于维护呢 在分析生产工艺过程对控制的要求后,我们发现不少生产过程都可以划分为若干个工序,每个工序对应一定的机构动作。在满足某些条件后,它又从一个工序转
第七章 步进梯形指令及其编程
第七章FX系列可编程控制器步进梯形 指令 内容提要:本章阐述了状态编程思想、步进梯形指令及其应用。 课程重点:步进梯形指令及其应用。 课程难点:步进指令的执行过程和有关主意事项。 教学目标:重点掌握步进梯形指令定义及功能;了解状态编程思想;能用步进梯形指令结合状态编程思想设计相对复杂的控制系统程序。 步进指令常用于时间和位移等顺序控制的操作过程。FX系列可编程控制器的步进指令编程元件是状态继电器S0~S899共900点, 步进指令均由后备电池提供支持。使用步进指令时,先设计状态转移图, 状态转移图中的每个状态表示顺序工作的一个操作,再将状态转移图翻译成步进梯形图。状态转移图和步进梯形图可以直观地表示顺序操作的流程,而且可以减少指令程序的条数和容易被人们所理解。 第一节状态编程思想 前面章节中所介绍的PLC基本指令,各种型号的PLC大体上都具备,指令符号虽有所不同,但功能大同小异。应用上述指令,设计一般控制要求的梯形图程序非常方便,但对复杂控制系统来说,系统输入输出点数较多,工艺复杂、相互连锁关系也复杂,设计人员在设计中需根据工艺要求,周密地考虑各执行机构的动作及相互关系,保证必要的连锁保护、自锁及一些特殊控制要求。因为需要考虑的因素很多,设计较为困难。在设计过程中,往往要经过多次反复的修改和试验,才能使设计符合要求。如何简化设计步骤,并使程序容易理解又便于维护呢? 在分析生产工艺过程对控制的要求后,我们发现不少生产过程都可以划分为若干个工序,每个工序对应一定的机构动作。在满足某些条件后,它又从一个工序转为另一个工序,通常这种控制被称为顺序控制。对于顺序控制的梯形图,许多PLC都设置了专门用于顺序控制或称为步进控制的指令。如三菱公司FX2N系列PLC中的 STL指令和RET(Return)指令。 顺序控制是按顺序一步一步来进行控制的,进入下一步决定于转换条件是否满足。转换条件可以是时间条件,也可以是被控过程中的反馈信号,实际生产中往往是两者的紧密结合。顺序控制与逻辑控制不同,逻辑控制主要是描述输入输出信号间的静态关系,而顺序控制则主要是描述输入输出信号间的时间关系。所以顺序控制的基本结构可以用
PLC步进指令使用
第4章步进指令 各大公司生产的PLC都开发有步进指令,主要是用来完成顺序控制,三菱FX系列的PLC有两条步进指令,STL(步进开始)和RET(步进结束)。 4.1 状态转移(SFC)图 在顺序控制中,我们把每一个工序叫做一个状态,当一道工序完成做下一道工序,可以表达成从一个状态转移到另一个状态。如有四个广告灯,每个灯亮1秒,循环进行。则状态转移图如图4-1所示。每个灯亮表示一个状态,用一个状态器S,相应的负载和 定时器连在状态器上,相邻两个状态器之间有 初始状态器 一条短线,表示转移条件。当转移条件满足时, 则会从上一个状态转移到下一个状态,而上一 个状态自动复位,如要使输出负载能保持,则 应用SET来驱动负载。每一个状态转移图应有 一个初始状态器(S0~S9)在最前面。初始状 态器要通过外部条件或其他状态器来驱动,如 图中是通过M8002驱动。而对于一般的状态器 一定要通过来自其他状态的STL指令驱动,不 能从状态以外驱动。 下面通过一个具体例子来说明状态转移图的画 法。 例4-1有一送料小车,初始位置在A点,按下启动按钮,在A点装料,装料时间5s,装完料后驶向B点卸 料,卸料时间是7s,卸 完后又返回A点装料, 装完后驶向C点卸料, 按如此规律分别给B、C 两点送料,循环进行。 当按下停止按钮时,一 定要送完一个周期后停 在A点。写出状态转移
