中厚板轧制制造执行系统的设计与实现
中厚板轧制制造执行系统的设计与实现中厚板轧制过程计算机控制系统通常采用三级结构设计。一级为基础自动化级,二级为过程控制级,三级为生产管理级。过程控制级(二级机)系统,亦即中厚板轧制制造执行系统MES,处于厂级生产管理控制系统(三级机)和电气与仪表基础自动化系统(一级机)之间。中厚板轧制MES是连接一级和三级系统的重要环节,它们一起协同工作实现对中厚板整个轧制过程的自动化控制。本文建立了中厚板轧制过程MES系统的过程处理模型,分析和构建了系统的体系结构,对其中的数据管理、信息处理和稳定的数据通信技术进行了研究。
1 过程处理模型
中厚板轧制MES系统连接基础自动化级系统、人机界面(Human Machine Interface,HMI)、生产管理级系统。系统主要包括以下以下几个功能模块:轧制规程计算模块、冷却控制计算模块、模型自学习模块、过程跟踪调度模块以及数据管理模块等等。该系统的过程处理模型如图1所示。
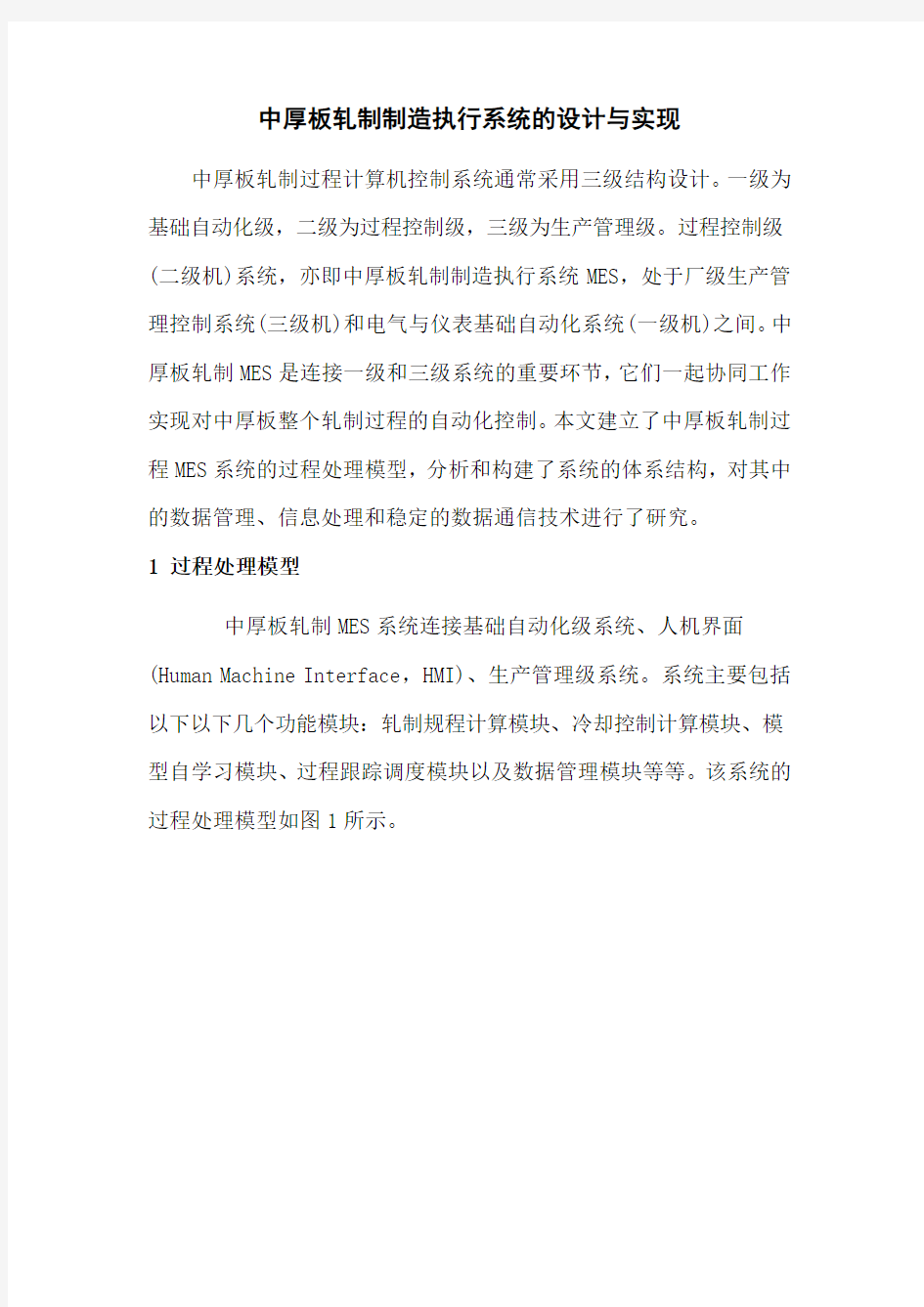
图1 中厚板轧制MES系统过程处理模型
轧制规程计算模块根据生产调度人员输入的原料数据和轧制目标等信息计算出对应的轧制规程,包括轧制总道次数、每道次相对辊缝、每道次轧制力(矩)、每道次出口厚度等等,这些数据为理论数据或经验数据。该模块同时根据实际轧制过程中产生的数据对轧制规程进行修正。
冷却控制计算模块根据轧制参数以及控冷需求等信息计算出对应的冷却方式,包括集管开启方式、开启数量、喷水量等,这些数据为理论数据或经验数据。该模块同时根据轧制结束后实际的辊道速度信息及轧件温度信息等来对冷却方式进行修正。数据管理模块对生产原料数据、轧制过程数据以及轧制规程数据等等一系列数据进行管理,实现对数据库的操作。过程跟踪调度模块则主要是负责与数据通讯模块之间进行数据交换,对中厚板的轧制现场传回的数据(包括热
金属检测仪的信号、测厚仪的信号以及轧制过程的实时数据等等)以及人机界面系统中的信号进行过滤和处理,获取MES系统可以识别的信号和数据,以此驱动各模块协同工作。
2 系统体系结构
2.1 系统网络结构
中厚板轧制MES系统基于工业以太网与PLC和HMI进行数据通讯,采集实际生产中的数据并进行计算,然后将计算的结果传递给基础自动化级,参与中厚板轧制过程的控制。系统的主要设备组成如下:加热炉过程控制服务器、轧机过程控制服务器、精整过程控制服务器以及工作站数台。图2为该系统的网络结构图。
图2 系统网络结构图
该网络结构中,服务器与前端客户机通过网上交换机进行连接,保证了系统的可扩充性和快速性。系统通过以太网与电气和仪表
基础自动化系统相连接并采用TCP/IP协议与之通讯,该系统也通过以太网与厂级生产管理控制系统连接。2.2 软件功能结构
中厚板轧制MES系统的管理范围从板坯切割完成一直到生成出合格中厚板,其中包括如下处理段:上料跨、加热炉、高压水除鳞、轧机、快速冷却、热矫直机矫直、冷床冷却、钢板翻版检查、圆盘剪纵剪修边、定尺剪定尺、标记、收集。整个中厚板轧制MES系统分成两个层级:全线协调级和设备控制级。
全线协调级完成如下功能:①实现与生产管理计算机之间的通讯,生产管理级向MES系统传递所有原料数据、生产计划数据、生产要求数据,MES系统则将产品生产实绩数据、生产进度完成数据等回馈给生产管理级;②实现全线物料跟踪,包括加热炉段钢坯跟踪、轧机段轧件跟踪和精整段钢坯跟踪,目的是准追踪轧件在生产线上的实际位置,以便完成相应的设定或设备控制功能,提高产品的控制精度;③向各设备发送轧件原料数据和轧件跟踪数据;④收集各设备的处理结果数据;⑤维护和管理生成计划数据。
图3 中厚板轧制MES系统功能结构图
各设备控制级部分完成如下功能:①设备的内部轧件微跟踪,定位轧件在各设备内部的准确位置;②设定值计算,轧件上线后MES 根据该轧件的主数据和生产要求,计算该轧件的生产设定值;③过程数据收集,过程数据是轧制过程中基础自动化级实测并传回给MES的实际数据,过程数据的收集目的是对轧制规程、模型参数等等进行修正;④上报生产过程数据和生产结果数据;⑤数学模型自学习。
3 关键技术
3.1 数据管理
系统的数据管理采用的是Oracle数据库管理系统。数据库编程接1:3采用ADO.NET,并通过LingToOracle或类型化的数据集,封装对数据库的操作。数据库按照功能以及管理范围,被分成多个部分:全线数据管理部分、加热炉部分、轧机部分、快速冷却部分、矫
直以及出口段部分。这几个部分的数据分别存放在不同的表空间中,本系统数据库表空间包括:
COMMON:存放全线共用数据。
FURNACE:存放加热炉段相关数据
MILL:存放轧机段相关数据。
FAST_COOLING:存放控冷段相关数据。
EXIT.-sESSION:存放出口段相关数据。
例如,在MILL表空间中,即轧机段主要的数据表如表1所示。
表1 轧机段主要数据表及其说明
3.2 报文通讯
在中厚板轧制过程自动化控制中,MES系统主要与基础自动化级、生产管理控制级发生通讯。
基础自动化级和生产管理级与过程控制级之间通过以太网相联,网络通讯协议采用TCP/IP协议,网络连接采用TCP/IP自带的应答报文机制和心跳检查机制(由中厚板轧制MES系统在建立网络连接时设置连接的属性),以保证数据进行可靠传输,并保证网络连接的状态被正确检测。所有数据以报文的方式传送,每个数据报文均由
报文头和报文数据部分组成.如表2是原料数据报文的格式,该报文的发送方是基础自动化级,接收方为中厚板轧制MES系统,发送时机是当有原料钢坯被堆入加热炉时。
表2 原料数据报文格式
基础自动化级的数据都是PLC通过报文的方式主动发送到中厚板轧制MES系统中。发送给基础自动化级的数据报文为生产设定数据报文,如:原料数据报文、加热炉设定报文、出炉报文、轧机每道次设定报文和冷却要求报文、快速冷却设定报文、矫直机设定报文、冷床设定报文、翻板机设定报文、圆盘剪设定报文、定尺剪设定报文
等等。基础自动化PLC上传的报文需要被分解成数值报文和信号报文,然后再由中厚板轧制MES系统的核心程序处理。
数值报文部分:基础自动化PLC上传报文中,数值数据是以原始的二进制格式表示,数值有2字节整数型和4字节的浮点型,在提取数值数据时,首先需要进行字节码转换。同样,在中厚板轧制MES系统在将含有数值的报文发送到PLC中时。也需要进行字节码顺序的转换。
信号报文部分:基础自动化PLC上传的报文中,事件或设备状态以字节中的二进制位(bit)表示,判断事件发生或设备状态发生变化需要将各状态位解析出来。在判断设备状态发生变化时,需要将当前状态和前一次的状态进行比较。解析出来的事件或设备状态变化需要被转换成事件报文,传送给中厚板轧制MES的核心程序。
