岗位实操技能考核评定记录表.docx
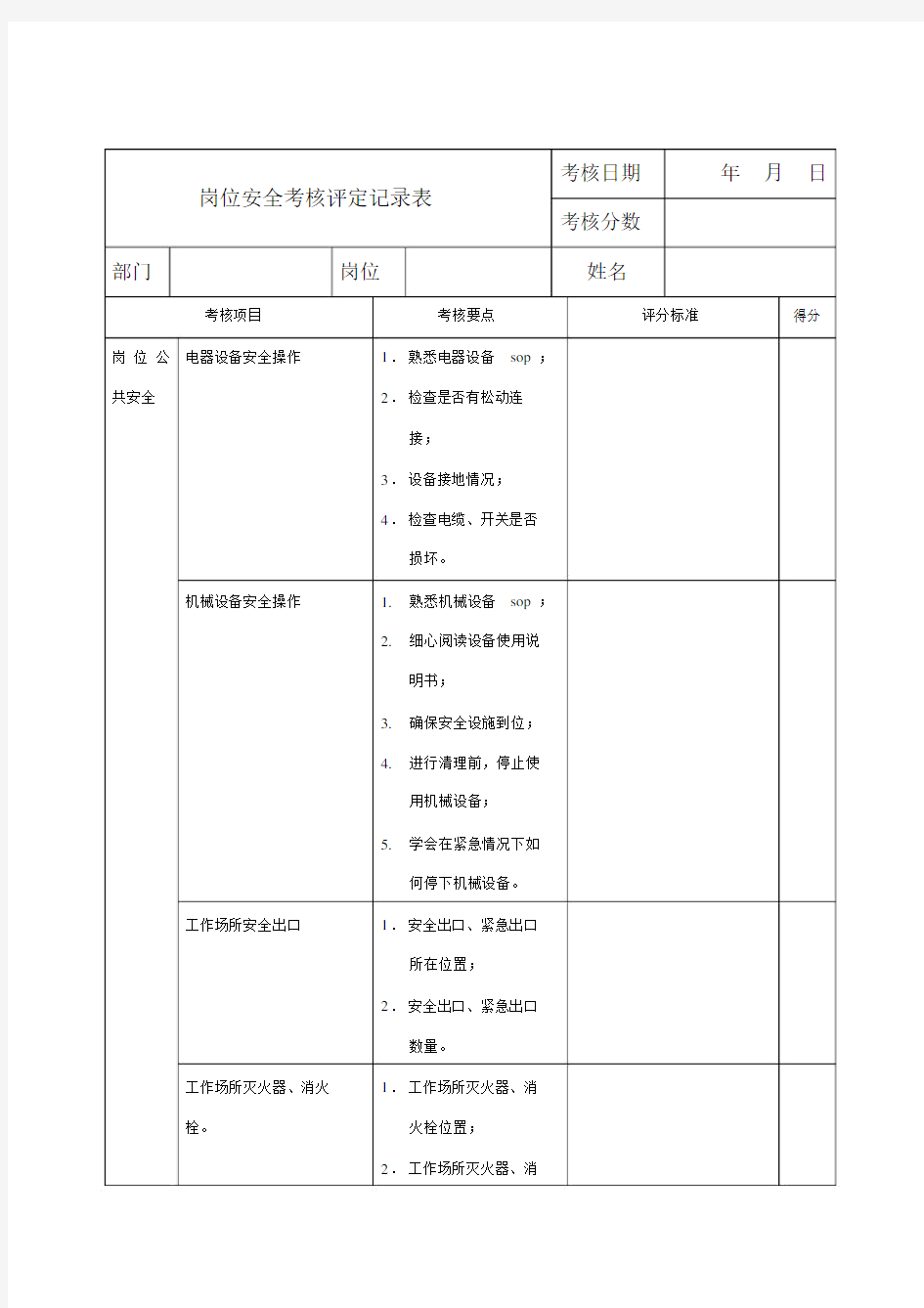
考核日期年月日岗位安全考核评定记录表
考核分数
部门岗位姓名
考核项目考核要点评分标准得分岗位公电器设备安全操作1.熟悉电器设备sop ;
共安全2.检查是否有松动连
接;
3.设备接地情况;
4.检查电缆、开关是否
损坏。
机械设备安全操作 1.熟悉机械设备sop ;
2.细心阅读设备使用说
明书;
3.确保安全设施到位;
4.进行清理前,停止使
用机械设备;
5.学会在紧急情况下如
何停下机械设备。
工作场所安全出口1.安全出口、紧急出口
所在位置;
2.安全出口、紧急出口
数量。
工作场所灭火器、消火1.工作场所灭火器、消
栓。火栓位置;
2.工作场所灭火器、消
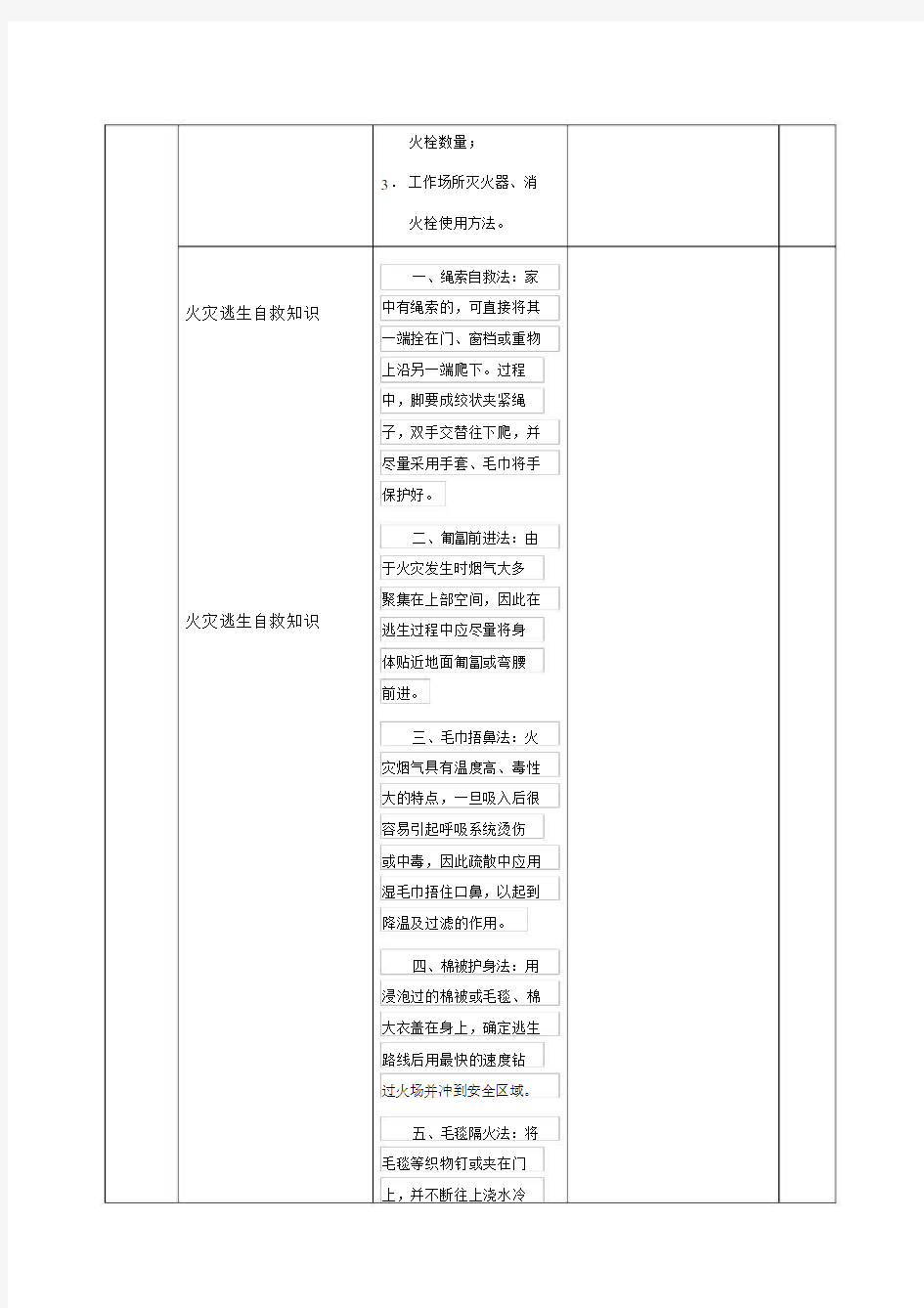
火灾逃生自救知识火灾逃生自救知识
火栓数量;
3.工作场所灭火器、消火栓使用方法。
一、绳索自救法:家中有绳索的,可直接将其一端拴在门、窗档或重物上沿另一端爬下。过程中,脚要成绞状夹紧绳子,双手交替往下爬,并尽量采用手套、毛巾将手保护好。
二、匍匐前进法:由于火灾发生时烟气大多聚集在上部空间,因此在逃生过程中应尽量将身体贴近地面匍匐或弯腰前进。
三、毛巾捂鼻法:火灾烟气具有温度高、毒性大的特点,一旦吸入后很容易引起呼吸系统烫伤或中毒,因此疏散中应用湿毛巾捂住口鼻,以起到降温及过滤的作用。
四、棉被护身法:用浸泡过的棉被或毛毯、棉大衣盖在身上,确定逃生路线后用最快的速度钻过火场并冲到安全区域。
五、毛毯隔火法:将毛毯等织物钉或夹在门上,并不断往上浇水冷
却,以防止外部火焰及烟
气侵入,从而达到抑制火
势蔓延速度、增加逃生时
间的目的。
六、被单拧结法:把
床单、被罩或窗帘等撕成
条或拧成麻花状,按绳索
逃生的方式沿外墙爬下。
七、跳楼求生法:火
场切勿轻易跳楼!在万不
得已的情况下,住在低楼
层的居民可采取跳楼的
方法进行逃生。但要选择
较低的地面作为落脚点,
并将席梦思床垫、沙发
垫、厚棉被等抛下做缓冲火灾逃生自救知识
物。
八、管线下滑法:当
建筑物外墙或阳台边上
有落水管、电线杆、避雷
针引线等竖直管线时,可
借助其下滑至地面,同时
应注意一次下滑时人数
不宜过多,以防止逃生途
中因管线损坏而致人坠
落。
九、竹竿插地法:将
结实的晾衣杆直接从阳
台或窗台斜插到室外地
面或下一层平台,两头固
定好以后顺杆滑下。
十、攀爬避火法:通
过攀爬阳台、窗口的外沿
及建筑周围的脚手架、雨
棚等突出物以躲避火势。
十一、楼梯转移法:
当火势自下而上迅速蔓
延而将楼梯封死时,住在
上部楼层的居民可通过
老虎窗、天窗等迅速爬到
屋顶,转移到另一家或另
一单元的楼梯进行疏散。
十二、卫生间避难
法:当实在无路可逃时,
可利用卫生间进行避难,
用毛巾紧塞门缝,把水泼
在地上降温,也可躺在放
满水的浴缸里躲避。但千
万不要钻到床底、阁楼、火灾逃生自救知识
大橱等处避难,因为这些
地方可燃物多,且容易聚
集烟气。
十三、火场求救法:
发生火灾时,可在窗口、
阳台或屋顶处向外大声
呼叫、敲击金属物品或投
掷软物品,白天应挥动鲜
艳布条发出求救信号,晚
上可挥动手电筒或白布
条引起救援人员的注意。
十四、逆风疏散法:
应根据火灾发生时的风
向来确定疏散方向,迅速
逃到火场上风处躲避火
焰和烟气。
十五、“搭桥”逃生法:可在阳台、窗台、屋顶平台处用木板、竹竿等较坚固的物体搭在相邻
建筑,以此作为跳板过渡到相对安全的区域。
考评员签名考提取车间栗克勤
评制剂车间代登竹
会工程部邢志国
签质量部皮海东
办公室王玉兰
日期
年月日年月日年月日年月日年月日
培训考核统计表
№姓名培训纪律理论知识考核岗位技能考核总分
急诊科院感质控考核表
急诊科院感质控考核表 考核项目考核内容分值考核方法得分扣分原因 输液室的管理 (8分)1.有输液室的院感管理制度2查制度 2.输液室内应有洗手设施和通风设备。每日定时通风换气, 保持空气对流;每日两次进行空气消毒。地面应进行湿式清 扫,如遇污染即刻消毒。 3 要求每日通风2次及以上,地 面湿扫;现场查看、查记录3.门把手、水龙头、洗手池、卫生间等物体表面容易受到污 染,通常每天用清水擦抹刷洗处理,保持清洁。当受到病原 微生物污染时,用含氯消毒剂擦拭或喷洒消毒。 3 现场查看,未做到扣分 消毒灭菌隔离技术(62分)一、各科质控员每月自查并记录4查登记。没查或没记录均扣分 二、无菌操作 1.操作前洗手、戴口罩、帽子 3 未洗手或者口罩、帽子戴的不 规范均扣分 2.治疗车洁污分开 3 治疗车上清洁区和污染区未分 开扣分 3.静脉注射、抽血时一人一针一带4未做到扣分 4.治疗前后使用手消毒剂 3 未做到扣分 5.无菌物品必须放置无菌盘,输液病人使用瓶口贴 4 未铺无菌盘者或注射器未放入 无菌盘内均扣分,未使用瓶口 贴的均扣分 三、无菌物品的保管 1.无菌物品专柜放置,无灰尘 3 未专柜放置或有灰尘、不整洁 均扣分
