五轴联动加工中心后置处理的编写与验证
五轴联动加工中心后置处理的编写与验证
Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
五轴联动加工中心后置处理的编写与验证
五轴联动加工中心后置处理的编写与验证
摘要:本文针对瑞士MIKRON UCP710工作台双摆动式五轴联动加工中心机床的运动原理,以及Heidenhain iTNC430控制系统的特点,阐述运用UG软件中后处理工具——UG POSTBUID 3.4.1,定制适合ucp 710五轴后处理的开发思路,并且通过VERICUT模拟软件进行模拟验证成功。目前成功开发出来的五轴后处理已在本校实训中心MIKRON UCP710五轴机床中得以全面应用,顺利地完成了各种3~5轴的零件加工。
关键词:五轴加工中心 UG Postbuld VERICUT
1、任务的来源
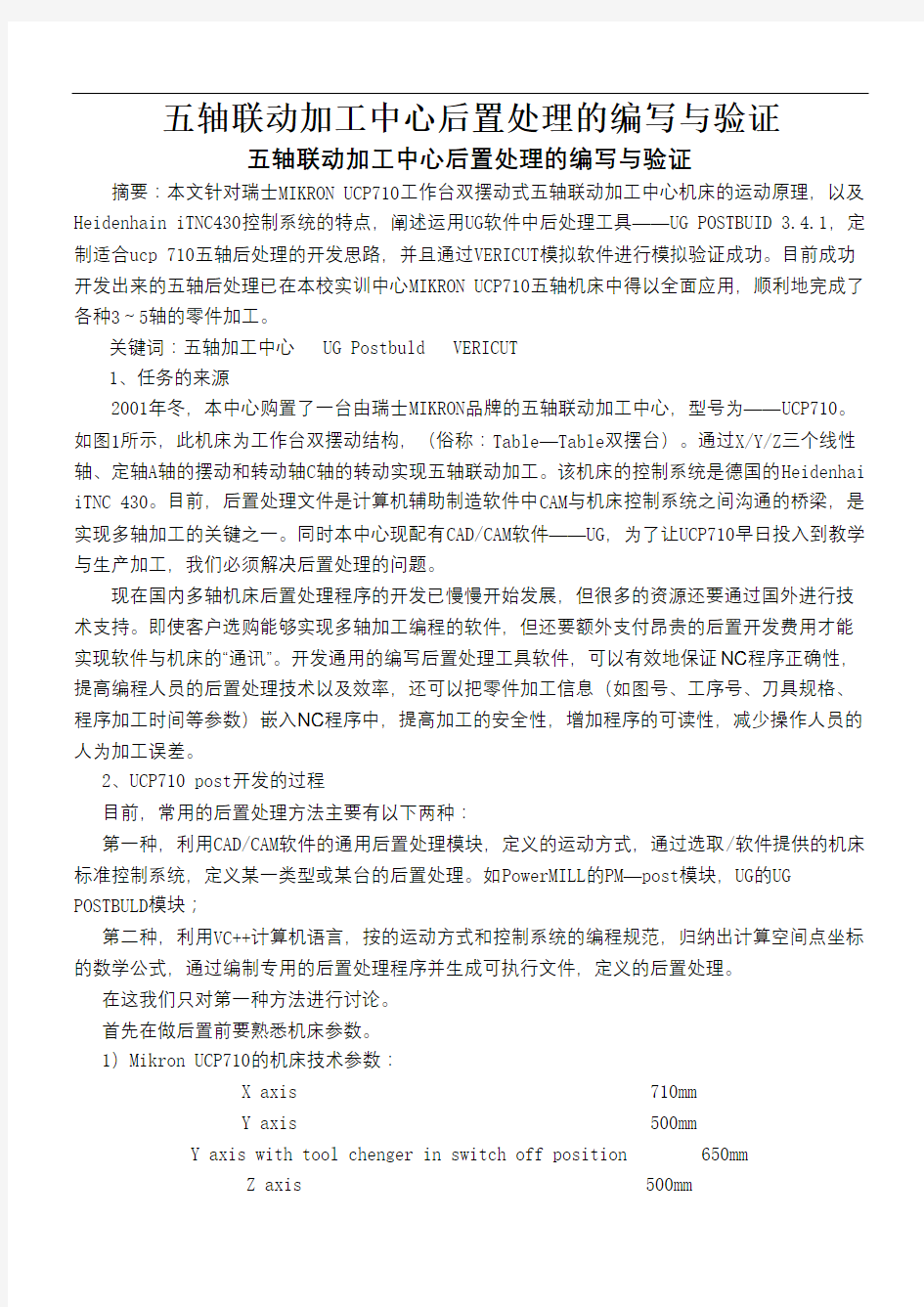
2001年冬,本中心购置了一台由瑞士MIKRON品牌的五轴联动加工中心,型号为——UCP710。如图1所示,此机床为工作台双摆动结构,(俗称:Table—Table双摆台)。通过X/Y/Z三个线性轴、定轴A轴的摆动和转动轴C轴的转动实现五轴联动加工。该机床的控制系统是德国的Heidenhai iTNC 430。目前,后置处理文件是计算机辅助制造软件中CAM与机床控制系统之间沟通的桥梁,是实现多轴加工的关键之一。同时本中心现配有CAD/CAM软件——UG,为了让UCP710早日投入到教学与生产加工,我们必须解决后置处理的问题。
现在国内多轴机床后置处理程序的开发已慢慢开始发展,但很多的资源还要通过国外进行技术支持。即使客户选购能够实现多轴加工编程的软件,但还要额外支付昂贵的后置开发费用才能实现软件与机床的“通讯”。开发通用的编写后置处理工具软件,可以有效地保证NC程序正确性,提高编程人员的后置处理技术以及效率,还可以把零件加工信息(如图号、工序号、刀具规格、程序加工时间等参数)嵌入NC程序中,提高加工的安全性,增加程序的可读性,减少操作人员的人为加工误差。
2、UCP710 post开发的过程
目前,常用的后置处理方法主要有以下两种:
第一种,利用CAD/CAM软件的通用后置处理模块,定义的运动方式,通过选取/软件提供的机床标准控制系统,定义某一类型或某台的后置处理。如PowerMILL的PM—post模块,UG的UG POSTBULD模块;
第二种,利用VC++计算机语言,按的运动方式和控制系统的编程规范,归纳出计算空间点坐标的数学公式,通过编制专用的后置处理程序并生成可执行文件,定义的后置处理。
在这我们只对第一种方法进行讨论。
首先在做后置前要熟悉机床参数。
1)Mikron UCP710的机床技术参数:
X axis 710mm
Y axis 500mm