图。 分析:从状态转移图中可以看出以下几点: (1) 同一个负载可以在不同的状态器中多次输出。 (2) 按下起动按钮X4,M0接通,状态可以向下转移,按下停止按钮,M0断开,当状态转移到S0时,由于M0是断开的,不能往下转移,所以小车停在原点位置。 (3) 要在步进控制程序前添加一段梯形图(见图4-3b ) (b ) 梯形图 (a ) 状态转移图 图4-3 控制送料小车状态转移图 4.2 步进指令 4.2.1步进指令 步进指令有两条:STL 和RET 。 STL 是步进开始指令,后面的操作数只能是状态器S ;在梯形图中直接与母线相连,M0 启动辅助继电器X1 原点条件M8002T3 X1 S23 S22 X3 S23 T2 S21 S24 X1 X2 T1 S22 S21 T0 S20 S0 打开卸料阀小车左行Y4A点 Y2T3C点 K70小车左行Y4 小车右行 打开装料阀 原点指示Y1 Y3T2K50Y0A点 打开卸料阀小车右行B点 Y2T1 K70 Y3打开装料阀 Y1 T0 K50
基本指令
领地:/res pset 领地名称玩家名称trusted true 防爆:/gamerule mobGriefing False 死亡不掉落物品:/gamerule keepInventory true 改变天气,雷雨或晴天/weather storm/sun time 设置出生点:/setspawn 多世界插件: v3: ==: MVWorld hidden: 'false' alias: '' color: WHITE ——世界名在聊天框中的颜色style: NORMAL ——世界种类 pvp: 'true' ——PVP启用否 scale: '1.0' ——比例 respawnWorld: '' allowWeather: 'true' ——允许天气变化 difficulty: EASY ——难度 spawning: ——以下是动物怪物生成限制 ==: MVSpawnSettings animals: ==: MVSpawnSubSettings spawn: 'true' spawnrate: '-1' exceptions: [] monsters: ==: MVSpawnSubSettings spawn: 'true' spawnrate: '-1' exceptions: [] entryfee: ——进入费用,忽略 ==: MVEntryFee amount: '0.0' currency: '-1' hunger: 'true' ——是否饥饿 autoHeal: 'true' ——自动回复生命 adjustSpawn: 'true' portalForm: ALL gameMode: SURVIV AL ——游戏模式 keepSpawnInMemory: 'true' spawnLocation: ——出生点! ==: MVSpawnLocation yaw: 0.0 pitch: 0.0 z: -302.0
步进顺控指令应用(12.10.22)
课题三步进顺控指令应用在教材的课题二中主要介绍了用经验设计法设计PLC程序,对于简单的程序设计,经验设计法比较奏效,可以收到快速、简单的效果。但是,这种方法没有规律可遵循,具有很大的试探性和随意性,往往需经多次反复修改和完善才能符合设计要求,所以设计的结果往往不很规范,因人而异。因此,经验设计法一般适合于设计一些简单的梯形图程序或复杂系统的某一局部程序(如手动程序等)。如果用来设计复杂系统梯形图,则存在以下问题: (1)考虑不周、设计麻烦、设计周期长; (2)梯形图的可读性差、系统维护困难。 目前,在设计复杂系统梯形图时比较常用的一种方法是顺序控制设计法。因为在工业控制领域中,顺序控制系统的应用很广,尤其在机械行业,几乎无例外地利用顺序控制来实现加工的自动循环。顺序控制设计法就是针对顺序控制系统的一种专门的设计方法。这种设计方法很容易被初学者接受,对于有经验的工程师,也会提高设计的效率,程序的调试、修改和阅读也很方便。PLC的设计者们还为顺序控制系统的程序编制提供了大量通用和专用的编程元件,开发了专门供编制顺序控制程序用的功能表图,使这种先进的设计方法成为当前PLC程序设计的主要方法。本课题就是通过5个典型的工作任务分别采用PLC程序的顺序控制设计法中的步进逻辑公式设计法、单序列结构编程法、选择序列结构编程法和并行序列结构编程法进行步进顺控设计的介绍。 学时分配表 任务1 送料小车自动往返循环控制