消毒灭菌隔离技术(62分)2.无菌物品按顺序放置 3 未按消毒时间远近顺序放置扣 分 3.无菌包整洁干燥、无血渍、无湿包、无过期 3 发现不符合标准的均扣分 4.无菌物品外有使用的有效期、消毒指示带 4 没有有效期和消毒指示带的均 扣分 5.无菌储槽、方盘、棉球罐、持物钳使用时注明开始使用的 时间、日期、签名 4 未注明者扣分 6.抽吸药液>2小时,溶媒>24小时,持物钳>4小时后应 不再使用 4 未做到的均扣分 四、消毒隔离 1.体温表消毒方法正确,消毒液配制合格 3 消毒方法不正确、消毒液配制 不合格均扣分 2.湿化瓶、雾化器、呼吸机管道等一人一用一消毒;使用中 的湿化瓶每天更换,备用时干燥保存 3 未做到均扣分。湿化瓶要求消 毒后用保鲜袋独立包装 3.紫外线灯管每周酒精擦拭一次,保持清洁,大于1000小 时停止使用;肯格王上的过滤网每周清洗一次并记录 4 现场查看,查记录 4.每月的空气培养和物体表面培养合格 6 培养不合格和漏做均扣分 5.掌握消毒隔离原则及医疗器械和物品的正确消毒方法 4 未能掌握者或掌握不全者均扣 分 医疗废物的处理(16分)1.医疗垃圾房内干净、整洁 3 房间杂乱、不整洁均扣分 2.医疗垃圾分类放置;拖把有标示、悬挂晾干 3 未做到扣分 3.医疗垃圾和生活垃圾分开放置 3 未做到扣分 4.利器入利器盒,装2/3满后及时更换 4 未入利器盒或未及时更换利器 盒均扣分 5.医疗垃圾登记本登记齐全 3 签名不及时、登记不齐全或超 前登记者均扣分
全套焊接工艺评定表格
焊接方法 焊接材料适用厚度范围评定标准 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 焊接工艺评定报告SMAW J507 焊接工艺评定任务书 焊接工艺评定报告 焊接工艺评定指导书 母材、焊材质证书抄件 无损检测报告 焊后热处理报告 力学和弯曲性能试验报告 焊评施焊记录表 外观和无损检测记录表 力学性能检测记录表 结论7?14 类别、组别号 焊接工艺评定编号 ( PQR02) 焊接工艺规程编号(PWPS02) Q345R Fe-1、Fe-1-2 7mm 焊缝金属 0?14 NB/T47014- 2011 ? > 本评定按_NB/T47014-2011_标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。评定结果:■合格□不合格
焊接工艺评定任务书 表码号:Q/CKED102-2009 共1页第1页 检验项目、评定指标及试样数量
预焊接工艺规程 表码号:Q/CKED026-2009 单位名称: 有限公司 预焊接工艺规程编号: PWPS02 日期:2011.12.18 焊接工艺评定报告编号: PQR02 焊接方法: SMAW 机械化程度(手工、半自功、自动): 手工 母材: 类别号 Fe-1 组别号 Fe-1-2 与类别号 Fe-1 组别号 Fe-1-2 相焊及 标准号 GB713-2008 钢 号 Q345R 与标准号 GB713-2008 钢 号 Q345R 相焊 厚度范围: 母材: 对接焊缝 6-14mm 角焊缝 不限 管子直径、厚度范围: 对接焊缝 / 角焊缝 / 焊缝金属厚度范围: 对接焊缝 0-14mm 角焊缝 _______ 不限 其他: ■/ ________________________________________ 共2页第
急诊科科室质量控制记录本(2015)
张家港市中医医院 急诊科 医疗质量管理与持续 改进 记录表 科室:急诊科 年度:2015年度
医疗质量持续改进记录表填写要求 1、科室成立以科主任为组长的医疗质量管理小组,并设有质控员。 2、本医疗质量持续改进记录表由科主任负责,质控员负责填写。 3、每年度科室要制订医疗质量持续改进计划及医疗质量控制指标。 4、科室根据医院的医疗质量控制重点内容制订每月医疗质量控制重点内容。 5、日常科室医疗质量持续改进记录表要求每月至少检查一次,并做好记录,根据存在问题制订整改措施,并对整改措施进行效果评价,由科主任审阅后签字负责。 6、每月底对科室质量控制情况进行认真总结,填写每月医疗质量控制总结,科主任签字后交医务科审查。 7、每年底对本年度科室医疗质量控制情况进行总结。 科室医疗质量管理小组成员及职责 科室医疗质量管理小组成员: 组长:龚正华 成员:朱建新,顾海萍,顾颖军 质控员:顾颖军 科室医疗质量管理小组职责: 科室医疗质量管理小组负责科室医疗质量管理,制定科室医疗质量管理措施和考核办法,督促医务人员执行各项规章制度和诊疗规范,对科室的医疗质量进行检查和考核。科室主任是科室质量管理的第一责任人。
2015年度急诊科室质量控制计划 一、需要改进的内容 (一)医疗制度、医疗技术 1、重点抓好各项医疗核心制度的落实和急诊诊治规范和流程的学习:主要包括首诊负责制度、三级医师查房制度、疑难危重病例讨论制度、会诊制度、危重患者抢救制度、分级护理制度、死亡病例讨论制度、交接班制度、病历书写规范、查对制度、抗菌药物分级管理制度、知情同意谈话制度等。 2、加强医疗质量关键环节的管理,落实患者安全目标。 3、加强全员质量和安全教育,牢固树立质量和安全意识,提高全员质量管理与改进的意识和参与能力,严格执行医疗技术操作规范和常规。 4、加强全员培训,医务人员“基础理论、基本知识、基本技能”必须人人达标。 (二)病历书写 1、《门诊病历书写规范》的学习领会,《住院病历质量检查评分表》讲解和学习; 2、门诊病历书写中的规范,字迹的清楚性; 3、全面准确完成体格检查; 4、上级医生查房的及时性和记录内容的规范性; 5、日常病程记录的及时性和完整性(包括上级医生的医疗指示,疑难危重病人的讨论记录,危重抢救病人的抢救记录,重要化验、特殊
(完整)初级汽车维修工技能考核评分记录表.doc
国家职业技能鉴定统一试卷 初级汽车维修工技能考核评分记录表 考生姓名:准考证号:工作单位 合计题号一二三四 成绩 试题一 1.试题名称:汽车常见电路故障诊断与排除 2.技术标准: a)汽车油、电路正常时,发动机能顺利起动。怠速、中速、加速各工况性能良好。 b)蓄电池端电压为 12V。 c)火花塞电极间隙为 0.60 mm~0.70 mm (或按所用车型规定) d)断电器触点间隙为 0.35 mm~0.45 mm (或按所用车型规定) e)发动机点火顺序严格按原厂标准执行。 4.时限: 30min 考核内容与评分标准:总分 30 分 序号作业项目考核内容评分标准配分得分 1 考前准备备齐所需工具、仪常用工具缺一件扣 1 分 2 表 2 确定故障性质起动发动机根据现判断错不给分 5 象确定故障性质 3 诊断检查电路检查程序错扣2 分10 检查方法错扣3 分 检查结果错扣2 分 判断原因错不给分。错判一处 扣 2 分 4 排除排除故障不能排除不给分10 不能完全排除酌情扣分 5 文明安全生产工作有序、不违章酌情扣 1 分 3 操作、清理工具、 清洁现场 评分核对人总分
