钢管化学成分
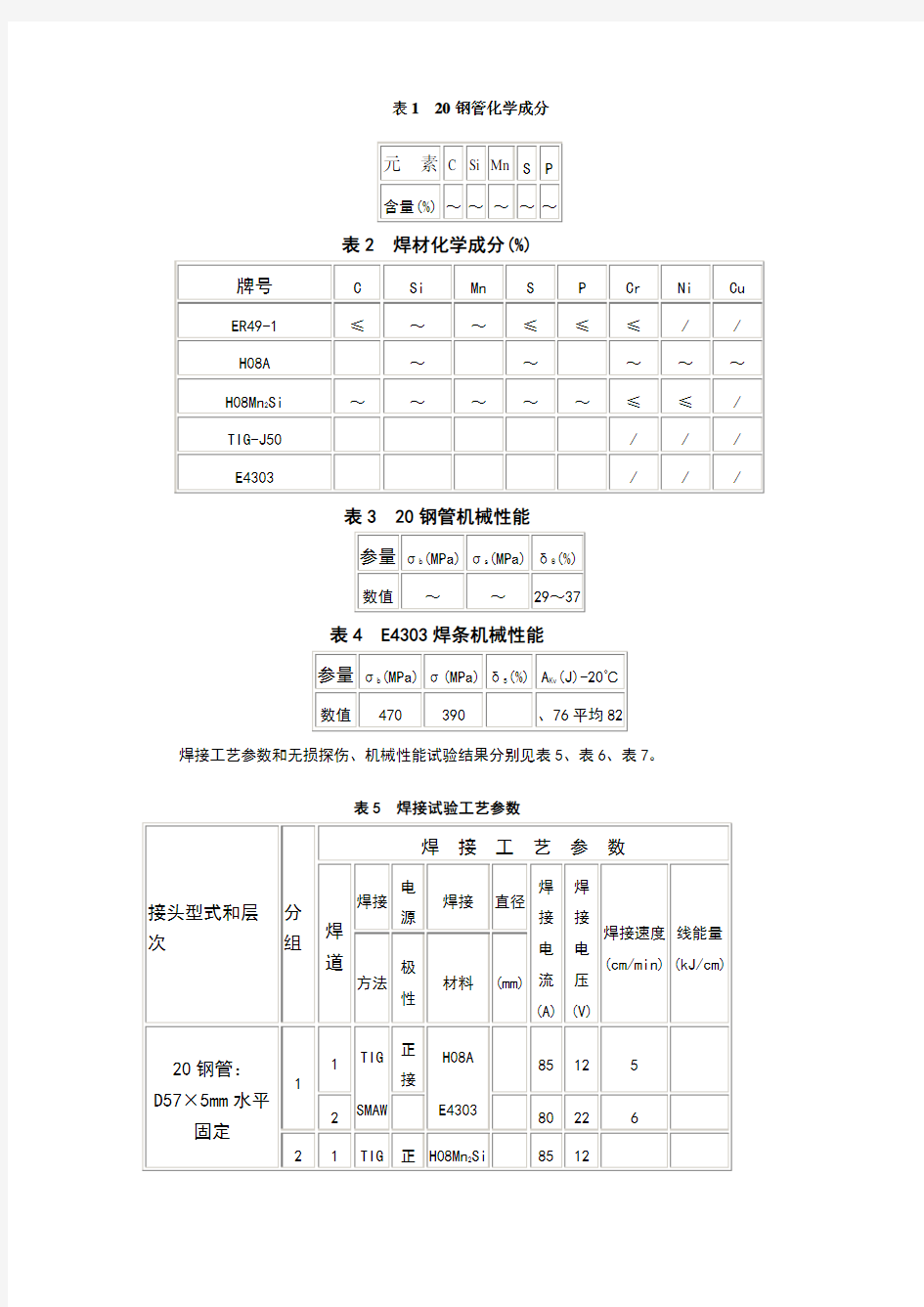
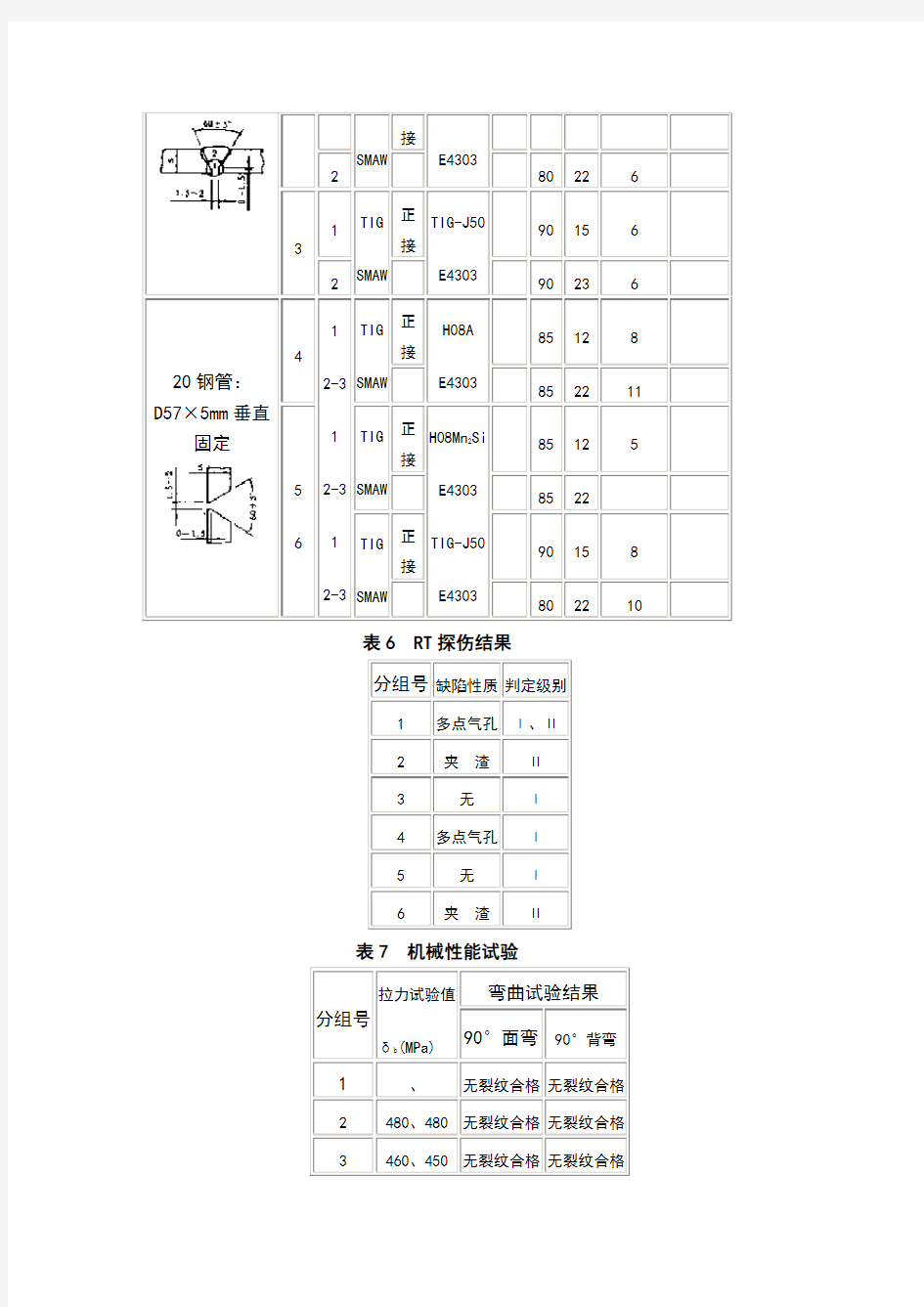
表120钢管化学成分
表2 焊材化学成分(%)
表3 20钢管机械性能
表4 E4303焊条机械性能
焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。
表5 焊接试验工艺参数
SMAW 接
E4303
280226
3
1TIG
SMAW 正
接
TIG-J50
E4303
90156
290236
20钢管:D57×5mm垂直
固定4
1
2-3
1
2-3
1
2-3
TIG
SMAW
正
接
H08A
E4303
85128
852211 5
6
TIG
SMAW
正
接
H08Mn2Si
E4303
TIG-J50
E4303
85125
8522
TIG
SMAW
正
接
90158
802210表6 RT探伤结果
分组号缺陷性质判定级别
1多点气孔Ⅰ、Ⅱ
2夹渣Ⅱ
3无Ⅰ
4多点气孔Ⅰ
5无Ⅰ
6夹渣Ⅱ
表7 机械性能试验
分组号
拉力试验值
δb(MPa)
弯曲试验结果
90°面弯90°背弯
1、无裂纹合格无裂纹合格
2480、480无裂纹合格无裂纹合格
3460、450无裂纹合格无裂纹合格
2 现场焊接
我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时,曾采用
Si、TIG-J50及ER705-3和瑞典OK焊丝,十多过H08(或H08A)、H08Mn
2
年的应用经验表明,没有发生焊接质量事故,焊缝能够满足设计和使用要求。不同焊丝的差别主要是:使用H08A焊丝TIG打底时,焊缝根部容
Si和TIG-J50焊丝打底时,焊缝易产生气孔,焊缝成型差;使用H08Mn
2
成型好,易于手工操作,气孔很少,焊缝质量容易保证。由于H08Mn
Si
2
是国内生产的埋弧焊焊丝,容易采购,H08Mn
Si焊丝在手工钨极氩弧焊
2
打底中得到广泛应用。
3 分析
手工钨极氩弧焊打底所选用的焊丝,除应满足机械性能要求外,还应具有良好的可操作性并且不产生缺陷。从焊接工艺试验的机械性能可以看出,H08Mn
Si焊丝打底焊缝的抗拉强度均比其原焊丝的较高;从无
2
损探伤和现场手工焊接操作性上看,H08A焊丝打底容易产生气孔,且焊
Si元素和ER49-1缝成型差;从化学成分的Mn、Si元素含量看,H08Mn
2
相当,TIG-J50次之,H08A最低。
经过对比分析可以认为,采用H08A焊丝TIG打底焊产生气孔、成型差的原因,关键在于其Mn、Si元素的含量。焊缝中Mn、Si是主要合金化元素,同时也是一种较好的脱氧剂,Si脱氧能力比Mn要强,Mn和Si 都能减少焊缝金属中的氧含量,改善焊缝金属的性能,防止气孔产生;另外,Mn可以提高焊缝的强度和韧性,而Si含量过多时,将会使焊缝金属的塑性和韧性降低。因此,必须使焊缝材料保持适当的Mn/Si比值,该比值愈高,焊缝金属的韧性愈好,一般认为Mn/Si<2对焊缝韧性不利。
4 结论
采用手工钨极氩弧焊工艺进行低碳钢打底焊,选用H08(或H08A)焊丝是不合适的,施工中选用H08Mn
Si、TIG-J50、ER49-1是可行的。在
2
目前生产TIG-J50和ER49-1焊丝的厂家较少的情况下,进行手工钨极氩
弧焊打底焊接低碳钢选用H08Mn
Si焊丝是合理的。我们经过十多年的应
2
用,没有发现因焊丝强度较高,导致焊缝的淬硬倾向,而产生延迟裂纹等焊接质量事故。
20钢管化学成分
表120钢管化学成分 元素C Si Mn S P 含量(%)0.22~0.230.21~0.220.50~0.510.028~0.0290.01~0.014 表2 焊材化学成分(%) 牌号C Si Mn S P Cr Ni Cu ER49-1≤0.110.65~ 0.95 1.80~ 2.10 ≤0.030≤0.030≤0.20// H08A0.100.038~ 0.034 0.46 0.024~ 0.035 0.01 0.02~ 0.021 0.029~ 0.043 0.074~ 0.077 H08Mn2Si 0.09~ 0.11 0.79~ 0.88 1.88~ 1.94 0.011~ 0.017 0.014~ 0.016 ≤0.15≤0.20/ TIG-J500.1070.653 1.570.0240.038/// E43030.080.160.430.0100.019/// 表3 20钢管机械性能 参量σb(MPa)σs(MPa)δ8(%) 数值412.4~470.4264.6~371.629~37 表4 E4303焊条机械性能 参量σb(MPa)σ0.2(MPa)δ5(%)A Kv(J)-20℃ 数值47039028.286.84、76平均82 焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。 表5 焊接试验工艺参数 接头型式和层次分 组 焊接工艺参数 焊 道 焊接 电 源 焊接直径 焊 接 电 流 (A) 焊 接 电 压 (V) 焊接速度 (cm/min) 线能量 (kJ/cm)方法 极 性 材料(mm) 20钢管:D57×5mm水平 固定1 1TIG SMAW 正 接 H08A E4303 1.6851251 2.2 2 2.58022621.1 2 1TIG SMAW 正 接 H08Mn2Si E4303 1.68512 4.81 2.8 2 2.58022621.1 31TIG 正 接 TIG-J50 2.59015613.5
钢管材质