Y axis with tool chenger in switch off position 650mm
Z axis 500mm
A轴:行程:-30~120
C轴转角: -360~+360 连续
工作台面: 600×600
主轴转速(r/min): 100~42000rpm
功率: 35KW
快速进给: 30000(mm/min)
图1 UCP710
如上图所示在机床结构方面,应注意我们假定工件不动、刀具运动,在此前提下来看A轴和C 轴的摆动,此时符合笛卡尔坐标系(直角坐标系)下的右手定则;而工作台A轴和C轴的实际转动方向是与右手定则相反的。
下来我们启动UG POSTBUID后置处理模块,
第一步:新建后置文件,文件名为:ucp710。确定机床的类型、公/英制、机床的操作系统(如下图所示)
第二步:设定轴的极限、轴向定义。
点击
设置如下的参数,他们是机床的行程极限与刀轴的矢量。
进入,在这个对话框里设置第四轴(即A轴)参数。最关键的参数是定义A 轴行程极限。
然后点击
指定机床轴与平面的关系,在AC或BC摆角的五轴加工中,由于A角有一定的限程,当A坐标连续插补过大时就会造成A向反向旋转。在加工中A反向旋转,很容易铣伤零件。为了解决这一问题,常用的方法就是采用法向抬刀。如下图选择Retract / Re-Engage
第三步:设定程序开始部分、刀轨移动部分、程序结束部分。
1) 进入
在start of program程序块里添加程序名、毛坯大小、取消最小角度转动功能与取消TCPM功能。如下图
2)进入
在operation Start Sequence程序块里添加刀具、启动M126、TCPM (M128)、公差等,如下图
注意:
M126是最小角度转动功能M126,它是取消第四轴C轴的液压锁紧,确保联动。
TCPM(Tool Center Point Management刀具中心点管理)指令是多轴后置处理软件简化的基础。传统意义上的后置处理软件(即不具备TCPM功能),必须输入刀轴的回转中心距(刀轴摆动式)或转台两轴线(转台摆动式)的位置关系,后置处理程序才能完成坐标转换;随着控制系统技术的发展,越来越多的控制系统厂家在其高端产品中都加入了上述坐标转换的功能,如Heidenhain的M128指令就是上述功能。打开M128,工件的坐标原点可以任意设置,由控制系统计算工件坐标和
各转轴轴线的关系,加工准备更为简单方便,还可以在程序中保证刀尖的进给速度恒定。对于后置处理软件来说,可以略去上述的坐标转换的计算,后置处理软件的开发难度降低,生成的加工程序在同类型设备中具有相对更大的通用性。要注意的是程序在结束抬刀前与换刀前应用M129即取消TCPM功能。
3)进入设定刀轨移动关系
A、
编辑X并设定Expression为 $mom_alt_pos(0)
编辑Y并设定Expression为 $mom_alt_pos(1)
编辑Z并设定Expression为 $mom_alt_pos(2)
