《完美世界手游》灵兽介绍

《完美世界手游》灵兽介绍
完美世界手游已进入安卓版删档首测阶段,那些灵兽是否让你耳目一新呢?宠物作战是否让你的战斗酣畅淋漓呢?
灵兽的实力如何呢?小编为大家先窥探一下,今天随机挑选了3个灵兽进行介绍,大家就来鉴赏一下他们的属性吧(这些灵兽还不是最强的状态哦,因为初始资质和成长率都属初级)!
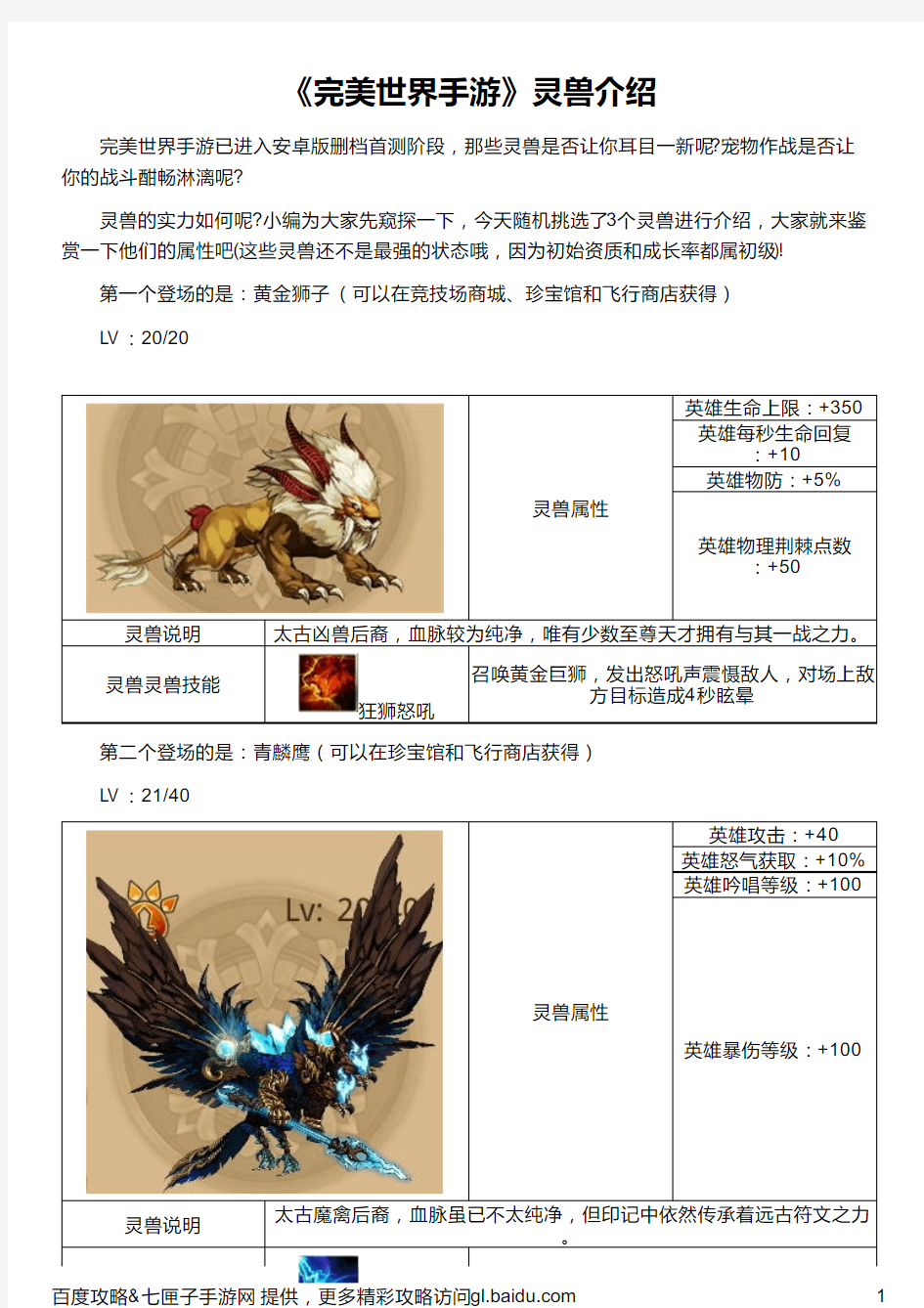
第一个登场的是:黄金狮子 (可以在竞技场商城、珍宝馆和飞行商店获得)LV :20/20
灵兽属性
英雄生命上限:+350英雄每秒生命回复
:+10
英雄物防:+5%
英雄物理荆棘点数
:+50
灵兽说明太古凶兽后裔,血脉较为纯净,唯有少数至尊天才拥有与其一战之力。
灵兽灵兽技能
狂狮怒吼
召唤黄金巨狮,发出怒吼声震慑敌人,对场上敌
方目标造成4秒眩晕
第二个登场的是:青麟鹰(可以在珍宝馆和飞行商店获得)LV :21/40
灵兽属性
英雄攻击:+40英雄怒气获取:+10%英雄吟唱等级:+100
英雄暴伤等级:+100
灵兽说明
太古魔禽后裔,血脉虽已不太纯净,但印记中依然传承着远古符文之力
。
灵兽灵兽技能
雷霆万钧
借助太古魔禽血脉之力,召唤数道天雷轰向目标,并降低被天雷击中的敌方的法术防御。
最后一个登场的是:毛球(可通过签到获得)LV :
24/40
灵兽属性
英雄攻击:+48英雄攻速等级:+50英雄暴击等级:+100
英雄造成伤害点数
:+25
灵兽说明“吃”乃头等大事!