Q235B钢管 Q235B钢管 Q235B钢管生产工艺:是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的钢管。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊缝经过在线连续超声波自动伤仪检查,保证了100%螺旋焊缝无损检测覆盖率。采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管头三根要进行严格首检制度,确保制管工艺合格后,正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
q235B钢管 Q235B钢管的特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加 30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊 Q235B钢管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管 现在Q235B钢管的常用标准一般分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件第一部分:A 级钢管(到目前要求严格的GB/T9711.2 B级钢管))、API-5L(美
镍基合金管的性能化学成分
镍基合金管的性能、化学成分 以镍为基体,能在一些介质中耐腐蚀的合金,称为镍基耐蚀合金。此外,含镍大于30%,且含镍加铁大于50%的耐蚀合金,习惯上称为铁-镍基耐蚀合金(见不锈耐酸钢)。1905年美国生产的Ni-Cu合金(Monel合金Ni 70 Cu30)是最早的镍基耐蚀合金。1914年美国开始生产Ni-Cr-Mo-Cu型耐蚀合金(Illium R),1920年德国开始生产含Cr约15%、Mo约7%的Ni-Cr-Mo型耐蚀合金。70年代各国生产的耐蚀合金牌号已近50种。其中产量较大、使用较广的有Ni-Cu,Ni-Cr,Ni-Mo,Ni-Cr-Mo(W),Ni-Cr-Mo-Cu和Ni-Fe-Cr,Ni-Fe-Cr-Mo等合金系列,共十多种牌号。中国在50年代开始研制镍基和铁-镍基耐蚀合金,到70年代末,已有十多种牌号。 类别镍基耐蚀合金多具有奥氏体组织。在固溶和时效处理状态下,合金的奥氏体基体和晶界上还有金属间相和金属的碳氮化物存在,各种耐蚀合金按成分分类及其特性如下: Ni-Cu合金在还原性介质中耐蚀性优于镍,而在氧化性介质中耐蚀性又优于铜,它在无氧和氧化剂的条件下,是耐高温氟气、氟化氢和氢氟酸的最好的材料(见金属腐蚀)。 Ni-Cr合金主要在氧化性介质条件下使用。抗高温氧化和含硫、钒等气体的腐蚀,其耐蚀性随铬含量的增加而增强。这类合金也具有较好的耐氢氧化物(如NaOH、KOH)腐蚀和耐应力腐蚀的能力。 Ni-Mo合金主要在还原性介质腐蚀的条件下使用。它是耐盐酸腐蚀的最好的一种合金,但在有氧和氧化剂存在时,耐蚀性会显著下降。 Ni-Cr-Mo(W)合金兼有上述Ni-Cr合金、Ni-Mo合金的性能。主要在氧化-还原混合介质条件下使用。这类合金在高温氟化氢气中、在含氧和氧化剂的盐酸、氢氟酸溶液中以及在室温下的湿氯气中耐蚀性良好。 Ni-Cr-Mo-Cu合金具有既耐硝酸又耐硫酸腐蚀的能力,在一些氧化-还原性混合酸中也有很好的耐蚀性。 什么是超级不锈钢?镍基合金? 超级不锈钢、镍基合金是一种特种的不锈钢,首先在化学成分上与普通不锈钢304不同,是指含高镍,高铬,高钼的一种高合金不锈钢。其次在耐高温或者耐腐蚀的性能上,与304相比,具有更加优秀的耐高温或者耐腐蚀性能,是304不可取代的。另外,从不锈钢的分类上,特殊不锈钢的金相组织是一种稳定的奥氏体金相组织。 由于这种特种不锈钢是一种高合金的材料,所以在制造工艺上相当复杂,一般人们只能依靠传统工艺来制造这种特种不锈钢,如灌注,锻造,压延等等。 在许多的领域中,比如 1,海洋:海域环境的海洋构造物,海水淡化,海水养殖,海水热交换等。 2,环保领域:火力发电的烟气脱硫装置,废水处理等。 3,能源领域:原子能发电,煤炭的综合利用,海潮发电等。 4,石油化工领域:炼油,化学化工设备等。 5,食品领域:制盐,酱油酿造等 在以上的众多领域中,普通不锈钢304是无法胜任的,在这些特殊的领域中,特种不锈钢是不可缺少的,也是不可被替代的。近几年来,随着经济的快速发达,随着工业领域的层次的不断提高,越来越多的项目需要档次更高的不锈钢。。。。。特种不锈钢(超级不锈钢、镍基合金)。
最新20钢管化学成分
1 表1 20钢管化学成分 表2 焊材化学成分(%) 表3 20钢管机械性能
参量σ b (MPa)σ 0.2 (MPa)δ 5 (%)A Kv (J)-20℃ 数值47039028.286.84、76平均82 焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、 表7。 表5 焊接试验工艺参数 接头型式和层 次分 组 焊接工艺参数 焊 道 焊接 电 源 焊接直径焊 接 电 流 (A) 焊 接 电 压 (V) 焊接速度 (cm/min) 线能量 (kJ/cm)方法 极 性 材料(mm) 20钢管: D57×5mm水平 固定1 1 TIG SMAW 正 接H08A E4303 1.6851251 2.2 2 2.58022621.1 2 1 TIG SMAW 正 接H08Mn 2 Si E4303 1.68512 4.81 2.8 2 2.58022621.1 31TIG 正 接 TIG-J50 2.59015613.5