B、
设定如下
*
注意1:
编辑X并设定Expression为 $mom_alt_pos_arc_center(0)
编辑Y并设定Expression为 $mom_alt_pos_arc_center(1)
编辑Z并设定Expression为 $mom_alt_pos_arc_center(2)
注意2:
编辑X并设定Expression为 $mom_alt_pos(0)
编辑Y并设定Expression为 $mom_alt_pos(1)
编辑Z并设定Expression为 $mom_alt_pos(2)
C、
添加如下语程序
注意
rap1 Expression为 $mom_alt_pos(0)
rap2 Expression为 $mom_alt_pos(1)
rap3 Expression为 $mom_alt_pos(2)
A Expression为 $mom_out_angle_pos(0)
C Expression为 $mom_out_angle_pos(1)
4):设定程序结束前的机床动作,其中包括按顺序排列取消TCPM,关闭切削油,停止主轴转动,Z轴抬到安全的位置以便A C轴回原点。
进
5):设定程序结束
最后保存退出,在保存目录下会生成这三个文件分别是:
6):运用UG编写刀具轨迹。
如下图,我们采用多轴加工模块,选择变轴加工方式,然后选择curve/point的驱动方式,并选择Normal to Part 刀轴控制,其他的参数按常用的公共参数设置。
程序编好后选择已经编写好的后置处理(UCP710)如下图所示:
按OK后生成NC代码如下:
============================================================ Information listing created by : YWM
Date : 2007-4-25 11:14:00
Current work part : E:\TEXT POST\
Node name : ywmacer
============================================================
0 BEGIN PGM text_post-1 MM
1 ; ARQUIVO : E:\TEXT POST\
2 ; FEITO POR: YWM
4 ; MIKRON: ITNC430
5 ; --------------------------------------------------------------
6 ; POSPROCESSADOR: E:\WORK\POST\UG\5A\
7 ; REVISAO : - DATA: 3/11/06
8 ; --------------------------------------------------------------
9 M126
10 ;