一、教学目标分析 1.教学重点分析 由于本任务控制是典型小车(或工作台)多地自动往返控制,在进行这种控制类型的步进顺序控制时,使用最简单和最有效的编程设计方法就是步进逻辑公式法,该设计方法的最大优点是只要将小车(或工作台)多地自动往返的控制,按照控制要求首先分出程序步,然后根据步进逻辑公式,列出每个程序步的逻辑代数表达式,再利用简单的基本指令,采用“启-保-停”电路就可将每个程序步的逻辑代数表达式转换成梯形图,完成控制程序的设计。由此可看出该设计方法的关键是根据步进逻辑公式,列出每个程序步的逻辑代数表达式,因此,该任务的教学重点是步进逻辑公式的含义及应用的介绍。 2.教学难点分析 运用步进逻辑公式设计法的难点是必须很清楚地知道每个程序步的开始条件和程序步之间的转换条件,即每个程序步之间的相互联系,因此,该任务教学的难点是程序步的划分和每个程序步之间转换条件的确立。 二、教学资源条件 本工作任务教学所使用的实训设备及工具材料可参考教材表3-1-1。为了体现新知识、新工艺、新材料、新设备,有条件的学校也可将本任务中所用的行程开关SQ1、SQ2和SQ3,即教材表3-1-1中的3个LX19-121型(单轮、滚轮装在传动杆外侧,能自动复位)行程开关,更换成教材知识拓展环节中所介绍的传感器。 三、教学参考流程 本工作任务的教学参考流程如图3-1-1所示。
基本指令
基本指令: 一般指令: LD载入A 接点 LDI 载入B 接点 AND 串联 A 接点 ANI 串联B 接点 OR 并联A 接点 ORI 并联B 接点 ANB 串联回路方块 ORB 并联回路方块 MPS 存入堆栈 MRD 堆栈读取(指针不动) MPP 读出堆栈 输出指令: OUT 驱动线圈 SET 动作保持(ON) RST 接点或寄存器清除 定时器,计数器: TMR 16 位定时器 CNT 16 位计数器 DCNT ATMR 32 位计数器 接点型态计时器 主控指令: MC 公共串联接点的连接MCR 公共串联接点的解除 接点上升沿/下降沿输出指令: LDP 上升沿检出动作开始LDF 下降沿检出动作开始ANDP 上升沿检出串联连接ANDF 下降沿检出串联连接ORP 上升沿检出并联连接ORF 下降沿检出并联连接 脉冲输出指令: PLS 上升沿检出 PLF 下降沿检出 结束指令: END 程序结束 其它指令: NOP 无动作 INV 运算结果反相P 指针 I NP PN 中断插入指针 上升缘触发指令 下降缘触发指令 步进梯形指令: STL 程序跳至副母线 RET 程序返回主母线 应用指令: 程序流程控制: 00CJ 条件转移 01CALL 呼叫子程序 02SRET 子程序结束 03IRET 中断插入返回 04EI 中断插入允许 05DI 中断插入禁止 06FEND 主程序结束 07WDT 逾时监视定时器 08FOR 循环范围开始 09NEXT 循环范围结束 传送比较: 10CMP 比较设定输出 11ZCP 区间比较 12MOV 数据传送 13SMOV 移位传送 14CML 反转传送 15BMOV 全部传送 16FMOV 多点传送 17XCH 数据交换 18BCD BIN →BCD 变换 19BIN BCD →BIN 变换 四则逻辑运算: 20ADD BIN 加法 21 SUB BIN 减法 22MUL BIN 乘法 23DIV BIN 除法 24INC BIN 加一 25DEC BIN 减一 26WAND/DAND 逻辑与 (AND) 运算 27WOR/DOR 逻辑或(OR) 运算 28WXOR/DXOR 逻辑异或(XOR) 运算29NEG取负数(取2 的补码)