2SMAW E4303 2.59023620.7 20钢管: D57×5mm垂直 固定4 1 2-3 1 2-3 1 2-3 TIG SMAW 正 接H08A E4303 1.6851287.65 2.585221110.2 5 6 TIG SMAW 正 接 H08Mn 2 Si E4303 TIG-J50 E4303 1.6851251 2.2 2.5852210.610.6 TIG SMAW 正 接 2.59015810.13 2.580221010.56 表6 RT探伤结2.5果 分组号缺陷性质判定级别 1多点气孔Ⅰ、Ⅱ 2夹渣Ⅱ 3无Ⅰ 4多点气孔Ⅰ
常用材料标准及化学成分表 (1)
常用材料所用标准及化学成分表 标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Cu Ni Cr Mo V Nb 备注 1 ASTM A216 WCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件① 2 WCC 0.25 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.0 3 … 铸件① 3 ASTM A352 LCB 0.30 1.00 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 4 LCC 0.2 5 1.20 0.04 0.045 0.60 0.30 0.50 0.50 0.20 0.03 … 铸件 5 LC3 0.15 0.50~ 0.80 0.04 0.045 0.60 … 3.00~ 4.00 … … … … 铸件 6 LC9 0.13 0.90 0.04 0.045 0.45 0.30 8.50~ 10.0 0.50 0.20 0.03 … 铸件 7 ASTM A105 A105 0.35 0.60~ 1.05 0.035 0.04 0.10~ 0.35 0.40 0.40 0.30 0.12 0.08 …锻件②
标准牌号 元素质量分数%(除给出范围外为最大值) 序 号 标准 牌号 C Mn P S Si Ti Ni Cr Mo V W 备注 8 ASTM A182 304 0.08 2.00 0.045 0.03 1.00 … 8.00~ 11.0 18.0~ 20.0 … … … 锻件 9 316 0.08 2.00 0.045 0.03 1.00 … 10.00~ 14.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 10 316L 0.03 2.00 0.045 0.03 1.00 … 10.00~ 15.0 16.0~ 18.0 2.0~ 3.0 … … 锻件 11 321 0.08 2.00 0.045 0.03 1.00 0.70 9.00~ 12.0 17.0~ 19.0 …… …锻件③
钢管化学成分
表120钢管化学成分 元素 C Si Mn S P 含量(%)~~~~~ 表2 焊材化学成分(%) 牌号C Si Mn S P Cr Ni Cu ER49-1≤~~≤≤≤// H08A~~~~~H08Mn2Si~~~~~≤≤/ TIG-J50/// E4303/// 表3 20钢管机械性能 参量σb(MPa)σs(MPa)δ8(%) 数值~~29~37 表4 E4303焊条机械性能 参量σb(MPa)σ(MPa)δ5(%)A Kv(J)-20℃ 数值470390、76平均82 焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。 表5 焊接试验工艺参数 接头型式和层次分 组 焊接工艺参数 焊 道 焊接 电 源 焊接直径 焊 接 电 流 (A) 焊 接 电 压 (V) 焊接速度 (cm/min) 线能量 (kJ/cm)方法 极 性 材料(mm) 20钢管:D57×5mm水平 固定1 1TIG SMAW 正 接 H08A E4303 85125 280226 2 1TIG SMAW 正 接 H08Mn2Si E4303 8512 280226 3 1TIG SMAW 正 接 TIG-J50 E4303 90156 290236 20钢管:4 1 TIG 正H08A 85128
D57×5mm垂直 固定2-3 1 2-3 1 2-3SMAW 接 E4303 852211 5 6 TIG SMAW 正 接 H08Mn2Si E4303 TIG-J50 E4303 85125 8522 TIG SMAW 正 接 90158 802210表6 RT探伤结果 分组号缺陷性质判定级别 1多点气孔Ⅰ、Ⅱ 2夹渣Ⅱ 3无Ⅰ 4多点气孔Ⅰ 5无Ⅰ 6夹渣Ⅱ 表7 机械性能试验 分组号 拉力试验值 δb(MPa) 弯曲试验结果 90°面弯90°背弯 1、无裂纹合格无裂纹合格 2480、480无裂纹合格无裂纹合格 3460、450无裂纹合格无裂纹合格 4、无裂纹合格无裂纹合格 5485、495无裂纹合格无裂纹合格 6430、445无裂纹合格无裂纹合格 2 现场焊接 我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时,曾采用过H08(或H08A)、H08Mn 2 Si、TIG-J50及ER705-3和瑞典OK焊丝,十多年的应用经验表明,没有发生焊接质量事故,焊缝能够满足设计和使用要求。不同焊丝的差别主要是:使用H08A焊丝TIG打底时,焊缝根部容 易产生气孔,焊缝成型差;使用H08Mn 2 Si和TIG-J50焊丝打底时,焊缝 成型好,易于手工操作,气孔很少,焊缝质量容易保证。由于H08Mn 2 Si 是国内生产的埋弧焊焊丝,容易采购,H08Mn 2 Si焊丝在手工钨极氩弧焊打底中得到广泛应用。
钢管力学性能