灵兽灵兽技能
天崩地裂
现出远古巨兽形态,召唤天崩地裂的岩石雨,对
前方目标造成巨量伤害。
完美世界手游的灵兽是否让你耳目一新呢!后续我们还会逐步带来更多游戏内容的介绍!>>>>>相关文章阅读<<<<<《完美世界手游》灵兽图鉴大全《完美世界手游》召唤兽获取方法介绍
网易有道推广
有道推广 一、关于有道 作为网易自主研发的全新中文搜索引擎,有道搜索致力于为互联网用户提供更快更好的中文搜索服务。2006年底有道搜索推出测试版,并于2007年12月11日推出正式版。目前有道搜索已推出的产品包括网页搜索、图片搜索、购物搜索、音乐搜索、视频搜索、博客搜索、地图搜索、海量词典、桌面词典、工具栏和有道阅读、有道热闻等。 伴随着互联网在国内的蓬勃发展,中文网民仍有许多新兴的搜索需求和应用,有道试图架设一条道路,以缩短问题与答案之间的距离,让用户更快一秒找到,搜索体验之旅更畅快!有道搜索依托网易强大的产品服务平台和丰富的资源优势,吸纳了众多优秀的创新人才,现在已有100多位国内外高校的精英,并正在高速发展中。 二、企业推广 1)产品概要 “搜索推广”(以下简称“推广”),是有道搜索引擎提供的一种收费服务,它以搜索引擎作为主要媒介,有计划地对您的商品或服务进行宣传,向消费者传递信息,影响他们对您的商品或服务的态度,使您从中获益。 推广包括一条或者多条文字描述(称为推广描述),以及一组关键词。推广描述是我们最终向搜索引擎用户呈现的文字信息,关键词是您针对用户需求对应展示的文字提炼。您需要为关键词设定最高出价,这将决定您的推广被用户点击以后我们收取的费用,也会影响到您推广的信息被展示的位置排名。 比如您的客户想购买一款手机,他会关注手机相关资讯或者在搜索框输入关键词“手机”进行查询: 客户到达搜索结果页,看到您所发布的企业及产品信息,与您联系并购买。 2)优势资源整合 网易抓住自身优势,首先推出四位一体的推广模式。让您的客户可以不仅仅局限在搜索引擎中。根据行业特征,您还可以选择把您的信息投放到以下平台。 出现在网易的门户网站中 126、163的免费邮箱中。 网易的有道桌面词典中 让您的推广更灵活,让您的客户更接近您。根据不同情况,设定不同的投放方案,网易时刻为您的利益着想。 资源优势: 网易首页是国内最大的单一浏览页面,有道搜索从这里为您带来更多客户; 在门户网站中网易用户黏性最强; 网易邮箱是国内市场占有率最高的免费邮箱;同时使用人群素质高 网易是2010年广州亚运会的合作伙伴;受媒体和人去关注度高 网易频道页面平均每天拥有亿的流量; 网易邮箱拥有接近4亿的有效用户; 网易邮箱每日平均同时在线人数超过1000万;
认识快速成型技术
教学难点与重点: 难点: 《产品逆向工程技术》教案 共 页 第 页 授课教师: 教研室: 备课日期: 年 月 日 课 题: 教 学 准 备: 教学目的与要求: 授 课 方 式: 项目四 快速成型技术认识 任务一 认识快速成型技术 PPT 掌握快速成型技术的原理、工作流程和特点。 讲授(90') 重点:快速成型技术的原理、工作流程和特点。 教 学 过 程: 上节课回顾→讲授课题→课堂小结
“ “ 张家界航院教案 第 页 上节课回顾: 讲授课题: 项目四 快速成型技术认识 通过前面的几节课我们学习了什么是逆向工程。通过逆向工程技术, 企业可以迅速的设计出符合当前流行趋势,以及符合人们消费需求的产品, 快速抢占市场。市场这块蛋糕就那么大,谁先抢到谁先吃,后来的就只能 看别人吃。现在的企业发展战略已经从以前的“如何做的更多、更好、更 便宜”转变成了“如何做的更快”。所以快速的响应市场需求,已经是制 造业发展的必经之路。 但是一件产品是不是设计出来就完事了?从设计到产品,中间还有一 个制造的过程,逆向工程解决了快速设计的问题,但是如果在制造加工阶 段耗费太长的时间,最后依然是无法快速的响应市场。尤其是在加工复杂 薄壁零件的时候,往往加工一件零件的周期要好几周,甚至几个月才能完 成,比如飞机发动机上的涡轮,加工周期要 90 天。 怎么解决这个问题呢?这就要用到今天我们这节课要讲的内容:快速 成型技术。快速成型技术就是在这种背景需求下发展起来的一种新型数字 化制造技术,利用这项技术可以快速的将设计思想转化为具有结构和功能 的原型或者是直接制造出零部件,以便可以对设计的产品进行快速评价、 修改。按照以往的技术,在生产一件样品的时候,要么开模、要么通过复 杂的机加工艺来生产,这样不管是从成本的角度还是时间的角度来讲,都 会带来成本的提高。而快速成型技术可以极大地缩短新产品的开发周期, 降低开发成本,最大程度避免产品研发失败的风险,提高了企业的竞争力。 任务一 认识快速成型技术 快速成型技术(Rapid Prototype ,简称 RP)有许多不同的叫法,比如 “3D 打印”( 3D printing)、分层制造”( layered manufacturing ,LM) 、增材制 造”( additive manufacturing ,AM) 等。同学们最熟悉的应该就是“3D 打 印”,其实刚开始的时候,3D 打印本是特指一种采用喷墨打印头的快速成 型技术,演变至今,3D 打印成了所有快速成型技术的通俗叫法,但是现在 在学术界被统一称为“增材制造”。 增材制造是一种能够不使用任何工具(模具、各种机床),直接从三 维模型快速地制作产品物理原型也就是样件的技术,可以使设计者在产品 的设计过程中很少甚至不需要考虑制造工艺技术的问题。使用传统机加的 方法来加工零件时,在设计阶段设计师就需要考虑到零件的工艺性,是不 是能够加工出来。对于快速成型技术来讲,任意复杂的结构都可以利用它 的三维设计数据快速而精确的制造出来,解决了许多过去难以制造的复杂 结构零件的成型问题,实现了“自由设计,快速制造”。 一、物体成型的方式 之所以叫“增材制造”很好理解就是通过“堆积”材料的方式进行制 造。与之相应的还有“减材制造”和“等材制造”。在现代成型学的观点 中,物体的成型方式可分以下几类:
氢脆对钢的影响概述1
