喷油生产相关知识
手喷生产工艺知识
一 涂料/油漆
有颜料或不含颜料的以树脂或油制成的混合液体涂于需装饰物表面(主要指塑胶表面)经干燥,硬化成坚韧的涂膜,起到保护作用,此种混合液体即称之为油漆。
二、 手喷生产的概念
用压缩空气作为动力使涂料(或称油漆)从喷枪嘴中喷出呈漆雾而涂覆于工件表面的一种涂漆方式。因是手工持喷枪操作﹐故称手喷。
手喷工具有手喷枪和手喷模,手喷枪可调整油量及风量;手喷模分为片模、夹模两种,看配件的位置的位置和要求而确定制作片模或夹模。手喷一般需配有喷油模具以确定喷涂位置﹐不需要喷涂的位置被模具遮盖。
另外﹐还有一种不用喷油模具的喷涂方式叫散枪。
三、 手喷生产的优缺点
优点﹕油漆快干﹑密着性好﹑施工高效﹐对涂面几何结构复杂的表面大都能获得薄而均匀 的涂层(漆膜)
缺点﹕生产效率低﹑损耗量大﹐扩散于空气中的油漆有害于人体﹐故施工环境要求有良好的抽风通风装置﹒
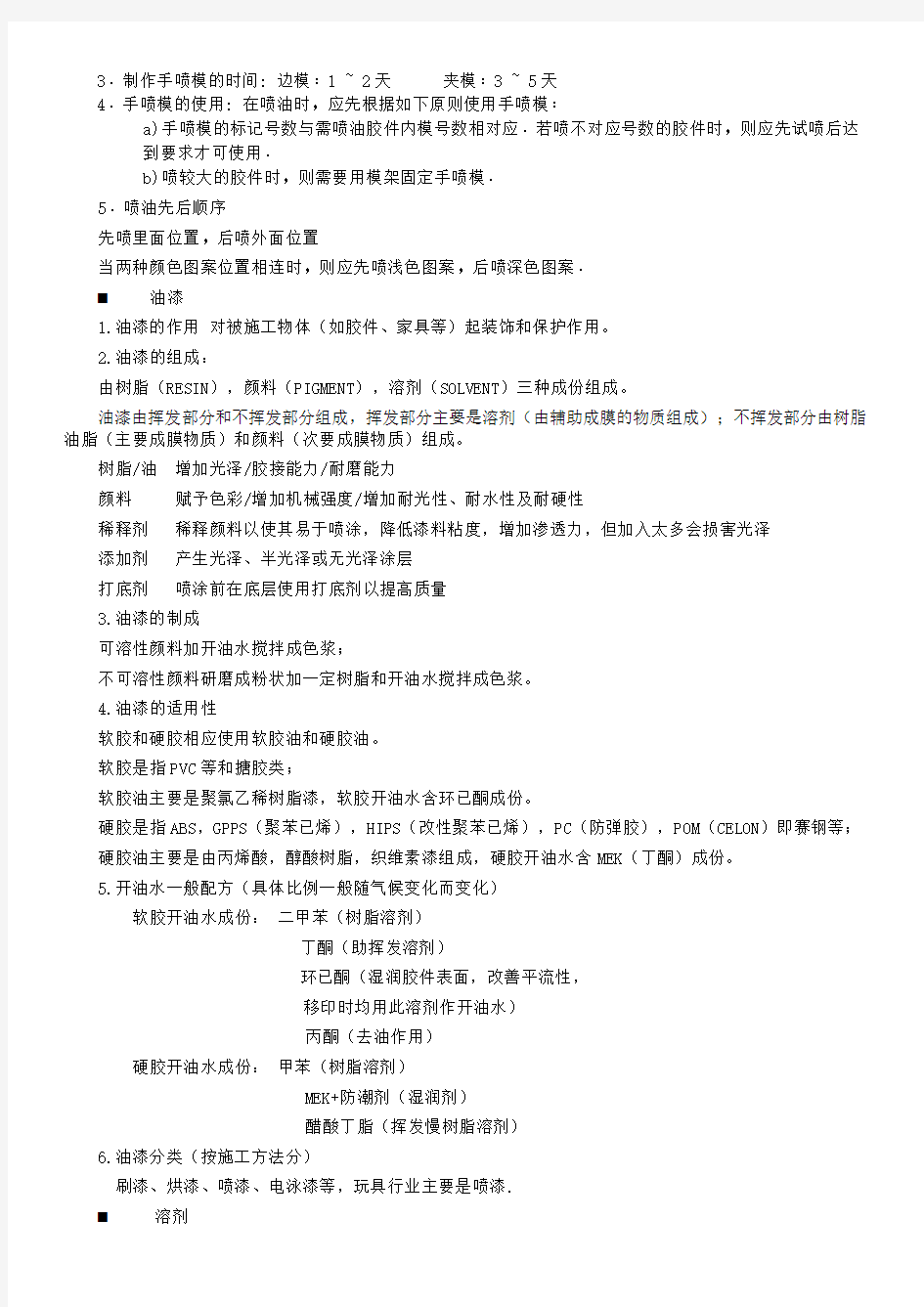
四、 手喷生产工艺流程
油漆
注﹕对喷油效果不OK 件视程度不同进行抹油&补油或翻喷﹐翻洗对合金件而言。 ?