试题二 1.试题名称:气门座的铰削与研磨 2.技术标准: 铰削后的气门座工作面宽度为 1.5-1.75 mm ,气门工作锥面的配合常应住于气门锥面的中部偏小端,且接触常为不断线的灰气无光现象。 3.时限: 40 min 考核内容及评分标准:总分 25 分 序作业考核评分配得分 号项目内容标准分 1 考前准备备齐所需工具、零件与辅料未备齐扣 1 分 2 (1) 铰削前气门与气门座试配未做不给分 1 (2) 检查铰刀导杆与导管的配未做不给分有误扣 1 分 1 合间隙 (3) 选择气门座铰刀选错不给分 1 2 铰削气门(4) 铰削 450 工作面方法不当扣 1 分铰坏不给分 2 (5) 在铰削时,气门与座试配未做不给分 1 检查接触带部位和宽度 (6) 用 750 铰刀铰削上斜面铰前不正确扣 1 分,铰坏不 2 (7) 用 150 铰刀铰削下斜面给分 2 (8) 气门与座试配,再次确定未做不给分,方法不当扣 1 分 1 接触带在锥面的部位 (9) 修正气门座,使接触带怠宽度和部位偏差不符合要求扣 1 分 1 度及部位符合技术要求 (10)精铰气门座工作面未做不给分,方法不当扣 1 分 2 研磨前清洁气门、气门座及导 1 管 先用粗砂研磨,环带应整齐无 研磨方法不当或操作不熟练扣 1 分2 研磨气门断开、无麻点 3 环带部位、怠度及质量不符合要求扣 1 座再用细纱研磨的应为灰色无分 2 光的环带 环带符合要求后再涂抹机油 1 研磨 4 文明安全清洁工具、清扫现场、无违章未做不给分 3 生产操作 评分核对人总人分
急诊科护士年度考核个人总结
急诊科护士年度考核个人总结 急诊科护士年度考核个人总结(一)时光荏苒,岁月如梭。转眼之间,又到了20xx年的年终岁尾。在20xx年里,工作充满艰辛与幸福,激情与挑战。在过去的一年里,在科主任和护士长的领导和关怀下,我严格遵守医院的规章制度,坚持“以病人为中心”的临床服务理念,发扬救死扶伤的精神,并以严谨的态度和积极的热情投身于学习和工作中。 过去的一年中,虽然有很多挫折和辛酸的体会,但是,更多的是成功和收获。在工作方面,得到患者的称赞和主任、护士长的认可。现就一年来的工作作如下总结: 一、加强思想政治教育,营造团结和谐氛围 在过去一年里,我坚持认真贯彻党的基本路线方针政策,通过各种方式积极学习政治理论和医疗法律法规,自觉遵守医院和科室的各项规章制度,牢固树立“以病人为中心”的服务理念,不断提高思想道德教育修养,力争文明行医,为患者提供优质服务。同时,在遵守科室规章制度的前提下,认真学习各种先进思想,努力提高自己的思想觉悟,树立了正确的人生观和价值观;积极响应部门号召,踊跃参加医院组织的各项活动,团结同事,和谐相处,并在工作中不断提升自己,锻炼自己,促进自己全面发展。 二、努力学习业务知识,提高应急抢救能力 我作为一名急诊科护士,协助护士长做好急诊科的护理质量提升
工作,认真执行各项操作规程和抢救工作流程,防止差错、医患纠纷等医疗护理不良事件的发生。 按照科室的培训和考核计划,通过翻阅书籍、查阅论文,认真学习业务知识,定期参加业务学习及培训,认真钻研业务,互相交流、互相促进,熟练掌握各种抢救仪器和抢救技术,并在工作实践中将其贯彻落实,争取做到熟能生巧,以提高急诊急救能力。如心肺复苏术、机械通气、气管插管、电除颤、电动洗胃术、心电监护等操作技术。 除了加大业务知识的学习力度外,我还注意各方面知识的扩展,广泛涉猎其他学科知识,提高了自身的思想文化素质。 三、认真勤恳工作,提高创新能力 过去一年里,我本着“把工作做的更好”的目标,开拓创新意识,积极做好以下工作: 协助护士长认真做好病房管理及医疗文书的书写、整理和存档工作,保证医疗文书档案管理的完整化和规范化。医疗文书的书写需要认真负责,态度端正、头脑清晰。我下载课件认真学习医疗文书的书写规范,认真书写护理记录和抢救记录。 做好实习护士的带教工作。针对实习护士实行指导、操作、改进等带教流程,并配以讲课、操作示范等教学方式,迅速提升实习护士的操作技能,以保证能够单独工作。 做好患者的心理疏导工作。在工作中,我为了减轻病人的疾苦,每次当我进入病房时,都利用有限的时间鼓励他们,耐心的帮他们了解疾病,建立战胜疾病的信心,积极配合护理工作。当看到病人康复
焊接工艺评定报告记录模板
焊接工艺评定报告记录模板
————————————————————————————————作者:————————————————————————————————日期:
焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司
焊接工艺评定存档目录 工艺评定编号: 序号项目名称编号页数预焊接工艺规程(pWPS) 1 材料质量证明书 2 3 焊接材料质量证明书 无损探伤报告 4 5 机械性能试验报告 化学分析试验报告 6 7 热处理报告 焊接工艺评定报告 8 9 以下空白 10 11 12 13 14 15 备 注 档案管理:存档日期:
中石化工建设有限公司预焊接工艺规程(pWPS) 表号/装订号 共页第页 单位名称天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:V型坡口 衬垫(材料及规格)Q235B 其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm 角接焊缝焊件母材厚度范围:不限 管子直径、壁厚范围:对接焊缝--- 角焊缝--- 其他:同时适用返修焊和补焊 填充金属: 焊材类别:焊丝(GMAW)焊丝(SAW) 焊材标准:GB/T8110-2008 JIS Z3351 填充金属尺寸:φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号):THT-50-6 US-36 填充金属类别:Fe-1-1 FeMS1-1 其他:/ 对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 其他:/
急诊科科室质量控制记录本
急诊科科室质量控制记 录本 GE GROUP system office room 【GEIHUA16H-GEIHUA GEIHUA8Q8-
张家港市中医医院 急诊科 医疗质量管理与持续改进 记录表 科室:急诊科 年度:2015年度
医疗质量持续改进记录表填写要求 1、科室成立以科主任为组长的医疗质量管理小组,并设有质控员。 2、本医疗质量持续改进记录表由科主任负责,质控员负责填写。 3、每年度科室要制订医疗质量持续改进计划及医疗质量控制指标。 4、科室根据医院的医疗质量控制重点内容制订每月医疗质量控制重点内容。 5、日常科室医疗质量持续改进记录表要求每月至少检查一次,并做好记录,根据存在问题制订整改措施,并对整改措施进行效果评价,由科主任审阅后签字负责。 6、每月底对科室质量控制情况进行认真总结,填写每月医疗质量控制总结,科主任签字后交医务科审查。 7、每年底对本年度科室医疗质量控制情况进行总结。 科室医疗质量管理小组成员及职责 科室医疗质量管理小组成员: 组长:龚正华 成员:朱建新,顾海萍,顾颖军 质控员:顾颖军 科室医疗质量管理小组职责:
科室医疗质量管理小组负责科室医疗质量管理,制定科室医疗质量管理措施和考核办法,督促医务人员执行各项规章制度和诊疗规范,对科室的医疗质量进行检查和考核。科室主任是科室质量管理的第一责任人。 2015年度急诊科室质量控制计划 一、需要改进的内容 (一)医疗制度、医疗技术? 1、重点抓好各项医疗核心制度的落实和急诊诊治规范和流程的学习:主要包括首诊负责制度、三级医师查房制度、疑难危重病例讨论制度、会诊制度、危重患者抢救制度、分级护理制度、死亡病例讨论制度、交接班制度、病历书写规范、查对制度、抗菌药物分级管理制度、知情同意谈话制度等。 2、加强医疗质量关键环节的管理,落实患者安全目标。 3、加强全员质量和安全教育,牢固树立质量和安全意识,提高全员质量管理与改进的意识和参与能力,严格执行医疗技术操作规范和常规。 4、加强全员培训,医务人员“基础理论、基本知识、基本技能”必须人人达标。(二)病历书写 1、《门诊病历书写规范》的学习领会,《住院病历质量检查评分表》讲解和学习; 2、门诊病历书写中的规范,字迹的清楚性;
2013.12急诊科应急预案演练记录表
嘉祥县人民医院急诊科应急预案演练记录
嘉祥县人民医院急诊科演练培训记录 急诊科应急演练口令
导医:病人意识丧失,快来抢救病人 医生与护士A、B同时赶到现场 医生:(评估)你怎么了,你怎么了,病人意识丧失,需紧急抢救(看表) 护士A、B、导医、医生将病人一同抬往抢救室,将病人置于抢救床上 医生: (评估)病人无呼吸、无脉搏,需紧急心肺复苏。连接除颤监护仪开机至监护位, 护士A开放气道,呼吸球囊辅助呼吸,医生紧急胸外心脏按压,护士B连接监护仪开机至监护位, 医生:病人室颤需紧急电除颤,选择能量200J。 护士B涂导电糊并选择能量200J将电极板交于医生, 医生:充电,请旁人离开,除颤 完毕后,医生将电极板擦净放回,护士A与医生共同继续CPR,护士B建立静脉通道,医生下达口头医嘱,,护士B复述一遍,遵医嘱用药。若CPR时间过长,记得轮换。 医生:(评估)病人心跳恢复,但无自主呼吸,需紧急气管插管。 医生速干手消毒后,护士A为医生准备气管插管用物,准备气管插管,护士B为病人做心电图,医生摘手套速干手消毒后,阅读心电图后,医生继续球囊辅助呼吸 医生:病人不排除心源性疾病所致,急请心内科医生会诊 护士B电话通知会诊,A测血压,佩戴腕带。 心内科医生到达后 医生:该病人为突发意识不清、昏迷,心跳呼吸骤停,经过紧急心肺复苏等抢救后,病人心跳恢复,但无自主呼吸,心电图不排除心源性疾病,特请贵科会诊。 心内科医生:病人心源性疾病不排除,但病人无呼吸,且目前不宜搬动,可暂时入急诊监护室治疗,我科随诊 期间若需再用药、开放静脉通路B完成。A转科交接单、口头医嘱本、抢救记录。B通知家属、收费、补充归还药物。 医生:立即通知急诊监护室,准备病床,转运病人。 护士B电话通知急诊监护室,A与医生同时转运病人,B完成后续工作(通知家属、收费、补充归还药物、仪器设备消毒整理等) ICU接诊病人工作流程 接到收治病人的电话,通知医生,确定床位。 了解病情,根据病情所需准备各种仪器。 用物准备:床单位,电极,吸氧装置,注射用水,吸痰用物,约束带,调试监护仪, 必要时准备呼吸机并调节参数 病人入室,医生与护士、护工分别位于病床两侧进行交接,检查呼吸机、监护仪的工 作状态。 呼唤病人,判断病人神志。 1.病人有无自主呼吸,观察自主呼吸频率、节律,动度。有人工气道者查看导管是否 通畅在位,需用呼吸机病人于呼吸机连接并调节参数,不用呼吸机者选择合适的给 氧方式。
急诊科抢救室护理质量考核标准