PLC步进指令使用
第4章 步进指令 各大公司生产的PLC 都开发有步进指令,主要是用来完成顺序控制,三菱FX 系列的PLC 有两条步进指令,STL (步进开始)和RET (步进结束)。 4.1 状态转移(SFC )图 在顺序控制中,我们把每一个工序叫做一个状态,当一道工序完成做下一道工序,可以表达成从一个状态转移到另一个状态。如有四个广告灯,每个灯亮1秒,循环进行。则状态转移图如图4-1所示。每个灯亮表示一个状态,用一个状态器S ,相应的负载和 定时器连在状态器上,相邻两个状态器之间有 一条短线, 表示转移条件。 当转移条件满足时,则会从上一个状态转移到下一个状态,而上一个状态自动复位,如要使输出负载能保持,则应用SET 来驱动负载。每一个状态转移图应有一个初始状态器(S0~S9)在最前面。初始状态器要通过外部条件或其他状态器来驱动,如图中是通过M8002驱动。而对于一般的状态器一定要通过来自其他状态的STL 指令驱动,不能从状态以外驱动。 下面通过一个具体例子来说明状态转移图的画 法。 例4-1 有一送料小车,初始位置在A 点,按下启动按钮,在A 点装料,装料时间5s,装完料后驶向B 点卸料,卸料时间是7s ,卸完后又返回A 点装料,装完后驶向C 点卸料,按如此规律分别给B 、C 两点送料,循环进行。当按下停止按钮时,一定要送完一个周期后停在A 点。写出状态转移
图。 分析:从状态转移图中可以看出以下几点: (1) 同一个负载可以在不同的状态器中多次输出。 (2) 按下起动按钮X4,M0接通,状态可以向下转移,按下停止按钮,M0断开,当状态转移到S0时,由于M0是断开的,不能往下转移,所以小车停在原点位置。 (3) 要在步进控制程序前添加一段梯形图(见图4-3b ) (b ) 梯形图 (a ) 状态转移图 图4-3 控制送料小车状态转移图 M0 启动辅助继电器X1 原点条件M8002T3 X1 S23 S22 X3 S23 T2 S21 S24 X1 X2 T1 S22 S21 T0 S20 S0 打开卸料阀小车左行Y4A点 Y2T3C点 K70小车左行Y4小车右行 打开装料阀 原点指示Y1 Y3T2K50Y0A点 打开卸料阀小车右行B点 Y2T1K70Y3打开装料阀 Y1 T0 K50
PLC步进指令
用步进指令编程 步进顺序控制:状态寄存器、步进顺控指令。 一、状态寄存器 FX2N共有1000个状态寄存器,其编号及用途见下表。 类 别 元件编号 个 数 用 途 及 特 点 初始状态 S0 ~S9 10 用作SFC的初始状态 返回状态 S10 ~S19 10 多运行模式控制当中,用作返回原点的状态 一般状态 S20~S499 480 用作SFC的中间状态 掉电保持状态 S50~S899 400 具有停电保持功能,用于停电恢复后需继续执行的场合 信号报警状态 S900~S999 100 用作报警元件使用 说明:1)状态的编号必须在规定的范围内选用。 2)各状态元件的触点,在PLC内部可以无数次使用。 3)不使用步进指令时,状态元件可以作为辅助继电器使用。 4)通过参数设置,可改变一般状态元件和掉电保持状态元件的地址分配。 二、步进顺控指令 FX2N系列PLC的步进指令:步进接点指令STL 步进返回指令RET。 1、步进接点指令STL 说明: 1)梯形图符号: 。 2)功能:激活某个状态或称某一步,在梯形图上表现为从主母线上引出的状态接点。 STL指令具有建立子母线的功能,以使该状态的所有操作均在子母线上进行。3)STL指令在梯形图中的表示:
