圆锥及其配合的基本参数
圆锥及其配合的基本参数
1.基本参数
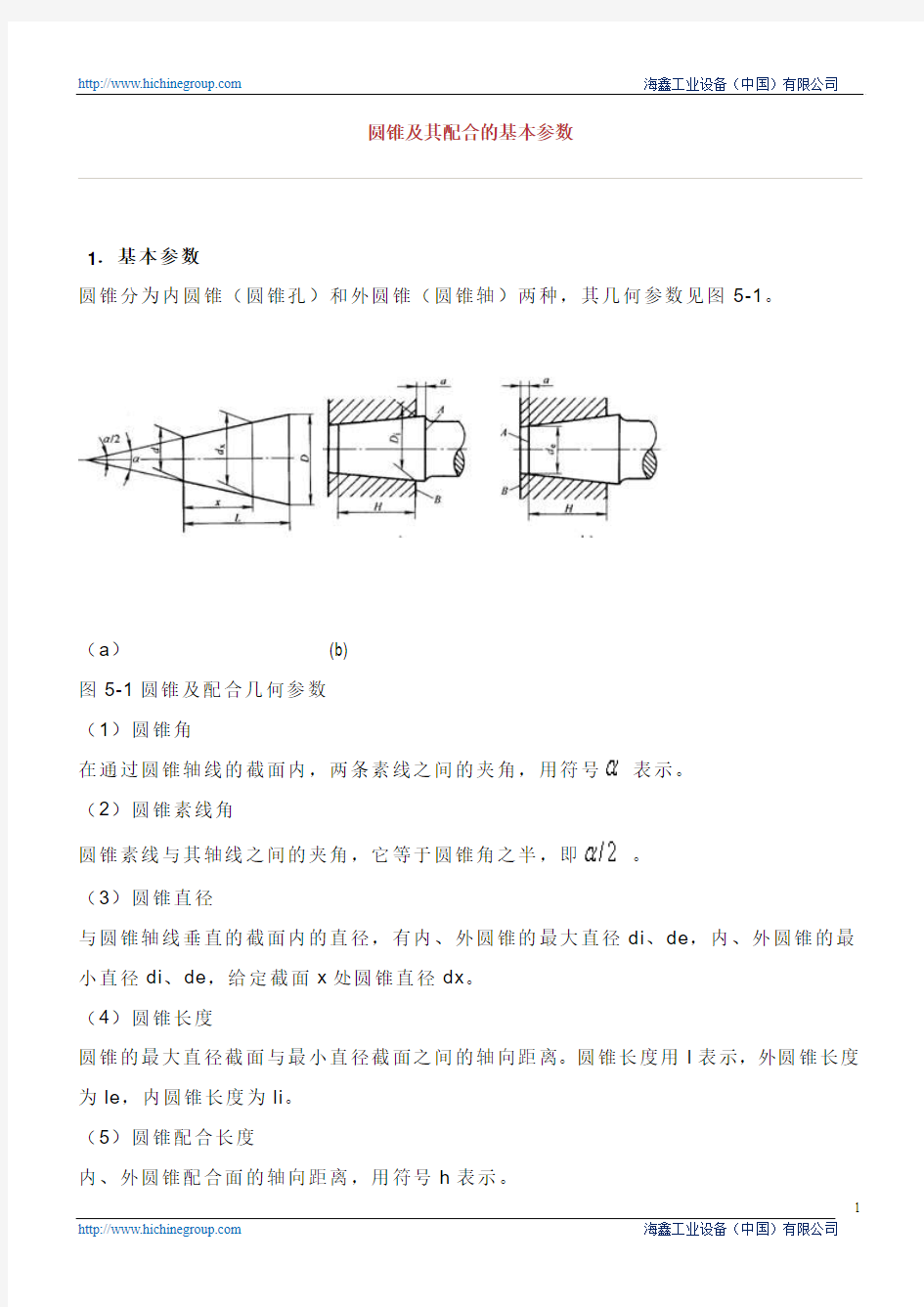
圆锥分为内圆锥(圆锥孔)和外圆锥(圆锥轴)两种,其几何参数见图5-1。
(a) (b)
图5-1圆锥及配合几何参数
(1)圆锥角
在通过圆锥轴线的截面内,两条素线之间的夹角,用符号表示。
(2)圆锥素线角
圆锥素线与其轴线之间的夹角,它等于圆锥角之半,即。
(3)圆锥直径
与圆锥轴线垂直的截面内的直径,有内、外圆锥的最大直径di、de,内、外圆锥的最小直径di、de,给定截面x处圆锥直径dx。
(4)圆锥长度
圆锥的最大直径截面与最小直径截面之间的轴向距离。圆锥长度用l表示,外圆锥长度为le,内圆锥长度为li。
(5)圆锥配合长度
内、外圆锥配合面的轴向距离,用符号h表示。
(6)锥度
两个垂直圆锥轴线截面的圆锥直径之差与该两截面之间的轴向距离之比,用符号c表示。如圆锥最大直径d和圆锥最小直经d之差与圆锥长度l之比即为锥度c。
锥度常用比例或分数表示,如c=1:20或c=1/20。
(7)基面距
是指内、外圆锥基准平面之间的距离,用符号表示。。基面距用来确定内、外圆锥之间最终的轴向相对位置,基面距的位置取决于所选的圆锥配合的基本直径。
圆锥配合的基本直径是指外圆锥小端直径与内圆锥大端直径。若以外圆锥小端
直径为圆锥配合的基本直径,则基面距在小端;若以内圆锥大端直径为圆锥配合的基本直径,则基面距在大端。
2.锥度与锥角
为减少加工圆锥工件所用的专用工具、量具种类和规格,满足生产需要,国家标准
gb/t157—2001规定了机械工程一般用途圆锥的锥度与锥角系列,适用于光滑圆锥,见表5-1。选用时优先选用第一系列,当不能满足要求时可选第二系列。
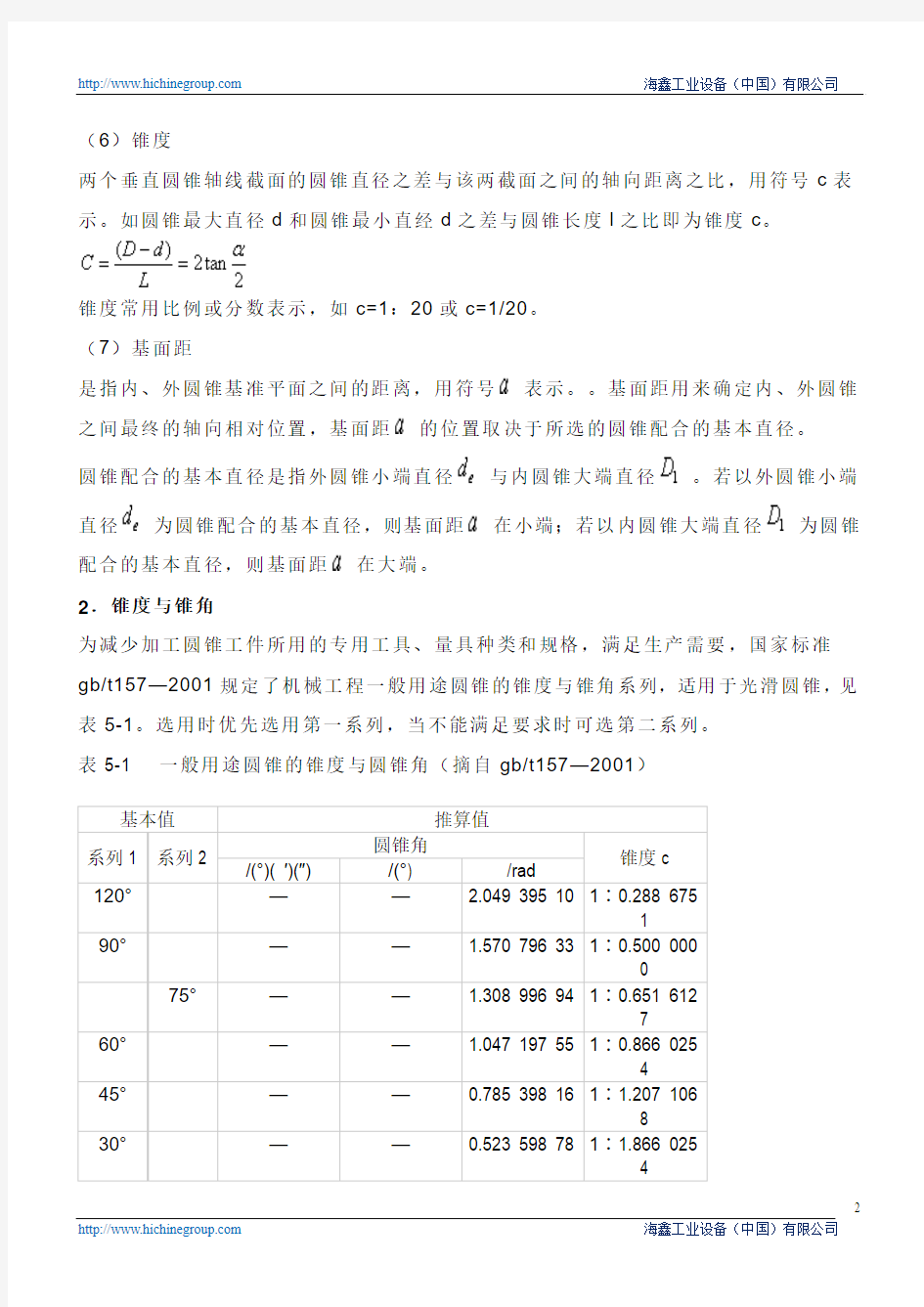
表5-1 一般用途圆锥的锥度与圆锥角(摘自gb/t157—2001)
锥柄标准
主轴锥孔 加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。 9 t4 n5 J; Z1 A7 Y P 一.7:24锥度的通用刀柄9 ` 锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。三维网技 NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。 目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。 (1)DIN 2080型(简称 NT或ST) DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。 (2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT) 其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。 (4) MAS BT 型(简称 BT) BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。 BT 型刀柄的对称性结构使它比其它三种刀柄的高速稳定性要好。 (5) ANSI B5.50型(简称 CAT)三维网技术论坛* F5 _* U/ G- r, p ANSI B5.50型是美国标准,安装尺寸与 DIN 69871、IS0 7388/1 类似,但由于少一个楔缺口,所以ANSI B5.50型刀柄不能安装在DIN69871和IS0 7388/1机床上,但 DIN 69871和IS0 7388/1 刀柄可以安装在ANSI B5.50型机床上。 二、 1:10的HSK真空刀柄) f/ c# L k! r9 K HSK真空刀柄的德国标准是DIN69873,有六种标准和规格,即HSK-A、 HSK-B、 HSK-C、 HSK-D、HSK-E和HSK-F,常用的有三种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀) 和HSK-E(带内冷自动换刀,高速型)。三维,cad,机械,技术,汽 车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江1 r5 H3 S0 `- T8 y5 v& P. U. ^ 7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触, 这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的HSK刀柄有A型、B 型、C型、D型、E型、F型等多种规格,其中常用于加工中心(自动换刀)上的有A型、E型和F型。三维|cad|机械|汽车|技术 |catia|pro/e|ug|inventor|solidedge|solidworks|caxa/ R$ p+ |, y- D# L$ ]3 A: J! n A型和E型的最大区别就在于:
车圆锥的方法与检验
教案首页 科目:车工工艺学年级一年级教学时间授课人郑国栋
图2-1 转动小滑板法车圆锥 教 学 内 容 教学手段及方法 复习提问:1.圆锥的基本参数有哪些 2.圆锥半角如何计算 新课导入:顶尖的锥体是采用什么方法加工出来的 课题二:车圆锥的方法与检验 一、加工圆锥的方法 车削圆锥时,要同时保证尺寸精度和圆锥角度。一般先保证圆锥角度,然后精车控制线性尺寸。圆锥面的车削方法主要有: 1.转动小滑板法 适用于单件、小批量加工锥度较大,长度不长的锥体零件。 转动小滑板法车圆锥如图2-1所示,就是将小滑板沿顺时针或逆时针方向按工件圆锥半角α/2转动一个角度,使车刀的运动轨迹与所需加工圆锥在水平轴线平面内的素线平行,用双手配合均匀连续转动小滑板手柄,用手动进给车削圆锥面的一种方法。 (1)小滑板的转动方向 车外圆锥和内圆锥工件时,如果最大圆锥直径靠近主轴,最小圆锥直径靠近尾座,小滑板应沿逆时针方向转动一个圆锥半角α/2,反之则应顺时针方向转动一个圆锥半角α/2。 (2)小滑板的转动角度:小滑板的转动角度应为圆锥半角α/2。 (3)转动小滑板法车削圆锥的特点 1)能车削各种角度的内、外圆锥,适用范围广。 2)操作简单,调整角度方便,能保证一定的加工精度。 3)受小滑板行程的限制,只能加工锥体长度不长的圆锥体。 4)只能手动进给,劳动强度大,工件表面粗糙度较难控制。 转动小滑板法只适用于加工圆锥半角较大且锥面不长的工件。 2. 偏移尾座法 采用偏移尾座法车外圆锥面,必须将工件用两顶尖装夹,将尾座向里或者向 提问 讲授 学生思考 与学生讨论、总结
教 学 内 容 教学手段及方法 (1)尾座偏移量的计算 用偏移尾座法车削圆锥时,必须注意尾座的偏移量不仅和圆锥的长度有关, 而且还和两顶尖之间的距离有关,这段距离一般可以近似看做工件的全长。尾座偏移量可用下列近似公式计算: 式中 s ——尾座偏移量(mm ); D ——圆锥大端直径(mm ); d ——圆锥小端直径(mm ); L ——圆锥长度(mm ); L 0——工件全长(mm ); C ——锥度。 例题1:用尾座偏移法车一外圆锥工件,已知D=30mm,C=1:50,L=480mm , Lo=500mm,求尾座偏移量S 。 解:根据公式可得:S=C/2×Lo=1/50/2×500mm=5mm 例题2:用尾座偏移法车一外圆锥工件,已知D=80mm,d=76mm,L=600mm , Lo=1000mm,求尾座偏移量S 。 解:根据公式可得:S= Lo ×(D-d)/2L=1000×(80-76)/2×600mm= (3)尾座偏移法车削圆锥的特点 1)偏移尾座法车圆锥可以采用车床纵向机动进给,能车较长的圆锥体,车出的工件表面粗糙度较小,圆锥的表面质量较好。 2)顶尖在中心孔中是歪斜的,因而接触不良,顶尖和中心孔磨损不均匀,故可采用球头顶尖或R 型中心孔。 讲授 举例做题 与学生讨论 L L L C L d D s 0 0022-)2(tan ==≈α图2-2 偏移尾座车圆锥的方法
4—1圆锥的基本知识
复习提问: 套类工件的加工1.钻孔 2.扩孔和锪孔 3.车孔 4.铰孔 导入新课: 在机床和工具中,圆锥面结合应用很广泛,如车床尾座锥孔,麻花钻的锥柄等等。 A、圆锥表面与圆柱表面的区别在什么地方? 圆柱表面的母线与轴的线平行,而圆锥表面化的母线与轴的线成一角度。 根据这个区别,我们在车削圆柱表面时,希望车刀的轨迹与轴心线平行,车削圆锥表面时,车刀的移动轨迹与轴心线成一个角度。 B、圆锥面的特点:1当圆锥角在3°以下时,可以传递很大的转矩;同轴度较高,能做到无间隙配合。2装卸方便,能保证精确地定心作用。 C、圆锥面的精度评定 除对圆柱表面的要求以外,还有角度(或锥度)的精度要求。一般对要求较高的表面,常用涂色法检验,其精度是以接触面的大小来评定。 讲授新课: §4-1圆锥的基本知识 术语及定义 圆锥表面:与轴线成一定角度,且一端相较于轴线的一条直线段(素线)围绕着该轴线旋转一周所形成的表面。 圆锥:由圆锥表面与一定尺寸所限定的几何体。 一.圆锥的基本参数及其尺寸计算 圆锥分外圆锥和内圆锥 1.