3.3 远程过程调用与共享内存
远程过程调用(RPC)是进程问通信技术之一,在ISO网络通信模式中RPC跨越了传输层和应用层。共享内存是指多个进程可以把一段内存映射到自己的进程空间,以此来实现数据共享和传输的一种机制。中厚板轧制MES系统的开发结合并利用了远程过程调用技术和共享内存机制的特点,大大提高了系统的开发效率和运行效率。
4 结束语
中厚板的轧制是一个复杂的过程,开发中厚板轧制MES系统是一项复杂的任务,不仅要保证系统的控制精度、计算精度,同时要
协调好基础自动化级、人机界面与过程控制系统之间的通讯关系。中厚板轧制MES系统提升了企业中厚板生产过程控制的自动化程度,大大提高了企业中厚板生产的精度和效率。本文设计完成的MES系统已经成功在天津某钢厂投入运行,取得了良好的实际效果,图4为系统部分运行画面。
图4 钢坯温降数据曲线管理画面
中厚板轧制制造执行系统的设计与实现
中厚板轧制制造执行系统的设计与实现 中厚板轧制过程计算机控制系统通常采用三级结构设计。一级为基础自动化级,二级为过程控制级,三级为生产管理级。过程控制级(二级机)系统,亦即中厚板轧制制造执行系统MES处于厂级生产管理控制系统(三级机)和电气与仪表基础自动化系统(一级机)之间。中厚板轧制MES是连接一级和三级系统的重要环节,它们一起协同工作实现对中厚板整个轧制过程的自动化控制。本文建立了中厚板轧制过程MES 系统的过程处理模型,分析和构建了系统的体系结构,对其中的数据管理、信息处理和稳定的数据通信技术进行了研究。 1过程处理模型 中厚板轧制MES系统连接基础自动化级系统、人机界面(Huma nMachi ne In terface ,HMI)、生产管理级系统。系统主要包括以下以下几个功能模块:轧制规程计算模块、冷却控制计算模块、模型自学习模块、过程跟踪调度模块以及数据管理模块等等。该系统的过程处理模型如图1所示。
H耳版初ME马 1― 亂屈現fifil ff 卫卉罹臨诉出 理 图1中厚板轧制MES系统过程处理模型 轧制规程计算模块根据生产调度人员输入的原料数据和轧制目标等信息计算出对应的轧制规程,包括轧制总道次数、每道次相对辊缝、每道次轧制力(矩)、每道次出口厚度等等,这些数据为理论数据或经验数据。该模块同时根据实际轧制过程中产生的数据对轧制规程进行修正。 冷却控制计算模块根据轧制参数以及控冷需求等信息计算出 对应的冷却方式,包括集管开启方式、开启数量、喷水量等,这些数据为理论数据或经验数据。该模块同时根据轧制结束后实际的辊道速度信息及轧件温度信息等来对冷却方式进行修正。数据管理模块对生产原料数据、轧制过程数据以及轧制规程数据等等一系列数据进行管理,实现对数据库的操作。过程跟踪调度模块则主要是负责与数据通讯模块之间进行数据交换,对中厚板的轧制现场传回的数据(包括热金属检测仪
中厚板轧钢车间设计
中厚板轧钢车间设计 创建时间:2008-08-02 中厚板轧钢车间设计 (design of plate mill) 以板坯或扁锭为原料,经加热轧制生产中厚钢板的车间设计。中国规定,钢板厚度大于4~20mm 的为中板,厚度大于20~60mm的为厚板,厚度大于60mm的为特厚板,统称为中厚板,中厚钢板主要用于造船、建筑、机器制造、交通运输以及军事工业等部门,还可用作制造螺旋焊管,UOE焊管与焊接钢梁的原料。在工业发达国家,中厚钢板的产量占钢材总产量的10%~20%。厚度为4~25.4mm的中厚钢板也可以在带钢热轧机上生产。车间设计的原则及方法见轧钢厂设计。 简史 18世纪初,西欧开始用二辊轧机轧制出小块中厚钢板。1854年欧洲建成用蒸汽机传动的二辊可逆式中厚板轧机。1864年美国建成三辊劳特式中厚板轧机。1891年美国建成世界上第一台四辊可逆式中厚板轧机,1918年美国又建成主要生产装甲钢板,其辊身长5000mm以上的宽厚板轧机。以后,世界上又陆续出现了双机架、半连续式、连续式中厚板轧机。20世纪70年代是中厚板车间建设得最多的时期,不少轧机是4000~5500mm的双机架宽厚板轧机。 1871年中国福州船政局已开始轧制造船板,1907年汉冶萍公司建设了2440mm中板轧机。1936年在鞍山建成了第一套2300mm三辊劳特式中板轧机。1958年及1966年鞍山钢铁公司和武汉钢铁公司分别建成了2800mm中厚板轧机,其粗轧机为二辊式、精轧机为四辊式。1978年设计建成了舞阳钢铁公司4200mm宽厚板车间,1990年上海第三钢铁厂的4200/3300mm厚板车间投产。 坯料选择有扁锭、初轧板坯、连铸板坯和锻坯。在满足轧制压缩比的条件下,尽可能采用连铸板坯为原料。某些特殊钢种,根据需要采用锻坯。 设计规模和产品方案设计规模主要取决于轧机和辅机性能、设备组成、市场需求和坯料条件等。轧机尺寸、组成与设计规模的关系见表1。 产品方案根据市场需要、坯料条件和设备条件确定。中厚钢板的厚度范围一般为4.0~1 50mm(最厚达300mm),宽度范围为1000~5200mm,宽度大于2800mm的中厚钢板有时称为宽厚板。中厚钢板的定尺长度为3000~30000mm。交货状态有热轧状态和热处理状态如常化、退火、调质和固溶化等。
中厚板轧制规程设计课程设计
前言 板钢轧制制度的确定要求充分发挥设备潜力、提高产量、保证制度,并且操作方便、设备安全。合理的轧制规程设计必须满足下列原则和要求:在设备允许的条件下尽量提高产量,充分发挥设备潜力提高产量的途径不外是提高压下量、减少轧制道次、确定合理速度规程、缩短轧制周期、提高作业率、合理选择原料增加坯重等。在保证操作稳定的条件下提高质量,为保证钢板操作的稳定,要求工作辊缝成凸型,而且凸型值愈大操作愈稳定。 压下规程是钢板轧制制度中最基本的核心内容,它直接关系着轧机的产量和产品的质量。轧制制度中得其他内容如温度制度、速度制度都是以压下制度为核心展开的。反过来,温度制度、速度制度也影响到压下速度。