无锡四院2016年急诊科抢救室护理质量考核表 考核日期:考核者:得分: 1、共查急救药械件,合格件,急救药械合格率:。 2、护理人员理论、技能培训率:,理论考核合格率:,急救技能合格率:。 3、护理人员急救流程知晓率,执行率。 4、身份识别制度执行率:。 5、坠床/跌倒/压疮评估、报告、处置等制度、流程执行率:。 6、应知应会知晓率:。 考核项目考核内容考核方法及扣分标准扣分依据扣分 人员 管理(10分)1、按照《江苏省急诊科建设管理规范》要求合理配置急诊护理人员, 满足急诊工作需要。(1分) 2、护士长由具备主管护师及以上任职资格和5年以上急诊临床护理工 作经验的护理人员担任。(1分) 3、急诊护理人员经过急诊专业培训,能够胜任急诊工作,有考核记录。 (1分) 有年度的培训计划并组织落实。(1分) 有急诊护士定期技能再培训及培训考核相关制度及考核原始资料。(1 分) 4、对轮转的护理人员有上岗前质量与安全工作培训与教育的记录。(1 分) 5、本科室全体护士的执业证书复印件定点放置,人人知晓。(1分) 6、急诊科抢救室无毕业三年以下护理人员独立执业。(1分) 7、护理人员按标准准入,固定的护理人员≥75%,护理人员梯队结构 合理。(1分) 8、护理人员仪表规范,坚守岗位,热情接待,文明用语,挂牌上岗。 (1分) 现场查看 查阅资料(培训内容、培训签到、考核等) 人员配置不符合要求酌情扣1分。 未进行专业培训扣2分。 培训不符合要求扣2分。 护士长资质不合格扣1分。 固定的护理人员不达标扣0.5分。 护理结构不合理扣0.5分。 查看急诊科护士专业训练资质,与排班表上 担任急诊班资格相符,一人不符扣1分。 查看急诊科培训计划及考核原始资料、轮转 护士培训考核记录,一项不符扣1分。 随机问一位护士执业证书存放地点,不知晓 扣1分。 查看排班表,有三年内护士单独上抢救班扣 1分。
[精华]nb47014-2011承压装备工艺评定__焊接工艺评定表格
[精华]nb47014-2011承压装备工艺评定__焊接工艺评定表 格 预焊接工艺规程(pWPS) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序) 衬垫(材料及规格) 其他 母材: 类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%) C Si Mn P S Cr Ni Mo V Ti Nb
/ / / / / / / / / / / 其他: 注:每一种母材与焊接材料的组合均需分别填表 焊接位置: 焊后热处理: 对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置 立焊的焊接方向:(向上、向下) 预热: 气体: 最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性 电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围) 钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数 填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V 技术措施: 摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期 焊接工艺评定报告 单位名称 焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动)
急诊科质量考核检查表
武胜县中医医院急诊科医疗质量考核标准 总分:200分考核百分制得分=检查得分× 50% 检查人员:检查时间:年月日考核指标考核要点分值判定方法扣分备注 一、科室管理(25分)1、科室质量管理小组有效实行科室质量管理工作, 在“三基三严”培训及考核、落实核心制度及评估 检查、终末质量目标的确定及绩效考核等方面有计 划、有实施、有评估、有整改 5 无质控年度计划不得分。每月至少一次科内质量自查并有 记录,无不得分,记录不全酌情扣0.5~1分;对科内质量 自查发现的问题无改进措施扣2分/例次 2、建立有科内投诉处理程序,并有效实施 2 未建立投诉处理程序不得分。发生投诉经核实确属医务人 员过错所致,扣1~2分/次;有投诉无处理记录扣1分/次3、建立不良事件(包括意外、并发症、差错或事故 等)报告体系、制度与报告程序 2 未建立不得分。执行有缺陷扣0.5~2分 4、科室对发生的医疗纠纷案例于1周内召开讨论会 议,分析原因,确定纠纷性质,对存在缺陷的个人 和科室有处理意见、整改措施等 2 未制定相应的责任追究制度,不得分;未及时组织召开讨 论会议不得分;责任追究落实不到位,酌情扣1~2分/例 次;不配合医务科处理纠纷,扣2分/例次 5、病历归档及时,无病案丢失 5 病历归档不及时,每份病历每天扣0.5分;丢失病案倒扣5 分/例 6、无非法执业行为抽查归档病历和运行病历,发现有不具备独立执业资格的 人员独立执业,或有非卫生技术人员执业的(等级评审一 票否决),倒扣20分 7、制定科室应对突发公共事件应急预案,有培训 1 无预案、无培训不得分;抽查科室工作人员不能熟知应急 方案酌情扣0.5~1.0分 8、质量持续改进8 对职能部门反馈的问题,未整改扣2分/例次,执行有缺陷 的扣1分/例次 二、核心制度(85分)首诊负责制度、三级医师查房制度、疑难病例讨论制度、死亡病例讨论制度、危重病人抢救制度、会诊制度、术前讨论制度、输血管理制度、病历书写规范与管理制度及交接班制度等核心制度(重点查记录,分析内涵质量,记录流于形式可酌情扣分或不得分) 1、严格执行首诊负责制度,检查急诊留观病历和会 诊登记本,了解首诊负责制和转诊病人去向和登记 情况;诊断明确的患者收住院应实行专科专治原则 (以主要诊断为依据) 10 推诿病人扣5分/例次。生命体征不平稳的属其它专业范围 的病员未请相应专业的医生会诊协助处理扣5分/例次;经 确诊且病情已稳定的患者应转专科治疗,未按专科专治原 则收治扣5分/例次。上述各项可倒扣分
