通用标准作业指导书制作模板
*********设备页 次1/1
*********
模治具下一工站
CNC2
名称/料号(H.H.)数量 (寿命)**************
切削液
次序作业步骤作业者4
开启动按钮
作业员
5打开安全门
作业员6加工完毕,拆卸产品。作业员
变更时间版本变更人员
*****有限公司
标 准 作 业 规 范 书(SOP)
适用产品工站名称
CNC1
CNC机台文件编号*********
版 本
A0
料号
****专用治具※操作条件:
使用材料
材质/规格1.主程式名:O1000*****2.治具:***专用治具使用工具/耗材
8%-14%
3.其他:无
※作业流程:
作 业 细 项
制程管制要点
1
检查来料 1.检查素材来料,目视是否有外观不良
1.不可有严重的压伤.刮伤.变形.具体依照限度样品
作业员
3裝夾
1.将素材来料如图放置在治具的指定位置
。2.确认工件必須裝夾到位。3.确认产品装夹后,开启夹具气缸开关,并查看产品是否吸附OK。
1.裝夾工件时要轻拿轻放;产品部位不能碰到金属部位,防止刮﹑碰伤.
2.必須确认产品吸附OK方可进行后续加工.作业员
2
清洁夹具/来料 1.用气枪将治具表面清理干净,保证表面无杂物 1.保证治具表面无杂物,防止压伤及吸附不牢等
作业员
1.合上CNC安全门﹔
2.按下控制面板上的循环按键(绿色按键)
﹐启动加工程式进行产品加工。
3.目视屏幕显示面板﹐确认程式是否运行正常﹐切削液是否喷到刀具加工位置,等待工做完成。
1.如有异常情況发生,按下紧急停止按键;
2切屑液是否充足,是否对准刀具刃口上。
1.机台运行至暂停后打开安全门﹐并用气枪将工件﹑治具及刀具上的铝屑清理干
淨.
1.检查刀具是否断刀,并用气枪吹干净治具上
的切削液。1.打开安全门,松开气缸开关﹐双手将产品取出。2.如图所示并做自检,OK产品如图放置在指定位置(待加工/以加工/NG品分开放置)。注:加工完成,重复图-至图八 1.下料时避免工件碰撞治具和机台的任何部
位;2.工件必须轻取轻放。3.注意如果产品毛刺过大(具体比对依现场所
签的样品)﹐主机手要及时知会 生技进行调
※确认事項 :
作业前﹕检查刀具是否正常﹐治具夾紧裝置及气缸是否正常工作﹔并用气枪吹干净治具上的铝屑。
作业中﹕机台在加工中切误打开安全门,查看机台是否正常运行,切削液是否喷到刀具加工位置,以及刀具是否断刀
作业后﹕ 1.治具上的铝屑清理干净,查看刀具是否断刀,气缸以及气压是否正常.. 2.主机手和下班生技人员交接內容包括:机台,治具,刀具及本班出现的异常。※门禁面版管控事項:
该产品加工所使用刀具﹑治具﹑切削液﹑辅助工具/耗材必须符合****检测计划 " 。
变更内容核 定: 品 保: 工 程: 制 定:制定日期2016/8/18发行
用气枪将产品表面清理干净,自检,
图示
副
主副主主主副副使用
主主0秒主副副主副0秒主0秒主0秒主0秒副副主主0秒主副副主副0秒主0秒主0秒主0秒副副待
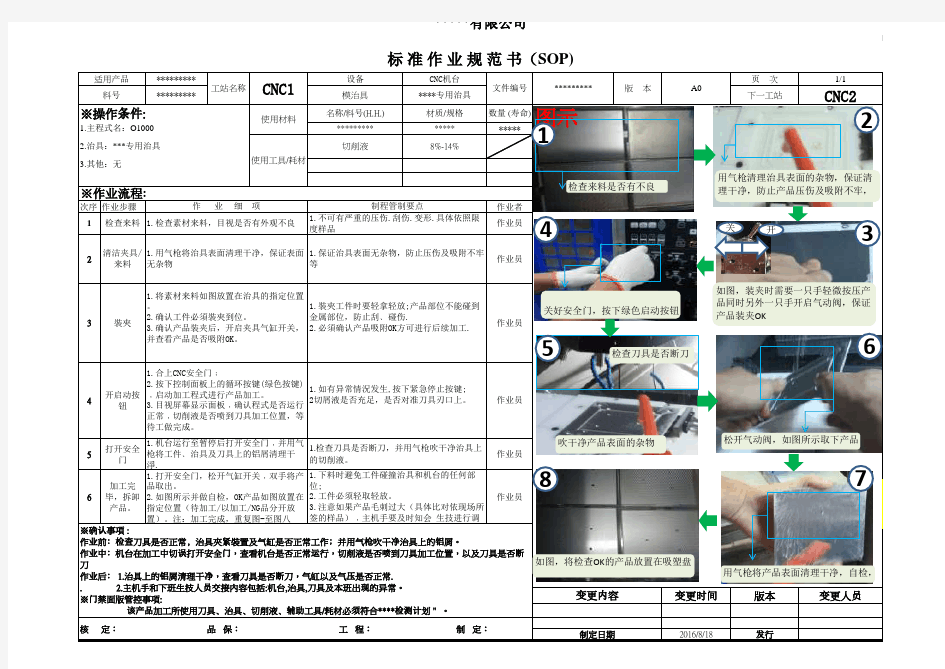
检查来料是否有不良
用气枪清理治具表面的杂物,保证清理干净,防止产品压伤及吸附不牢,
关好安全门,按下绿色启动按钮
如图,装夹时需要一只手轻微按压产品同时另外一只手开启气动阀,保证产品装夹OK
松开气动阀,如图所示取下产品,
检查刀具是否断刀
如图,将检查OK 的产品放置在吸塑盘
1
3
2
4
5
6
7
8关
开
吹干净产品表面的杂物