目录 1·制定生产工艺和工艺制度………………………………………………………… 1·1制定生产工艺流程…………………………………………………………… 1·2制定生产工艺制度……………………………………………………………2·压下规程制定…………………………………………………………………… 2·1坯料的选择……………………………………………………………………… 2·2确定轧制方法…………………………………………………………………… 2·3轧制道次的确定,分配各道次压下量………………………………………… 2·4咬入能力的校核…………………………………………………………………3·速度制度确定…………………………………………………………………………4·温度制度确定…………………………………………………………………………5·压下规程表的制定……………………………………………………………………6·各道次变形程度和变形速率的制定………………………………………………… 6.1 变形程度的确定………………………………………………………………… 6.2 变形速率的确定…………………………………………………………………7·轧制压力的制定………………………………………………………………………… 7.1 变形抗力的确定………………………………………………………………… 7.2 平面变形抗力的确定…………………………………………………………… 7.3 计算平均压力p………………………………………………………………… 7.4 轧制压力的确定…………………………………………………………………8·电机输出力矩的制定………………………………………………………… 8.1 传动力矩的计算……………………………………………………… 8.2 附加摩擦力矩的确定………………………………………………… 8.3 空转力矩的计算……………………………………………………… 8.4 动力矩的计算………………………………………………………… 8.5 电机输出力矩的计算………………………………………………… 8.6 电机额定力矩的计算…………………………………………………9·电机的校核………………………………………………………………… 9.1 主电机能力的限制…………………………………………………
生产系统设计第一部分
第一章生产系统设计 本章要点 1、了解生产系统设计布局内容,理清生产设计中布局、物流及搬运系统的关系。 2、掌握生产系统布局方法并进行仿真 3、掌握双标法对生产系统物料搬运进行规划,并进行仿真验证 通过案例的学习我们将完成以下任务: ,建立物流路径 ,设置物料搬运能力 ,设置加工能力(时间、批次、产 品) :缓存区的设定 ,设备故障模拟 ,网络节点距离选择
本章内容 2.理论知识点 2.1生产系统布局设计 生产系统布局是指在一定的生产环境下,制造系统设计人员根据生产目标确定制造系统中各设备布局形式和位置。生产系统布局设计要解决各生产工部、工段、服务辅助部门、储存设施等作业单位及工作地、设备、通道、管线之间的相互位置。合理的生产系统布局可以使生产系统的资源进行有效的组合,实现资源配置的最优化,对提高生产系统的运作效率具有重要的意义。 2.1.1 一般生产系统布局的类型 生产车间设备布局设计是将加工设备、物料输送设备、工作单元和通道走廊等布局实体合理地放置在一个有限的生产车间内的过程。按照不同的分类标准,存在不同的布局形式,常见的布局类型见图1-1
图1-1车间布局的基本类型 222基于设备位置关系的布局类型 基于设备位置之间的关系,布局类型分为产品布局、工艺布局、固定位置 布局和单元布局。其图见1-2到1-5,它们之间的对比如表1-2所示: OO □I °n O O 纟拎性冇」'=' (w) * V 型布局(b) + 单齐布局 參行布局」 直线型布局门 环形布局卜 网状布局」
图1-4按湿合工艺捺削分, \-r IH 二可二科一= ffi t-3疑工艺慌则布置分 图1-5按组咸单元布芝产品布局,又称为生产线布局,见图2-2,是指在固定制造某种部件或产品的封闭车间,设施按加工或装配的工艺顺序放置形成生产线。 工艺布局,又称为功能布局。功能布局是将所有相同类型的资源放置于同一区域的一种布局形式,如图2-3。工艺布局根据资源的功能特征对其进行分组,当产品品种多而生产批量小时,工艺布局将能提供最大的制造柔性。 固定位置布局适用于大型产品(如轮船、飞机、宇宙舱等)的建造和装配,工人和制造设施沿着产品移动。 和工艺布局相对应的是单元布局,见图2-5单元布局是将车间内的设施划分成若干个制造单元,以单元为基本单位组织生产。在单元布局中,一组设施完成相似零件的加工,单元是专门针对一组特定的零件族设计的,柔性较差。
制造执行系统中计划排产的设计与实现
《装备制造技术》2012年第12期 随着制造业信息化技术的进步,越来越多的企业认识到了信息化带来的益处。CIMS(Computer In-tegrated Manufacturing,计算机/现代集成制造系统)的三层结构也越来越多的被企业所认同,并且开始逐渐开始企业自己的信息化改造和升级[1]。首先,他们对实施难度较低的生产设备进行自动化改造或升级,实现现场生产数据的实时采集和管理。接下来,对企业的管理进行升级,引入ERP系统,对企业的生产和运作进行规范化管理。在实施了ERP以后,企业的管理效率确实有了较大的提升。近些年,企业对于生产车间的管理开始高度关注,制造执行系统(M an-ufacture Execute System,MES)进入他们的视线[2~3]。 作为CIMS的中间一层,MES对车间的生产过程进行直接的管理和控制,可以对企业的生产环节提供最大的助力。M ES处于中间层,联系着ERP和PCS,所以他们之间的关系密切,特别在一些模块中甚至出现重叠和覆盖,例如生产计划排产[4]。在ERP中,生产计划排产是对企业的订单制定计划,排定生产顺序;在M ES中,计划排产从ERP中获得生产计划,根据车间的实际生产情况对订单按照工艺流程分解,再分配给具体的车间或设备执行生产[5~6]。本文对MES中的计划排产模块进行研究,并针对实际企业生产进行了设计和实现,通过具体实施验证方法的可行。 1计划排产的问题分析 在实施ERP之前,现场管理大部分还处与手工状态。针对企业的设备自动化改造,为了能让好的管理思想切实有效的发挥作用,M ES系统的实施是必要的[7]。 目前,ERP业务覆盖了生产计划,并进行生产计划编制。不考虑能力平衡问题,根据零部件计划完工情况进行下一步计划安排,以工作中心为最小单位,生产调度和能力平衡由车间内部自行处理。但是,ERP的生产计划排产中运用无限能力计划编排方法,制定的生产计划在实际生产中可行性不强,造成了计划不能按时完成,订单无法按期交货等。 所以,需要由MES对生产计划排产进行管理,统一制定各车间的生产计划,首先分解为各车间生产作业计划,再分解为各工作中心生产计划。生产计划以工作中心为最小单位。这样可以根据实际情况安排生产,可行性高,可控制性强。 2生产计划排产的设计 生产计划排产的总体架构设计如图1所示。 