焊接工艺评定报告记录
焊接工艺评定报告记录
————————————————————————————————作者:————————————————————————————————日期:
钢结构焊接工艺评定报告 报告编号:HD-WPQ-2014-09-01 编制: 审核: 批准: 单位: 日期:年月日
表B.0.1 焊接工艺评定报告目录 序号报告名称报告编号页数 1 焊接工艺评定报告HD-WPQ-2014-09-01 1 2 焊接工艺指导书HD-WPS-2014-09-01 1 3 焊接工艺评定记录表HD-PDJL-01 1 4 附表1:弯曲报告 1 5 附表2:母材材质证明书(复印件) 1 6 附表3:焊材材质证明书(复印件) 5 7 8 9 10 11 12 13 14 15 16 17 18 19
20 表B.0.2 焊接工艺评定报告 共1页第1 页 工程(产品)名称评定报告编号HD-WPQ-2014-09-01委托单位工艺指导书编号HD-WPS-2014-09-01 项目负责人依据标准《钢结构焊接规范》(GB50661-2011) 试样焊接单位施焊日期2014,9,22 焊工资格代号01 级别一级 母材钢号Q235B 板厚或管径 x壁厚 T=14 轧制或热处理 状态 热轧生产厂家 马鞍山钢 铁化学成分和力学性能 C (%)Mn (%) Si (%) S (%) P (%) Cr (%) M o V Cu Ni B R eH(R el )(N/m㎡) Rm (N/m㎡) A (%) Z (% ) A KV (J) 标准≤0.2≤0.7≤0.3≤0.045≤0.045 ≤0.0 3-- -- -- -- -- ≥245 370-5 30 ≥20-- ≥34 合格证14 44 23 0.009 0.016 -- -- -- -- -- -- 270 415 27 -- 119 复验-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- C eq,11W (%)C+ Mn 6+ Cr+Mo+V 5+ Cu+Ni 15=-- P cm (%) C+ Si 30+ Mn+Cu+Cr 20+ Ni 60+ Mo 15+ V 10+5B=-- 焊接材料生产厂牌号类型直径 (mm) 烘干制度(℃×h)备注 焊条金桥焊材E4303 -- 4.0 -- -- 焊丝亨昌焊材SJ-50 -- 1.2 -- -- 焊剂或气体-- CO2-- -- -- 焊接方法GMAW焊接位置平焊接头形式T型熔透焊接工艺参数见焊接工艺评定指导书清根工艺背面清根 焊接设备型号NBC-500 电源及极 性 直流反接 预热温度(℃)-- 道间温度(℃)60~100 后热温度(℃)及时间(min)-- 焊后热处理-- 评定结论:本评定按《建筑钢结构焊接技术规程》GB50661-2011规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:合格。焊接条件及工艺参数范围按本评定指导书执行。
焊接工艺评定一览表
焊接工艺评定一览表版次编号共页 0顺序号第1 页 序号工艺 评定 编号 焊接 方法 母材焊接材料接 头 型 式 层/道 预热/层 间温度 热处理 规范参数 备注牌号厚度牌号规格 电流 (A) 电压 (V) 焊速 (cm/min) 1 QL001GTAW SMAW 15CrMoR δ30 H13CrMoA (ER55-B2) R307 (E5515-B2) φ2 φφ4 φ5 DU 1 1-n/1 1/1 2-n/1 ≥150 150-350 650℃/ 280min 125-140 120-130 160-180 190-210 14-16 22-26 10-13 12-18 氩气流量 9-11L/min 2 QL002 SMAW Q245R δ16 J427 (E4315) φφ4 φ5 DX 1/1 2-n/1 ≤300 100-120 150-170 180-200 22-26 12-16 3 QL003 SAW Q245R δ16 H08MnA /HJ431 (F4A2-H08A) φ4 DV 2 正反 1-3/1 500-600 36-38 38-40 4 QL004 GTAW Q245R δ6 H08Mn2SiA (ER49-1) φ2 DV 1 1-2/1 100-120 130-150 12-14 9-14 氩气流量 8-11L/min 5 QL005 SMAW Q345R δ6 J507 (E5015) φφ4 DV 2 1/1 2-n/1 100-130 150-165 22-25 22-26 12-16 6 QL006 SMAW Q345R δ16 (J507) E5015 φφ4 φ5 DX 1/1 2-n/1 100-130 150-170 180-200 22-26 13-16 7 QL007 GTAW Q345R δ6 H08Mn2SiA (ER50-6) φ2 DV 1 1-2/1 100-120 130-150 12-15 13-16 9-12 10-13 氩气流量 8-11L/min 8 QL008 GTAW Q345R δ16 H08Mn2SiA (ER50-6) φ2 DU 1 1-3/1 110-130 140-160 12-15 12-17 9-12 10-14 氩气流量 9-11L/min 1
技能考核评分记录表
