乙醇-正丙醇体系的精馏实验研究
乙醇-正丙醇体系的精馏实验研究
摘要:在常压操作条件下,利用筛板塔对乙醇-正丙醇体系进行了实验研究,采用间歇精馏与连续精馏结合的方法,得到了摩尔分数达97.41%(乙醇)的塔顶产品,实现了较为高效的分离效果,实验考察了回流比、加热电压、进料量等操作参数对精馏过程的影响,测定了塔内温度分布曲线,确定了第八块塔板为灵敏板,并根据实验提出了创新性建议。
关键词:筛板塔,连续精馏,间歇精馏,乙醇-正丙醇体系
Experimental S tudy on D istillation of Ethanol-n-propanol
S ystem
Abstract:The experiment was carried out in ethanol-n-propanol system at normal pressure by using sieve-tray.When adopt the method of combination of continuous distillation and batch distillation,the mole fraction of product in the top of tower was obtained up to97.41%(ethanol). In this study,a more efficient separation was achieved.The effects of operating parameters including reflux ratio,heating voltage and velocity of feed on the distillation process was investigated,and the temperature distribution curve of the sieve-tray tower was measured.It was found that the eighth block tray was the sensitive plate.Also,some innovative proposals were presented for the experiment.
Key Words:Sieve-tray;Continuous Distillation;Batch Distillation;Ethanol-n-propanol System
精馏是化工生产中常用的分离方法,是利用液体混合物中各组分的挥发度差异进行分离的操作过程,在化工等领域有广泛的应用。在连续精馏中,料液自塔的中部某适当位置连续加入塔内。塔顶设有冷凝器将塔顶蒸汽冷凝为液体,冷凝液的一部分回入塔顶,成为回流液,其余作为馏出液连续排出。在塔内上半部,上升蒸汽和回流液体之间进行着逆流接触和物质传递。塔底部装有再沸器以加热液体产生蒸汽,蒸汽沿塔上升,与下降的液体逆流接触并进行物质传递,塔底连续排出部分液体作为塔底产品[1]。间歇精馏又称分批精馏,是小批量、高附加值化工产品生产中常用的分离技术[2]。间歇精馏为非定态过程,全塔均为精馏段,釜液组成降至一定值后一次性排出。本文采用精馏实验装置对乙醇-正丙醇体系的分离进行了相关研究。
1实验部分
1.1研究方法
本实验采用乙醇-正丙醇体系,在常压操作条件下,利用精馏分离装置,通过间歇精馏、连续精馏过程和改变加热电压、回流比等操作条件,得到了纯度和产量都很高的产品,实现了较为高效的分离,实验考察了加热电压、回流比等操作参数对精馏过程的影响。
1.2试剂与仪器
1.2.1试剂
无水乙醇(分析纯,北京化工厂),正丙醇(分析纯,北京化工厂)
1.2.2仪器
WYA-2D型阿贝折光仪(上海光学仪器厂);
501A型超级数显恒温水浴(上海浦东跃欣科学仪器厂);
501-温度调节仪;
ARD110型电子精密天平(美国奥豪斯);
DES-Ⅱ计算机控制精馏实验装置;
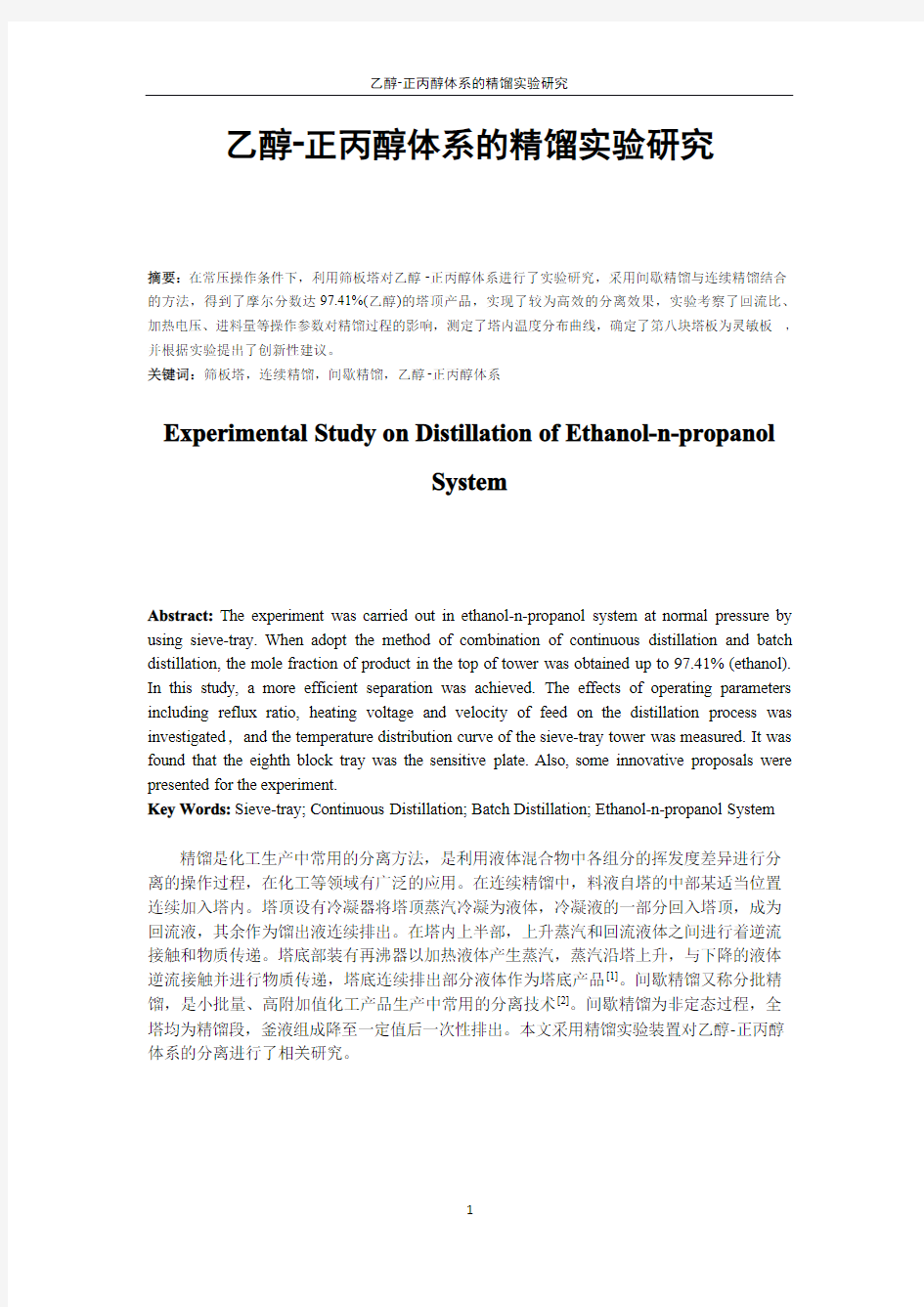
本实验的流程如图1所示,主要由精馏塔、回流分配装置及测控系统组成。
图1精馏实验装置
1、塔顶冷凝器;
2、回流比分配器;
3、塔身;
4、视盅;
5、塔釜;
6、控温加热器;
7、冷却水转子流量计;8、塔釜液位计;9、塔釜加热器;10、进料流量计;11、放空阀;12、π形管;
13、塔釜产品冷却器;14、进料罐进料口;15、进料罐;16、进料泵;
17、进料罐液位计;18、旁路调节阀
精馏塔主要参数[3]:精馏塔为筛板塔,全塔共12块塔板,塔身的结构尺寸为:塔径φ(57×3.5)mm,塔板间距80mm;溢流管截面积78.5mm2,溢流堰高12mm,底隙高度6mm;每块塔板开有43个直径为1.5mm的小孔,正三角形排列,孔间距为6mm,在塔身第9块板和第8块板之间的区域是视盅蒸馏釜尺寸为φ108mm×4mm×400mm。塔釜装有液位计、电加热器(1.5KW)、控温电加热器(200W)、温度计接口、测压口和取样口。塔顶冷凝器为一蛇管式换热器,换热面积0.06m2,蒸汽通过管外,冷凝水通过管内。
回流分配装置[3]:回流分配装置由回流分配器与控制器组成。操作者可以在控制器上设置采出时间和回流时间,回流分配器依据电磁原理工作。
测控系统:在本实验装置中,利用人工智能仪表可以分别测定全塔压降、加热电压、回流比、塔釜温度、塔身伴热温度、塔釜加热温度、进料温度,以及第1、3、5、7、11块板的温度,测量简便、快捷。
物料浓度分析[3]:由于乙醇和正丙醇的折射率存在差异,且其混合物的质量分数与折射率有良好的线性关系,故可用阿贝折光仪分析料液的折射率,从而得到质量浓度,进而得到摩尔浓度。
1.3实验操作
1.3.1实验准备
(1)对乙醇和正丙醇溶液进行标定,得到计算公式:w=59.4051-43.1034n
(2)配好50%的(以乙醇摩尔分数表示,下同)的乙醇-正丙醇料液,进料,使塔釜液面达250~300mm。
1.3.2全回流
(1)启动塔釜加热及塔身伴热,塔板上有料液时,打开冷却水控制阀;
(2)进行全回流操作,操作稳定后,在塔顶、塔釜取样分析,记录各操作参数。
1.3.3第一次间歇精馏
调节回流比为2,收集塔顶馏出液,过程中不断调节回流比,使塔顶馏出液维持在较高纯度,直至回流比为4都不能维持塔顶浓度。
1.3.4连续精馏
间歇精馏一段时间后,改用连续精馏,进料量在40mL/min左右,塔底釜液采出,调节回流比和加热电压,使塔顶产品维持在较高浓度。
1.3.5第二次间歇精馏
料液进完后,关闭进料泵和进料阀等相关阀门,进行间歇精馏操作,操作过程和3相同。
上述实验操作中,全回流操作是为了使精馏塔内达到稳定状态;第一次间歇精馏主要有两个优点,一是全塔都为精馏段,易得到浓度很高的塔顶产品,二是可以调整塔内浓度分布,使连续精馏部分的加料位置更趋于合理;连续精馏可以获得较高的产量,塔釜浓度不会一直下降,操作稳定;第二次间歇精馏在时间剩余的情况下进行,可获得更多的塔顶馏出液。
2分析与讨论
2.1实验前期分析
2.1.1实验中的限制因素
本实验目的是提取尽可能多的高浓度塔顶产品,实验中的限制因素主要有四个:理论板数、进料位置、加热电压和操作时间。理论板数和进料位置的限制导致产品浓度和产量难以同时达到最高;加热电压和操作时间主要限制塔顶产品采出量。
2.1.2实验中可直接控制的条件
主要有以下六项:回流比、塔釜加热电压、进料量、进料位置、冷却水流量和塔釜液位。进料热状态q不能选择。
(1)回流比R
