皮带机试车方案
皮带机试车方案-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
一.试车的组织的机构及参加人员
车间试车总指挥:
调试指挥人:
现场技术责人:
调试验收负责人:
参加人员(各段值班人员):
二.试车的依据标准
依据皮带机的厂家说明书和电力建设施工及验收技术规范进行。
三.试车的目的
1.检验设备的安装中是否达到设计标准及技术要求。
2.检验设备的各性能是否达到设计值。
四.试车范围
原料煤输送的全部皮带机:
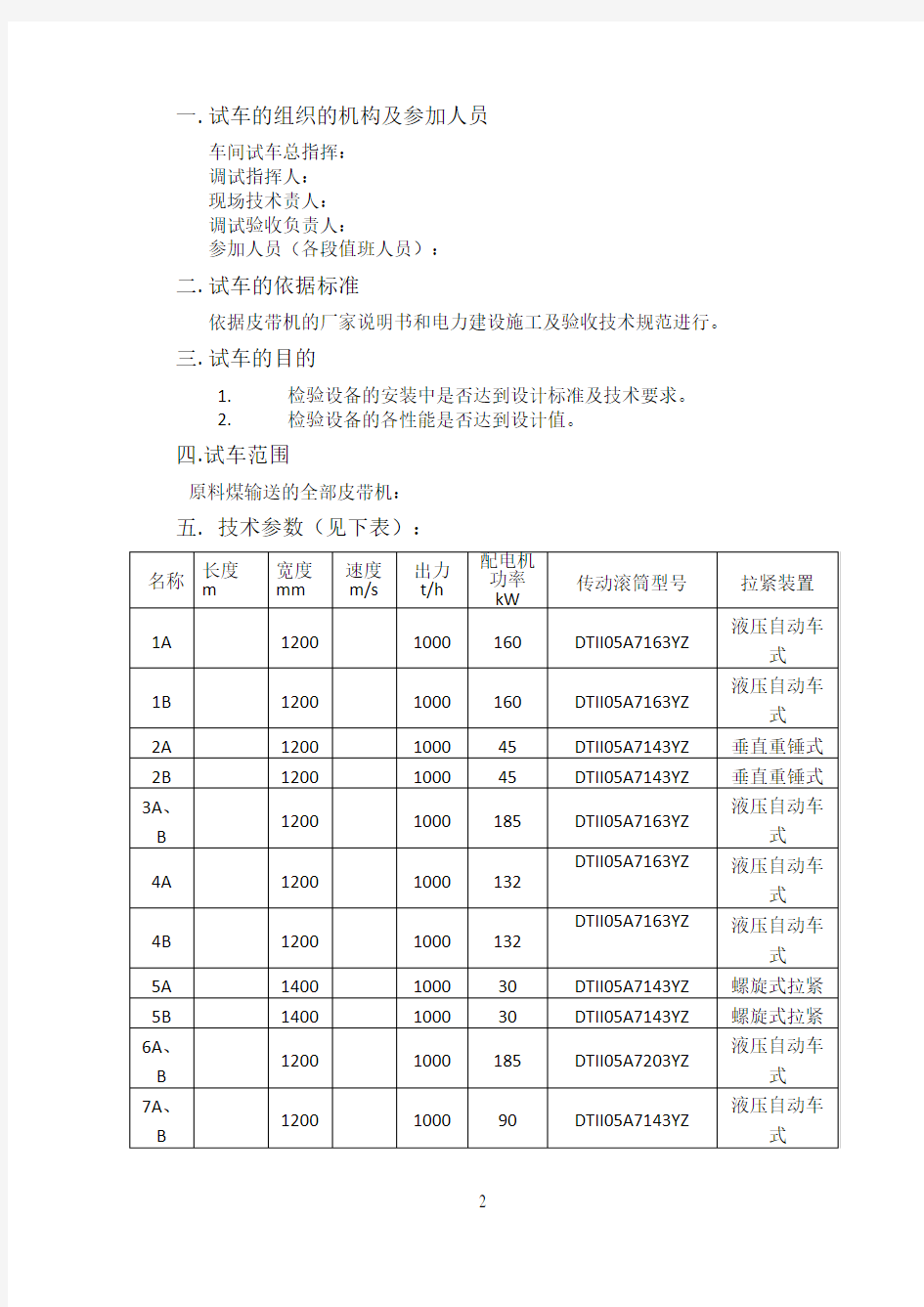
五.技术参数(见下表):
六.试车的条件
1.皮带机机架电机设备的就位、找平、找正、检查及调整的安装工作
全部结束,并由齐全的安装记录。
2.二次灌浆达到设计强度,基础模面工作结束。
3.与试车有关的管道具备使用条件。
4.与皮带机有关的电气,皮带机保护装置和控制系统调试完毕满足满
足条件。
七.试车前的准备工作
1.在有关人员参加下审查施工单位提供以下的资料;
a)设备检修和安装记录;
b)分部试运行签证;
c)润滑脂牌号及化验证件;
2.审定试车方案及检查试车现场。
3.试车现场应备有必要的消防设施和防护用具。
4.试车用的润滑油(脂)应符合设备要求。
八.试车前的验收符合以下规范
1构架安装应符合下列要求
d)每节构架中心与设计中心偏差不大于3mm;
e)标高偏差±10mm;
f)横向水平面平度偏差不大于3mm;
g)纵向起伏平面度偏差不大于10mm;
2.滚筒的安装应符合下列要求:
a)轴线必须与胶带相垂直;
b)纵模向位置偏差不大于5mm;
c)水平度偏差不大于;
d)标高偏差±10mm。
3.拉紧装置应符合下列要求:
a)尾部拉紧装置应工作灵活,滑动面及丝杠均应平直并涂油保
护;
b)垂直拉紧装置的滑道应平行,升降应顺利平活;
c)配重块安放应牢靠,配重量一般按设计量的2/3装设,上煤时
若有打滑现象再行增加。
d)应按设计装设安全围栏。
4.托辊安装应符合下列要求:
a)托辊支架应与构架连接牢固,螺栓应在长孔中间并有方斜垫;
b)相邻的托辊高低差不大于2mm;
c)托辊轴应牢固地嵌入支架槽内;
d)靠近头部滚筒处的几处托辊应与胶带充分接触,否则应将其适
当垫高。
5.落煤管和导煤管槽内安装应符合下列要求:
a)落煤管管壁应平整光滑,其重量不应压在导煤管槽上;
b)各落煤管,落煤头的法兰连接处均应加密封垫,以防煤尘外
泄;
c)电动三通应严密,应有开关标志,操作应灵活方便;
d)导煤槽与胶带应平行,中心吻合,密封处接触均匀
e)所有输煤机的缓冲托辊安装位置应对准煤管,如图中所定位位
置与此不符,则现场应调整缓冲托辊的安装位置。
九.空载试车
1.空载试运转前应检查各部件间的坚固螺栓均匀坚固,工地上的焊接