氢脆对钢的影响概述 摘要本人介绍了氢脆的相关背景和氢脆的几种形式,分别为:氢化学反应脆裂,内氢脆裂和氢环境脆裂。然后,根据国内外 的一些研究,论述了氢脆对低合金钢、不锈钢以及高强度钢种的影响。最后,根据氢脆的机制概括了一些氢脆的预防方法。 关键词氢脆,不锈钢,低合金钢,高强度钢. INFLUENCE OF HYDROGEN EMBRITTLEMNET ON STEEL ABSTRACT This article describes the background of hydrogen embrittlement and several forms of hydrogen embrittlement. The form of hydrogen embrittlement are as follows: chemical reaction of hydrogen embrittlement, the hydrogen embrittlement and hydrogen environment embrittlement crack. Then, the author of several studies at home and abroad, discusses the hydrogen embrittlement of low alloy steel, stainless steel and the impact of high-strength steel. Finally, according to the mechanism of hydrogen embrittlement outlines some methods of prevention of hydrogen embrittlement. KEY WORDS hydrogen embrittlement; stainless steel; low alloy steel; high strength steel 前言 氢脆是由于电化学作用产生的原子氢渗入金属材料而产生脆性破坏的一种现象。它是氢系统设计中的一个大问题,在宇航工业中由于材料氢脆曾多次造成事故。据“氢安全使用手册”介绍,“材料损坏和材料不相容性所造成的事故,各占事故总数的3%。使用同氢不相容的材料曾造成多次事故,而材料的氢脆又是造成多次事故的一个原因。” 关于氢对铁基材料性能的影响和造成的事故早有所知,对它进行的研究也有近百年的历史了,但是研究不够深入,了解也很肤浅。人们所熟悉的氢脆大多都是材料在酸洗或电镀过程中吸收氢所造成的。氢脆机理是非常复杂的,需要用复杂的数学模型来描述和分析。美国有些单位采用一些先进方法来研究氢脆现象,如布朗恩大学使用断裂力学/扩散/减聚力分析方法,哥伦比亚大学和美国国家宇航实验室使用统计模型。近年来,有些研究人员利用了有效理论数学分析来研究氢在金属中的运动,加强了对氢运动和效应的理论基础研究,这将进一步邦助改进材料的性态。目前的研究提高了发现金属晶格中小量氢的能力。 1 氢脆的几种形式 从广义上来讲,氢脆断裂是属于腐蚀断裂的一种,因为氢脆也是由于电化学作用引起钢材脆性破坏的现象。氢脆断裂是电化学反应在阴极产生的原子状态氢(H)渗入钢中而导致的脆性断裂。应力腐蚀断裂则是由于电化学反应阳极溶解的结果。费尔普斯已证明阳极溶解和阴极氢脆过程都可使高强度钢产生应力腐蚀裂纹。为此布朗等还测量了正在长大的应力腐蚀
刀具涂层公司十强
刀具涂层公司十强 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 1.星弧涂层科技(苏州工业园区)有限公司 是一家提供气相沉积涂层服务和相关设备开发,生产和制造的高科技企业。其涂层产品包括类金刚石涂层(DLC)和其它金属陶瓷类(CrN,TiN等)全系列硬质涂层,主要服务于汽车零部件、医疗器械、工具模具以及一般机械零部件的市场和加工行业;公司的真空涂层设备和等离子体表面处理设备主要应用于机械加工、各种零件制造、LED芯片以及太阳能利用和转化行业。公司拥有和掌握相关技术的核心知识产权,具有独立的研发和大规模量产能力,尤其是DLC相关技术和产品得到国内外用户的广泛认可和采用。 2.日新高性能涂层(沈阳)有限公司 是日新电机株式会社在沈阳投资兴建的专门从事PVD真空离子镀膜的专业企业。日新涂层是处于全世界领先地位的专业涂层公司,在研制开发机械加工工具、模具和各种设备零部件的PVD 涂层技术方面处于全世界领先地位,从上世纪七十年代开始,日新公司已成为世界的高性能工具涂层行业的先驱者之一。 日新涂层采用独自研发的电弧蒸发源和精细涂层技术,使电弧式中产生的液滴现象明显减少,再加上电弧式具有的高接点,可向客户提供平滑性好的精细涂层。日新涂层产品表面及其平滑(摩擦系数0.3),极高的耐磨损性能,极高的抗氧化性能,极高的热硬性,极强的附着力。公司致力
于中国国内的切削刀具、工具、模具、零部件、电子等基础工业、装. 备制造业,提供优质的表面硬化处理服务与技术支持。 3.胜倍尔超强镀膜(苏州)有限公司 专业低温专利技术真空PVD镀膜服务,PVD涂层,TiN涂层,TiCN涂层,TiAlN涂层,CrN涂层,DLC涂层,TiAlCrN涂层。其中DLC涂层工艺温度为80~150度,其它涂层均小于300度胜倍尔超强镀膜公司为新加坡独资企业,公司的技术为自主国际专利(US11/041,789)的低温PVD涂层技术(磁控阴极弧及强化磁控溅射),涂层时工作温度 本公司所制造的PVD真空镀膜设备具有很强的通用性和柔性,单机可完成几乎所有想要的单层及复合涂层,如TiN,TiCN,TiAlN,TiC,CrN,CrCN,DLC涂层,等等各类单层及复合涂层和纳米涂层, 由其是本公司生产的类金刚石DLC各类涂层0.5~10um早已得到了大面积的运用,本公司以稳定的工艺,出众的质量在中国内地已批量生产了近3年,为各个行业的专门用途开发出了很多类不同用途的DLC涂层,如PCB铣刀钻针专用DLC涂层,无油缝纫机零部件专用DLC涂层,医用手术器具专用DLC涂层,粉末治金模具专用DLC涂层,扬声器振膜专用DLC涂层,汽车喷油系统专用DLC涂层等等,半导体模具专用DLC涂层,玻璃镀膜专用DLC类金刚石涂层,本公司的技术早已克服了目前国内很多研究机构及涂层厂商的DLC涂层无法工业化的瓶劲。 针对机械加工刀具进行低温PVD-超硬耐磨涂层和润滑涂层,可提高刀具寿命3~10倍,节约刀具材料1/2,节约生产成本30%以上,提高生产效率30-50%,大幅度提高机加工水平。提高模具寿半导体模具等各类模具,如冲压模具,粉末治金模具,针对模具行业, 命最少2倍以上,同时可解决模具拉毛等种种不利影响,节约成本35%以上。 针对机械零部件行业此低温技术更具有其它PVD真空镀膜技术所无法比拟的优点,可广泛运
全渠道推广