当塔釜加热量和进料量一定时,由物料衡算可知,增大回流比,将导致产量的下降,同时,操作的推动力增大,精馏段和提馏段的液量增大。但在本实验操作范围内,气量和液量增大的结果会使塔顶产品浓度下降,塔顶温度上升,精馏塔板效率下降。因此,在不考虑能耗时,回流比的选择就已经是个调优的问题,需要在以上三方面进行权衡。
(2)塔釜加热电压U
在回流比、进料量一定时,增大塔釜加热电压,可使塔顶产品产量增大,同样会使塔内气量与液量增大,板效率下降,从而影响塔顶产品浓度。因此塔釜加热电压的选择需要在以上两方面进行权衡。
(3)进料量
在回流比和塔釜加热量一定时,增大进料量F,会使精馏段气量降低(冷液进料),从而塔顶产量减小,塔釜产量增大,釜浓度x w增大,精馏段气量V减小,在实验操作范围内,精馏段的板效率会适当提高。因此进料量的选择主要是在以上三方面进行权衡。
(4)进料位置
对于实验所用精馏塔,只能从第五块或第七块板进料。经过作梯级图分析,可知第七块板进料,已是过早进料,因此本实验选择第七块进料。
(5)冷凝水流量
实验中,需保证提供的冷凝水能够将塔顶蒸汽全部冷凝。
(6)塔釜液位
对于塔釜液位,需打开π型管上端两个阀门中的一个,使塔釜液位处于适当的位置(塔釜高度1/2-2/3高处)。
通过以上分析可知,回流比R、塔釜加热电压U、进料量F的选择是调优问题,直接决定着操作工况。在实验操作范围内,可选择一个最佳(R,U,F)组合,使产品浓度和产量达到最大化。
2.2实验结果讨论
2.2.1灵敏板的确定以及操作工况优劣的判断
实验在全回流稳定后,有一段间歇精馏过程,在采出轻组分的同时还能用于灵敏板的确定。间歇精馏时,将回流比(外回流比)从2上升至4,在各回流比下,得到3组塔板序号-温度的分布图(第13块板表示塔釜),如图2所示。
图2间歇精馏时各板的温度变化
由图2可看出,第8块板的温度对操作工况最为敏感,第9块也较敏感,但第7块板温度变化较小。但第8、9块板为视盅所在位置,并没有测温计,且散热量较大,有较多蒸汽在此冷凝并回流。因此无法依靠测量灵敏板的温度来监测塔的工况。
本实验目的是为了获得高浓的轻组分,第一块板指示的温度是产品的露点温度,此处温度可直接测得,读数方便,因此只要测量元件足够精确,就能根据第一块板所指示的温度来判断产品组成和塔操作工况的优劣。实验发现第一块板的指示温度对回流比、塔釜加热量和加料量都很敏感,变化速度快,且总是朝着预期的方向变化,为说明此点,摘抄部分实验数据于表1。表1不同工况下第一块板液层温度的变化
据此分析,第一块板虽不如灵敏板对温度敏感,但在本实验中可起到指示作用,且其能直接指示产品的组成,选择其作为塔操作工况优劣的判断指标之一是可行的。
2.2.2连续精馏过程板效率
实验过程中最重要的一部分是连续精馏,这部分采出量大,同时塔顶浓度也达到要求。实验过程中,回流液有一个自然冷却的过程,为冷液回流。回流液温度取为50℃,此时回流液的热状况参数q′=1.11,基于此值和实验测量的数据,做出了连续精馏两种工况稳定下的梯级图,如图3、图4所示。
表2连续精馏时,2个稳定工况下的塔顶组成与塔釜组成
进料流量
F/ml min -1
加热电压U/V 回流比R 第一块板温度T 40
100379.240
93379.2-79.140
87379.140
93379.1-79.240
93479.2-79.340
87379.14587379.1-79.2
图3
连续精馏梯级图(R=3,U=87V,F=50ml/min )
图4连续精馏梯级图(R=4,U=116V,F=50ml/min )
由图3、图4可得以下结论:
(1)在R=3,U=87V,F=50ml/min 的连续精馏工况(工况1)下,精馏段有5.7块理论板,提馏段有3.8块理论板;实际精馏段有6块板,提馏段有6块板和塔釜。由此得出全塔效率约为70.83%,说明工况控制较好;精馏段效率为95%,提馏段效率为46.6%。提馏段的气量进料流量F/ml min -1加热电压U/V 回流比R 塔顶组成x D 塔釜组成x W 工况1
408730.97410.3224工况24011640.98080.3654
和液量均大于精馏段,说明气量和液量过高的时侯,板效率会下降,且影响较大。
(2)在R=4,U=116V,F=50ml/min 的连续精馏工况(工况2)下,精馏段理论板数均为5.7块,提馏段为3.3块,全塔效率为66.67%,精馏段效率为95%,提馏段效率为38.33%,精馏段效率高于提馏段效率。
(3)比较上述两种工况,工况2相对于工况1回流比和加热电压大,这样工况2精馏塔内的气量和液量都大于工况1,工况2的操作推动力更大,而板效率却较小。从表2中得到,前者,后者,所以综合结果是推0.3224,0.9741W D x x ==0.3652,0.9808W D x x ==动力的增大影响更大,最终使塔顶浓度增大,但是根据物料衡算,采出率却减小了。
(4)两种工况均是过早加料,降低了塔板分离能力。对于工况1,假设理论板数保持不变,仅将加料位置下降一块板而其余操作条件都不变,塔顶浓度仍为97.41%,作梯级图如图5所示,可知此时将从0.3224至降低至0.210,提高了塔顶采出率,据物料衡算,W x 相对于实际加料板,稳态时的塔顶产品采出率从55.83%增加到了76.00%。
图5加料板降低一块理论板条件下的梯级图(R=3,U=87V,F=50ml/min )
(5)如在加料板上一块板进料,其余条件不变,同样要求使塔顶组成达到97.41%。从图5可以发现在加料位置处,提馏段操作线都已经位于平衡线之上了,这说明此分离要求在该条件下是不可能达到的。这意味着当精馏段板效率过低而使精馏段理论板数过少时,塔顶产品浓度必然下降。若相对于原来的工况2,保持其塔釜浓度不变,进行操作型计算,可得出其梯级图如图6所示,塔顶浓度为,组成变化得很小。
0.9724D x =
图6加料板上升一块理论板条件下的梯级图(R=3,U=87V,F=50ml/min)
3创新性建议
3.1对实验设备的建议
3.1.1进料罐料液出口位置下移
进料罐料液出口位置下移可使进料罐中的料液得到充分利用。
3.1.2预热原料液
为得到不同的进料热状态参数值,可在进料阀前加一个预热装置,这样就可以得到不同的进料温度和q值,可探索冷液进料、泡点进料等不同工况对精馏实验的影响。
也可以将原料液用于塔顶蒸汽的冷凝,通过调节管路中的料液量,使原料液达到不同的热状态,既节省了能量,又可用于实验研究。
3.1.3视盅下移
由结果讨论的2.2.1可知,第8块板附近是温度灵敏板,而此处由于是视盅所在处而不能测温,在视盅处有部分蒸汽被冷凝而回流,建议将视盅放在最后一块板上,使视盅冷凝下的液体回到塔釜,同时减小了散热造成的内回流对精馏操作的影响。
3.1.4减小视盅散热
关于视盅,还应尽量较小此处的散热量。因为视盅应该准确反映塔内提馏段的汽液接触状况,而散热会造成视盅内上升的气相部分会冷凝为液相,然后回到板上,这样视盅内的汽量和液量就会比提馏段其它板的大,其汽液接触状况就不能真实反映其它板的接触状况。因此要尽量减少散热量,减少气相冷凝量。为做到此,可以采用真空玻璃[4],能大大降低散热量,或者在玻璃外层贴上透明隔热膜,例如ITO透明隔热薄膜、铟锡氧化物透明隔热膜。
对于视盅处的法兰,其热导率大,散热量很大,造成的上升蒸汽被冷凝的量也很大,因此对法兰的保温措施也很重要,例如可以在外面包裹一层石棉材料。
此外,塔身其它部分的法兰散热量也应尽量减小,而化工过程中40%一70%的能耗用于分离,而精馏能耗又占其中的95%[5]。因此对各处法兰进行保温。
3.1.5利用气相色谱进行浓度分析