钢管力学性能 力学性能 钢材力学性能是保证钢材最终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。 ①抗拉强度(σb) 试样在拉伸过程中,在拉断时所承受的最大力(Fb),出以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的最大能力。计算公式为: 式中:Fb--试样拉断时所承受的最大力,N(牛顿); So--试样原始横截面积,mm2。 ②屈服点(σs) 具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 上屈服点(σsu):试样发生屈服而力首次下降前的最大应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的最小应力。 屈服点的计算公式为: 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。 ③断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为: 式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。 ④断面收缩率(ψ) 在拉伸试验中,试样拉断后其缩径处横截面积的最大缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下: 式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的最少横截面积,mm2。 ⑤硬度指标 金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显微硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。 A、布氏硬度(HB) 用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。 其计算公式为: 式中:F--压入金属试样表面的试验力,N; D--试验用钢球直径,mm; d--压痕平均直径,mm。 测定布氏硬度较准确可靠,但一般HBS只适用于450N/mm2(MPa)以下的金属材料,对于较硬的钢或较薄的板材不适用。在钢管标准中,布氏硬度用途最广,往往以压痕直径d来表示该材料的硬度,既直观,又方便。 举例:120HBS10/1000130:表示用直径10mm钢球在1000Kgf(9.807KN)试验力作用下,保持3 0s(秒)测得的布氏硬度值为120N/ mm2(MPa)。
钢管 化学成份
20号钢管化学成份: 碳 C :0.17~0.24"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.035磷 P :≤0.035铬 Cr:≤0.25镍 Ni:≤0.25铜 Cu:≤0.25 10#钢管化学成份:碳 C :0.07~0.14"硅 Si:0.17~0.37锰 Mn:0.35~0.65硫 S :≤0.04磷 P :≤0.35铬 Cr:≤0.15镍 Ni:≤0.25铜 Cu:≤0.25 35#钢管化学成份: 35#钢管:平均含碳量为0.32~0.40%,平均含硅量为0.17-0.37%,平均含锰量为 0.50-0.80%,平均含硫量≤0.04%,平均含磷量≤0.25%,平均含铬量≤0.25%,平均含镍量≤0.25 ,含铜量≤0.25%左右. 高压合金管化学成分 标准牌号化学成分(%) C Si Mn P S Cr Mo Cu Ni V Al W Ti Nb N GB3087 10 0.07 ~ 0.13 0.17 ~ 0.37 0.38 ~ 0.65 ≤ 0.0 30 ≤ 0.03 0.3 ~ 0.65 / ≤ 0.2 5 ≤ 0.30 / / 20 0.17~ 0.23 0.17 ~ 0.37 0.38 ~ 0.65 ≤ 0.03 ≤ 0.0 30 0.3 ~ 0.65 / ≤ 0.25 ≤ 0.3 / / GB5310 20G 0.17 ~ 0.24 0.17 ~ 0.37 0.35 ~ 0.65 ≤ 0.0 30 ≤ 0.03 ≤ 0.25 ≤ 0.15 ≤ 0.2 ≤ 0.25 ≤ 0.0 8 20MnG 0.17~ 0.24 0.17 ~ 0.37 0.70 ~ 1.00 ≤ 0.03 ≤ 0.0 30 ≤ 0.25 ≤ 0.15 ≤ 0.20 ≤ 0.2 5 ≤ 0.08 25MnG 0.18~ 0.24 0.17 ~ 0.37 0.80 ~ 1.10 ≤ 0.03 ≤ 0.0 30 ≤ 0.25 ≤ 0.15 ≤ 0.20 ≤ 0.2 5 ≤ 0.08 15CrMo 0.12~ 0.18 0.17 ~ 0.37 0.40 ~ 0.70 ≤ 0.03 ≤ 0.0 30 0.80 ~ 1.10 0.40 ~ 0.55 ≤ 0.20 ≤ 0.3
不锈钢化学成分标准