2.1闭环生产能力平衡计划排产方法的设计 M ES是对车间生产的直接管理,计划排产需要考虑车间的生产能力,如果不考虑的话,会严重影响计划的执行效果,M ES的优势也就无从体现。针对这一问题,我们对生产能力的评价进行了研究和设计,其方法的流程图,如图2所示。 制造执行系统中计划排产的设计与实现 宋岐国1,朱瑞龙2,朱林3 (1.红塔辽宁烟草有限责任公司,辽宁沈阳110001;2.中国科学院沈阳自动化研究所,辽宁沈阳 110016;3.中国寰球工程公司辽宁分公司,辽宁抚顺113006) 摘要:在制造执行系统中,计划排产因为与企业资源计划(Enterprise R esource Planning,ER P)的部分模块功能有所重叠,所以如何实现MES的这一部分功能,并且避免与ER P的冲突是十分关键的。针对MES中的计划排产进行设计和实现,并考虑了与ER P之间的关系,避免了冲突,还发挥了MES的优点。通过实际项目实施,验证了这一方法的有效。 关键词:制造执行系统;企业资源计划;计划排产 中图分类号:TH166文献标识码:B文章编号:1672-545X(2012)12-0155-02 收稿日期:2012-09-06 基金项目:辽宁省科技攻关项目(2011216008);吉林省科技发展计划项目(20115014) 作者简介:宋岐国(1973—),男,辽宁大连人,工程师,大学本科,研究方向:生产运作与管理,智能系统设计;朱瑞龙(1984—),男,黑龙江哈尔滨人,助理研究员,硕士研究生,研究方向:生产执行系统设计与应用;朱林(1972—),男,辽宁抚顺人,工程师,本科,研究方向:电子自动化。 155
智能制造系统设计要点
智能制造系统设计要点 摘要:“两化融合”是摆在制造业产业升级面前必须解决的问题。本文从规划设计的角度介绍了在设计建设智能制造系统的着手点,以硬件为基础,构建智能制造的基础应用平台,为制造业信息化提供良好应用平台。 关键词:智能制造设备联网环控 1.智能制造概况 智能制造技术是在现代传感技术、网络技术、自动化技术、拟人化智能技术等先进技术的基础上,通过智能化的感知、人机交互、决策和执行技术,实现设计过程、制造过程和制造装备智能化,是信息技术和智能技术与装备制造过程技术的深度融合与集成。 智能制造集成应用系统由计算机系统、车间物联网系统、数据中心、生产指挥中心、生产数据交换应用平台及数字化车间系统集成等六部分组成。其中车间物联网系统可分为生产物联网与环境监控物联网两部分,生产物联网包括:数控机床联网系统、人机交互界面、现有机床改造、能源管控及设备管理、生产网络无线覆盖、看板管理、生产过程实时监控、电子标签技术应用;环境物联网包括:空气悬浮颗粒物监测、噪声监测、有害气体监测。 2.车间物联网 车间物联网是指的是将车间现场的末端设备和设施,包括具备“内在智能”的传感器、智能仪表、移动终端、数控设备、视频监控系统等和“外在使能”的如贴上电子标签的各种物料及工位等智能化物件,通过各种无线或有线的长距离或短距离通讯网络实现互联互通、应用集成等模式,在企业局域网环境下,采用适当的信息安全保障机制,提供安全可控乃至个性化的实时在线监测、定位追溯、报警联动、调度指挥、预案管理、远程控制、安全防范、远程维保、在线升级、统计报表、决策支持、领导桌面等管理和服务功能,实现对“企业资源”的“高效、节能、安全、环保”的“管、控、营”一体化。车间物联网又细分为服务于生产管理的生产监控物联网和服务于职业健康卫生的环境监控物联网。 2.1生产物联网 2.1.1数控机床联网系统 数控机床联网系统主要包括:网络服务器、局域网、CAD/CAM计算机、管理系统、联网系统主控机、远程通讯接口、通讯电缆、数控机床等。
年产150万吨中厚板车间工艺设计.docx
.................大学 本科生毕业设计开题报告 题目:年产150万吨中厚板车间工艺设计 学院:冶金与能源学院 专业:材料成型及控制工程 班级: 姓名: 学号: 指导教师: 2015年11 月15 日 一.选题背景 1.1题目来源 冶金行业经过了近8年的高速发展,行业的钢材产能已经达到近6亿吨/年。已有和在建的中厚板生产线近70条,中厚板生产能力达到接近7000万吨/年。但是国际金融危机的影响和国内经济周期的调整,钢铁产品市场成了典型的买方市场。冶金企业如何在这一轮经济调整中,实现技术和产品的转型成了决定企业生存的关键。各中厚板生产厂纷纷根据自身的技术装备特点、技术研发能力、市场客户需求确定自己的产品战略定位。综合实力强的企业,全力体现出产品的差异化战略,坚持不懈地开发生产其他企业无法生产或难于生产的市场短线、高档产品。高档次产品开发离不开性能控制技术,性能控制的新技术不仅提高钢板的性能,还可以带来生产成本的降低。 1.2项目概述: 经过对国内外中厚板市场现状的分析以及前景预测,综合对当地各种物料供应、能源等其它资源的分析,我们选择区域与资源优势居一体的唐山曹妃甸地区作为建厂厂址,设计一座年产量150万吨4300热轧中厚板车间,并且能够生产规格齐全、性能优良,能满足市场需求的产品。 1.3中厚板简介 中厚钢板:厚度大于4mm的钢板属于中厚钢板。其中,厚度4.0-20.0mm的钢板称为中厚板,厚度20.0-60.0mm的称为厚板,厚度超过60.0mm的为特厚板。 中厚板的用途: 中厚板主要用于建筑工程、机械制造、容器制造、造船、桥梁等行业,并且随着国民经济建设其需求量非常之大,范围也十分广。 (1)造船钢板:用于制造海洋及内河船舶船体。要求强度高、塑性、韧性、冷弯性能、焊接性能、耐蚀性能都好。 (2)桥梁用钢板用于大型铁路桥梁。要求承受动载荷、冲击、震动、耐蚀等。 (3)锅炉钢板:用于制造各种锅炉及重要附件,由于锅炉钢板处于中温(350℃以下)高压状态下工作,除承受较高压力外,还受到冲击,疲劳载荷及水和气腐蚀,要求保证一定强度,还要有良好的焊接及冷弯性能。 (4)压力容器用钢板:主要用于制造石油、化工气体分离和气体储运的压力容器或其
中厚板生产压下规程课程设计-轧制规程设计
《塑性成型工艺(轧制)》课程设计说明书 课题名称15×2100×9000mm轧制规程设计指导教师 专业小组 小组成员 2013年06月15日