我相信,这或许是史上最全的推广渠道文章。如果你的企业正需要扩张,不妨看一看,或能有所帮助。 在开始推广之前,有一件重要的事要做,那就是市场定位,因为在后面的推广策略,渠道选择,营销诉求等都要围绕这个来,通过市场定位,明确产品定位,品牌定位,竞争定位,目标客户定位,选择最适合我们的推广渠道组合。 我将推广渠道分为付费渠道,自媒体渠道,口碑渠道。 付费渠道又分为:线上广告、媒体广告、户外广告、社会化广告、App广告、BD联盟。 自媒体又分为:官方渠道,社群渠道。 口碑渠道又分为:名人渠道、媒体渠道、粉丝渠道。 付费篇 一. 线上广告 1、搜索渠道:以百度举例,其他类推。百度品专、百度华表、百度知心、百度阿拉丁、百度关键词、百度网盟、百度DSP、百度橱窗等。 注明:量极大,关键词竞价操作难度极大,如果有专业的团队,效果非常好。 2、联盟广告:百度网盟、搜狗网盟、360网盟、谷歌网盟等 注明:量大,网盟便宜,效果一般,三要素:素材、定向、出价 3、导航广告:hao123,360导航、搜狗导航、2345导航、UC导航等 注明:量大,导航效果还行,但好位置比较贵。 4、超级广告平台:广点通、新浪扶翼、今日头条、陌陌、网易有道等 注明:量大,尤其是广点通,效果中等,同样是三要素 5、T类展示广告:腾讯网、新浪、网易、凤凰等 注明:量大,价格贵,效果看具体情况。 二. 媒体广告 1、电视广告:央视、卫视,可以是硬广,访谈,独家赞助,或者公益植入 注明:根据类型不同,有一定的品牌背书和美誉度塑造效果,价格越贵,流量越大;便宜的往往是为了做内容背书。效果或天上,或地下。 2、报纸广告:人民日报、南方周末、南方都市报 注明:能覆盖到主流人群,有一定的品牌效益 3、杂志广告:汽车、财经、旅游杂志
常用快速成型基本方法简介
1前言 快速成型(Rapid Prototyping)是上世纪80年代末及90 年代初发展起来的高新制造技术,是由三维CAD模型直接驱动的快速制造任意复杂形状三维实体的总称。它集成了CA D技术、数控技术、激光技术和材料技术等现代科技成果,是先进制造技术的重要组成部分。由于它把复杂的三维制造转化为一系列二维制造的叠加,因而可以在不用模具和工具的条件下生成几乎任意复杂的零部件,极大地提高了生产效率和制造柔性。 与传统制造方法不同,快速成型从零件的CAD几何模型出发,通过软件分层离散和数控成型系统,用激光束或其他方法将材料堆积而形成实体零件。通过与数控加工、铸造、金属冷喷涂、硅胶模等制造手段相结合,已成为现代模型、模具和零件制造的强有力手段,在航空航天、汽车摩托车、家电等领域得到了广泛应用。 2 快速成型的基本原理 快速成型技术采用离散/堆积成型原理,根据三维CAD模型,对于不同的工艺要求,按一定厚度进行分层,将三维数字模型变成厚度很薄的二维平面模型。再将数据进行一定的处理,加入加工参数,产生数控代码,在数控系统控制下以平面加工方式连续加工出每个薄层,并使之粘结而成形。实际上就是基于“生长”或“添加”材料原理一层一层地离散叠加,从底至顶完成零件的制作过程。快速成型有很多种工艺方法,但所有的快速成型工艺方法都是一层一层地制造零件,所不同的是每种方法所用的材料不同,制造每一层添加材料的方法不同。
快速成型的基本原理图 快速成型的工艺过程原理如下: (1)三维模型的构造:在三维CAD设计软件中获得描述该零件的CAD文件。一般快速成型支持的文件输出格式为STL模型,即对实体曲面做近似的所谓面型化(Tessellation)处理,是用平面三角形面片近似模型表面。以简化CAD模型的数据格式。便于后续的分层处理。由于它在数据处理上较简单,而且与CAD系统无关,所以很快发展为快速成型制造领域中CAD系统与快速成型机之间数据交换的标准,每个三角面片用四个数据项表示。即三个顶点坐标和一个法向矢量,整个CAD模型就是这样一个矢量的集合。在一般的软件系统中可以通过调整输出精度控制参数,减小曲面近似处理误差。如Pre/1E软件是通过选定弦高值(ch-chordheight)作为逼近的精度参数。 (2)三维模型的离散处理:在选定了制作(堆积)方向后,通过专用的分层程序将三维实体模型(一般为STL模型)进行一维离散,即沿制作方向分层切片处理,获取每一薄层片截面轮廓及实体信息。分层的厚度就是成型时堆积的单层厚度。由于分层破坏了切片方向CAD模型表面的连续性,不可避免地丢失了模型的一些信息,导致零件尺寸及形状误差的产生。切片层的厚度直接影响零件的表面粗糙度和整个零件的型面精度,每一层面的轮廓信息都是由一系列交点顺序连成的折线段构成。所以,分层后所得到的模型轮廓已经是近似的,层与层之间的轮廓信息已经丢失,层厚越大丢失的信息越多,导致在成型过程中产生了型面误差。
世界著名刀具品牌排名及其简要介绍
世界各国刀具品牌盘点1.德国; 1瓦尔特(WALTER);2贝克(BECK); 3博泰(botek); 4维地亚(widia);5威玛诺(WEMARO);6德国(JBO);7凯狮(KELCH); 8蓝帜(Leitz); 9玛帕(MAPAL); 10蒂泰克斯(TITEX);11迪哈特(dihart); 2.瑞典: 1山特维克可乐满(SANDVIK); 2山高(SECO); 3DIETERLE; 3.日本: 1京瓷(KYOCERA); 2尼肯(NIKKEN); 3圣和(SHOWA); 4大昭和(BIG); 5三菱(MITSUBISHI);6弥漫和(YAMAWA)絲攻;7OSG絲攻; 8优能UNION微型铣刀;9日立(HITACHI); 10东芝泰柯珞(TOSHIBA);11二不越荔枝(NACHI);12住友(SUMITOMO); 13元刀(ASADA); 14冈崎(OKAZAKI); 15鹰牌(EAGLE); 16(FP)铰刀; 17戴杰(DIJET)铣刀; 18富士(H.T.D)絲攻;19神户直冈(kobelco);20小笠原(OGASAWARA); 4.以色列: 依斯卡(ISCAR); 5.美国: 1肯纳(kenna); 2昂思路(Onsrud); 3LBK; 4切削王(Mastercut);5铣星(MILLSTAR); 6SGS; 7国洛泰克(NTK)Mast; 6.韩国: 1YESTOOL; 2多仁(DINE);3HEADONG;4HANBOO; 5克洛依(KORLOY);6特固克(TAEGUTEC); 7.西班牙: LAT;8.意大利: 1FIUDI.; 2DELFER;