收银员五级操作技能考核统分记录表 考生姓 名考号考评 员1 考评 员2 考评 员3 平均 分 1余珊140630010010200000188909190 2高艳侠140630010010200000278818280 3苏可140630010010200000384848785 4黄京生140630010010200000471747473 5魏瑜萍140630010010200000589888487 6李妍140630010010200000687908888 7李梦雯140630010010200000790909090 8郑慧林140630010010200000888898989 9龚书杰140630010010200000987869389 10黄庆超140630010010200001087878988 11刘家其140630010010200001178788681 12李昌珂140630010010200001286888285 13杨梅140630010010200001375747474 14陈艳140630010010200001476827879 15韩福艳140630010010200001587888587 16罗京140630010010200001686898587 17肖甜甜140630010010200001787858586 18唐晓娟140630010010200001889919291 19罗田140630010010200001996959796 20冉雪140630010010200002083888585 21魏芳芳140630010010200002189898989 22岳欢欢140630010010200002283858283 23程翔140630010010200002383858384
焊接工艺评定报告一览表
编制说明 根据“关于执行《承压设备焊接工艺评定》(NB/T 47014-2011)的意见(质检特函〔2011〕102号) ”文件精神,依据NB/T 47014-2011标准,质量安全部、焊试室共同将原有的焊接工艺评定进行了分类整理、补充。现有:符合JB4708-2000的工艺评定是187项;符合JB4734-2002《铝制焊接容器》的工艺评定是3项、符合《蒸汽锅炉安全技术监察规程》的工艺评定17项。另有符合GB50236-1998《现场设备、工业管道焊接工程施工及验收规范》的工艺评定13项、符合ASME锅炉压力容器规范(国际性规范)第Ⅸ卷的焊接工艺评定(2007版)评定1项。具体见目录。 需要说明的是: 1.焊接工艺评定编号: 编号由焊接工艺评定代号、顺序号、接头型式、试件规格、材料类组、焊接方法、坡口型式、焊接位置代号组成。 HGP-焊接工艺评定代号。 顺序号编排从001、002、003……。 接头型式代号:B——板对接;G——管对接;J——角接接头。 试件规格:板件用厚度表示;管件用直径×壁厚表示。 材料类组别号见相应评定标准。 焊接方法代号: S-手工电弧焊;W/S-手工钨极氩弧焊; M-埋弧自动焊;Q-气保焊;F-药芯焊丝自保护半自动焊。 坡口型式及代号见有关国家标准。如V——V型坡口;X——VX型坡口;K——K型坡口等。 焊接位置代号:1G——板对接平焊,或管对接水平转动;2G——板对接横焊,管对接垂直固定; 3G——板对接立焊;4G——板对接仰焊; 5G——管对接水平固定;6G——管对接45°固定; 2F——平角焊;3F——立角焊;4F——仰角焊;5F(5FG)——管板水平固定焊;6F(6FG)——管板45°固定焊。 1 / 22
急诊科科室质量控制记录本
精心整理张家港市中医医院 急诊科 医疗质量管理与持续改进 记录表 科室:急诊科年度:2015年度
医疗质量持续改进记录表填写要求1、科室成立以科主任为组长的医疗质量管理小组,并设有质控员。 2、本医疗质量持续改进记录表由科主任负责,质控员负责填写。 3、每年度科室要制订医疗质量持续改进计划及医疗质量控制指标。 4、科室根据医院的医疗质量控制重点内容制订每月医疗质量控制重点内容。 5、日常科室医疗质量持续改进记录表要求每月至少检查一次,并做好记录,根据存在问题制订整改措施,并对整改措施进行效果评价,由科主任审阅后签字负责。 6、每月底对科室质量控制情况进行认真总结,填写每月医疗质量控制总结,科主任签字后交医务科审查。 7、每年底对本年度科室医疗质量控制情况进行总结。 科室医疗质量管理小组成员及职责 科室医疗质量管理小组成员: 组长:龚正华成员:朱建新,顾海萍,顾颖军质控员:顾颖军科室医疗质量管理小组职责: 科室医疗质量管理小组负责科室医疗质量管理,制定科室医疗质量管理措施和考核办法,督促医务人员执行各项规章制度和诊疗规范,对科室的医疗质量进行检查和考核。科室主任是科室质量管理的第一责任人。 2015年度急诊科室质量控制计划 、需要改进的内容 (一)医疗制度、医疗技术1、重点抓好各项医疗核心制度的落实和急诊诊治规范和流程的学习:主要包括首诊 负责制度、三级医师查房制度、疑难危重病例讨论制度、会诊制度、危重患者抢救制度、分级护理制度、死亡病例讨论制度、交接班制度、病历书写规范、查对制度、抗菌药物分级管理制度、知情同意谈话制度等。 2、加强医疗质量关键环节的管理,落实患者安全目标。 3、加强全员质量和安全教育,牢固树立质量和安全意识,提高全员质量管理与改进的意识和参与能力,严格执行医疗技术操作规范和常规。 4、加强全员培训,医务人员“基础理论、基本知识、基本技能”必须人人达标。 (二)病历书写1、《门诊病历书写规范》的学习领会,《住院病历质量检查评分表》讲解
技能考核评分记录表