《塑性成型工艺(轧制)》课程设计任务书 10级材料成型与控制工程专业 设计小组:第12小组成员: 设计课题:中厚板轧制规程设计指导教师:张金标 设计小组学生学号产品牌号产品规格/mm 1Q23510×2000×9000 24510×1900×10000 312CrNi3A12×1800×10000 44Cr1313×1700×9000 5Q23512×2100×12000 6458×1800×13000 712CrNi3A14×2000×9000 84Cr1312×2000×8000 9Q2359×2050×12000 104510×2300×12000 1112CrNi3A13×1900×12000 124Cr1315×2100×9000 二、设计条件 机组:双机架串列式可逆机组(二辊可逆轧机粗轧,四辊可逆轧机精轧)。 主电机:二辊轧机主电机型号ZD250/120,额定功率25002kw,转速0~40~80rpm,过载系数2.25,最大允许传递扭矩1.22MN.m;四辊轧机主电机型号ZD250/83,额定功率20502kw,转速0~60~120rpm,过载系数2.5,最大允许传递扭矩0.832MN.m。 三、设计内容 制定生产工艺及工艺制度;确定轧制方法;确定轧制道次,分配道次压下量;设计变形工具;计算力能参数;校核轧辊强度及主电机负荷;绘制轧辊零件图、轧制表。 四、设计时间 设计时间从2013年06月03日至2013年06月14日,为期两周。 五、设计要求 每个设计小组提供6个以上设计方案,1成员完成1个设计方案的全部设计工作;组内分析、评价各个方案的设计结果,以最佳方案作为本组设计方案;小组提交最佳方案的设计说明书1份,组员提交个人的设计小结(简述方案、设计思路、计算过程和结果评价)。 材料成型教研室
中厚板压下规程课程设计
辽宁科技大学 课程设计说明书 设计题目:EH32中厚板轧制规程的编制学院、系:材料与冶金学院 专业班级:材料加工工程11级2班 学生姓名: 指导教师: 成绩: 2014年12 月31 日
目录 1前言 (2) 1.1 EH32中厚板产品介绍 (2) 1.2 EH32中厚板成分介绍: (2) 2中厚板生产工艺流程简介 (2) 3. 轧制规程编制 (5) 3.1轧制工艺参数设计 (5) 3.1.1选择坯料 (5) 3.1.2坯料尺寸的确定 (5) 3.1.3确定轧制方法 (5) 3.1.4确定轧制道次 (6) 3.1.5道次压下量的分配 (6) 3.1.6速度制度 (8) 3.1.7轧制时间 (8) 3.1.8温度制度 (9) 3.2轧制力的计算 (11) 3.2.1平均单位压力 (11) 3.2.2总轧制力的计算 (11) 3.3计算传动力矩 (12) 3.3.1轧制力矩的计算 (12) 3.3.2附加摩擦力矩的计算 (12) 3.3.3空转力矩的计算 (13) 3.3.4动力矩的计算 (13) 4辊型设计计算 (15) 5设备校核 (18) 5.1轧辊强度校核 (18) 5.1.1支撑辊强度校核 (19) 5.1.2 工作辊强度计算 (19) 5.1.3接触应力的计算 (20) 5.2主电机功率校核 (21) 5.2.1电机过载校核 (21) 5.2.2电机的发热校核 (21) 6结语 (22) 7参考文献 (23)
1前言 1.1 EH32中厚板产品介绍 一般船体结构钢A、B、D、E级是根据钢材冲击温度来区分的,各等级钢的冲击值均相同,不是根据强度等级区分的。 A级钢是在常温下(20℃)所受的冲击力。 B级钢是在0℃下所受的冲击力。 D级钢是在-20℃下所受的冲击力。 E级钢是在-40℃下所受的冲击力。 高强度船体结构钢又可分为AH32 DH32 EH32 AH36 DH36 EH36。 1.2 EH32中厚板成分介绍: EH32化学成分: 碳(C)≤0.18 锰(Mn)0.90~1.60 铝(Al)≥0.015 硅(Si)0.10~0.50 磷(P)≤0.04 硫(S)≤0.04 屈服强度σs (MPa)315 2中厚板生产工艺流程简介 中厚板的生产工艺流程根据每个厂的生产线布置情况、车间内物流的走向以及其主要产品品种和交货状态的不同而具有其各自的特点,但加热、轧制、冷却和精整剪切仍是中厚板生产工艺流程的核心部分,而具体的工艺流程一般可根据成品的交货状态,分为直接轧制交货、热处理交货和抛丸或涂漆交货。 工艺流程简介图:原料检查→原料清理→加热→除鳞→粗轧→精轧→矫直→冷却→表面检查→切头切尾→精整。 原料的选择与加热
生产系统的设计
生产系统的设计 很有意思的是,作为管理科学学派的代表人物,伯法并不一味追求“高精尖”。他特别强调,在进行生产系统的设计时应当根据实际情况、实际条件来寻求适当的系统设计方法,更注重方法的适用性。他甚至明确指出,有时候,鉴于情况与条件的特殊性,使用传统的方法会收到意想不到的效果。也许,这种思想,是给我们那些“不求最好,但求最贵”的管理者的清醒剂。 在生产分析基础上,进行生产设计是必要的。生产设计与成本分析息息相关。根据成本效益比,管理者能够从各种不同的成本费用方案中选出成本费用最小、效用相对最大的方案来进行生产。生产系统中存在各种各样的问题,不同的问题需用不同的方法来分析和设计。例如,在具体生产的数控过程中,采用计算机数字和信息处理功能进行控制,所有的过程是在自动化的状态中进行。而在规模较大的工程项目中,网络计划模型就显得极为有效,它们适用于连续型生产过程的规划问题。此外,启发式模型、线性规划、统计分析、图解等方法,都有相应的适用领域。总之,生产系统的设计方法应该根据实际情况来确定,唯有对症下药,才能达到预期效果和目的。 生产一个部件或者产品的预期最小成本,起初由产品的设计者来决定,即便是最灵巧的一线工人也无法改变这种状况,他只能根据设计来生产,在设计的限度内行使自主权,使生产成本最小化。所以说,是产品设计师限制了生产系统设计师的工作范围。的确,产品设计师的首要职责就是创造出功能上适合要求的某些东西,当这点达到后,通常存在着可以满足功能要求的多种可供选择的方案,如何从这些方案中选出使生产成本最小的方案来,就需要设计师从功能和成本两方面来考虑。一个构思良好的产品设计,能够大大缩小各种可行方案的选择范围,并且规定其主要内容。因此,当产品处于设计阶段时,就应该着手考虑生产的基本模型。
第四章绩效管理知识点(1)第一节绩效管理系统的设计、运行与开发