2、步进返回指令RET 说明: 1)梯形图符号: 2)功能:返回主母线。 步进顺序控制程序的结尾必须使用RET指令。 三、状态转移图的梯形图和写指令表 1、状态的三要素 状态转移图中的状态有驱动负载、指定转移目标和指定转移条件三个要素。 图中Y5:驱动的负载 S21:转移目标 X3:转移条件。
3、注意事项 1)程序执行完某一步要进入到下一步时,要用SET指令进行状态转移,激活下一步,并把前一步复位。 2)状态不连续转移时,用OUT指令,如图为非连续状态流程图: 非连续状态流程图 例:液压工作台的步进指令编程,状态转移图、梯形图、指令表如图所示。
PLC的基本指令及应用
模块二 PLC 的基本指令及应用 一、工作任务 介绍PLC 基本指令及其应用。 二、相关实践知识 编程中的指令,一般都针对元件状态而言的,每一个元件都具有一定的功能,且彼此独立,分别用字母和编号来表示(模块一中已有所介绍)。下面来介绍PLC 的基本指令。 (一)输入和输出指令 LD :逻辑取指令,从母线开始取常开触点。 LDI :逻辑取反指令,从母线开始取常闭触点。 OUT :线圈的驱动指令。 指令说明: 1.LD 、LDI 指令用于将触点接到母线上。 2.OUT 指令是对输出继电器、辅助继电器、状态定时器、计数器的线圈驱动指令,对输入继电器不能使用。 3.OUT 指令可作多次并联使用。 举例: (1) (1) 梯形图 :如图4-12 (2) (2) 程序清单 LD X000 OUT Y000 END (二) 触点及支路的串联、并联指令 AND :用于单个常开触点的串联指令。 ANI :用于单个常闭触点的串联指令。 OR :用于单个常开触点的并联指令。 ORI :用于单个常闭触点的并联指令。 ANB :用于支路的串联指令。 ORB :用于支路的并联指令。 指令说明: 1.用AND 、ANI 指令可进行一个触点的串联连接。串联触点的数量不受限制,该指令可多次使用。 2.OUT 指令后,通过触点对其他线圈使用OUT 指令,称之为纵接输出。 3.串联触点数和纵接输出次数不受限制,但使用图形编程设备和打印机时则有限制。 4.建议尽量做到1行不超过10个触点和1个线圈,总共不要超过24行。 5.OR 、ORI 用作1个触点的并联连接指令。 6.OR 、ORI 是从该指令的步开始,与前面的LD 、LDI 指信令步,进行并联连接。并联连接的次数不受限制,但使用图形编程设备和打印机时受限制。 图4-12 LD 、OUT 指令举例
PLC常用基本指令及应用
PLC常用基本指令及应用 取指令LD LD含义指与左母线相连的常开指令。 操作元件;输入继电器X,输出继电器y ,辅助继电器m0 ,定时器T,计数器C,状态继电器s等软继电器的触点 取反指令LDI LDI含义指与左母线相连的常闭指令。 操作元件;输入继电器X,输出继电器y ,辅助继电器m0 ,定时器T,计数器C,状态继电器s等软继电器的触点 输出指令OUT OUT含义驱动一个线圈 操作元件;输出继电器Y,辅助继电器m,时间继电器C,状态器S等。需要批出的是在程序中不能出现输入继电器的线圈,只能用x的触点。 示例 LDI指令 示例一
示例1指令语句表 AND指令 含义常开触点作串联连接。 操作元件; X Y M T C S等软元件的触点。ANI指令 含义常闭触点作串联连接。 操作元件; X Y M T C S等软元件的触点 ANI指令 示例二 示例二语句表
OR指令 含义常开触点作并联连结 操作元件; X Y M T C S等软元件的触点。ORI 指令 含义常闭触点作并联连结 操作元件; X Y M T C S等软元件的触点。示例三 OR指令 ORI指令 示例三 示例三语句表
ANB指令 含义指单元组成块的串联。操作元件:无操作元件 ORB指令 含义指单元组成块的并联。操作元件:无操作元件 块 示例四
示例四语句表 SET,RST指令 SET 置位指令 含义当一个被操作元件接通并能自保持,不受接通它的开关的影响。 RST 复位指令 含义当一个被操作元件接通并能自保持,就可以通过RST对它进行复位。通常SET和RST是组合使用。 示例五