工作应完整、无漏焊处,电气保护装置接线应正确,点动电机以确认转方向正确,电气设备接地应良好。
2.空载运行时间不得短于2小时。
3.空载试运转过程中应观察和调整下列各项:
a)各运转部位应无相蹭想象;
b)输送带的跑偏量应在带宽的5%以内,若超过此值,应及时调
整,防止带伤;
c)设备各部位应无异常噪声和振动;
d)各托辊辊子应转动灵活,发现不转的的应及时更换;
e)减速器,液力偶合器不得有漏油现象;
f)各部件联接螺栓不得松动;
g)各滚筒的轴承处不得有超过65℃的温升;
h)导料槽侧面的橡胶封条与输送带接触良好,无缝隙又不过分压
紧。
i)检测跑偏、拉绳、堵煤等保护信号应报警准确可靠。
十.负载试机
负载试运转应在同一输送线路上的所有设备都进行了空载试运转后,方可进行。
1.加载应从少逐渐增大,按额定输送量的50%,80%,100%加载,每种
负载下运行时间不少于1小时。
2.检查物料在转载点的通过情况,调整倒料槽侧面的橡胶封条高度,使
物料顺畅通过,不发生堵塞。
3.在负载100%时调整输送带跑偏,任何地段的跑偏量均不得超过带宽
的5%。
4.在输送机全长都有100%负载时停车,再次起动输送机,输送带在滚
筒上不得打滑,输送带应在15秒内启动。若启动时间长而引起液力偶合器中的油温过高或喷油,应适当增加冲油量。
5.测量在负载100%时的电机输入电流,其值应小于电机技术说明给出
的值。测量结果要记录在案备查。
十一.试车注意事项
在进行皮带机试车时调试人员做好安全工作,严格按规范进行,遇有下列情况之一时,应立即停机。
1.电动机发出异音转速明显下降时。
2.转动机械轴承温度过高,窜轴时。
3.设备结构发生严重变形,开焊时。
4.电流表超过额定值未能按时返回时。
十二.试车物资
对讲机5对,活口扳手3把,手锤2把、测振仪2台、测温仪2台、听针1根、摇表
试运检查(见下表)
齿辊式碎煤机调试方案
调试前的准备
1、进行调试前,要先检查所有的加料装置,检查并清除留存在里面的安
装、检修废料,防止其进入破碎机造成设备损坏;
2、再次用力矩扳手逐个对称紧固设备的地脚螺栓达到规定的;
3、再次紧固所有轴承座联接螺栓和其它可见联接螺栓;
4、加足轴承和过渡套等的润滑脂;
5、检查所有的防护罩是否安装到位;
6、检查电气控制的电源电压和线路。
7、检查布料器吊架牢固位置正确,连接处密封良好
空载试机
1 、用人工方法将两工作副同时左右转动数10圈,确定无异常及卡滞现
象,方可启动;
2、接通电源,启动机器,空载运行2小时(两电动机分开启动)。在此期
间,密切观察设备振动、噪声和每一个轴承、电机,设备振动径向不超过0.3mm,噪声低于85分贝,轴承温度不超过85℃;
3、布料器运行平稳、入料均匀,无异音、无偏移摆动现象。
4、运行两个小时之后,停止运行再用手搬动反向旋转10圈,确定破碎机无
异常现象后,才允许进行负荷试车。
负载试机