301不锈钢牌号1Cr17Ni7 ;301不锈钢化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :16.0~18.0 ,Ni :6.0-8.0,S :≤0.03 ,P :≤0.045 304不锈钢牌号:0Cr18Ni9(0Cr19Ni9);304不锈钢化学成分% C:≤0.08 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :18.0~20.0 ,Ni :8.0~10.0,S :≤0.03 ,P :≤0.045 304L不锈钢牌号:00Cr19Ni10(0Cr18Ni10);304L不锈钢化学成分% C:≤0.03 ,Si :≤1.0 ,Mn :2.0 Cr :18.0~20.0 ,Ni :9.0~13.0,S :≤0.03 ,P :≤0.045 321不锈钢牌号:1Cr18Ni9Ti;321不锈钢化学成分% C:≤0.08 ,Si≤1.0,Mn :≤2.0 ,Cr :17.0~19.0 ,Ni :9.0-13,S :≤0.03 ,P :≤0.045,Ti≤5 302不锈钢牌号:1Cr18Ni9;302不锈钢化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17-19 ,Ni :8.0-10,S :≤0.03 ,P :≤0.045 303不锈钢牌号:Y1Cr18Ni9;化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17-19 ,Ni :8.0-10,S :≥0.15 ,P :≤0.20,Mo≤6.0 316不锈钢牌号:0Cr17Ni12Mo2;化学成分% C:≤0.08 Si :≤1.0 Mn :≤2.0 Cr :16.0~18.0 Ni :10.0~14.0 S :≤0.03P :≤0.045Mo≤2.0-3.0 316L不锈钢牌号:00Cr17Ni14Mo2;化学成分% C:≤0.03 Si :≤1.0 Mn :≤2.0 Cr :16.0~18.0 Ni :12.0~15.0 S :≤0.03 P :≤0.045 Mo:2.0~3.0。 310不锈钢化学成分% C:≤0.25 Si :≤1.5 Mn :≤2.0 Cr :24.0~26.0 Ni :19.0~22.0 S :≤0.03 P :≤0.045 310S不锈钢牌号:0Cr25Ni20/1Cr25Ni20Si2;310S不锈钢化学成分% C:≤0.08 Si :≤1.5 Mn :≤2.0 Cr :23.0~26.0 Ni :19.0~22.0 S :≤0.03 P :≤0.045 317L不锈钢牌号:0Cr19Ni13Mo3 ;317L不锈钢化学成分%:C≤ 0.02 N ≤0.14 Cr ≤17.8 Ni ≤12.7 Mo≤ 4.1 309S不锈钢牌号0Cr23Ni13 ;309S不锈钢化学成分:C:≤0.08 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :22-24 ,Ni :12-15,S :≤0.03 ,P :≤0.045 314不锈钢牌号1Cr25ni20Si2;314不锈钢化学成分% :C≤0.25,Si1.5-3.0,Mn≤2.00 ,P ≤0.04,S≤0.03,Ni:19-22,Cr:23-26 321不锈钢牌号:1Cr18Ni9Ti;321不锈钢化学成分% C:≤0.08 ,Si≤1.0,Mn :≤2.0 ,Cr :17.0~19.0 ,Ni :9.0-13,S :≤0.03 ,P :≤0.045,Ti≤5 840的在国内可以用2520的代替,主要是含镍比例高,抗氧化性强;840不锈钢化学成分% : C:≤0.07,Si ≤1.5, Mn ≤2.0, Cr :18.0~22.0,Ni :18~23.0,S≤0.03,P0.045,Al:0.35,Ti:0.31
钢管标准
钢管标准
钢管标准中常用术语 1)通用术语 ①交货状态 是指交货产品的最终塑性变形或最终热处理的状态。一般不经过热处理交货的称热轧或冷拔(轧)状态或制造状态;经过热处理交货的称热处理状态,或根据热处理的类别称正火(常化)、调质、固溶、退火状态。订货时,交货状态需在合同中注明。 ②按实际重量交货或按理论重量交货 实际重量--交货时,其产品重量是按称重(过磅)重量交货; 理论重量--交货时,其产品重量是按钢材公称尺寸计算得出的重量。其计算公式如下(要求按理论重量交货者,需在合同中注明): 钢管每米的理论重量(钢的密度为7.85kg/dm3)计算公式: W=0.02466(D-S)S 式中:W--钢管每米理论重量,kg/m; D--钢管的公称外径,mm; S--钢管的公称壁厚,mm。 ③保证条件 按现行标准的规定项目进行检验并保证符合标准的规定,称做保证条件。保证条件又分为: A、基本保证条件(又称必保条件)。无论客户是否在合同中注明。均需按标准规定进行该项检验,并保证检验结果符合标准规定。 如化学成分、力学性能、尺寸偏差、表面质量以及探伤、水压实验或压扁或扩口等工艺性能实验,均属必保条件。 B、协议保证条件:标准中除基本保证条件外,尚有"根据需方要求,经供需双方协商,并在合同中注?quot;或"当需方要求……时,应在合同中注明";还有的客户,对标准中基本保证条件提出加严要求(如成分、力学性能、尺寸偏差等)或增检验项目(如钢管椭圆度、壁厚不均等)。上述条款及要求,在订货时,由供需双方协商,签署供货技术协议并在合同中注明。因此,这些条件又称为协议保证条件。有协议保证条件的产品,一般均要加价的。 ④批 标准中的"批"是指一个检验单位,即检验批。若以交货单位组批,称交货批。
各种钢管牌号及化学成分