本实验浓度分析采用的是阿贝折光仪测定折射率的方法,有一定的实验误差,如采用气相色谱法进行分析,所得浓度准确度高,也可提高学生使用气相色谱进行浓度分析的能力。
3.1.6在塔顶回流处设置温度测量计
由结果讨论的2.2.2可知,回流液是呈冷液回流的状态。例如工况1,外回流比为3,内回流比为3.3,分析得出的板效率结果相差较大。图7是未考虑冷液回流时的梯级图。相对于图3考虑冷液回流时的分析结果,提馏段多出2.5块理论板,全塔效率误差很大。因此建议在塔顶回流处设置温度测量计,准确测量回流液温度,以确定实际内回流比,能够准确测定全塔效率。
图7未考虑冷液回流时的梯级图
3.2创新性精馏实验
在各种分离技术中,精馏在工业应用和技术发展方面都最为成熟,但面对工业发展的挑战,精馏仍期待有更大的技术突破[6]。
3.2.1采用具有回流段精馏柱的小型精馏装置
袁海宽[7]等采用具有回流段精馏柱的小型精馏装置,省去了回流控制与回流操作,对乙醇-水及丙醇-异丙醇进行了间歇精馏,发现该装置操作控制简单容易、产品质量稳定、精馏速度快,有良好的应用前景。本实验装置可以改造成有回流段的小型内回流装置,将精馏段上部改为回流段,回流段采用精馏柱外部设置夹套的方法,夹套通冷却介质,精馏柱内装分离填料,进行相关的探索和研究。
3.2.2超重力精馏研究
栗秀萍[8]等在常压操作条件下,以乙醇-水为物系,通过正交试验,进行了超重力连续精馏的传质性能研究,但目前超重力精馏技术的工业化尚缺乏充足的理论基础与应用研究。为此,我们可以利用北京化工大学超重力工程研究中心在超重力技术方面的优势进行相关研究。
参考文献:
[1]陈敏恒,丛德滋,方图南等.化工原理(上):第三版[M].北京:化学工业出版社,2006:49,60.
[2]时均,余国琮,等.化学工程手册:第二版[M].北京:化学工业出版社,1996:13.
[3]杨祖荣.化工原理实验[M],北京:化学工业出版社,2004:77-78.
[4]缪宏,张瑞宏等.真空玻璃传导和对流传热机理研究[J].玻璃,2007,2:7-12.
[5]Humphrey J L,Seibert A F.Separation technologies:an opportunity for energy savings[J]. Chem Eng Prog,1992,88(3):32?41.
[6]?.Olujic,M.J?decke.Equipment improvement trends in distillation[J].Chem.Eng.Prog.2009, 48:1089-1104.
[7]袁海宽,韦藤幼等.采用回流段的小型精馏装置[J].化工设计,2004,14(30):26-27.
[8]栗秀萍,刘有智等.超重力连续精馏过程初探[J].现代化工,2008,28:75-79
双液系的气液平衡相图
实验五双液系的气液平衡相图 摘要: 本实验利用阿贝折射仪测定液体和蒸气的组成,并用折光率确定双组分体系的组成,绘制在一大气压下水——正丙醇双液系的气液平衡相图,从而确定其最低恒沸点温度及恒沸混合物的组成。 关键词: 双液系气液平衡相图最低恒沸点 Abstract: This experiment using abbe refraction analyzer to measure liquid and the composition of the steam, and determine the refractive index of the two components system composition, draw in a water-was propanol, atmospheric pressure double liquid gas and liquid of the department of equilibrium phase diagram, so as to determine the minimum constant boiling point temperature and the composition of the azeotropic mixture. Key-words: bi-liquid system gas-liquid equilibrium phase-graph lowest constant boiling point 前言: 一、实验原理 在常温下,两液态物质混合而成的体系称为双液系。两液体若只能在一定比例范围内互相溶解,称为部分互溶双液系,若两液体能以任意比例相互溶解,则称为完全互溶双液系。例如:苯-乙醇体系,正丙醇-水体系,环己烷—乙醇体系都是完全互溶双液系,苯-水体系则是部分互溶双液系。 液体的沸点是指液体的蒸气压与外压相等时的温度。在一定的外压下,纯液体的沸点有确定的值。但对于双液系来说,沸点不仅与外压有关,而且还与双液系的组成有关,即与双液系中两种液体的相对含量有关。 双液系在蒸馏时具有另一个特点是:在一般情况下,双液系的气相组成和液相组成并不相同。因此原则上有可能用反复蒸馏的方法,使双液系中的两液体互相分离。 通常用几何作图的方法将双液系的沸点对其气相、液相组成作图,所得图形称为双液系T-x相图,在一定温度下还可画出体系的压力P与组成的P-x关系图。完全互溶双液系在恒定压力下的气液平衡相图可分为三类: 如果溶液与拉乌尔定律的偏差不大,在T—x图上,溶液的蒸汽压和沸点介于A,B两纯组分蒸汽压及沸点之间,如甲苯-苯体系(图5-1)所示,为第一类。 实际溶液由于A—B两组分的相互影响,常与拉乌尔定律有较大的偏差。在T—X图上
乙醇-正丙醇精馏塔设计说明书
化学与环境工程学院 《化工原理》课程设计 设计题目:年产量1.5万吨乙醇-正丙醇精馏塔设计 专业班级: 指导教师: 学生姓名: 学号: 起止日期 2011.06.13-2011.06.24 目录 1.设计任务 (2) 2.设计方案 (3) 3.1 物料衡算 (6) 3.2 摩尔衡算 (7) 4.塔体主要工艺尺寸 (7) 4.1 塔板数的确定 (7) 4.1.1 塔板压力设计 (7) 4.1.2 塔板温度计算 (8) 4.1.3 物料相对挥发度计算 (9) 4.1.4 回流比计算 (9) 4.1.5 塔板物料衡算 (10) 4.1.6 实际塔板数的计算 (11) 4.1.7 实际塔板数计算 (12) 4.2 塔径计算 (12) 4.2.1 平均摩尔质量计算 (12) 4.2.2 平均密度计算 (13)
4.2.3 液相表面张力计算 (14) 4.2.4 塔径计算 (14) 4.3 塔截面积 (15) 4.4 精馏塔有效高度计算 (15) 4.5 精馏塔热量衡算 (16) 4.5.1 塔顶冷凝器的热量衡算 (16) 4.5.2 全塔的热量衡算 (18) 5.板主要工艺尺寸计算 (21) 5.1 溢流装置计算 (21) 5.1.1 堰长 l (21) w 5.1.2 溢流堰高度 h (21) W 5.1.3 弓形降液管宽度W d和截面积A f (22) 5.1.4 降液管底隙高度h0 (22) 5.2 塔板布置 (22) 5.2.1 塔板的选用 (22) 5.2.2 边缘宽度和破沫区宽度的确定 (23) 5.2.3 鼓泡区面积的计算 (23) 5.2.4 浮阀的数目与排列 (23) 5.3 阀孔的流体力学验算 (25) 5.3.1 塔板压降 (25) 5.3.2 液泛 (26) 5.3.3 液沫夹带 (27) 5.3.4 漏液 (29) 6.设计筛板的主要结果汇总表 (30)
乙醇水精馏塔设计