圆锥的基本参数 (1)最大圆锥直径D 简称大端直径 (2)最小圆锥直径d 简称小端直径 (3)圆锥长度L 最大与最小圆锥直径的轴向距离。工件全长一般用Lo表示。 (4)锥度C 是最大与最小圆锥直径之差对圆锥长度之比 C=(D—d)/L (5)圆锥角a 在通过圆锥轴线的截面内两条素线间的夹角。★在车削时,小滑板转过的角度a/2圆锥半角 2.圆锥基本参数的计算 例题P72:图4-2a所示的磨床主轴圆锥,已知锥度C=1:5,最大圆锥直径D=45mm,圆锥长度L=50mm,求最小圆锥直径d。 解:根据公式4-1 C=D-d/L d=D-CL=45-1/5*50=35mm 例2:利用三角函数表,不太方便。 当圆锥半角a/2〈6°,可用下列近似公式计算: a/2=28.7°× D-d/L=28.7°×C 注意:圆锥半角应在6°。 计算出来单位是度(°),度以下的小数部分是十进制的,而角度是60进制的。应将含有小数部分的计算结果转化为分和秒。 二、标准工具圆锥 为了制造和使用方便,降低生产成本,机床上、工具上和刀具上的圆锥多已标准化,即圆锥
锥度的测量及相关标准--原创
莫氏锥度 莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆。莫氏锥度: 号数锥度C 标准锥度 0 1:19.212=0.0520508158 1°29'27" 1 1:20.047=0.0498827754 1°25'43" 2 1:20.020=0.0499500500 1°25'50" 3 1:19.922=0.050195763 4 1°26'16" 4 1:19.254=0.0519372598 1°29'15" 5 1:19.002=0.0526260394 1°20'26" 6 1:19.180=0.0521376434 1°29'36" 锥度C与圆锥角α的关系为: C=2×tg(α/2)
4号莫氏锥度: 锥度(2tgα):1:19.254=0.05194;锥角(2α)=2°58′31〃;斜角(α)=1°29′15〃;斜度(tgα)=0.026 莫氏6号锥度2度59分12秒公称直径63.348 普通长度182 带舌尾长度210 标准留距8 以上单位全是毫米 [莫氏锥度NO.2] 基本值:1:20.020 圆锥角α:2度51分40.7960秒(2.861 332 23 度);rad:0.049 939 67 锥度C:1:16.666 666 7 标准号:1443(296) GB/T 157-2001 莫氏圆锥锥度 A B (max) C (max) D (max) E(max) F G H J K 0 19.212:1 9.045 56.5 59.5 10.5 6 4 1 3 3.9 1°29'27" 1 20.047:1 12.065 6 2 65.5 13.5 8.7 5 1.2 3.5 5.2 1°25'43" 2 20.020:1 17.780 75 80 16 13.5 6 1.6 5 6. 3 1°25'50" 3 19.922:1 23.825 9 4 99 20 18. 