不锈钢牌号及化学成分 301不锈钢:301不锈钢牌号1Cr17Ni7 。化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :16.0~18.0 ,Ni :6.0-8.0,S :≤0.03 ,P :≤0.045 304不锈钢:304不锈钢牌号:0Cr18Ni9(0Cr19Ni9);化学成分% C:≤0.07 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17.0~19.0 ,Ni :8.0~11.0,S :≤0.03 ,P :≤0.035 304L不锈钢:304L不锈钢牌号:00Cr19Ni10(0Cr18Ni10),化学成分% C:≤0.07 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17.0~19.0 ,Ni :8.0~11.0,S :≤0.03 ,P :≤0.035 302不锈钢:302不锈钢牌号:1Cr18Ni9.化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17-19 ,Ni :8.0-10,S :≤0.03 ,P :≤0.045 303不锈钢:303不锈钢牌号:Y1Cr18Ni9.化学成分% C:≤0.15 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17-19 ,Ni :8.0-10,S :≥0.03 ,P :≤0.20,Mo≤6.0 316不锈钢:316L不锈钢牌号:00Cr17Ni14Mo2。化学成分% C:≤0.03 Si :≤1.0 Mn :≤2.0 Cr :16.0~18.0 Ni :12.0~15.0 S :≤0.03 P :≤0.045 Mo:2.0~3.0 310不锈钢:化学成分% C:≤0.25 Si :≤1.5 Mn :≤2.0 Cr :24.0~26.0 Ni :19.0~22.0 S :≤0.03 P :≤0.045 310S不锈钢:310S不锈钢牌号:0Cr25Ni20/1Cr25Ni20Si2。化学成分% C:≤0.08 Si :≤1.0 Mn :≤2.0 Cr :24.0~26.0 Ni :19.0~22.0 S :≤0.03 P :≤0.045 317L不锈钢:317L不锈钢牌号:0Cr19Ni13Mo3 。化学成分%:C≤ 0.02N ≤0.14 Cr ≤17.8 Ni ≤12.7 Mo≤ 4.1 309S不锈钢:309S不锈钢牌号0Cr23Ni13 .化学成分:C:≤0.08 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :22-24 ,Ni :12-15,S :≤0.03 ,P :≤0.045 314不锈钢:314不锈钢牌号1Cr25ni20Si2。化学成分% :C≤0.07,Si≤1.00,Mn≤1.00 ,P ≤0.035,S≤0.030,Ni:3.00-5.00,Cr:15.5-17.5,Cu:3.00-5.00,Nb:0.15-0.45 。 321不锈钢:321不锈钢牌号:1Cr18Ni9Ti.化学成分% C:≤0.08 ,Si :≤1.0 ,Mn :≤2.0 ,Cr :17.0~19.0 ,Ni :9.0-13,S :≤0.03 ,P :≤0.045,Ti≤5
铝合金化学成分标准-国际版2009
International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys 1525 Wilson Boulevard, Arlington, VA 22209 https://www.360docs.net/doc/9314918323.html, With Support for On-line Access From: A luminum E xtruders C ouncil A luminium F ederation of S outh A frica A ustralian A luminium C ouncil L td. E uropean A luminium A ssociation J apan A luminium A ssociation A lro S.A, R omania Revised: February 2009 Supersedes: April 2006 ? Copyright 2009, The Aluminum Association, Inc. Unauthorized reproduction and sale by photocopy or any other method is illegal.
Use of the Information The Aluminum Association has used its best efforts in compiling the information contained in this publication. Although the Association believes that its compilation procedures are reliable, it does not warrant, either expressly or impliedly, the accuracy or completeness of this information. The Aluminum Association assumes no responsibility or liability for the use of the information herein. All Aluminum Association published standards, data, specifications and other material are reviewed at least every five years and revised, reaffirmed or withdrawn. Users are advised to contact The Aluminum Association to ascertain whether the information in this publication has been superseded in the interim between publication and proposed use.