考件编号: 姓名: 准考证号: 单位: 一. 比较矿井机械通风中抽出式和压入式通风区别及两者在井下停风情 况优缺点?(40分) 答: 1. 抽出式通风 通风机位于系统的出口端, 借助通风机的抽力, 使新鲜空气从进风井流入井内, 经出出风井排出。 2. 压入式通风 设备位于系统的入口处, 新鲜的空气借助通风机的动力压入井内, 并克服矿井巷道阻力,由出风井排出。 3. 两种通风方式的比较 抽出式通风由于是负压通风,一旦通风机停转,井下的空气压力会略有升高,瓦斯涌出量就会减少,有抑制瓦斯的作用; 压入式通风由于是正压通风,一旦通风机停转,井下的空气压力会下降,瓦斯涌出量会增加,是安全受到威胁,一般禁用。 二、简述对矿井主要通风机反风装置意义及要求?(30分) 答:主要通风机反风装置是用来使井下风流反向的一种设施,以防治进风系统发生瓦斯煤尘爆炸和火灾事故时,产生的有毒有害气体进入采掘工作面或其他作业区域,免遭事故危害。 重要反风装置应符合以下几个方面的安全要求: h 2 3 h
考件编号:姓名:准考证号:单位: (1)动作灵敏,能在10min内给边巷道中的风流方向。(2)结构要严密,漏风少,且坚固可靠。(3)当风流方向改变后,主要通风机的供给风量不应小于正常供风量的40%。(4)定期进行检修。每季度应至少检查1次反风装置,确保反风装置处于良好状态。(5)每年应进行1次反风演习;矿井通风系统有较大变化时,应进行1次反风演习。(6)所有操作开关应集中安装,便于值班司机一个人独立操作。 三、简述主通风机检修内容?(30分) 答: 1、检查电动机的前后轴承发现问题要按型号更换轴承,并更换润滑油脂。 2、检查风机叶轮部分,叶片是否松动;叶片的安装角是否与先设定的相同,发现问题要及时处理。 3、时常检查电动机轴承润滑油脂,若发现油脂变黑或有杂质,应及时加换相应牌号的润滑油。风机可以在运行过程中加注润滑油,停机时,可将排油口打开排除废弃油脂。 4、根据主扇风机的性能和各部件的磨损情况,作不定期的检查和维护。 5、严格按照矿井实际需要风量,对风机叶片角度进行调整,使风机的运行达到最佳效果。 6、严格进行综合保护装置的检查、试验及维护,使其灵敏可靠。
急诊科科室质量控制记录本(2015)
创作编号:BG7531400019813488897SX 创作者:别如克* 张家港市中医医院 急诊科 医疗质量管理与持续 改进 记录表 科室:急诊科
年度:2015年度
医疗质量持续改进记录表填写要求 1、科室成立以科主任为组长的医疗质量管理小组,并设有质控员。 2、本医疗质量持续改进记录表由科主任负责,质控员负责填写。 3、每年度科室要制订医疗质量持续改进计划及医疗质量控制指标。 4、科室根据医院的医疗质量控制重点内容制订每月医疗质量控制重点内容。 5、日常科室医疗质量持续改进记录表要求每月至少检查一次,并做好记录,根据存在问题制订整改措施,并对整改措施进行效果评价,由科主任审阅后签字负责。 6、每月底对科室质量控制情况进行认真总结,填写每月医疗质量控制总结,科主任签字后交医务科审查。 7、每年底对本年度科室医疗质量控制情况进行总结。 科室医疗质量管理小组成员及职责 科室医疗质量管理小组成员: 组长:龚正华 成员:朱建新,顾海萍,顾颖军 质控员:顾颖军 科室医疗质量管理小组职责: 科室医疗质量管理小组负责科室医疗质量管理,制定科室医疗质量管理措施和考核办法,督促医务人员执行各项规章制度和诊疗
规范,对科室的医疗质量进行检查和考核。科室主任是科室质量管理的第一责任人。 2015年度急诊科室质量控制计划 一、需要改进的内容 (一)医疗制度、医疗技术 1、重点抓好各项医疗核心制度的落实和急诊诊治规范和流程的学习:主要包括首诊负责制度、三级医师查房制度、疑难危重病例讨论制度、会诊制度、危重患者抢救制度、分级护理制度、死亡病例讨论制度、交接班制度、病历书写规范、查对制度、抗菌药物分级管理制度、知情同意谈话制度等。 2、加强医疗质量关键环节的管理,落实患者安全目标。 3、加强全员质量和安全教育,牢固树立质量和安全意识,提高全员质量管理与改进的意识和参与能力,严格执行医疗技术操作规范和常规。 4、加强全员培训,医务人员“基础理论、基本知识、基本技能”必须人人达标。 (二)病历书写 1、《门诊病历书写规范》的学习领会,《住院病历质量检查评分表》讲解和学习; 2、门诊病历书写中的规范,字迹的清楚性; 3、全面准确完成体格检查; 4、上级医生查房的及时性和记录内容的规范性;
不锈钢焊接工艺评定
受控状态文件编号:OF/GYHJ-01发放编号00版本号:A版 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日
编号:PQR-01焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 2
一、焊接工艺评定任务书(表 1) 3 母材 牌号 0Gr18Ni9 接 头 示 意 图 规格 D60×4.0 焊 接 材 料 焊条 牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂 牌号 规格 焊接方法 手工氩弧焊 其他 技 术 要 求 焊缝外观质量 √ 射线探伤 √ 其他 ∕ 机 械 性 能 拉伸(GB228) 数 量 2 件 冲击 ∕ 弯曲 (GB232) 项目 数量 各 项 指 标 面弯 2 件 弯曲直径 12 热影响区 ∕ 背弯 2 件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕ 弯曲角度 180° 其他 ∕ 金相 宏观 ∕ 微观 ∕ 晶间腐蚀 ∕ 合 格 标 准 外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透 X 射线探伤 JB/T 4730.2-2005 射线检测 ∕ 机 械 性 能 拉伸 GB228 金 相 宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观 ∕ 其他 ∕ 金 相 ∕ ∕ 晶间腐蚀 ∕ 编制 桑叶 日期 2010.04.20