单:65-70(6 分) 多:112-115( 4 分) 知识10%,能力15% 第四章绩效管理(1) 第一节绩效管理系统的设计、运行与开发 第一单元绩效管理程序的设计 【学习目标】通过学习掌握绩效管理系统设计的基本内容,以及绩效管理的准备、实施、考评、总结和应用开发等各个具体工作阶段设计的基本方法。 【知识要求】 1 .绩效管理系统设计的基本内容绩效管理系统的设计包括绩效管理制度的设计与绩效管理程序的设计两个部分。(多09.05 ,单07.05 ) 绩效管理制度是企业单位组织实施绩效管理活动的准则和行为的规范。(单07.11 ,单11.05 ,单12.05 ) 绩效管理程序的设计,可分为管理的总流程设计(宏观角度)和具体考评程序设计(较小范围,部门)两部分。(单10.11 ,多10.05 )。 绩效管理制度设计应当充分体现企业的价值观和经营理念,以及人力资源管理发展战略和策略的要求,而绩效管理程序设计应当从程序、步骤和方法上,切实保障企业绩效管理制度得到有效贯彻和实施。(单077.11 ) 2 .对绩效管理系统的不同认识 (1)国内绩效管理是一系列以员工为中心的干预活动过程。它包括四个环节,分别是目标设计、过程指导、考核反馈和激励发展。 (2)国外成功的绩效管理主要由以下四部分组成:指导、激励、控制、奖励。(多07.05 ) 【能力要求】绩效管理总流程的设计,可包括五个阶段,即准备阶段、实施阶段、考评阶段、总结阶段和应用开发阶段。 1 .准备阶段本阶段需要解决四个基本问题。(多07.05 ) (1)明确绩效管理韵对象,以及各个管理层级的关系。 1)上级考评。能较客观地进行考评,约占60%"--70 %。(单10.11 ) 2)同级考评。常受人际关系状况的影响,占10%左右。(单08.05 ,单12.05 ) 3)下级考评。对其工作作风、行为方式、实际成果有比较深入的了解,但他们对被考评者又容易心存顾虑,致使考评的结果缺乏客观公正性,占10%左右。(单12.11 ,单08.11 ,单 09.11 ) 4)自我考评。能充分调动被考评者的积极性,易受到个人的多种因素的影响,使其有一定的局限性,占10%左右。(单10.05 ) 5)外部人员考评。能较客观公正地参与绩效考评,但他们很可能不太了解被考评者的能力、行为和实际工作的情况,使其考评结果的准确性和可靠性大打折扣。在实际考评中, 采用外人考评的形式时,应当慎重考虑。 在设计绩效考评的方案时,在被考评者明确的情况下,具体考评者由哪些人组成,取决于三种因素:被考评者的类型、考评的目的、考评指标和标准。 考评者都应具备以下条件:作风正派,办事公道;有事业心和责任感;有主见,善于独立思考;坚持原则,大公无私;具有实际工作经验,熟悉被考评对象情况等。此外,参与管理的考评者的多少
基于RFID的离散制造业制造执行系统设计与实现
基于R F I D的离散制造业制造执行系统设计与 实现 LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】
基于RFID的离散制造业制造执行系统设计与实现 刘卫宁,赵敏 重庆大学 摘要:针对离散制造企业在生产形态和生产管理中存在的问题,引入RFID技术跟踪在制品、采集制造过程生产和质量数据,解决ERP计划层与现场过程控制层间信息和管理的断层问题,实现制造和质量的可视化和数字化管理。研究提出系统的构成、体系结构,通过车间控制器和单元控制器的有机结合实现系统功能。实际应用的情况证明本系统成功解决了计划层和生产控制层之间的信息断层问题,提高了生产效率、生产质量和管理水平,实现了制造过程可视化和产品质量可追溯化。 关键词:RFID;离散型制造业;制造执行系统;通信中间件 Design and Implementation of Discrete Manufacturing Industry MES Based on RFID Technology Abstract: Analyzing the production organizational mode and problems in production management of discrete manufacturing industry, RFID technology was introduced to track WIP (work in process) and collect data of product quality, fill in the information and management gaps between ERP plan and field process control, and implement visualization manufacturing and digital management. Discussing system architecture and operational characteristics and the shop controller and cell controller were combined to cooperate for system functions. The factory application showed that the proposed RFID based MES was successful to fill in the information gap between plan layer and control layer, and the visualization of manufacture process and trace facility of product quality were realized. Key Words: RFID; Discrete Manufacturing Industry; MES; Communication Middleware 0概述 离散制造企业生产现场的在制品跟踪和生产状态监控一直是MES功能实现的瓶颈。如何准确及时地将生产所需零部件运送到生产线如何跟踪生产物料实现对产品质量的控制和追溯这是离散制造业,尤其是采用流水线作业的组装厂的难题。尽管条码技术的使用在一定程度上解决了上述问题,但由于条码易污损、读写距离短、不耐高温、数据存储量小且不可重写,尚不能很好地解决生产制造与装配过程中的跟踪和管理问题。RFID (射频识别)技术的出现弥补了条码的这些不足,将成为支持生产制造与装配过程管理的新途径。 基于RFID实现生产过程的管理与控制能有效地跟踪、管理和控制生产所需的包括物料、设备、人员在内的所有工厂资源,与上层管理系统结合,可合理地调度、管理这些资源来提高制造竞争力,改善生产组织、缩短生产周期、减少在制品数量、减少生产提
生产系统设计方案
工厂生产管理系统(MES)功能设计方案