⑴综合运用“化工原理”和相关选修课程的知识,联系化工生产的实际完成单元操作的化工设计实践,初步掌握化工单元操作的基本程序和方法。 ⑵熟悉查阅资料和标准、正确选用公式,数据选用简洁,文字和工程语言正确表达设计思路和结果。 ⑶树立正确设计思想,培养工程、经济和环保意识,提高分析工程问题的能力。二、设计任务及操作条件在一常压操作的连续精馏塔分离乙醇-水混合物。 生产能力(塔顶产品)3000 kg/h 操作周期 300 天/年 进料组成 25% (质量分数,下同) 塔顶馏出液组成≥94% 塔底馏出液组成≤0.1% 操作压力 4kPa(塔顶表压) 进料热状况泡点 单板压降:≤0.7 kPa 设备型式筛板 三、设计容: (1) 精馏塔的物料衡算; (2) 塔板数的确定: (3) 精馏塔的工艺条件及有关物件数据的计算; (4) 精馏塔的塔体工艺尺寸计算; (5) 塔板主要工艺尺寸的计算; (6) 塔板的流体力学验算: (7) 塔板负荷性能图; (8) 精馏塔接管尺寸计算; (9) 绘制生产工艺流程图; (10) 绘制精馏塔设计条件图; (11) 对设计过程的评述和有关问题的讨论。 [ 设计计算 ] (一)设计方案选定 本设计任务为分离水-乙醇混合物。 原料液由泵从原料储罐中引出,在预热器中预热至84℃后送入连续板式精馏塔(筛板塔),塔顶上升蒸汽流采用强制循环式列管全凝器冷凝后一部分作为回流液,其余作为产品经冷却至25℃后送至产品槽;塔釜采用热虹吸立式再沸器提供气相流,塔釜残液送至废热锅炉。 1精馏方式:本设计采用连续精馏方式。原料液连续加入精馏塔中,并连续收集产物和排出残液。其优点是集成度高,可控性好,产品质量稳定。由于所涉浓度围乙醇和水的挥发度相差较大,因而无须采用特殊精馏。 2操作压力:本设计选择常压,常压操作对设备要求低,操作费用低,适用于乙醇和水这类非热敏沸点在常温(工业低温段)物系分离。 3塔板形式:根据生产要求,选择结构简单,易于加工,造价低廉的筛板塔,筛板塔处理能力大,塔板效率高,压降较低,在乙醇和水这种黏度不大的分离工艺中有很好表现。 4加料方式和加料热状态:加料方式选择加料泵打入。由于原料温度稳定,为减少操作成本采用30度原料冷液进料。
双液系的气—液平衡相图
实验五双液系的气—液平衡相图 一、实验目的 1、绘制在标准压力下乙醇-正丙醇体系的沸点组成图,并确定其恒沸点及恒沸组成; 2、熟练掌握测定双组分液体沸点的方法及用折光率确定二组分物系组成的方法; 3、掌握超级恒温槽、阿贝折射仪、气压计等仪器的使用方法。 二、实验原理 1、相图 任意两个在常温时为液态的物质混合起来组成的体系称为双液系。两种溶液若能按任意比例进行溶解,称为完全互溶双液系,如环已烷-乙醇、正丙醇-乙醇体系都是完全互溶体系。若只能在一定比例范围内溶解,称为部分互溶双液系,例苯-水体系。 在完全互溶双液系中,有一部分能形成理想液态混合物,如苯-甲苯系统,二者的行为均符合拉乌尔定律,但大部分双液系是非理想液态混合物,其行为与拉乌尔定律有偏差。 液体的沸点是指液体的蒸气压与外界压力相等时的温度。在一定外压下,纯液体的沸点有其确定值,但双液系的沸点不仅与外压有关,而且还与两种液体的相对含量有关。双液系两相平衡时的气相组成和液相组成并不相同。 通常用几何作图的方法将双液系的沸点对其气相和液相的组成作图,所得图形叫双液系的沸点T(或t)-组成(x)图,即T(或t)—x图。它表明了沸点与液相组成和与之平衡的气相组成之间的关系。 在恒定压力下,二组分系统气液达到平衡时,其沸点-组成(t-x)图分三类: (1)混合液的沸点介于A、B二纯组分沸点之间。这类双液系可用分馏法从溶液中分离出两个纯组分。如苯-甲苯系统,此时混合物的行为符合拉乌尔定律或对拉乌尔定律的偏差不大。如图5-1(a)所示。 (2)有最低恒沸点体系,如环已烷-乙醇体系,t—x图上有一个最低点,此点称最低恒沸点,在此点相互平衡的液相和气相具有相同的组成,此时混合物的行为对拉乌尔定律产生最大正偏差,如图5-1(b)所示。对于这类的双液系,用分馏法不能从溶液中同时分离出两个纯组分。 (3)有最高恒沸点体系,如氯仿-丙酮体系,t—x图上有一个最高点,此点称最高恒沸点,在此点相互平衡的液相和气相具有相同的组成,此时混合物的行为对拉乌尔定律产生最大负偏差,如图5-1(c)所示。对于这类的双液系,用分馏
乙醇和正丙醇物系分离系统的设计
北京理工大学珠海学院 课程设计任务书 2011 ~2012学年第一学期 学生姓名:谢威宁专业班级:09化工1班 指导教师:李青云工作部门:化工与材料学院 一、课程设计题目乙醇和正丙醇物系分离系统的设计 二、课程设计内容(含技术指标) 1.设计条件 生产能力:25000吨/年(每年按300天生产日计算) 原料状态:苯含量40%(wt%);温度:25℃;压力:100kPa;泡点进料; 分离要求:塔顶馏出液中苯含量99%(wt%);塔釜苯含量2%(wt%)操作压力:100kPa 其它条件:塔板类型:浮阀塔板;塔顶采用全凝器;R=1.9R m 2.具体设计内容和要求 (1)设计工艺方案的选定 (2)精馏塔的工艺计算 (3)塔板和塔体的设计 (4)水力学验算 (5)塔顶全凝器的设计选型 (6)塔釜再沸器的设计选型 (7)进料泵的选取 (8)绘制流程图 (9)编写设计说明书 (10)答辩
三、进度安排 时间设计安排 10.26—10.28 设计动员,下达任务书,查阅资料,拟定设计方案,方案论证,物性数据计算 10.28—11.11 工艺计算(物料衡算、确定回流比、计算理论板层数、实际板层数、实际进料板位置) 11.11—11.18 塔结构设计(物性数据的计算、塔径计算、塔结构尺寸的计算、水力学性能校验、负荷性能图及塔高的计算) 11.18—11.25 热量衡算;附属设备的选型和计算 11.25-12.02 绘制带控制点的工艺流程图(CAD图) 12.02—12.09 绘制带控制点的工艺流程图,(借图板和丁字尺,手工绘制图)12.09—12.16 编写设计说明书,答辩要求 2012.01.03 将说明书及图纸装订并提交 2012.1.4—1.5 答辩 四、基本要求 序号设计内容要求 1 设计工艺方案的选定精馏方式及设备选型等方案的选定和论证(包括 考虑经济性;工艺要求等)绘制简单流程图 2 精馏塔的工艺计算物料衡算,热量衡算,回流比、全塔效率、实际 塔板数、实际进料位置等的确定 3 塔板和塔体的设计设计塔高、塔径、溢流装置及塔板布置等 4 水力学验算绘制塔板负荷性能图 5 塔顶全凝器的设计选型计算冷凝器的传热面积和冷却介质的用量 6 塔釜再沸器的设计选型计算再沸器的传热面积和加热介质的用量 7 进料泵的选取选取进料泵的型号 8 绘图绘制带控制点的流程图(CAD和手工绘制) 9 编写设计说明书目录,设计任务书,设计计算结果,流程图,参 考资料等 10 答辩每班数不少于20人答辩 教研室主任签名: 2011年10 月14 日
乙醇—水溶液精馏塔设计
乙醇-水溶液连续精馏塔设计 目录 1.设计任务书 (3) 2.英文摘要前言 (4) 3.前言 (4) 4.精馏塔优化设计 (5) 5.精馏塔优化设计计算 (5) 6.设计计算结果总表 (22) 7.参考文献 (23) 8.课程设计心得 (23) 精馏塔设计任务书 一、设计题目 乙醇—水溶液连续精馏塔设计 二、设计条件 1.处理量: 15000 (吨/年) 2.料液浓度: 35 (wt%) 3.产品浓度: 93 (wt%) 4.易挥发组分回收率: 99% 5.每年实际生产时间:7200小时/年 6. 操作条件: ①间接蒸汽加热; ②塔顶压强:1.03 atm(绝对压强) ③进料热状况:泡点进料; 三、设计任务 a) 流程的确定与说明; b) 塔板和塔径计算;