步进指令
第八章步进指令 8.1 STL指令与LD指令有什么区别?请举例说明。 答:STL是步进开始指令。步进开始指令只能和状态元件配合使用,表示状态元件的常开触点与主母线相连。然后,在副母线上直接连接线圈或通过触点驱动线圈。与STL相连的起始触点要使用LD、LDI指令。LD常开触点逻辑运算起始指令,操作元件X、Y、M、S、T、C程序号为1。 8.2 请写出图8.7的程序。 8.3 请写出图8.9的程序。 图8.9程序指令如下: 指令器件号LD M8002 SET S0 STL S0 OUT Y0 OUT T0 LD X0 OR X1 SET S21 SET S30 STL S21 OUT Y2 OUT Y0 SP K30 LD T0 指令器件号 SET S22 STL S22 OUT Y1 OUT T1 SP K100 LD T1 SET S23 STL S23 OUT Y0 OUT T2 SP K50 STL S30 OUT Y3 LD T2 指令器件号 SET S31 STL S31 OUT Y4 OUT T3 SP K150 LD T3 SET S32 STL S32 OUT T4 SP K5 LD T4 SET S33 STL S33 OUT Y4 指令器件号 OUT C0 SP K5 OUT T5 SP K5 LD C0 AND T5 SET S34 LDI C0 AND T5 SET S32 STL S34 OUT Y3 OUT T6 SP K50 指令器件号 RST C0 STL S23 STL S34 LD T6 OUT S0 RET END 指令器件号LD X1 AND X3 ANI Y1 OUT Y7 LD M8002 SET S0 STL S0 OUT 手动程序LD X10 AND Y7 SET S20 STL S20 OUT Y0 OUT T0 指令器件号 OUT Y2 LD X3 SET S23 STL S23 ANI X4 OUT Y3 SET S30 STL S25 SET Y1 OUT T1 SP K10 LD T1 SET S26 STL S26 指令器件号 OUT Y2 LD X3 SET S27 STL S27 ANI X5 OUT Y3 SET S30 STL S30 OUT Y0 LD X2 SET S31 STL S31 RST Y1 OUT T2 指令器件号 SP K20 LD T0 AND X2 SET S21 LD T0 ANI X2 SET S25 STL S21 SET Y1 OUT T1 SP K20 LD T1 SET S22 STL S22 指令器件号 SP K10 LD T2 SET S32 STL S32 OUT Y3 LD X3 SET S33 STL S33 ANI X1 OUT Y4 LD X1 OUT S0 RET END
步进顺控指令(讲义)
第3章 三菱FX 2N 系列可编程控制器的步进指令 3.1 顺序控制的概念及状态转移图 3.1.1 顺序控制简介 机械设备的动作过程大多数是按工艺要求预先设计的逻辑顺序或时间顺序的工作过程,即在现场开关信号的作用下,启动机械设备的某个机构动作后,该机构在执行任务中发出另一现场开关信号,继而启动另一机构动作,如此按步进行下去,直至全部工艺过程结束,这种由开关元件控制的按步控制方式,称为顺序控制。 我们先看一个例子:三台电动机顺序控制系统。要求:按下按钮SB1,电动机1启动;当电动机1启动后,按下按钮SB2,电动机2启动;当电动机2启动后,按下按钮SB3,电动机3启动;当三台电动机启动后,按下按钮SB4,电动机3停止;当电动机3停止后,按下按钮SB5,电动机2停止;当电动机2停止后,按下按钮SB6,电动机1停止。三台电动机的启动和停止分别由接触器KM1、KM2、KM3控制。 图3-1为电动机控制流程图、PLC 接线图及电气控制原理图。 PLC L N PE COM X0 X1X2X3X4X5X6 24V+COM1COM2Y1Y0Y2Y3Y4Y5Y6 Y7 ~220V ~220V SB1KM1SB2SB3SB4SB5SB6 KM2KM3 a )控制流程图 b )PLC 接线及电气控制原理图 图3-1 电动机控制流程图、PLC 接线图及电气控制原理图