工件:
1.油漆及溶剂须同工件材质相配合。硬胶、软胶、PP 料、金属表面、橡胶料和电镀件
2.检查喷油表面是否有注塑及处理过程中产生的脱模剂类物质会造成喷油不上油及易甩油。
3.检查喷油表面不可存在包装不良或环境造成的灰尘、脏物、污染。
4.检查喷油胶件不可有缩水、变形现象,此类缺陷易造成胶件不合模而导致飞油。 ?
手喷模
1﹒手喷模的分类
手喷模可分为夹模和边模(片模)两大类.
夹模 ----- 适用于喷涂工件的立体部位﹐工件置于夹模内夹持定位﹒ 边模 ----- 适用于喷涂单面工件部位﹐工件需借助手的动作定位﹒ 2﹒手喷模的制作
以胶件表面形状为模芯﹐在其表面喷上一层导电金属﹐然后放在硫酸铜溶液中作为阴极﹐通过电流作用﹐将硫酸铜溶液中的铜离子向阴极积聚﹐经过一段时间后﹐就能形成一件与胶件表面完全吻合的铜片﹐再经过钳工加工﹐即可制作出一件手喷模﹒
3﹒制作手喷模的时间: 边模﹕1 ~ 2天夹模﹕3 ~ 5天
4﹒手喷模的使用: 在喷油时﹐应先根据如下原则使用手喷模﹕
a)手喷模的标记号数与需喷油胶件内模号数相对应﹒若喷不对应号数的胶件时﹐则应先试喷后达
到要求才可使用﹒
b)喷较大的胶件时﹐则需要用模架固定手喷模﹒
5﹒喷油先后顺序
先喷里面位置﹐后喷外面位置
当两种颜色图案位置相连时﹐则应先喷浅色图案﹐后喷深色图案﹒
?油漆
1.油漆的作用对被施工物体(如胶件、家具等)起装饰和保护作用。
2.油漆的组成:
由树脂(RESIN),颜料(PIGMENT),溶剂(SOLVENT)三种成份组成。
油漆由挥发部分和不挥发部分组成,挥发部分主要是溶剂(由辅助成膜的物质组成);不挥发部分由树脂油脂(主要成膜物质)和颜料(次要成膜物质)组成。
树脂/油增加光泽/胶接能力/耐磨能力
颜料赋予色彩/增加机械强度/增加耐光性、耐水性及耐硬性
稀释剂稀释颜料以使其易于喷涂,降低漆料粘度,增加渗透力,但加入太多会损害光泽
添加剂产生光泽、半光泽或无光泽涂层
打底剂喷涂前在底层使用打底剂以提高质量
3.油漆的制成
可溶性颜料加开油水搅拌成色浆;
不可溶性颜料研磨成粉状加一定树脂和开油水搅拌成色浆。
4.油漆的适用性
软胶和硬胶相应使用软胶油和硬胶油。
软胶是指PVC等和搪胶类;
软胶油主要是聚氯乙稀树脂漆,软胶开油水含环已酮成份。
硬胶是指ABS,GPPS(聚苯已烯),HIPS(改性聚苯已烯),PC(防弹胶),POM(CELON)即赛钢等;
硬胶油主要是由丙烯酸,醇酸树脂,织维素漆组成,硬胶开油水含MEK(丁酮)成份。
5.开油水一般配方(具体比例一般随气候变化而变化)
软胶开油水成份:二甲苯(树脂溶剂)
丁酮(助挥发溶剂)
环已酮(湿润胶件表面,改善平流性,
移印时均用此溶剂作开油水)
丙酮(去油作用)
硬胶开油水成份:甲苯(树脂溶剂)
MEK+防潮剂(湿润剂)
醋酸丁脂(挥发慢树脂溶剂)
6.油漆分类(按施工方法分)
刷漆、烘漆、喷漆、电泳漆等,玩具行业主要是喷漆.