螺丝电镀后氢脆问题及解决方案
螺丝电镀后氢脆问题及解决方案 直接说结论:以合金钢作原料生产的10.9级、12.9级、14.9级高强度螺栓电镀后(或仅酸洗后),必须在第一时间除氢脆处理,除氢脆处理的方法是:200度烘箱加热3- 4小时析出氢原子。 以下内容是唠叨: 第二次世界大战初期,英国皇家空军一架Spitpie战斗机由于引擎主轴断裂而坠落,机毁人亡,此事曾震惊英国朝野。1975年美国芝加哥一家炼油厂,因一根15cm 的不锈钢管突然破裂,引起爆炸和火灾,造成长期停产。法国在开采克拉克气田时, 由于管道破裂,造成持续一个月的大火。我国在开发某大油田时,也曾因管道破裂发 生过井喷,损失惨重。在军事方面还有:美国“北极星”导弹因固体燃料发动机机壳破 裂而不能发射,美空军F-11战斗机在空中突然坠毁等。途中行驶的汽车因传动轴突然断裂而翻车,正在机床上切削的刀具突然断裂等事故枚不胜举。这些灾难性的恶性事故,瞬时发生,事先毫无征兆,断裂无商量,严重地威胁着人们生产财产安全。起初 科学工作者们对出事原因,众说纷纭,一筹莫展。后来经过长期观察和研究,终于探 明这一系列的恶性事故的罪魁祸首——氢脆。 1、氢脆的原因 氢脆通常表现为钢材的塑性显著下降,脆性急剧增加,并在静载荷下(往往低于 材料的σb)经过一段时间后发生破裂破坏的趋势。众所周知,氢在钢中有一定的溶解度。炼钢过程中,钢液凝固后,微量的氢还会留在钢中。通常生产的钢,其含氢量在 一个很小的范围内。氢在钢中的溶解度随温度下降而迅速降低,过饱和的氢将要析出。
氢是在钢铁中扩散速度最快的元素,其原子半径最小,在低温区仍有很强的扩散 能力。如果冷却时有足够的时间使钢中的氢逸出表面或钢中的氢含量较低时,则氢脆 就不易发生。如果冷却速度快,钢件断面尺寸比较大或钢中氢含量较高时,位于钢件 中心部分的氢来不及逸出,过剩的氢将进入钢的一些缺陷中去,如枝晶间隙、气孔内。若缺陷附近由于氢的聚集会产生强大的内压而导致微裂纹的萌生与扩展。这是由于缺 陷吸附了氢原子之后,使表面能大大降低,从而导致钢材破坏所需的临界应力也急剧 降低。 一般的说,钢的氢脆发生在室温附近的-50~100℃之间。温度过低时氢的扩散速 度太慢,聚集少不会析出;高温时氢将被“烤”出钢外,氢脆破坏也不大会发生。随着 科学的发展,人们又发现氢脆机理的新观点:氢促进了裂纹尖端区塑性变形,而塑性 变形,又促进了氢在该区域内浓集,从而降低了该区的断裂应力值,这就促进了微裂 的产生,裂纹的扩展也伴随着塑性流变。
国际知名刀具厂商及代
国际知名刀具厂商及代号徳国山特维克是切削刀具行业第一品牌(SANDVIK)德国瓦尔特(WaIter)美国肯纳(Kenner)瑞典山高(SeCO)以色列伊斯卡(ISCAR)瓦尔特(包含万耐特VaIenite>塞菲提Safety. 蒂泰克斯TrrEX、普瑞特PrOtOtyP)威迪亚WlDlA (包含赫尼塔hanita、瑞别格、曼彻斯特等)蓝帜金属(包含菲特、基宇格、昂思路等6家)森拉天时钻领guhring (包含豪费徳) 例外日韩刀具如三菱综合材料、住友电工、东芝泰珂洛、京瓷、黛杰、日立、特固克、克劳依等在中国的知名度也挺高。而国产刀具叫得上号的也可能只有株洲钻石了。各刀具厂商都有自己的特色刀具,针对对象不同可能排名就不同。 (法国EPB)世界上首屈一指的刀柄系统及锂刀制造商,以其一流的产品性能和完美的技术服务着称于世。 (法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商。 (法国无敌泰克)擅长于钻头、较刀、成型刀具,特别是枪钻的非标制作。 (意大利丹德瑞)着名的镇刀制造厂商。 (意大利FiUdi)成立于1959年,主要从事CBN, PCD和天然金刚石各类刀具产品的生产制造。 (西班牙JMC)生产丝锥与狡刀60余年。 (西班牙卡耐乐)知名可转位刀具供应商。 (葡萄牙帕比特)欧洲老牌硬质合金工具厂。 (瑞士迪哈特)拥有世界闻名的高精度较刀,也是PCD刀具业的领导者。 (瑞士弗雷萨)世界着名刀具生产厂商之一,特色产品高速切削铳刀。 (瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。 (瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。 (瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATl冶联,擅长加工难加工金属材料。 (瑞士鹄马)国际知名的专业模块式镇刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。 (瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。 (瑞典山高)世界上硬质合金刀具的主要制造商。 (丹麦尤尼莫克)是一个国际化的刀具优化解决方案制造商和供应商。 (荷兰嘉伯乐)山高旗下知名整体式铳刀品牌。 (北爱尔兰欧霸)是全世界生产铳刀和槽钻最大制造商之一。 (奥地利梅克斯特)欧洲知名旋转刀具制造商。 (奥地利贝瑞特)专业提供切削材料和硬质合金材料的制造商。 (卢森堡森拉天时)世界上最大的硬质合金品牌制造厂之一。 (以色列伊斯卡)世界上最大的金属切削刀具生产厂家之一。 (以色列瓦格斯)成立于1960年,螺纹车削和螺纹铳削刀具在金属加工行业及塑料工业均事有盛名。
年度推荐系列:史上最全的推广渠道(值得收藏)
年度推荐系列:史上最全的推广渠道(值得收藏) 在开始推广之前,有一件事要做,那就是市场定位,因为在后面的推广策略,渠道选择,营销诉求等都要围绕这个来,通过市场定位,明确产品定位,品牌定位,竞争定位,目标客户定位,选择最适合我们的推广渠道组合。 我相信,这或许是史上最全的推广渠道文章。如果你的企业正需要扩张,不妨看一看,或能有所帮助。
