2019重型机械通用技术条件.doc

重型机械通用技术条件
1 概况
2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。是新《重标》的重点部分。新、旧《重标》通用技术条件标准项目对照。见表1。
JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》
2.1 产品检验的一般要求
2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.2 新《重标》根据使用要求,增加了2.1.3条对半成品的检验要求。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
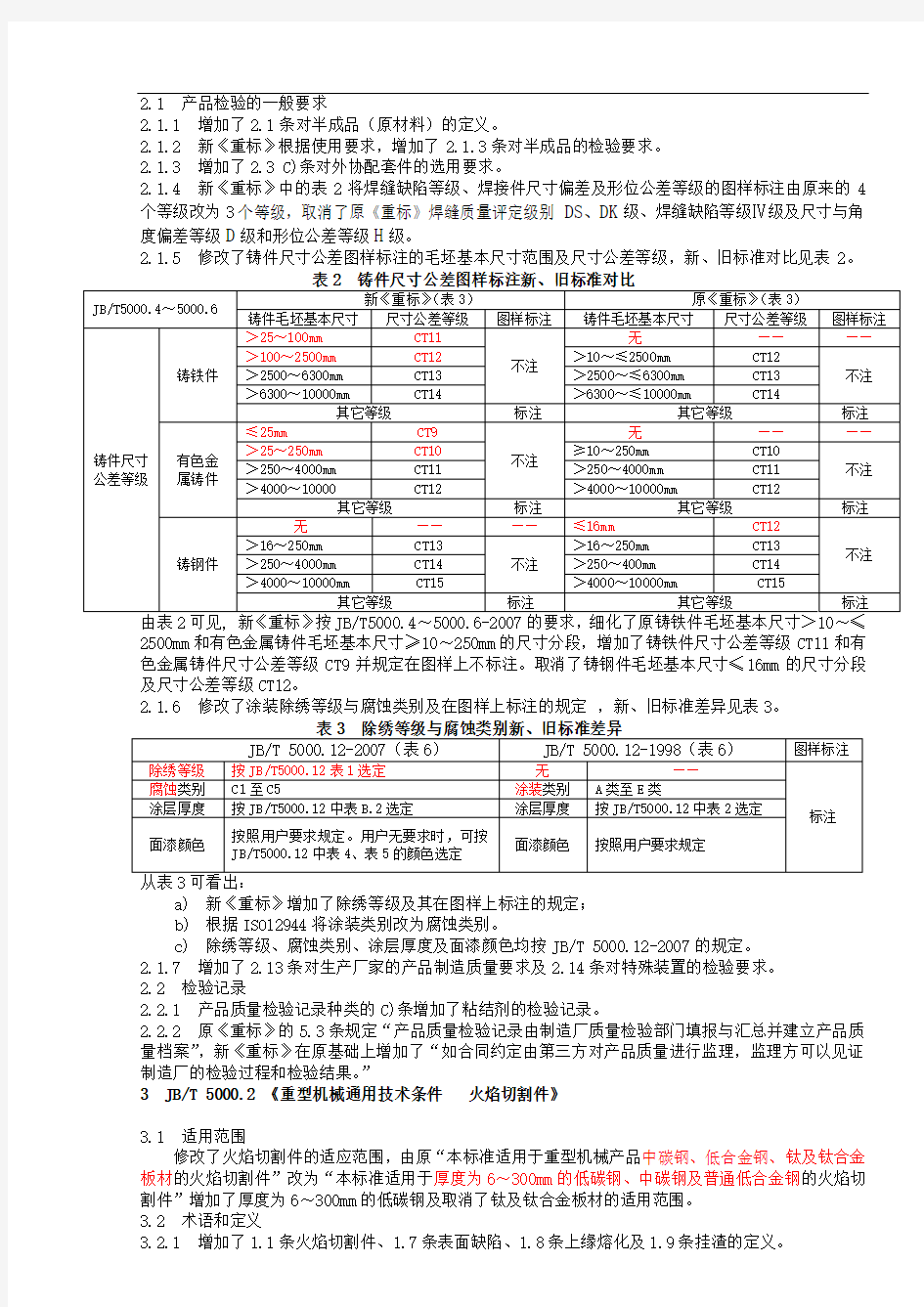
2.1.5 修改了铸件尺寸公差图样标注的毛坯基本尺寸范围及尺寸公差等级,新、旧标准对比见表2。
2500mm和有色金属铸件毛坯基本尺寸≥10~250mm的尺寸分段,增加了铸铁件尺寸公差等级CT11和有色金属铸件尺寸公差等级CT9并规定在图样上不标注。取消了铸钢件毛坯基本尺寸≤16mm的尺寸分段及尺寸公差等级CT12。
2.1.6 修改了涂装除绣等级与腐蚀类别及在图样上标注的规定,新、旧标准差异见表3。
a)新《重标》增加了除绣等级及其在图样上标注的规定;
b)根据ISO12944将涂装类别改为腐蚀类别。
c)除绣等级、腐蚀类别、涂层厚度及面漆颜色均按JB/T 5000.12-2007的规定。
2.1.7 增加了2.13条对生产厂家的产品制造质量要求及2.14条对特殊装置的检验要求。
2.2 检验记录
2.2.1 产品质量检验记录种类的C)条增加了粘结剂的检验记录。
2.2.2 原《重标》的5.3条规定“产品质量检验记录由制造厂质量检验部门填报与汇总并建立产品质量档案”,新《重标》在原基础上增加了“如合同约定由第三方对产品质量进行监理,监理方可以见证制造厂的检验过程和检验结果。”
3 JB/T 5000.2 《重型机械通用技术条件火焰切割件》
3.1 适用范围
修改了火焰切割件的适应范围,由原“本标准适用于重型机械产品中碳钢、低合金钢、钛及钛合金板材的火焰切割件”改为“本标准适用于厚度为6~300mm的低碳钢、中碳钢及普通低合金钢的火焰切割件”增加了厚度为6~300mm的低碳钢及取消了钛及钛合金板材的适用范围。
3.2 术语和定义
3.2.1 增加了1.1条火焰切割件、1.7条表面缺陷、1.8条上缘熔化及1.9条挂渣的定义。
3.2.2 修改了垂直度和倾斜度公差及表面粗糙度的定义
a) 垂直度公差原定义是“指在理论正确角度条件(与工件基准面成90°),通过切割面轮廓最高点和最低点的两条平行直线间的距离。垂直度公差用u表示”(见原标准的图1),现定义为“在本部分中指在垂直于基准平面与切割长度方向的给定截面内的切割表面轮廓线的垂直度公差。其公差带是距离为公差值t且垂直于基准平面和切割长度方向的两平行直线之间的区域”(见新标准的图1)。