?溶剂
喷油间常用溶剂
枪及其操作
喷漆枪(Spray Gun)简称喷枪﹐它是一种将要被覆盖涂料的工件表面上漆的机器﹒
本厂所用的喷枪皆属压力型喷枪(Pressure Type Spray Gun)
主要型号为﹕K3 KINKI(MADE IN JAPAN)
操作基本原理﹕当压缩空气从喷枪喷嘴吹出时﹐在喷嘴口处形成负压区﹐大气
压把涂料从漆路压到喷嘴处﹐涂料由于压缩空气流的作用被吸
到喷嘴处﹐继而被吹散成雾状﹐均匀的喷涂于工件表面上﹒
操作要求﹕
1﹒喷着空气压力 ----- (4.0 ~ 4.5)×105 Pa,若压力过小﹐则油漆雾化度低﹐造成漆膜粗糙﹔
压力过大则会产生强烈漆雾﹐容易造成漆膜过厚或挂流等弊病﹒
2﹒油漆粘度 ---- 手喷油漆一般控制在15 ~ 26S左右
3﹒喷涂与工件距离 ---- 一般20 ~ 40cm为宜﹐具体视喷油模﹑涂料种类及粘度﹑喷件
大小及空气压力大小等因素而定﹒
4﹒喷涂方向 ---- 喷出漆流方向应与工件表面垂直﹐否则会造成漆膜不均匀﹒
5﹒漆膜的重迭 ---- 喷漆时保持喷涂面1/3区域重迭上漆﹒
6﹒喷出漆量 ---- 因油漆粘度﹑空气压力的不同﹐需调节喷枪顶针螺丝以控制顶针与
喷嘴的间隙﹐从而控制出漆量﹒
7﹒喷枪喷涂过程中移动速度30 ~ 60cm/s
?喷枪的清洗
喷漆工作完成后,应立即将喷枪清洗干净,以免堵塞出漆孔.除此之外,还应定期全面地清洁.
五、常用油漆知识
●手喷油漆的组成
清漆(Vanish)----- 增加光泽/胶接能力/耐磨能力﹒
色料(Pigment)----- 赋予色彩/增加机械强度/增加耐旋光性﹑耐水性油漆及耐候性﹒
催干剂(Drier)----- 使油漆快干﹒
稀释剂(Thinner)----- 降低漆料粘度/增加渗透力(但加入太多会损害光泽)﹒说明﹕ <1> 手喷油清漆即树脂清漆﹐变干变硬是由于氧化及蒸发作用﹒
<2> 树脂清漆是由一种或多种树脂(Resin)溶于有机溶剂(Solvent)﹐
如甲苯﹑二甲苯﹑醋酸丁脂 - - - 制成﹒
<3> 树脂是主要成膜物质﹔颜料是次要成膜物质﹔而其它溶剂﹑催干剂﹑
稀释剂等属辅助成膜物质﹒
●油漆配方比例
油漆配方属VENDOR保密资料﹐以下所列仅供了解﹕
例1﹕软胶PVC白油
环乙酮 ----- 湿润胶层表面﹐改善流平性
MEK ----- 助挥发溶剂
甲苯 ----- 树脂溶剂
(各种)胶粉 ----- 树脂/树胶
钛白粉 ----- 颜料赋予色彩
添加光油(力咖) ----- 增加光泽﹑胶接能力
例2﹕硬胶光油
二甲苯 ----- 树脂溶剂
醋酸乙脂﹑醋酸丁脂 ----- 慢挥发树脂溶剂
I.P.A ----- 湿润剂
(各种)胶粉 ----- 树脂/树胶
添加光油(力咖) ----- 增加光泽﹑胶接能力
注﹕ <1> 如要求深层效果为哑色或半哑色﹐可加入适量哑浆或哑粉﹒