c) 塔盘结构设计 i. 浮阀塔盘工艺尺寸及布置简图; ii. 流体力学验算; iii. 塔板负荷性能图。 d) 其它 i. 加热蒸汽消耗量; ii. 冷凝器的传热面积及冷却水的消耗量 e) 有关附属设备的设计和选型,绘制精馏塔系统工艺流程图和精馏塔装配 图,编写设计说明书。 乙醇——水溶液连续精馏塔优化设计 前言 乙醇在工业、医药、民用等方面,都有很广泛的应用,是很重要的一种原料。在很多方面,要求乙醇有不同的纯度,有时要求纯度很高,甚至是无水乙醇,这是很有困难的,因为乙醇极具挥发性,也极具溶解性,所以,想要得到高纯度的乙醇很困难。 要想把低纯度的乙醇水溶液提升到高纯度,要用连续精馏的方法,因为乙醇和水的挥发度相差不大。精馏是多数分离过程,即同时进行多次部分汽化和部分冷凝的过程,因此可使混合液得到几乎完全的分离。化工厂中精馏操作是在直立圆形的精馏塔内进行的,塔内装有若干层塔板或充填一定高度的填料。为实现精馏分离操作,除精馏塔外,还必须从塔底引入上升蒸汽流和从塔顶引入下降液。可知,单有精馏塔还不能完成精馏操作,还必须有塔底再沸器和塔顶冷凝器,有时还要配原料液预热器、回流液泵等附属设备,才能实现整个操作。 浮阀塔与20世纪50年代初期在工业上开始推广使用,由于它兼有泡罩塔和筛板塔的优点,已成为国内应用最广泛的塔型,特别是在石油、化学工业中使用最普遍。浮阀有很多种形式,但最常用的形式是F1型和V-4型。F1型浮阀的结果简单、制造方便、节省材料、性能良好,广泛应用在化工及炼油生产中,现已列入部颁标准(JB168-68)内,F1型浮阀又分轻阀和重阀两
化工原理课程设计乙醇水精馏塔设计
化工原理课程设计 题目:乙醇水精馏筛板塔设计 设计时间:2010、12、20-2011、1、6
化工原理课程设计任务书(化工1) 一、设计题目板式精馏塔的设计 二、设计任务:乙醇-水二元混合液连续操作常压筛板精馏塔的设计 三、工艺条件 生产负荷(按每年7200小时计算):6、7、8、9、10、11、12万吨/年 进料热状况:自选 回流比:自选 加热蒸汽:低压蒸汽 单板压降:≤0.7Kpa 工艺参数 组成浓度(乙醇mol%) 塔顶78 加料板28 塔底0.04 四、设计内容 1.确定精馏装置流程,绘出流程示意图。 2.工艺参数的确定 基础数据的查取及估算,工艺过程的物料衡算及热量衡算,理论塔板数,塔板效率,实际塔板数等。 3.主要设备的工艺尺寸计算 板间距,塔径,塔高,溢流装置,塔盘布置等。 4.流体力学计算 流体力学验算,操作负荷性能图及操作弹性。 5.主要附属设备设计计算及选型 塔顶全凝器设计计算:热负荷,载热体用量,选型及流体力学计算。 料液泵设计计算:流程计算及选型。 管径计算。 五、设计结果总汇 六、主要符号说明 七、参考文献 八、图纸要求 1、工艺流程图一张(A2 图纸) 2、主要设备工艺条件图(A2图纸) 目录 前言 (4)
1概述 (5) 1.1 设计目的 (5) 1.2 塔设备简介 (6) 2设计说明书 (7) 2.1 流程简介 (7) 2.2 工艺参数选择 (8) 3 工艺计算 (9) 3.1物料衡算 (9) 3.2理论塔板数的计算 (10) 3.2.1 查找各体系的汽液相平衡数据 (10) 如表3-1 (10) 3.2.2 q线方程 (9) 3.2.3 平衡线 (11) 3.2.4 回流比 (12) 3.2.5 操作线方程 (12) 3.2.6 理论板数的计算 (12) 3.3 实际塔板数的计算 (13) 3.3.1全塔效率ET (13) 3.3.2 实际板数NE (14) 4塔的结构计算 (15) 4.1混合组分的平均物性参数的计算 (15) 4.1.1平均分子量的计算 (15) 4.1.2 平均密度的计算 (16) 4.2塔高的计算 (17) 4.3塔径的计算 (17) 4.3.1 初步计算塔径 (17) 4.3.2 塔径的圆整 (18) 4.4塔板结构参数的确定 (19) 4.4.1溢流装置的设计 (19) 4.4.2塔盘布置(如图4-4) (20) 4.4.3 筛孔数及排列并计算开孔率 (21) 4.4.4 筛口气速和筛孔数的计算 (21) 5 精馏塔的流体力学性能验算 (22) 5.1 分别核算精馏段、提留段是否能通过流体力学验算 (22) 5.1.1液沫夹带校核 (22) 5.2.2塔板阻力校核 (23) 5.2.3溢流液泛条件的校核 (25) 5.2.4 液体在降液管内停留时间的校核 (26) 5.2.5 漏液限校核 (26) 5.2 分别作精馏段、提留段负荷性能图 (26) 5.3 塔结构数据汇总 (29) 6 塔的总体结构 (30) 7 辅助设备的选择 (31) 7.1塔顶冷凝器的选择 (31) 7.2塔底再沸器的选择 (32) 7.3管道设计与选择 (33)
乙醇-水精馏塔设计说明
符号说明:英文字母 Aa---- 塔板的开孔区面积,m2 A f---- 降液管的截面积, m2 A T----塔的截面积 m C----负荷因子无因次 C20----表面力为20mN/m的负荷因子 d o----阀孔直径 D----塔径 e v----液沫夹带量 kg液/kg气 E T----总板效率 R----回流比 R min----最小回流比 M----平均摩尔质量 kg/kmol t m----平均温度℃ g----重力加速度 9.81m/s2 F----阀孔气相动能因子 kg1/2/(s.m1/2) h l----进口堰与降液管间的水平距离 m h c----与干板压降相当的液柱高度 m h f----塔板上鼓层高度 m h L----板上清液层高度 m h1----与板上液层阻力相当的液注高度 m ho----降液管底隙高度 m h ow----堰上液层高度 m h W----溢流堰高度 m h P----与克服表面力的压降相当的液注高度m H-----浮阀塔高度 m H B----塔底空间高度 m H d----降液管清液层高度 m H D----塔顶空间高度 m H F----进料板处塔板间距 m H T·----人孔处塔板间距 m H T----塔板间距 m l W----堰长 m Ls----液体体积流量 m3/s N----阀孔数目 P----操作压力 KPa △P---压力降 KPa △Pp---气体通过每层筛的压降 KPa N T----理论板层数 u----空塔气速 m/s V s----气体体积流量 m3/s W c----边缘无效区宽度 m W d----弓形降液管宽度 m W s ----破沫区宽度 m 希腊字母 θ----液体在降液管停留的时间 s υ----粘度 mPa.s ρ----密度 kg/m3 σ----表面力N/m φ----开孔率无因次 X`----质量分率无因次 下标 Max---- 最大的 Min ---- 最小的 L---- 液相的 V---- 气相的 m----精馏段 n-----提馏段 D----塔顶 F-----进料板 W----塔釜
乙醇—水溶液精馏塔设计
第一章绪论 (2) 一、目的: (2) 二、已知参数: (2) 三、设计内容: (2) 第二章课程设计报告内容 (3) 一、精馏流程的确定 (3) 二、塔的物料衡算 (3) 三、塔板数的确定 (4) 四、塔的工艺条件及物性数据计算 (6) 五、精馏段气液负荷计算 (10) 六、塔和塔板主要工艺尺寸计算 (10) 七、筛板的流体力学验算 (15) 八、塔板负荷性能图 (18) 九、筛板塔的工艺设计计算结果总表 (22) 十、精馏塔的附属设备及接管尺寸 (22) 第三章总结 (23) .