11 ; ==== OPERACAO: VARIABLE_CONTOUR_COPY - FERR.: T0 R3
12 ; ==============================================================
13 CYCL DEF DATUM SHIFT
14 CYCL DEF #1
15 ;==== TROCA DE FERRAMENTA ====
16 L M129
17 TOOL CALL 1 Z 10000 DL
18 L M3
19 L Z-60. F MAX M91
22 L Z300.
23 L M128 F200.
20 L A90. C317.624 F MAX
24 L Y-18.099 F200. M8
25 L Z101.211 A87.167 F3000.
26 L 102.34 A
27 L 103.392 A
29 L 105.282 A
30 L 106.128 A
31 L 106.913 A
32 L 107.642 A
33 L 108.319 A
34 L 109.568 A
35 L 110.637 A
36 L 111.553 A
37 L 112.338 A
38 L 113.012 A
39 L 114.16 A
40 L 114.992 A
41 L 115.6 A
42 L 116.483 A
43 L 117.331 A
44 L 118.165 A
45 L 118.856 A
46 L 119.43 A
47 L 119.91 A
48 L 120.312 A
49 L 120.974 A
50 L 121.436 A
51 L 122.072 A
52 L 122.638 A
53 L 123.071 A
54 L 123.404 A
55 L 123.66 A
56 L 123.856 A
57 L 124.007 A
58 L 124.222 A
59 L 124.344 A
60 L 124.461 A
61 L 124.49 A
62 L 124.5 A
63 L 124.471 A2.806 C
65 L 124.295 A
66 L 124.177 A
67 L 124.053 A
68 L 123.788 A
69 L 123.55 A
70 L 123.349 A
71 L 123.013 A
72 L 122.637 A
73 L 122.151 A
74 L 121.682 A
75 L 121.238 A
76 L 120.825 A
77 L 120.445 A
78 L 119.738 A
79 L 119.175 A
80 L 118.736 A
81 L 118.049 A
82 L 117.33 A
83 L 116.462 A
84 L 115.669 A
85 L 114.951 A
86 L 114.305 A
87 L 113.726 A
88 L 112.687 A
89 L 111.886 A
90 L 111.274 A
91 L 110.338 A
92 L 109.384 A
93 L 108.261 A
94 L 107.264 A
95 L 106.382 A
96 L 105.602 A
97 L 104.915 A
98 L 103.702 A
99 L 102.784 A
101 L 101.049 A
102 L Z100. A90.
103 L
104 ; ------- ZERAR ANGULOS ---------
105 L M129
106 L Z-60. F MAX M91
107 L A0.0 C0.0 F MAX
108 ; ---- Tempo Total de Usinagem: min.
109 M30
110 END PGM text_post-1 MM
最后,能过Vericut反读后处理的代码进行模拟切削运动,从而验证开发出的后置文件是否安全是否合理能否真正投入生产当中。
Vericut是美国CGTech公司开发的一款集数控加工仿真、干涉校验、工时工况分析、代码优化等多种功能于一体的软件。该系统可以以虚拟现实的方式建立数控机床、刀具、夹具和毛坯模型,在刀位数据或NC代码的驱动下模仿金属切削加工中走刀轨迹和材料被切除的过程,使用户以直观的方式对工艺规划的合理性进行评估,对是否存在干涉进行校验,并优化走刀轨迹和NC代码。
VERICUT软件已广泛应用于航空、模具制造等行业,其最大特点是可针对各种不同CNC系统通过反读数控代码进行模拟仿真工作,既能仿真刀位文件,又能仿真CAD/CAM后置处理的NC程序,从而实现实际生产当中安全,高效的目的。
Vericut分以下几步去完成
一、建立机床模型:装配时要注意部件之间的运动联接之间的关系。
二、选择控制系统文件(本例机床的操作系统是Heidenhain TNC430)。
三、建立刀具库。
四、导入加工毛坯。
五、设定加工坐标系
六、添加加工程序(即NC程序)
最后模拟结果如图,证明我们开发的后置是正确的。
结束语
在UCP710 POST的最终测试过程中,五轴联动加工测试的内容是一个叶轮,程序运行正常。但由于实际情况多种多样,无法完全预见。我们仍强调应遵循G代码“先仿真后实际加工”的原则。通过UCP710 POST的开发和应用,我们解决了车间数控加工中的急需,为五轴加工中心UCP710在生产中充分发挥作用打下了基础。同时,我们积累的多轴后置处理软件的开发经验.将为后续其它的通用后置处理软件的后置设计起到借鉴作用。