b) 倾斜度公差(原标准称斜度公差)原定义是“指在理论正确角度条件(与工件基准面成α°),通过切割面轮廓最高点和最低点的两条平行直线间的距离。斜度公差用u表示”(见原标准的图2),现定义为“在本部分中指在垂直于基准平面与切割长度方向的给定截面内的切割表面轮廓线的倾斜度公差。其公差带是距离为公差值t、与基准平面成一给定角度并垂直于切割长度方向的两平行直线之间的区域”(见新标准的图2)。
c) 表面粗糙度原定义是“指在评定长度内五个并列的取样长度上所测得的五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和”(见原标准的图3),现定义为“指加工表面上具有的较小间距和峰谷所组成的微观几何形状特征。一般由所采用的加工方法和其他因素形成”。
3.2.3 取消了原《重标》3.4条长度尺寸的定义。
3.3 火焰切割表面质量要求
3.3.1 垂直度公差和倾斜度公差t
垂直度公差和倾斜度公差新、旧标准对比见表4。
改为6~10mm,此尺寸段的公差值没变。
b) 修改了切削厚度>100~130的2级公差值,将原公差值2.29mm修改为3.0mm。
c) 增加了表注:当图样上标注出切割件长度尺寸极限偏差时,垂直度公差和倾斜度公差应满足包容要求,即当切割件实际长度尺寸(指尺寸线垂直于切割长度方向的尺寸)达到最大实体尺寸时,垂直度和倾斜度实际误差只能发生在最大实体边界内,不能超出边界外(即只能向实体内偏斜)。
d)增加了表注:采用手持割炬切割时,欲实现本表有一定困难,下料时应尽量避免采用(非等级要求的切割面除外)。
SN200第3部分:2007的垂直度和倾斜度公差u见表5。
a) SN200的垂直度和倾斜度公差没有分等级只有一个公差等级,新《重标》切削厚度<100mm的2级公差与SN200的公差相同。
b) 新《重标》切削厚度>100~300mm的尺寸分段与SN200尺寸分段不同而且相应的垂直度和倾斜度公差也约有不同。
3.3.2 表面粗糙度Rz
新、旧《重标》表面粗糙度Rz(标准的表2)没有变化,但对表2增加了表注:采用手持割炬切割时,欲实现本表数值要求有一定困难,故下料过程中应避免采用手持割炬切割。受条件限制不得不采用时,应尽量使用靠板等辅助工装,否则应进行割后打磨,以满足本表粗糙度要求(非等级要求的切割面除外)。
SN200第3部分:2007的平均表面粗糙度和新《重标》的表面粗糙度见表5和表6。
表6 新《重标》表面粗糙度垂直度
应的表面粗糙度亦不相同。
3.3.3 长度尺寸偏差
切割面长度尺寸偏差新、旧标准差异见表5。
a) 增加了原表3切割面长度尺寸极限偏差的公称尺寸分段,由原公称尺寸≤315~4000mm增加为≤315~6000mm,即增加了公称尺寸>4000~6000mm和>6000mm两个尺寸段及该段的极限偏差。
b) 修改了表3切割厚度6~25mm的尺寸分段及该段的极限偏差,将原表3切割厚度6~50mm的尺寸段分为两个尺寸段即6~10mm和>10~50mm。
c) 新《重标》取消了原表3的长宽比。
d) 修改了切削厚度>150~200mm和切削厚度>200~250mm的部分长度尺寸极限偏差。