目录 1、概述 (4) 1.1、MES系统的作用 (4) 1.2、MES系统的简介 (5) 2、生产管理系统服务流程介绍 (6) 2.1、工厂一般生产流程 (6) 2.2、工厂一般物流程序 (7) 2.3、一般生产单据 (8) 3、生产管理系统功能模块介绍 (10) 3.1、系统功能模块概貌 (10) 3.2、系统功能简介 (11) 3.2.1、基础数据设置 (11) 3.2.2、采购管理模块 (11) 3.2.2.1、供应商管理模块 (12) 3.2.2.1.1、供应商资料管理 (12) 3.2.2.1.2、供应商新材料认证管理 (12) 3.2.2.1.3、供应商积分管理 (13) 3.2.2.2、合同(订单)管理、报价管理 (13) 3.2.3、仓库管理模块 (14) 3.2.3.1、库存管理 (14) 3.2.3.2、物流管理 (14) 3.2.4、车间管理模块 (15) 3.2.4.1、排产管理 (15) 3.2.4.2、物流管理 (15) 3.2.4.3、生产单/物料单管理 (16) 3.2.4.4、领料单/退料单 (16) 3.2.5、销售管理 (16) 3.2.5.1、客户资料管理 (16) 3.2.5.2、报价管理 (17) 3.2.5.3、销售订单管理 (17) 3.2.5.4、售后服务管理 (17) 3.2.6、报表管理 (17) 3.2.6.1、角色划分 (17) 3.2.6.2、总经理报表 (18) 3.2.6.3、销售经理及销售员报表 (18) 3.2.6.4、采购经理及采购员报表 (19) 3.2.6.5、车间经理及车间主任报表 (19) 3.2.6.6、仓库管理员报表 (20) 3.2.7、权限管理 (20) 3.2.7.1、员工管理 (20) 3.2.7.2、菜单权限管理 (20) 3.3、系统功能在实际工作中的应用流程 (20) 4、系统组成介绍 (21) 4.1、系统采用的网络结构。 (21) 4.2、系统采用的编程软件及应用软件选型。 (22) 4.3、系统的开发阶段表述。 (22)
中厚板压下规程设计
第一章选择坯料 1.1制定生产工艺 产品牌号:45钢 产品规格:l ?=10?1900?10000mm b h? 本次所设计的产品为中厚板,连铸坯节能,组织和性能好,成材率高,主要用于生产厚度小于80mm中厚板,所以坯料选用连铸坯。 根据车间设备条件及原料和成品的尺寸,确定生产工艺过程如下:原料的加热→除鳞→轧制(粗轧、精轧)→矫直→冷却→划线→剪切→检查→清理→打印→包装。 板坯加热时宜采用步进式连续加热炉,加热温度应控制在1200℃左右,以保证开轧温度达到1150℃的要求。另外,为了消除氧化铁皮和麻点以提高加热质量,可采用“快速、高温、小风量、小炉压”的加热方法。该法除能减少氧化铁皮的生成外,还提高了氧化铁皮的易除性。 板坯的轧制有粗轧和精轧之分,对双机架轧机通常将第一架称为粗轧机,第二架称为精轧机。粗轧阶段主要是控制宽度和延伸轧件。精轧阶段主要使轧件继续延伸同时进行板形、厚度、性能、表面质量等控制。精轧时温度低、轧制压力大,因此压下量不宜过大。 1.2 确定坯料尺寸 所设计的产品的尺寸为l ?=10?1900?10000mm,加上切边余量,将宽度设计为 b h? 1950mm,长度暂时不定,设计坯料的尺寸。 产品的厚度h为10mm,首先选取压缩比,压缩比由经验值选取,选取的最低标准为6-8,因此压缩比选取9,则坯料厚度H为90mm,由b=1950mm,坯料L=b-600, 取坯料长度L=1350mm,由于体积不变,坯料在轧制过程中会产生废料,选择烧损为98%,切损设计为98%,所以成材率K=98%×98%=96%,则 h? ?=K b l H? ? ? H B 计算得到B=1680mm,最终确定坯料尺寸为:L ?=90?1680?1350mm 。 H? B
MES系统中物料平衡的设计与实现.
MES 系统中物料平衡的设计与实现 石油炼制企业在不断的发展壮大,对信息技术和综合自动化系统的需求也在持续变化。本文通过以制造执行系统 (Manufacturing Execution System , MES 技术为代表的信息化整合优化集成,企业可以显著降低成本、提高竞争力和增强抗风险能力,因此, MES 技术的研究与应用成了整个流程工业综合自动化技术发展的关键之一。本文内容涵盖了物料平衡模块的各个关键技术点,主要包括物料平衡数据的归并与审核、平衡数据的校正,为全公司 MES 系统的实施奠定了坚实的基础。 1 绪论 目前, 以信息集成为核心的企业综合自动化系统在国内外的许多企业已经投用, 并且取得良好的使用效果。实践表明它能够将先进的、科学的管理方法更好地应用于化工企业, 将生产管理的经验和领域专家的知识结合起来, 协调并参与实时生产管理过程, 再结合产品的市场行情,搞好市场分析,形成最佳的生产结构,从而创造更大的经济效益。 20世纪 90年代,我国化工企业基础自动化建设与改造基本完成,部分企业还实施了 ERP(Enterpdse Resource Planning , 企业资源规划 , 但因缺乏将ERP 和控制系统集成连接在一起的中间层, ERP 的实施效果受到了极大的限制,信息化建设进程一度陷入窘境。 MES(Manufacturing Execution System,生产执行系统是支撑企业生产管理层业务运行和管理的信息系统,恰好能填补这一空白。 MES 是处于计划层和现场自动化系统之间的执行层, 主要负责车间生产管理和调度执行。一个设计良好的 MES 系统可以在统一平台中集成诸如生产调度、产品跟踪、质量控制、设备故障分析、网络报表等管理功能,使用统一的数据库和通过网络联接可以同时为生产部门、质检部门、工艺部门、物流部门等提供车间管理信息服务。系统通过强调制造过程的整体优化来帮助企业实施完整的闭环生产, 协助企业建立一体化和实时化的 ERP /MES /SFC 信息体系。 MES 直到 1990年, 才由美国的 AMR(Advanced Manufaeturing Research提出并使用。 20世纪 90年代初,工业界开始认识到需要一个可以将业务系统和控制系统集成在一起的中间层。制造执行系统 (MES从一开
智能制造系统论文