在开始推广之前,有一件事要做,那就是市场定位,因为在后面的推广策略,渠道选择,营销诉求等都要围绕这个来,通过市场定位,明确产品定位,品牌定位,竞争定位,目标客户定位,选择最适合我们的推广渠道组合。 我将推广渠道分为付费渠道,自媒体渠道,口碑渠道。付费渠道又分为:线上广告、媒体广告、户外广告、社会化广告、App广告、BD联盟。自媒体又分为:官方渠道,论坛渠道,社群渠道。口碑渠道又分为:名人渠道、媒体渠道、粉丝渠道。 付费渠道 一、线上广告 1、搜索渠道:以百度举例,其他类推。百度品专、百度华表、百度知心、百度阿拉丁、百度关键词、百度网盟、百度DSP、百度橱窗等。 注明:量极大,关键词竞价操作难度极大,如果有专业的团队,效果非常好。 2、联盟广告:百度网盟、搜狗网盟、360网盟、谷歌网盟等注明:量大,网盟便宜,效果一般,三要素:素材、定向、出价 3、导航广告:hao123,360导航、搜狗导航、2345导航、UC导航等 注明:量大,导航效果还行,但好位置比较贵。
4、超级广告平台:广点通、新浪扶翼、今日头条、陌陌、网易有道等 注明:量大,尤其是广点通,效果中等,同样是三要素 5、T类展示广告:腾讯网、新浪、网易、凤凰等 注明:量大,价格贵,效果看具体情况。 二、媒体广告 1、电视广告:央视、卫视,可以是硬广,访谈,独家赞助,或者公益植入 注明:根据类型不同,有一定的品牌背书和美誉度塑造效果,价格越贵,流量越大;便宜的往往是为了做内容背书。效果或天上,或地下。 2、报纸广告:人民日报、南方周末、南方都市报 注明:能覆盖到主流人群,有一定的品牌效益 3、杂志广告:汽车、财经、旅游杂志 注明:同报纸广告 4、电台广告:城市FM/音乐FM 三、户外广告 1、分众广告:分众传媒、巴士在线 注明:分众传媒曝光度很强,烧钱必用 2、地铁广告:品牌列车、品牌冠名直达号、各类展示位 注明:曝光度强,有些地方地铁内有液晶屏,展示效果极好3、公交广告:公交车身广告、公交站牌
推广策划书
推广策划书 策划人:谭心 广州市有道互联网金融信息服务有限公司
一、序言 二、策划内容 1、P2P发展 2、市场状况分析 (1)市场情况分析 (2)产品情况分析 (3)竞争者情况分析 (4)推广渠道情况分析 (5)推广环境分析 3、机会与问题分析 (1)、机会分析 (2)、问题分析 三、推广目标 1、实施方案 2、方案具体执行计划 3、方案把控 四、结束语 有闲钱理财推广方法计划书 一、P2P发展 自2007年国外网络借贷平台模式引入中国以来,国内P2P网络借贷平台蓬勃发展、百
花齐放,迅速形成了一定规模。综观其在中国的发展历程,自2007年—2014年大约经历了 4个阶段,平台数量、每月成交金额及投资人数量的增长数据非常明确。。 二、策划目的 此次策划主要针对“广州市有道互联网金融信息服务有限公司—有闲钱理财”p2p活期 理财产品展开一系列的推广计划,为了扩大我公司在广州乃至全国金融市场中的客户占有份额,主要以增加我公司的经济效益,和提升企业内部文化及品牌形象,提高公司对外影响力,并发展潜在客户为主 三、策划内容 1、内容提要 策划内容涵盖了公司对于广州市有道互联网金融信息服务有限公司—有闲钱理财”的推广目的,各类市场环境的可行性以及产品本身的具体推广策略,对目标群体的把握以及运作过程的具体细节,并对推广过程中可能出现的问题以及耗费的财力精力进行了仔细分析与评估,以保证产品在市场中的顺利推广。 2、市场推广状况分析 ①市场情况分析 根据前瞻产业研究院发布的《2015-2020年中国互联网金融行业市场前瞻与投资战略规划分析报告》数据显示,数据显示,2014年1—8月,我国网贷行业成交量约为1253.35亿元,目前正在运营的网贷平台约1357家,预计到今年底,行业全年成交量将达2500亿元,网 贷平台数量或增至1800家左右。 ②产品情况分析 “广州市有道互联网金融信息服务有限公司—有闲钱理财”是针对广大投资者的一种p2p 活期理财产品,与担保公司合作从很大程度上保证了“有闲钱理财”本身的安全性。再加上较高的理财收益,具备了一定的吸引力。但因为线上模式刚刚起步,缺乏一定的市场认知程度。产品本身具备“收益高、低风险、零门槛”等特点作为产品的宣传点,但也有“客户群体少、市场份额不足”等问题需要解决。 ③竞争者情况分析 同类行业竞争。p2p行业发展迅速,其中有各种平台出现跑路、提现困难等问题,同时也有许多优秀的平台成交量上百亿。大多数平台任然在不断地开拓市场及客户,利用各种手段提高宣传力度,扩大服务范围,优化产品自身;同类产品竞争。市场上各类理财产品层出不穷,从收益风险并存固定期限理财产品,到稳定常见的银行活期,都给投资者提供了更多的理财选择。再从p2p产品的角度出发,市面上活跃的平台也不在少数。要想从中脱颖而出,就 要把握产品的优势,并利用准确有效的推广方式以保证产品的市场活跃度; 3、机会与问题分析 ①机会分析 公司立足于金融领域行业稳步发展,将面对庞大的市场需求及客户资源,再配合有效的发掘方式及开发力度,有融投资需求的客户不在少数;产品自身的优势。我公司对于产品的定义以及发展前景都比较完善得当,有独到的风险把控模式,安全性有很大的保障。相对于其他产品来讲,收益也非常可观,并且具有“随存随取、安全可控”等特点。 ②问题分析 公司正式营业不足半年,在客户资源的储备上还有很大的进步空间而有闲钱理财也刚刚上线,从网站的用户体验的角度上还需要不断地改进。 4、推广目标 此次推广活动的开展,会对公司客户资源的积累以及经济效益的增长有很大的帮助。而我们的目标就是将推广过程中遇到的客户尽可能地转变为本公司的精准客户,增大吸引投资力度
氢脆理论分析
HIC 的类型 1、 氢气压力引起的开裂 溶解在材料中的H 在某些缺陷部位析出气态氢H 2(或与氢有关的其它气体),当H 2的压力大于材料的屈服强度时产生局部塑性变形,当H 2的压力大于原子间结合力时就会产生局部开裂。某些钢材在表面酸洗后能看到象头发丝一样的裂纹,在断口上则观察到银白色椭圆形斑点,称为白点。 白点的形成是氢气压力造成的。钢的化学成分和组织结构对白点形成有很大影响,奥氏体钢对白点不敏感;合金结构钢和合金工具钢中容易形成白点。钢中存在内应力时会加剧白点倾向。 焊接件冷却后有时也能观察到氢致裂纹。焊接是局部冶炼过程,潮湿的焊条及大气中的水分会促进氢进入焊接熔池,随后冷却时可能在焊肉中析出气态氢,导致微裂纹。焊接前烘烤焊条就是为了防止氢致裂纹。 2、氢化物脆化 许多金属(如Ti 、Zr 、Hf 、V 、Nb 、Ta 、稀土等)能够形成稳定的氢化物。氢化物属于一种脆性相,金属中析出较多的氢化物会导致韧性降低,引起脆化。 3、氢致滞后断裂 材料受到载荷作用时,原子氢H 向拉应力高的部位扩散形成H 富集区。当H 的富集达到临界值时就引起氢致裂纹形核和扩展,导致断裂。由于H 的扩散需要一定的时间,加载 后要经过一定的时间才断裂,所以称为氢致滞后断裂。 氢致滞后断裂的外应力低于正常的抗拉强度,裂纹试件中外加应力场强度因子也小于断裂韧度。 氢致滞后断裂是可逆的,除去材料中的氢就不会发生滞后断裂。 即使在均匀的单向外加应力下,材料中的夹杂和第二相等结构不均匀处也会产生应 力集中,导致氢的富集。 设应力集中系数为α,则σh =ασ,应力集中处的氢浓度为: 式中,C H -合金中的平均氢浓度;V H -氢在该合金中的偏摩尔体积(恒温、恒压下加入 1 摩尔氢所引起的金属体积的变化)。 若氢的浓度达到临界值C th 时断裂,对应的外应力即为氢致滞后断裂的门槛应力σth ,即: ?若σ th 裂; ? 若σ>σth ,经过时间 t f 后,发生断裂,且应力越大,滞后断裂时间越短。