使用基本指令编制的PLC 梯形图程序如图3-2 图3-2 三台电动机顺序控制梯形图 从图3-3中可以看出,为了达到本次的控制要求,图中又增加了三只辅助继电器,其功能读者可自行分析。用梯形图或指令表方式编程固然广为电气技术人员接受,但对于一个复杂的控制系统,尤其是顺序控制程序,由于内部的联锁、互动关系极其复杂,其梯形图往往长达数百行,通常要由熟练的电气工程师才能编制出这样的程序。另外,如果在梯形图上不加上注释,则这种梯形图的可读性也会大大降低。 3.1.2 状态转移图 基于经验法和基本指令编写复杂程序的缺点,人们一直寻求一种易于构思、易于理解的图形程序设计工具。它应有流程图的直观,又有利于复杂控制逻辑关系的分解与综合,这种图就是状态转移图。为了说明状态转移图,现将三台电动机顺序控制的流程各个控制步骤用工序表示,并工作顺序将工序连接成如图3-3所示工序图,这就是状态转移图的雏形。 从图3—3可看到,该图有以下特点。 (1)将复杂的任务或过程分解成若干个工序(状态)。无论多么复杂的过程均能分化为小的工序,有利于程序的结构化设计。 (2)相对某一个具体的工序来说,控制任务实现了简化。给局部程序的编制带来了方便。 (3)整体程序是局部程序的综合,只要弄清楚工序成立的条件、工序转移的条件和方向,就可进行这类图形的设计。 (4)这种图很容易理解,可读性很强,能清晰地反映全部控制工艺过程。 其实将图中的“工序”更换为“状态”,就得到了状态转移图——状态编程法的重要工具。状态编程的一般思想为:将一个复杂的控制过程分解为若干个工作状态,弄清楚个状态的工作细节(状态的功能、转移条件和转移方向)再依据总的控制顺序要求。将这些状态联系起来,形成状态转移图,进面编绘梯形图程序。
PLC常用基本指令及应用
P L C常用基本指令及应用 The Standardization Office was revised on the afternoon of December 13, 2020
PLC 常用基本指令及应用 取指令 LD LD 含义 指与左母线相连的常开指令。 操作元件;输入继电器X ,输出继电器y ,辅助继电器m0 ,定时器T,计数器C ,状态继电器s 等软继电器的触点 取反指令 LDI LDI 含义 指与左母线相连的常闭指令。 操作元件;输入继电器X ,输出继电器y ,辅助继电器m0 ,定时器T,计数器C ,状态继电器s 等软继电器的触点 输出指令OUT OUT 含义 驱动一个线圈 操作元件; 输出继电器Y ,辅助继电器m ,时间继电器C ,状态器S 等。需要批出的是在程序中不能出现输入继电器的线圈,只能用x 的触点。 示例1 示例一 LDI 指令 LD 指令 OUT 指令
示例1指令语句表 AND指令 含义常开触点作串联连接。 操作元件; X Y M T C S等软元件的触点。ANI指令 含义常闭触点作串联连接。 操作元件; X Y M T C S等软元件的触点 示例二示例二语句表AND指令 ANI指令
OR指令 含义常开触点作并联连结 操作元件; X Y M T C S等软元件的触点。ORI 指令 含义常闭触点作并联连结 操作元件; X Y M T C S等软元件的触点。示例三 示例三示例三语句表OR指令ORI指令
ANB指令 含义指单元组成块的串联。操作元件:无操作元件 ORB指令 含义指单元组成块的并联。操作元件:无操作元件 块 示例四