乙醇——水连续精馏塔的设计 第一章绪论 一、目的: 通过课程设计进一步巩固课本所学的内容,培养学生运用所学理论知识进行化工单元过程设计的初步能力,使所学的知识系统化,通过本次设计,应了解设计的内容,方法及步骤,使学生具有调节技术资料,自行确定设计方案,进行设计计算,并绘制设备条件图、编写设计说明书。 在常压连续精馏塔中精馏分离含乙醇25%的乙醇—水混合液,分离后塔顶馏出液中含乙醇量不小于94%,塔底釜液中含乙醇不高于0.1%(均为质量分数)。 二、已知参数: (1)设计任务 ●进料乙醇 X = 25 %(质量分数,下同) ●生产能力 Q = 80t/d ●塔顶产品组成 > 94 % ●塔底产品组成 < 0.1 % (2)操作条件 ●操作压强:常压 ●精馏塔塔顶压强:Z = 4 KPa ●进料热状态:泡点进料 ●回流比:自定待测 ●冷却水: 20 ℃ ●加热蒸汽:低压蒸汽,0.2 MPa ●单板压强:≤ 0.7 ●全塔效率:E T = 52 % ●建厂地址:南京地区 ●塔顶为全凝器,中间泡点进料,筛板式连续精馏 三、设计内容: (1)设计方案的确定及流程说明 (2)塔的工艺计算
乙醇正丙醇分离设计
化工原理课程设计任务书 1.设计题目: 常压连续筛板式精馏塔分离乙醇—正丙醇二元物系的设计。 2.原始数据及条件: 进料:乙醇含量0.5(摩尔分数,下同),其余为正丙醇,F=3400Kg/h,塔顶进入全凝器,塔板压降0.7Kpa。 分离要求:塔顶乙醇含量0.90;回收率为0.95;全塔效率0.55。 操作条件:塔顶压强1.03atm(绝压);泡点进料; R/Rmin=1.6 。 3.设计任务: (1)完成该精馏塔的各工艺设计,包括设备设计及辅助设备选型。(2)画出带控制点的工艺流程图、塔板版面布置图、精馏塔设计条件图。 (3)写出该精馏塔的设计说明书,包括设计结果汇总和设计评价。
摘要 在本次任务中,根据化工原理课程设计的要求设计的是乙醇----丙醇连续浮阀精馏塔,除了要计算其工艺流程、物料衡算、热量衡算、筛板塔的设计计算,以外,并对精馏塔的主要工艺流程进行比较详细的设计,并画出了精馏塔的工艺流程图和设备条件图。 本次设计选取回流比R=1.8Rmin=1.6×1.34=2.144应用图解法计算理论版数,求得理论塔板NT为12块(包括塔釜再沸器),第6块为进料板。设计中采用的精馏装置有精馏塔 ,冷凝器等设备,采用间接蒸汽加热,物料在塔内进行精馏分离,余热由塔顶产品冷凝器中的冷却介质带走,完成传热传质. 塔的附属设备中,所有管线均采用无缝钢管。预热器采用管壳式换热器。用99.97℃塔釜液加热。料液走壳程,釜液走管程。本设计采用了筛板塔对乙醇-丙醇进行分离提纯,塔板为碳钢材料,通过板压降、漏液、液泛、液沫夹带的流体力学验算,均在安全操作范围内。 关键字:乙醇-丙醇筛板塔物料衡算
双液系的气液平衡相图
实验3 双液系的气液平衡相图 钱佳鹏 120242119 3.1实验目的与要求 3.1.1用沸点仪测定在一大气压下环已烷-乙醇双液系的气液平衡相图,确定其最低恒沸点温度及恒沸混合物的组成。 3.1.2掌握双组分体系沸点的测定方法。通过实验进一步理解分馏原理。 3.1.3用阿贝折射仪测定液体和蒸气的组成,学会用折光率确定双组分体系的组成。 3.2预习要求 3.2.1了解绘制双液系相图的基本原理。 3.2.2了解阿贝折射仪的使用方法。 3.2.3了解本实验中的注意事项,如何判断气—液两相已达到平衡。 3.3实验原理 在常温下,两液态物质混合而成的体系称为双液系。两液体若只能在一定比例范围内互相溶解,称为部分互溶双液系,若两液体能以任意比例相互溶解,则称为完全互溶双液系。例如:苯—乙醇体系、正丙醇—水体系、环已烷—乙醇体系都是完全互溶双液系,苯—水体系则是部分互溶双液系。 液体的沸点是指液体的蒸气压与外压相等时的温度。在一定的外压下,纯液体的沸点有确定的值。但对于双液系来说,沸点不仅与外压有关,而且还与双液系的组成有关,即与双液系中两种液体的相对含量有关。 双液系在蒸馏时具有另一个特点是:在一般情况下,双液系的气相组成和液相组成并不相同。因此原则上有可能用反复蒸馏的方法,使双液系中的两液体互相分离。 通常用几何做图的方法将双液系的沸点对其气相、液相组成做图,所得图形称为双液系T —χ相图,在一定温度下还可画出体系的压力与组成的P —χ关系图。完全互溶双液系在恒定压力下的气液平衡相图可分为三类: 如果溶液与拉乌尔(Raoult )定律的偏差不大, 在T —χ相图上,溶液的蒸气压和沸点介于A-B 两纯组分蒸气压及沸点之间,如甲苯—苯体系图3—1所示,为第一类。 图3—1 完全互溶体系的一种蒸馏相图 图3—2 完全互溶双液系的另一种蒸馏相图 图3—3 完全互溶双液系的另一种蒸馏相图
乙醇-水精馏塔设计
化工原理课程设计说明书 ( 设计题目:乙醇-水精馏塔设计 设计者: 专业:化学工程与工艺 学号: 指导老师: " 2006年6月19日
化工原理课程设计任务 设计题目:乙醇-水精馏塔设计 ) 设计条件 系统进料:25oC 处理量: 25,000吨/年 进料浓度:28%乙醇(质量) 处理要求:塔顶乙醇浓度≥ 94% (质量) 塔底乙醇浓度≤ %(质量)塔顶压强:4kPa(表压) 进料状态:泡点进料 … 回流比: 冷却水温: 28oC 加热蒸汽: MPa(表压) 设备形式:筛板塔 年工作时: 7200小时 年工作日: 300天(连续操作) 塔顶冷凝器采用全凝器 塔低再沸器为间接蒸汽加热 ;
目录 一、前言…………………………………………………………… 二、设计方案简介………………………………………………… 三、| 艺流程图及说四、工 明…………………………………………... 五、工艺计算及精馏塔设计 1、工艺条件…………………………………………………………….. 2、汽液平衡数据……………………………………………………….. 3、物料衡算………………………………………………………………. 4、实际塔板数确定……………………………………………………… 5、精馏塔内汽液负荷计算………………………………………………… 6、工艺条件及物性数据计算……………………………………………… 7、} 8、塔和塔板主要工艺尺寸计算………………………………………… 9、塔板负荷性能图………………………………………………………… 六、辅助设备设选型计算 七、课程设计的其它问题……………………………………….. 八、选用符号说明……………………………………………… 九、参考文献……………………………………………………. 十、结束语…………………………………………………………、
乙醇-水板式精馏塔设计
乙醇-水板式精馏塔设计
目录 设计任务书 目录.................................................... 设计任务书............................. 1.概述 0 1.1塔板性质 0 1.2筛板塔的特点如下 0 1.3精馏的作用 0 1.4设计方案 (1) 1.5 设计思路 (1) 2 塔板的工艺设计 (1) 2.1精馏塔全塔物料衡算 (2) 2.1.1操作温度的计算 (2) 2.1.2平均摩尔质量的计算 (3) 2.1.3平均密度的计算 (4) 2.1.4平均表面张力的计算 (6) 2.1.5平均黏度的计算 (9) 2.1.6相对挥发度的计算 (10) 2.2理论塔的计算 (10) 2.3塔径的初步设计 (12) 2.3.1气、液相体积流量计算 (12) 2.3.2 空塔气速 (13) 2.3.3塔高的计算 (15) 2.4溢流装置 (15) l (15) 2.4.1堰长 W