快速成型技术及应用论文
基于激光快速成型技术的金属快速成型技术 摘要:文章详细介绍了金属粉末快速成型的研究现状 ,分析了金属粉末选择性激光烧结的工艺特点,对这些工艺的影响因素进行了讨论。 关键词:选区激光烧结;金属零件;影响因素。 引言 快速制造 (Rapid Manufacturing) 金属零件一直受到国内外的广泛重视 , 是当今快速成型领域的一个重要研究方向。到目前为止 ,用于直接成型金属材料、制备三维金属零件的技术主要有激光近形制造与金属粉末的选择性激光烧结技术。激光近形制造(LENS) ,又称激光熔覆制造或熔滴制造 ,它将激光熔覆工艺与激光快速成型技术相结合 , 利用激光熔覆工艺逐层堆积累加材料,形成具有三维形状的三维结构。在该方面 ,美国的Aeromet、德国的汉诺威激光中心以及清华大学激光加工研究中心等均进行了大量的研究 , 并得到了具有一定形状的三维实体零件。有异于激光近形制造 ,选择性激光烧结则有选择地逐层烧结固化粉末金属得到三维零件。在这一领域,美国的DTM丶德国的汉诺威激光中心等进行了多元金属的烧结研究。就选区激光烧结(SelectiveLaser Sintering , SLS)而言 ,根据成型用金属粉末的不同 , 人们又开发出多种工艺途径来实现金属零件的烧结成型 ,主要有三种途径:一是利用金属粉末与有机粘结剂粉末共混粉体的间接烧结,金属粉末与有机粘结剂粉末均匀共混,烧结中,低熔点的粘结剂粉末熔化并将高熔点的金属粉末粘结,形成原型(“绿件”),经后处理,烧失粘结剂,形成“褐件”,最后通过金属熔渗工艺得到致密的金属件;二是利用金属混合粉末的直接烧结 , 其中一种粉末具有较低的熔点(如铜粉) ,另一种粉末熔点较高 (如铁粉) ,烧结中低熔点的金属粉末铜熔化并将难熔的铁粉粘结在一起 , 这种方法同样需要较大功率激光器;三是利用单一成分金属粉末的直接烧结,这种方法目前主要用于低熔点金属粉末的烧结,对熔点高的金属粉末,需采用大功率激光器。本文分别对上述的间接和直接烧结成型工艺进行了初步的研究。 1 SLS的烧结原理 激光选择性烧结快速成型技术是使用激光束熔化或烧结粉末材料 ,利用分层的思想 ,把计算机中的 CAD 模型直接成型为三维实体零件。它的创新之处在于将激光、光学、温度控制和材料相联系。SLS烧结原理如图1所示,烧结过程可分为三部分: (1)首先在粉体床上铺一薄层粉体 , 并压实 , 可以根据需要 ,在激光烧结前进行预热; (2)激光照射粉体层 ,烧结粉体,形成所设计零件一层的形状;(3) 粉体床下降一个薄层厚度的距离;重复上面的过程 ,直到原型零件完成。 SLS对粉末烧结的明显优势在于: (1) 和其它的加工方法比较,能获得优良的材料性能,同时,它的加工材料范围比较宽 (聚合物、金属、陶瓷、铸造砂等);(2) 易于实现液相烧结 , 烧结周期比较短; (3) 比传统的烧结方法更易得到密实的以粉末金属为原料的产品;(4)工艺比较简单 , 烧结路线、烧结温度便于控制。
快速成型技术及其发展综述
计算机集成制造技术与系统——读书报告 题目名称: 专业班级: 学号: 学生姓名: 指导老师
快速成型技术及其发展 摘要:快速成型技术兴起于20世纪80年代,是现代工业发展不可或缺的一个重要环节。本文介绍了快速成型技术的产生、技术原理、工艺特点、设备特点等方面,同时简述快速成型技术在国内的发展历程。 关键词:快速成型烧结固化叠加发展服务 1 快速成形技术的产生 快速原型(Rapid Prototyping,RP)技术,又称快速成形技术,是当今世界上飞速发展的制造技术之一。快速成形技术最早产生于二十世纪70年代末到80年代初,美国3M公司的阿伦赫伯特于1978年、日本的小玉秀男于1980年、美国UVP公司的查尔斯胡尔1982年和日本的丸谷洋二1983年,在不同的地点各自独立地提出了RP的概念,即用分层制造产生三维实体的思想。查尔斯胡尔在UVP的继续支持下,完成了一个能自动建造零件的称之为Stereolithography Apparatus (SLA)的完整系统SLA-1,1986年该系统获得专利,这是RP发展的一个里程碑。同年,查尔斯胡尔和UVP的股东们一起建立了3D System公司。与此同时,其它的成形原理及相应的成形系统也相继开发成功。1984年米歇尔法伊杰提出了薄材叠层(Laminated Object Manufacturing,以下简称LOM)的方法,并于1985年组建Helisys 公司,1992年推出第一台商业成形系统LOM-1015。1986年,美国Texas大学的研究生戴考德提出了选择性激光烧结(Selective Laser Sintering,简称SLS)的思想,稍后组建了DTM 公司,于1992年开发了基于SLS的商业成形系统Sinterstation。斯科特科瑞普在1988年提出了熔融成形(Fused Deposition Modeling,简称FDM)的思想,1992年开发了第一台商业机型3D-Modeler。 自从80年代中期SLA光成形技术发展以来到90年代后期,出现了几十种不同的RP技术,但是SLA、SLS和FDM几种技术,目前仍然是RP技术的主流,最近几年LJP(立体喷墨打印)技术发展迅速,以色列、美国、日本等国的RP设备公司都力推此类技术设备。 2基本原理 快速成形技术是在计算机控制下,基于离散、堆积的原理采用不同方法堆积材料,最终完成零件的成形与制造的技术。 1、从成形角度看,零件可视为“点”或“面”的叠加。从CAD电子模型中离散得到“点”或“面”的几何信息,再与成形工艺参数信息结合,控制材料有规律、精确地由点到面,由面到体地堆积零件。 2、从制造角度看,它根据CAD造型生成零件三维几何信息,控制多维系统,通过激光束或其他方法将材料逐层堆积而形成原型或零件。 3快速成型技术特点 RP技术与传统制造方法(即机械加工)有着本质的区别,它采用逐渐增加材料的方法(如凝固、焊接、胶结、烧结、聚合等)来形成所需的部件外型,由于RP技术在制造产品的过程中不会产生废弃物造成环境的污染,(传统机械加工的冷却液等是污染环境的),因此在当代讲究生态环境的今天,这也是一项绿色制造技术。 RP技术集成了CAD、CAM、激光技术、数控技术、化工、材料工程等多项技术,解决了传统加工制造中的许多难题。 RP技术的基本工作原理是离散与堆积,在使用该技术时,首先设计者借助三维CAD或者