5 7 2 5 7.9 1°26'16" 4 19.254:1 31.267 117. 5 124 24 24.5 8 2.5 6.5 11.9 1°29'15" 5 19.002:1 44.399 149.5 15 6 29 35. 7 10 3 6.5 15.9 1°20'26" 6 19.180:1 63.348 210 218 40 51 13 4 8 19 1°29'36" 7 - 83.058 285.75 294.1 34.9 - - 19.05 – 19 1°29'25
公差配合课堂配套练习题
第1章 绪论 一、判断题 1、公差是允许零件尺寸的最大偏差( ) 2、公差值可以为零。( ) 3、优先数系是由一些十进制等差数列构成的。( ) 二、不定项选择题 1、互换性按其( )可分为完全互换性和不完全互换性。 A .方法 B.性质 C.程度 D.效果 2、具有互换性的零件,其几何参数制成绝对精确是( ) A.有可能的 B.有必要的 C.不可能的 D.没有必要的 3、标准化的意义在于( ) A .是现代化大生产的重要手段 B .是计量工作的前提 C .是产品的设计的基本要求 D .是科学管理的基础 三、填空题 1、基本尺寸是指 。 2、实际偏差是指 ,极限偏差是指 。 3、已知某一基轴制的轴的公差为0.021mm ,那么该轴的上偏差是 ,下偏差是 。 4、已知基本尺寸25φmm 的轴,其最小极限尺地为98.24φmm ,公差为0.01mm ,则它的上偏差是 – mm ,下偏差是 – mm 。 四、综合题 1、什么是互换性它在机械制造中有何重要意义请举例说明。
2、试述完全互换性与有限互换的区别,各用于何种场合
第2章 尺寸公差与检测 一、判断题 1、国家标准规定,轴只是指圆柱形的外表面。( ) 2、基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。( ) 3、加工尺寸愈靠近基本尺寸就愈精确。( ) 4、图样标注033 .0030+φmm 的孔,该孔为基孔制的孔。( ) 5、公差值越小,说明零件的精度越高。( ) 6、孔的基本偏差即下偏差,轴的基本偏差即为上偏差。( ) 7、从工艺和经济上考虑,应优先选用基轴制。( ) 8、基本偏差决定公差带的位置。( ) 9、基本偏差A-H 的孔与基轴制的轴配合时,其中H 配合最紧。( ) 二、不定项选择题 1、以下各组配合中,配合性质相同的有( )。 A .50φH7/f6和50φF7/h6 B. 50φP7/h6和50φH8/p7 C .50φM8/h7和50φH8/m7 D. 50φH8/h7和50φH7/f6 2、公差带大小是由( )决定的。 A .标准公差 B .基本偏差 C .配合公差 D .基本尺寸 3、下列配合中是间隙配合有( )。 A .30φH7/g6 B. 30φH8/f7 C. 30φH8/m7 D. 100φH7/t6 4、下述论述中正确的有( )。 A .20φg8比20φh7的精度高 B .013.0050+φmm 比013 .0025+φmm 精度高 C .国家标准规定不允许孔、轴公差带组成非基准制配合 D .零件的尺寸精度高,则其配合间隙小 5、下列关于基本偏差的论述中正确的有( )。 A . 基本偏差数值大小取决于基本偏差代号 B . 轴的基本偏差为下偏差 C . 基本偏差的数值与公差等级无关 D . 孔的基本偏差为上偏差