2.4.2弓降液管的宽度和横截面积 (16) 2.4.3降液管底隙高度 (16) 2.5.2.筛孔数目及排列 (17) 3. 塔板的流体力学验算 (18) 3.1塔板压降 (18) h (18) 3.1.1 气体通过干板的阻力压降 C h (19) 3.1.2 气体通过板上液层的压降 1 h (19) 3.1.3 气体克服液体表面张力产生的压降 σ ? (20) 3.1.4 液体通过每层筛板的压降P 3.2液面落差 (20) 3.2.1雾沫夹带量v e的验算 (20) 3.2.2 漏液的验算 (21) 3.2.3液泛的验算 (21) 3.3塔板负荷性能图 (22) 3.3.1物沫夹带线 (22) 3.3.2液泛线 (23) 3.3.3液相负荷上限线 (24) 3.3.4漏液线(气相负荷下限线) (24) 3.3.5液相负荷下限线 (26) 4. 塔附件设计 (28) 4.1接管 (28) 4.1.1进料管 (28) 4.1.2 回流管 (28) 4.1.3塔底出料管 (28) 4.1.4塔顶蒸气出料管 (29) 4.1.5塔底进气管 (29)
乙醇正丙醇精馏实验
精馏实验 一、原始数据: 液相组成x 气相组成y 沸点℃1/x 1/y 0 0 97.16 0.126 0.24 93.85 7.9365 4.1667 0.188 0.318 92.66 5.3191 3.1447 0.21 0.339 91.6 4.7619 2.9499 0.358 0.55 88.32 2.7933 1.8182 0.461 0.65 86.25 2.1692 1.5385 0.546 0.711 84.98 1.8315 1.4065 0.6 0.76 84.13 1.6667 1.3158 0.663 0.799 83.06 1.5083 1.2516 0.844 0.914 80.59 1.1848 1.0941 1 1 78.38 1.0000 1.0000 Cp KJ/Kmol/K 乙醇r KJ/Kmol 822.2064 2.9050
二、数据处理 全回流 塔顶 折光率 质量浓度 摩尔分数 温度℃ ① 1.3625 81.3 ② 1.3625 平均 1.3625 0.8364 0.8696 塔底 折光率 ① 1.3758 ② 1.3740 平均 1.3749 0.2597 0.3139 7板 折光率 ① 1.3725 ② 1.3725 平均数 1.3725 0.3713 0.4351 8板 折光率 ① 1.3741 ② 1.3752 平均数 1.3747 0.2713 0.3269 计算示例: (1)折光率3625.12 3625 .13625.1=+= n (2)质量分数8364.0209.643625.1*512.46-=+= (3)摩尔分数=8696.060 8364 .0-1468364.0468364 .0=+ 正丙醇r KJ/Kmol Cp KJ/Kmol/K 713.2920 2.7165 混合液rm KJ/Kmol Cpm KJ/Kmol/K 735.0749 2.7542 料液摩尔分数与折光率关系 料液 摩尔分数 摩尔分数 乙醇 0% 100% 折光率 1.3805 1.359
乙醇萃取精馏系统设计方案
乙醇萃取精馏系统设计方案 1. 前言 根据甲方要求,天津昊然分离科技有限公司对甲方提供的乙醇原料,采用工程模拟软件进行了详细的流程模拟计算,由模拟计算结果结合多年工程设计经验,形成了本次精馏设计方案。 2. 设计依据 处理量:处理粗产品20吨/天;质量要求:乙醇的质量分数达到99%以上。 3. 流程模拟计算 E1 流程说明:将原料及萃取剂分别送入T1萃取精馏塔内,由萃取精馏塔塔顶得到合格产品乙醇,萃取精馏塔塔釜物料送入T2萃取剂回收塔,经过T2塔脱除轻组分后的塔釜物料即为回收的萃取剂,萃取剂经冷却后送入T1萃取精馏塔,实现萃取剂的循环利用。
4. 结构说明 4.1萃取精馏塔 T1萃取精馏塔采用常压操作,操作压力为1atm(a),设计直径φ800mm,采用高效TJHR-Ⅲ型填料,填料高度为11000mm,共分为三段,各段高度分别为2000mm、5500mm、3500mm。塔顶和填料段之间采用高效液体分布器,塔中配置高弹性液体收集器。 塔顶热负荷为327183.18kcal/hr,塔顶温度为78.5℃,使用30℃循环水进行冷凝,冷凝器面积约为60m2; 塔底热负荷为424395.78kcal/hr,塔底温度为143.7℃,采用200度导热油进行加热,所需换热面积约为80m2。 回流罐设计容积为1m3。 4.2萃取剂回收塔 T2萃取剂回收塔采用减压操作,操作压力为25kPa(a),设计直径φ700mm,总填料高度为7000mm,共分为两段,上段采用TJHR-Ⅲ型填料,下段采用TJHR-Ⅱ型填料,各段高度分别为3000mm、4000mm。塔顶和填料段之间采用高效液体分布器,塔中配置高弹性液体收集器。 塔顶热负荷为125535.04kcal/hr,塔顶温度为68.7℃,使用30℃循环水进行冷凝,冷凝器面积约为30m2; 塔底热负荷为131802.70kcal/hr,塔底温度为161.0℃,采用200度导热油进行加热,所需换热面积约为40m2; 冷却器热负荷为71569.27kcal/hr,使用30℃循环水进行冷凝,冷凝器面积约为15m2。 回流罐设计容积为0.5m3。
实验十一_二组分沸点组成相图的制作
实 验 报 告 一、 数据记录和处理 1.数据记录表 T 室温= 23.4℃ 表1 室温时正丙醇-乙醇溶液的组成与折射率的对应关系数据记录表 始P = 102.7kpa 末P = 102.7kpa 表2 正丙醇-乙醇溶液沸点-组成相图各数据记录表 2. 室温时绘制正丙醇—乙醇溶液组成与其折射率标准曲线 表3 室温时正丙醇-乙醇溶液的组成与折射率的对应关系表
表3数据的计算示例: 查附表9-8表计算得到: ρ0.8013 = 正丙醇 ρ0.7865 = 乙醇 再求正丙醇-乙醇溶液中正丙醇的物质的量分数浓度X正丙醇。 由表3数据绘制标准曲线: . . 图1 正丙醇物质的量分数与折射率的标准曲线
3. 常压下正丙醇-乙醇体系的沸点-组成相图的测绘 表4 正丙醇-乙醇溶液沸点-组成相图各数据处理表 由表4数据绘制相图: 图2 正丙醇-乙醇体系的沸点-组成相图
二、回答问题 1.本实验如何判断气、液两相达到平衡?用相律加以说明。如果取样口或空气口 塞子漏气,会有什么现象?为什么? 2.折射率-组成标准曲线的测定误差可能来自哪些方面?应采取哪些措施来减小误 差? 3.实验中超级恒温槽的作用?能否换成普通恒温槽? 4.气液平衡后,气相和液相在平衡仪内的温度不同,某同学认为这样测量出的气、 液相折射率会存在误差,这种说法是否正确?为什么? 5.本实验中气液平衡仪及毛细管为什么必须干燥?本实验测得的沸点-组成相图的 误差主要来源是那些操作? 6.本实验中Ⅰ-Ⅹ号溶液的浓度应如何选择?若某一号溶液的浓度发生不大的变化, 对实验测得的相图有无影响? 7.影响纯物质沸点的因素有哪些?影响混合液沸点的因素有哪些?加入平衡仪 内液体的量的多少对沸点有影响吗?