<2> 通常来讲﹐PVC油中的树脂成分是PVC料﹐而硬胶(丙烯酸)油中的树脂
成分是PMMA料﹒
●手喷开油水分类及供货商
本厂所用开油水由油漆供货商提供﹐分类如下﹕
1﹒手喷: 硬胶油开油水(TH-210)软胶油开油水(TH-211)
2﹒手喷合金风干开油水(TH-241)
●手喷开油水举例说明
例1﹕PVC软胶开油水
二甲苯 ----- 树脂溶剂
丙酮 ----- 去油作用
环乙酮 ----- 改善流平性
正丙醇(N.P.A) ----- 调稀作用﹐助挥发溶剂
例2﹕ABS硬胶油开油水
二甲苯﹑甲苯 ----- 树脂溶剂
防白水 ----- 溶解反应﹐挥发慢
MEK﹑白电油(120) ----- 湿润剂
醋酸乙脂(BA) ----- 挥发慢树脂溶剂
正丙醇(N.P.A) ----- 调稀作用﹐助挥发溶剂
●油漆对喷油件质量影响
1﹒油漆之颜色/粘度/研细度/干燥速度等决定喷油质量﹒
2﹒油漆的成膜质量有关因素﹕
漆膜颜色 -------
漆表面光泽 --------- 表观效果(AS RECEVED)
遮盖力 ----------
深层附着力 --------- 界油﹑粘油(ADHESION)
硬度/耐磨度 --------- 冲沙﹑擦油(ABRASION)
耐冲击性 --------- 震箱/掷箱(TRANSI & CTN. DROP )
柔韧性 --------- 对PVC﹑软(搪)胶件的适应性
耐候性 --------- 耐水﹑耐热﹑耐老化﹑耐酸﹑耐碱等
●合金件喷油甩油问题分析
手喷合金风干油喷在静电油层上面,
1. 只甩手喷油﹕往往是开油水不合适,一方面开油水溶解静电漆能力较弱,另一方面可能是挥发速度较快.致
使在成膜之前溶剂成份已挥发掉,这样形成的漆膜就不坚固也没有大的粘附强度.(可选结构相适的溶剂调开油水)
1.手喷油与静电油一起甩油: 这是由于开油水溶解能力太强产生”咬底”现象,使静电油有强烈的溶解
现象,另外开油水挥发太慢,空气湿度太大都是可能的原因,要针对性的加以改善.
●塑料件喷油甩油问题分析
1﹒甩油原因﹕
a> 胶件与油漆没有充分接触和良好湿润﹒
b> 油漆和胶件之间没有足够的健价结合力﹒
2﹒提高油漆和胶件的附着力的最佳方法﹕
a> 提供良好的润湿条件和强的健价结合力﹐只有当油漆的表面张力低于胶件的表面张力
时﹐充分湿润才会发生﹒一般油漆本身的表面张力是比较高的﹐加入少量的低表面张力活性剂﹐对于降低油漆的表面张力是非常有效的﹒比如3ms fc –129﹐fc – 430(大约占油漆用量的六分之一)﹒胶件的表面张力较高是胶件受到脱模剂﹑油渍的影响﹐只要清洗胶件就可解决﹒
b> 解决油漆和胶件之间的健价结合力﹐油漆里的溶剂必须能够软化胶件的最上层,以使二者分子
键相互缠结﹐形成良好的附着力﹒改善方法如下﹕
<1>改变溶剂
<2>加入道康宁公司生产的硅烷偶连剂
<3>加入fc --- 430
<4>软胶加环乙酮﹐硬胶加防白水(不能超过10%)