20钢管化学成分
表120钢管化学成分 表2焊材化学成分(%) 表320钢管机械性能 表4E4303焊条机械性能 焊接工艺参数和无损探伤、机械性能试验结果分别见表5、表6、表7。 表5焊接试验工艺参数
表6RT探伤结2.5果 表7机械性能试验 2现场焊接 我们在施工现场进行手工钨极氩弧焊打底焊接低碳钢管时,曾采用过H08(或H08A)、H08Mn2Si、TIG-J50及ER705-3和瑞典OK焊丝,十多年的应用经验表明,没有发生焊接质量事故,焊缝能够满足设计和使用要求。不同焊丝的差别主要是:使用H08A焊丝TIG打底时,焊缝根部容易产生气孔,焊缝成型差;使用H08Mn2Si和TIG-J50焊丝打底时,焊缝成型好,易于手工操作,气孔很少,焊缝质量容易保证。由于
H08Mn2Si是国内生产的埋弧焊焊丝,容易采购,H08Mn2Si焊丝在手工钨极氩弧焊打底中得到广泛应用。 3分析 手工钨极氩弧焊打底所选用的焊丝,除应满足机械性能要求外,还应具有良好的可操作性并且不产生缺陷。从焊接工艺试验的机械性能可以看出,H08Mn2Si焊丝打底焊缝的抗拉强度均比其原焊丝的较高;从无损探伤和现场手工焊接操作性上看,H08A焊丝打底容易产生气孔,且焊缝成型差;从化学成分的Mn、Si元素含量看,H08Mn2Si元素和ER49-1相当,TIG-J50次之,H08A最低。 经过对比分析可以认为,采用H08A焊丝TIG打底焊产生气孔、成型差的原因,关键在于其Mn、Si元素的含量。焊缝中Mn、Si是主要合金化元素,同时也是一种较好的脱氧剂,Si脱氧能力比Mn要强,Mn 和Si都能减少焊缝金属中的氧含量,改善焊缝金属的性能,防止气孔产生;另外,Mn可以提高焊缝的强度和韧性,而Si含量过多时,将会使焊缝金属的塑性和韧性降低。因此,必须使焊缝材料保持适当的Mn/Si 比值,该比值愈高,焊缝金属的韧性愈好,一般认为Mn/Si<2对焊缝韧性不利。 4结论 采用手工钨极氩弧焊工艺进行低碳钢打底焊,选用H08(或H08A)焊丝是不合适的,施工中选用H08Mn2Si、TIG-J50、ER49-1是可行的。在目前生产TIG-J50和ER49-1焊丝的厂家较少的情况下,进行手工钨极氩弧焊打底焊接低碳钢选用H08Mn2Si焊丝是合理的。我们经过十多年的应用,没有发现因焊丝强度较高,导致焊缝的淬硬倾向,而产生延迟裂纹等焊接质量事故。
常用钢管力学性能
管 标准: GB3087 ——中国国家标准 GB5310 ——中国国家标准 ASME SA106 ——美国锅炉及压力容器规范 ASME SA333 ——美国锅炉及压力容器规范 ASME SA335 ——美国锅炉及压力容器规范 DIN17175 ——联邦德国工业标准 EN10216-2 ——欧洲压力管道标准用途: 用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的集箱及蒸汽管道; 用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃~650℃之间)的集箱及蒸汽管 道,石化工业用管。 主要生产钢管牌号: 10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、10Cr9Mo1VNb、SA106B、SA106C、 SA333Ⅰ级、SA333Ⅵ级、SA335 P5、SA335 P11、SA335 P12、SA335P22、SA335 P91、SA335 P92、 ST45.8/Ⅲ、15Mo3、13CrMo44、10CrMo910、15NiCuMoNb5-6-4等 力学性能:
化学成分: 标准 牌号 化学成分(%) C Si Mn P S Cr Mo Cu Ni V Al W Nb N GB3087 10 0.07~0.13 0.17~0.37 0.38 ~ 0.65 ≤0.030 ≤0.030 0.3~ 0.65 / ≤0.25 ≤0.30 / / 20 0.17~ 0.23 0.17~ 0.37 0.38~ 0.65 ≤0.030 ≤0.030 0.3~ 0.65 / ≤0.25 ≤0.30 / / GB53 10 20G 0.17~ 0.24 0.17~ 0.37 0.35~ 0.65 ≤0.030 ≤0. 030 ≤0.25 ≤0.15 ≤0.20 ≤0.25 ≤0. 08 20MnG 0.17~ 0.25 0.17~ 0.37 0.70 ~ 1.00 ≤0.030 ≤0. 030 ≤0.25 ≤0.15 ≤0.20 ≤0.25 ≤0. 08 25MnG 0.23~ 0.27 0.17~ 0.37 0.70 ~ 1.00 ≤0.030 ≤0.030 ≤0.25 ≤0.15 ≤0.20 ≤0.25 ≤0. 08 15CrMo 0.12~ 0.18 0.17~ 0.37 0.40 ~ 0.70 ≤0.030 ≤0.030 0.80~1.10 0.40~0.55 ≤0.20 ≤0. 30 12Cr 2MoG 0.08 ~ 0.15 ≤0. 50 0.40~ 0.70 ≤0.030 ≤0.030 2.00~2.50 0.90~1.20 ≤0.20 ≤0. 30 12Cr 1MoV 0.08~ 0.15 0.17~ 0.37 0.40 ~ 0.70 ≤0.030 ≤0.030 0.90~1.20 0.25~0.35 ≤0.20 ≤0. 30 0.15 ~ 0.30 10Cr 9Mo 1VNb 0.08~0.20~0.30~≤0.020 ≤0.010 8.00~9.50 0.85~1.05 ≤0.20 ≤0.40 0.18~≤0. 015 0.06~ 0.03~
电力行业钢管、管件原材料采购技术规格书