氢脆的介绍及断口形貌
氢脆断裂的失效分析 1. 氢损伤的特点和分类 氢损伤指在金属中发生的一些过程,这些过程导致金属的承载能力因氢的出现而下降。 氢损伤可以按照不同方式分类。按照氢损伤敏感性与应变速度的关系分为两大类。第一类氢损伤的敏感性随应变速度的增加而增加,其本质的是在加载前材料内部已存在某种裂纹源,故加载后在应力作用下加快了裂纹的形成和扩展。第二类氢损伤的敏感性随应变速度的增加而降低,其本质是加载前材料内部并不存在裂纹源,加载后由于应力与氢的交互作用逐渐形成裂纹源,最终导致材料的脆性断裂。 1.1第一类氢损伤 第一类氢损伤包括以下几种形式: (1)氢腐蚀由于氢在高温高压下与金属中第二相夹杂物货合金添加物发生化学反应,生 成的高压气体,这些高压气体造成材料的内裂纹和鼓泡,使晶界结合力减弱,最终使金属失去强度和韧性。 (2)氢鼓泡过饱和的氢原子在缺陷位置(如夹杂)析出后,形成氢分子,在局部造成很高氢 气压,引起表面鼓泡货内部裂纹。 (3)氢化物型氢脆氢与周期表中ⅣB或ⅤB族金属亲和力较大,容易生成脆性的氢化物 相,这些氢化物在随后受力时成为裂纹源和扩展途径。 氢在上述三种情况下造成了金属的永久性损伤,使材料的塑性或强度降低,即使从金属中除氢,这些损伤也不能消除,塑性或强度也不能恢复,故称为不可逆损伤。 1.2第二类氢损伤 第二类氢损伤包括以下几种形式: (1) 应力诱发氢化物型氢脆在稀土、碱土及某些过渡族金属中,当氢含量不高时,氢在固溶体中的过饱和度较低,尚不能自发形成氢化物。在加载后,由于应力作用,使氢在应力集中处富集,最终形成氢化物。这种应力应变作用诱发的氢化物相变。只是在较低的应变速度下出现的。然而,一旦出现氢化物,即使去载荷除氢,静止一段时间后,再高速变形,塑性也不能恢复故也属于不可逆氢脆。 (2) 可逆氢脆含氢金属在缓慢的变形中逐渐形成裂纹源,裂纹扩展后最终发生脆断。但在未形成裂纹前,去载荷除氢,静止一段时间后再高速变形,材料的塑性可以得到恢复,为可逆氢脆。加载之前材料若已含有氢则称为内部氢脆,而在致氢环境中加载则称为外氢脆。人们通常所说的氢脆主要是指可逆氢脆,这是氢损伤中最主要的一种破坏形式,因此有时把氢损伤简单地称为氢脆。本文主要针对这种形式的氢损伤。 2. 氢脆断口的特征 2.1 裂纹起源 工件如果不承受高水平的外加拉伸应力或残余拉伸应力,则氢脆裂纹通常起源于工件内部或近表面处。工件如果存在严重的应力集中,比如表面有尖锐的缺口,开裂可能起源于近表面处。 2.2 裂纹形貌 氢脆断口与其它脆性断口很相似,容易混淆,因此在进行失效分析时应慎重对待断口花
国际知名刀具厂商及代
国际知名刀具厂商及代 This model paper was revised by LINDA on December 15, 2012.
国际知名刀具厂商及代号 德国山特维克是切削刀具行业第一品牌(SANDVIK)德国瓦尔特(Walter)美国肯纳(Kenner)瑞典山高(Seco)以色列伊斯卡(ISCAR)瓦尔特(包含万耐特Valenite、塞菲提Safety、蒂泰克斯TITEX、普瑞特Prototyp)威迪亚WIDIA(包含赫尼塔hanita、瑞别格、曼彻斯特等)蓝帜金属(包含菲特、基宁格、昂思路等6家)森拉天时钴领guhring(包含豪费德) 例外日韩刀具如三菱综合材料、住友电工、东芝泰珂洛、京瓷、黛杰、日立、特固克、克劳依等在中国的知名度也挺高。而国产刀具叫得上号的也可能只有株洲钻石了。各刀具厂商都有自己的特色刀具,针对对象不同可能排名就不同。 (法国EPB)世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务着称于世。 (法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商。 (法国无敌泰克)擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。 (意大利丹德瑞)着名的镗刀制造厂商。 (意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。 (西班牙JMC)生产丝锥与铰刀60余年。 (西班牙卡耐乐)知名可转位刀具供应商。 (葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD刀具业的领导者。 (瑞士弗雷萨)世界着名刀具生产厂商之一,特色产品高速切削铣刀。 (瑞士好优利)发明出了第一把用于去毛刺的刀具。 (瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。 (瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。 (瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI冶联,擅长加工难加工金属材料。 (瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。 (瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。(瑞典山高)世界上硬质合金刀具的主要制造商。 (丹麦尤尼莫克)是一个国际化的刀具优化解决方案制造商和供应商。 (荷兰嘉伯乐)山高旗下知名整体式铣刀品牌。 (北爱尔兰欧霸)是全世界生产铣刀和槽钻最大制造商之一。 (奥地利梅克斯特)欧洲知名旋转刀具制造商。 (奥地利贝瑞特)专业提供切削材料和硬质合金材料的制造商。 (卢森堡森拉天时)世界上最大的硬质合金品牌制造厂之一。