乙醇-水精馏塔浮阀塔课程设计
化工原理课程设计 乙醇——水混合液精馏塔设计 入菡 应用化学专业应化1104班学号110130106 指导教师顾明广 摘要 本设计为分离乙醇-水混合物,采用筛板式精馏塔。精馏塔是提供混合物气、液两相接触条件,实现传质过程的设备。它是利用混合物中各组分挥发能力的差异,通过液相和气相的回流,使混合物不断分离,以达到理想的分离效果。 选择精馏方案时因组分的沸点都不高所以选择常压,进料为泡点进料,回流是泡点回流。塔顶冷凝方式是采用全凝器,塔釜的加热方式是使用再沸器。 精馏过程的计算包括物料衡算,热量衡算,塔板数的确定等。然后对精馏塔进行设计包括:塔径、塔高、溢流装置。最后进行流体力学验算、绘制塔板负荷性能图。 乙醇精馏是生产乙醇中极为关键的环节,是重要的化工单元。其工艺路线是否合理、技术装备性能之优劣、生产管理者及操作技术素质之高低,均影响乙醇生产的产量及品质。工业上用发酵法和乙烯水化法生产乙醇,单不管用何种方法生产乙醇,精馏都是其必不可少的单元操作。浮阀塔具有下列优点:1、生产能力大。2、操作弹性大。3、塔板效率高。4、气体压强降及液面落差较小。5、塔的造价低。浮阀塔不宜处理易结焦或黏度大的系统,但对于黏度稍大及有一般聚合现象的系统,浮阀塔也能正常操作。 关键词:乙醇水精馏浮阀塔连续精馏塔板设计
目录 前言 (1) 第一章设计任务书 (2) 1.1、设计条件 (2) 1.2、设计任务 (2) 1.3、设计容 (3) 第二章设计方案确定及流程说明 (5) 第三章塔板的工艺设计 (7) 3.1、全塔物料衡算 (7) 3.2、塔混合液物性计算 (8) 3.3、适宜回流比 (15) 3.4、溢流装置 (21) 3.5、塔板布置与浮阀数目及排列 (22) 3.6、塔板流体力学计算 (25) 3.7、塔板性能负荷图 (29) 3.8、塔高度确定 (33) 第四章附属设备设计………………………………………………… 35 4.1、冷凝器的选择 (35) 4.2、再沸器的选择 (36) 第五章辅助设备的设计……………………………………………… 38
分离乙醇水精馏塔设计(含经典实用工艺流程图和塔设备图)
分离乙醇-水的精馏塔设计 设计人员: 所在班级:化学工程与工艺成绩: 指导老师:日期:
化工原理课程设计任务书 一、设计题目:乙醇---水连续精馏塔的设计 二、设计任务及操作条件 (1)进精馏塔的料液含乙醇35%(质量分数,下同),其余为水; (2)产品的乙醇含量不得低于90%; (3)塔顶易挥发组分回收率为99%; (4)生产能力为50000吨/年90%的乙醇产品; (5)每年按330天计,每天24小时连续运行。 (6)操作条件 a)塔顶压强 4kPa (表压) b)进料热状态自选 c)回流比自选 d)加热蒸汽压力低压蒸汽(或自选) e)单板压降 kPa。 三、设备形式:筛板塔或浮阀塔 四、设计内容: 1、设计说明书的内容 1)精馏塔的物料衡算; 2)塔板数的确定; 3)精馏塔的工艺条件及有关物性数据的计算; 4)精馏塔的塔体工艺尺寸计算;
5)塔板主要工艺尺寸的计算; 6)塔板的流体力学验算; 7)塔板负荷性能图; 8)精馏塔接管尺寸计算; 9)对设计过程的评述和有关问题的讨论; 2、设计图纸要求; 1)绘制生产工艺流程图(A2 号图纸); 2)绘制精馏塔设计条件图(A2 号图纸); 五、设计基础数据: 1.常压下乙醇---水体系的t-x-y 数据; 2.乙醇的密度、粘度、表面张力等物性参数。 一、设计题目:乙醇---水连续精馏塔的设计 二、设计任务及操作条件:进精馏塔的料液含乙醇35%(质量分 数,下同),其余为水;产品的乙醇含量不得低于90%;塔 顶易挥发组分回收率为99%,生产能力为50000吨/年90% 的乙醇产品;每年按330天计,每天24小时连续运行。塔顶 压强 4kPa (表压)进料热状态自选回流比自选加热蒸汽 压力低压蒸汽(或自选)单板压降≤0.7kPa。 三、设备形式:筛板塔 四、设计内容: 1)精馏塔的物料衡算: 原料乙醇的组成 xF==0.1740
乙醇及水的精馏塔设计
题目:乙醇-水精馏塔工艺设计与塔顶冷凝器选型设计专业:煤炭深加工与利用 学生姓名:武婷 学号: 090010 小组成员:郭泽红 指导教师: 完成日期: 新疆工业高等专科学校教务处印制 (乌鲁木齐市830091)
化工原理 课程设计任务书设计题目:乙醇——水连续精馏塔的设计 设计人员 所在班级成绩 指导教师日期
一、设计题目:乙醇-水连续精馏塔的设计 二、设计任务及操作条件 (1)进精馏塔的料液含乙醇35%(质量分数,下同),其余为水; (2)产品的乙醇含量不得低于94; (3)塔顶易挥发组分回收率为99.5%; (4)生产能力为25000吨/年94%的乙醇产品; (5)每年按330天计,每天24h连续运行。 (6)操作条件 a) 塔顶压强 4kPa(表压) b) 进料热状态自选 c) 回流比自选 d)加热蒸汽压力低压蒸汽(或自选) e) 单板压降小于等于0.7kPa 三、设备形式:筛板塔或浮阀塔 四、设计内容: 1、设计说明书的内容 1) 精馏塔的物料衡算; 2) 塔板数的确定; 3) 精馏塔的工艺条件及有关物性数据的计算; 4)精馏塔的塔体工艺尺寸计算; 5) 塔板主要工艺尺寸的计算; 6) 塔板的流体力学验算; 7) 塔板负荷性能图; 8) 精馏塔接管尺寸计算; 9)对设计过程的评述和有关问题的讨论。 2、设计图纸要求: 1) 绘制生产工艺流程图(A2号图纸); 2) 绘制精馏塔设计条件图(A2号图纸)。 五、设计基础数据: 1. 常压下乙醇——水体系的t-x-y数据; 2. 乙醇的密度、粘度、表面张力等物性参数。 。
第一章前言 化工生产中所处理的原料中间产品几乎都是由若干组分组成的混合物。其中大部分是均相混合物。生产中为满足要求需将混合物分离成较纯的物质。精馏是分离液体混合物(含可液化的气体混合物)最常用的一种单元操作。在化工、炼油、石油化工等工业中得到广泛应用。精馏过程在能量剂的驱动下(有时加质量剂)。使气、液两相多次直接接触和分离。利用液相混合物中各组分挥发度的不同。使易挥发组分由液相向气相转移。难挥发组分由气相向液相转移。实现原料混合液中各组分的分离。该过程是同时进行传质、传热的过程。 在本设计中我们使用筛板塔。筛板塔的突出优点是结构简单造价低。合理的设计和适当的操作筛板塔能满足要求的操作弹性。而且效率高采用筛板可解决堵塞问题适当控制漏液。 筛板塔是最早应用于工业生产的设备之一。五十年代之后通过大量的工业实践逐步改进了设计方法和结构。近年来与浮阀塔一起成为化工生中主要的传质设备。为减少对传质的不利影响。可将塔板的液体进入区制成突起的斜台状这样可以降低进口处的速度使塔板上气流分布均匀。筛板塔多用不锈钢板或合金制成。使用碳钢的比率较少。 它的主要优点是:结构简单。易于加工。造价为泡罩塔的60左右。为浮阀塔的80%左右;在相同条件下。生产能力比泡罩塔大20%~40%;塔板效率较高。比泡罩塔高15%左右。但稍低于浮阀塔;气体压力降较小。每板降比泡罩塔约低30%左右。缺点是:小孔筛板易堵塞。不适宜处理脏的、粘性大的和带固体粒子的料液;操作弹性较小(约2~3)。 蒸馏是分离均相混合物的单元操作。精馏是最常用的蒸馏方式。是组成化工生产过程的主要单元操作。精馏是典型的化工操作设备之一。进行此次课程设计的目的是为了培养综合运用所学知识,来解决实际化工问题的能力,做到能独立进行化工设计初步训练。为以后从事设计工作打下坚实的基础。 第二章流程的确定和说明 2.1设计思路 首先,乙醇和水的原料混合物进入原料罐,在里面停留一定的时间之后,通过泵进入原料预
乙醇水精馏塔顶全凝器设计方案
乙醇水精馏塔顶全凝器设计方案 1.设计方案简介 1.1确定设计方案 1.1.1换热器的选型 两流体温度变化情况:塔顶热流体(乙醇蒸汽)进口温度75o C,出口温度65o C。(过程中有相变)根据地区全年平均温度0 30,取冷流体(循环水)进口温度25o C,而冷却水的出口温度一般不高于50~60,以避免大量结垢且两端温差不小于5C0,所以取出口温度35°C,该换热器用循环冷却水冷凝,冬季操作时进口温度会降低,考虑到这一因素,估计该换热器的管壁温和壳体壁温之差较大,因此初步确定选用带膨胀节的固定管板式换热器。 1.1.2流动空间安排、管径及流速的确定 虽然冷却水较易结垢,但乙醇易挥发、易爆炸走壳程不易漏,虽然流速太低将会加快污垢的增长速度使换热器的热流量下降,但工业生产都是先从安全稳定角度考虑的,所以总体考虑冷却水应该走管程,乙醇蒸汽走壳程冷凝,取管径为Φ19mm2 ?mm的碳钢管,管流速为0.97m/s。 1.2确定流体的定性温度、物性数据 根据精馏塔物料衡算得X =0.991,可知液相中乙醇摩尔分数占99.1%。 D 表1 乙醇——水溶液平衡数据表
壳程甲醇蒸汽的定性温度为 T=7565 2 + =70℃ 管程冷却水的定性温度为 t=2535 2 + =30℃ 表2 流体物性数据
2.工艺流程草图及其说明 乙醇 图1 冷凝器流程草图 如图所示,首先由A 设备—精馏塔上升的甲醇蒸汽作为进料,从1号接管进入B 设备—换热器,再从2号接管流出进入C 设备—冷凝液储槽,其中循环水从3号接管进入再从4号接管出来,到达冷凝液储槽的冷凝液,一部分作回流液回流,另一部分经冷却后为产品,整个工艺流程大体是这样。 3.工艺计算及主体设备设计 3.1计算总传热系数 3.1.1计算热负荷Q 因为单位产量是D` =4000kg/h M D 460.991=?180.00945.7+?=kg/kmol D= 4000 87.52kmol /h 45.7 = 由精馏塔设计计算得最小回流比R 76.0min =,取R=1.5R m in =0.7614.15.1=?, 则乙醇蒸汽进量 V=RD+D=1.14?87.52+87.52=187.29kmol/h 则 W =h 187.29468615.34kg /h ?= 查700C 时,乙醇r 1=925KJ /kg (化学化工物性数据手册有机卷)