电力行业钢管、管件原材料采购技术规格书 一、适用范围 本技术条件适用于XXXX项目XXXX有限公司采购的钢管/管件等的订货。 二、引用标准 下列文件对本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 当本技术文件的引用文件被新文件代替时,应按最新版本的文件执行。 1)GB3087-2008 《低中压锅炉用无缝钢管》 2)GB 13401-2005《钢板制对焊管件》 3)DL/T 473-92 《大直径三通锻件技术条件》 4)DL/T 695-2014《电站钢制对焊管件》 5)DL/T 715-2015《火力发电厂金属材料选用导则》 6)DL/T 718-2014《火力发电厂三通及弯头超声波检测》 7)DL/T 869-2012 《火力发电厂焊接技术规程》 8)DL473-1992 《大直径三通锻件技术条件》 管材技术规范 卖方所提供的管道必须是材质优良,加工技术先进,经济合理,成熟可靠的产品。 1.1 低压主汽及旁路管道材质:20#钢。 1.2 低压主汽管道按外径管订货(即公称外径 公称壁厚)、按无缝钢管订货,宜按不短于8米/段提供。 1.3 无缝钢管逐根按SEP1915做100%超声波无损探伤,并提供超声波探伤的标准试样。无缝钢管逐根进行液压试验。 1.4 管道的规格,材质,椭圆度,内外径公差,壁厚公差,公称重量和重量偏差等符合国标GB3087-2008要求。 1.5 热处理方式: 为保证管材具有推荐的高温性能,成品钢管应严格按国标中规定的热处理工艺进行热处理,热处理工艺应填在质量证明书中,其它材质的热处理应按相应的标准进行。并同时符合管道的热处理应符合ASME规范B31.1的要求,或符合ASME锅炉及压力容器规范的要求(如果适用)。 1.6 力学性能 力学性能应分别符合GB3087-2008的相关规定。 1.7 工艺性能 无缝钢管应根据相关国家行业规范标准进行压扁试验、弯曲、扩口等试验。
几种钢管的力学性能和化学成份
钢管成分-Q235B 16MN钢管 L245 L290 Q345钢管的力学性能和化学成份 常用钢管用途 (一)、各牌号碳素结构钢钢管的主要用途: 合金钢管厚壁钢管 1.牌号Q195,含碳量低,强度不高,塑性、韧性、加工性能和焊接性能好。用于轧制薄板和盘条。冷、热轧薄钢板及以其为原板制成的镀锌、镀锡及塑料复合薄钢板大量用用屋面板、装饰板、通用除尘管道、包装容器、铁桶、仪表壳、开关箱、防护罩、火车车厢等。盘条则多冷拔成低碳钢丝或经镀锌制成镀锌低碳钢丝,用于捆绑、张拉固定或用作钢丝网、铆钉等。 2.牌号Q215,强度稍高于Q195钢,用途与Q195大体相同。此外,还大量用作焊接钢管、镀锌焊管、炉撑、地脚螺钉、螺栓、圆钉、木螺钉、冲制铁铰链等五金零件。 3.牌号Q235,含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量用用建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。C、D级钢还可作某些专业用钢使用。 4.牌号Q255,性能与Q235差不多,强度稍有提高,塑性有所降低。应用不如Q235广泛,主要用作铆接与检接结构。 5.牌号Q275,强度、硬度较高,耐磨性较好。用于制造轴类、农业机具、耐磨零件、钢轨接头夹板、垫板、车轮、轧辊等。
(二)、各牌号低合金高强度结构钢管的主要用途 低合金高强度结构钢旧标准称低合金结构钢,又叫普通低合金结构钢。 1.牌号Q295钢,钢中只含有极少量的合金元素,强度不高,但有良好的塑性、冷弯、焊接及耐蚀性能。主要用于建筑结构,工业厂房,低压锅炉,低、中压化工容器,油罐,管道,起重机,拖拉机,车辆及对强度要求不高的一般工程结构。 2.牌号Q345、Q390钢,综合力学性能好,焊接性能、冷热加工性能和耐蚀性能均好,C、 D、E级钢具有良好的低温韧性。主要用于船舶,锅炉,压力容器,石油储罐,桥梁,电站设备,起重运输机械及其他较高载荷的焊接结构件。 3.牌号Q420钢,强度高,特别是在正火或正火加回火状态有较高的综合力学性能。主要用于大型船舶,桥梁,电站设备,中、高压锅炉,高压容器,机车车辆,起重机械,矿山机械及其他大型焊接结构件。 4.牌号Q460钢,强度最高,在正火,正火加回火或淬火加回火状态有很高的综合力学性能,全部用铝补充脱氧,质量等级为C、D、E级,可保证钢的良好韧性的备用钢种。用于各种大型工程结构及要求强度高,载荷大的轻型结构。 (三)、优质碳素结构钢的特性和用途 优持碳素结构钢简称碳结钢、俗称优钢。是各种机器的零部件制造用钢。 1. 08和08F钢,用于轧制薄板,深冲制品、油桶、高级搪瓷制品,也可用于制作管子,垫片及心部强度要求不高的渗碳和氰化零件,电焊条等。 2. 10和10F钢,用4mm以下冷压深冲制品,如深冲器皿、炮弹弹体。也可制造锅炉管、油桶顶盖及钢带、钢丝、焊接件、机械零件。 3. 15和15F钢,用于制造机械上的渗碳零件、紧固零件、冲锻模件及不需热处理的低负荷零件,如螺栓、螺钉、法兰盘及化工机械用贮器、蒸汽锅炉等。 4. 20钢,用于不经受很大应力而要求韧性的各种机械零件,如拉杆、轴套、螺钉、起重钩等;也可用于制造在60大气压、450℃以下非腐蚀介质中使用的管子、导管等;还可以用于心部强度不大的渗碳及氰化零件,如轴套、链条的滚子、轴以及不重要的齿轮、链轮等。 5. 25钢,用作热锻和热冲压的机械零件,金属切削机床上氰化零件,以及重型和中型机械制造中负荷不大的轴、辊子、连接器、垫圈、螺栓、螺帽等,还可用作铸钢件。 6. 30钢,用作热锻和热冲压的机械零件、冷拉丝,重型和一般机械用的轴、拉杆、套环、以及机械上用的铸件,如汽缸、汽轮机机。