智能制造概述 摘要:介绍了智能制造提出的背景、主要研究内容和目标, 人工智能与I M T、I M S的关系, I M S 和C I M S, 智能制造的物质基础及理论基础, 智能制造系统 的特征及框架结构, 并简要介绍了智能加工中心IMC, 智能制造技木的发展趋势,以及智能制造系统研究成果及存在问题。 关键词:智能制造,IMS, IMC, IMT。 Abstract:Intelligent Manufacturing introduced the background, main contents and objectives, Artificial Intelligence and IMT, IMS relations, IMS and CIMS, intelligent manufacturing and the material basis of the theoretical basis of the characteristics of intelligent manufacturing system and the framework structure, and gave a briefing on intelligence Machining Center IMC, intelligent manufacturing technology development trend of wood, as well as the Intelligent Manufacturing Systems research results and problematic. Key words: Intelligent Manufacturing, IMS, IMC, IMT。 一. 智能制造提出的背景 制造业是国民经济的基础工业部门, 是决定国家发展水平的最基本因素之一。从机械制造业发展的历程来看, 经历了由手工制作、泰勒化制造、高度 自动化、柔性自动化和集成化制造、并行规划设计制造等阶段。就制造自动化 而言, 大体上每十年上一个台阶: 50~60年代是单机数控, 70 年代以后则是CNC 机床及由它们组成的自动化岛, 80 年代出现了世界性的柔性自动化热潮。 与此同时, 出现了计算机集成制造, 但与实用化相距甚远。随着计算机的问世与 发展, 机械制造大体沿两条路线发展: 一是传统制造技术的发展, 二是借助计算 机和自动化科学的制造技术与系统的发展。80年代以来, 传统制造技术得到了 不同程度的发展,但存在着很多问题。先进的计算机技术和制造技术向产品、工 艺和系统的设计人员和管理人员提出了新的挑战, 传统的设计和管理方法不能 有效地解决现代制造系统中所出现的问题, 这就促使我们借助现代的工具和方法, 利用各学科最新研究成果, 通过集成传统制造技术、计算机技术与科学以及 人工智能等技术, 发展一种新型的制造技术与系统, 这便是智能制造技术( In
第四章习题操作系统
从供选择的答案中,选出应填入下面叙述中_?_内的最确切的解答,把相应编号写在答卷的对应栏内。 _A_是操作系统中可以并行工作的基本单位,也是核心调度及资源分配的最小单位,它由_B_组成,它与程序的重要区别之一是:_C_。 在SMP系统中,操作系统还提供了_D_机制,它是_E_的最小单位。 供选择的答案: A:①作业②过程③函数④进程 B:①程序、数据和标示符②程序、数据和PCB ③程序、标示符和PCB ④数据、标示符和PCB C:①程序可占用资源,而它不可②程序有状态,而它没有 ③它有状态,而程序没有④它能占有资源,而程序不能 D:①约束②线程③共享④分时 E:①存储器分配②资源分配③处理器分配④网络结点分配正确答案:4、2、3、2、3 ●试题4 [1999年高级程序员] 从供选择的答案中,选出应填入下面叙述中的_?_内的最确切的解答,把相应编号写在答卷的对应栏内。 进程是操作系统中的一个重要概念。进程是一个具有一定独立功能的程序在某个数据集合上的一次_A_。 进程是一个_B_的概念,而程序是一个_C_的概念。 进程的最基本状态有_D_。在一个单处理机中,若有6个用户进程,在非管态的某一时刻,处于就绪状态的用户进程最多有_E_个。 供选择的答案: A:①单独操作②关联操作③运行活动④并发活动B:①静态②动态③逻辑④物理 C:①物理②逻辑③动态④静态 D:①就绪、运行、隐蔽②停止、就绪、运行③运行、就绪、阻塞④就绪、撤消、运行 E:①5 ②6 ③1 ④4 正确答案:3、2、4、3、1 ● 某系统的进程状态转换如下图所示,图中1、2、3、4分别表示引起状态转换的不同原因,原因4表示(9)。
中厚板生产课程设计指导书..
目录
1 产品标准和技术要求 1.1.1钢材的尺寸、外形及允许偏差 钢板和钢带的尺寸、外形及允许偏差见国标GBT/709-2006《热轧钢板和钢带的尺寸、外形、重量及允许偏差》(国标可从网上下载,下同)。 1.1.2技术要求 合金牌号和化学成分可查国标,如碳素结构钢可查GB/T700-2006,低合金结构钢可查GB/T1591,优质碳素结构钢 GB/T 699-1999等 另外,技术要求可查找GB 3524-2005《碳素结构钢和低合金结构钢热轧钢带》,GB/T4237-2007《不锈钢热轧钢板和钢带》,GB/T8749-2008《优质碳素结构热轧钢带》等。 (1)钢的牌号、化学成分和力学性能见表1-6。
2 生产工艺流程及主要设备参数 2.1生产工艺流程 根据车间设备条件及原料和成品的尺寸,生产工艺过程一般如下:原料的加热→除鳞→轧制(粗轧、精轧)→矫直→冷却→划线→剪切→检查→清理→打印→包装。 板坯的轧制有粗轧和精轧之分,但粗轧与精轧之间无明显的划分界限。在单机架轧机上一般前期道次为粗轧,后期道次为精轧;对双机架轧机通常将第一架称为粗轧机,第二架称为精轧机。粗轧阶段主要是控制宽度和延伸轧件。精轧阶段主要使轧件继续延伸同时进行板形、厚度、性能、表面质量等控制。精轧时温度低、轧制压力大,因此压下量不宜过大。 中厚板轧后精整主要包括矫直、冷却、划线、剪切、检查及清理缺陷,必要时还要进行热处理及酸洗等,这些工序多布置在精整作业线上,由辊道及移送机纵横运送钢板进行作业,且机械化自动化水平较高。 2.2 主要生产工艺 (1)加热 板坯加热目的:中厚板加热目的是提高钢的塑性,降低变形抗力,利于轧制;生成表面氧化铁皮,去除表面缺陷;加热到足够高的温度,使轧制过程在奥氏体化温度区域内完成;在可能的下并可以溶解在后阶段析出的氮化物和碳化物。 一般厚板加热炉的型式有两种:连续式和半连续式。比较而言,连续式加热炉的产量高、热效率高,装入,抽出方便间歇式加热炉产量一般在10~20t/h,热效率也低。这里采用的加热炉为步进梁式加热炉。 中厚板加热工艺的特点:由于厚板的产品种类较多,板坯的规格变化大,所以加热温度的变化范围较广,一般在950~1250°C左右,这与热连轧的情况不完全一样,由于生产的批量小,炉内板坯的温度变化频繁,这样就造成加热炉的热负荷变化较大,加热温度的控制要求较高。 (2)轧制 中厚板轧制过程包括除鳞、粗轧、精轧三个阶段。随控制轧制技术的应用,为满足控制轧制时的温度条件,在粗轧过程中或粗轧后还有一个控制钢板温度的阶段。轧制过程主要包括以下几个阶段: 1)除鳞:钢板表面质量是钢板重要的质量指标之一,加热时高温下生成的氧