公差配合与测量技术习题及参考答案1
公差配合与测量技术习题及参考答案1 单项选择题 1.相互配合的孔与轴,()相同。 A、基本偏差 B、尺寸公差 C、基本尺寸 D、极限尺寸 答案:C 2.验收极限的方式有内缩方式和不内缩方式,内缩方式的验收极限是将最大实体尺寸和最小实体尺寸分别向公差带内移动一个安全裕度A,A值一般为公差值的()。 A、五分之一 B、十分之一 C、二十分之一 D、五十分之一 答案:B 3.关于可逆要求描述正确的是()。 A、可逆要求可以单独使用 B、当叠用于最大实体要求时,实际尺寸可补偿形位公差,但不可超出最大实 体尺寸 C、当叠用于最大实体要求时,允许实际尺寸有条件地超出最大实体尺寸 D、当叠用于最小实体要求时,保证最壁厚的最大值不超过指定尺寸
答案:C 4.下列内容表述正确的是()。 A、孔的最大实体尺寸是最小极限尺寸 B、孔的最小实体尺寸是最小极限尺寸 C、过盈配合的配合精度仅与轴的尺寸公差有关 D、过盈配合的配合精度仅与孔的尺寸公差有关 答案:A 5.孔的上偏差为+0.05,下偏差为-0.1;轴的上偏差为+0.1,下偏差为-0.08;关于该配合描述正确的是()。 A、间隙配合,最大间隙为+0.13mm B、过盈配合,最大过盈为-0.2mm C、过渡配合,最大间隙为+0.13mm,最大过盈为-0.2mm D、配合类型不定 答案:C 6.锥度为1:0.5的圆锥角α为()。 A、30度 B、40度 C、60度 D、90度 答案:D 7.下列关于公差等级描述正确的是()。 A、公差等级高,则公差带宽
B、在满足使用要求的前提下,应尽量选用低的公差等级 C、孔与轴相配合时,应选用与孔同级的轴相配合 D、标准规定,标准公差分为18级 答案:B 8.400+0.05的孔与400-0.05的轴配合时,该配合类型是()。 A、间隙配合,最大间隙为0.05mm,最小间隙为0 B、过盈配合,最大过盈为0.05mm,最小过盈为0 C、过盈配合,最大过盈为0.1mm,最小过盈为0 D、间隙配合,最大间隙为0.1mm,最小间隙为0 答案:D 9.某配合的最大过盈量数值为34微米,配合公差为44微米,该配合类型为()。 A、间隙配合 B、过渡配合 C、过盈配合 D、不清楚 答案:B 10.被测量的绝对误差与其真值之比,称为()。 A、绝对误差 B、相对误差 C、极限误差 D、测量误差 答案:B
圆锥的公差配合与测量
第六章圆锥的公差及测量 掌握圆锥的主要几何参数、圆锥配合的特点、形成方法和基本要求。 一、判断题 1.锥度的单位是mm/m。(×) 2.紧密配合的圆锥不具有互换性。(√) 二、填空题: 1.圆锥配合的种类有:间隙配合、过盈配合和过渡配合三种。 2.圆锥配合的形成方法有:结构型和位移型二种 三、名词解释: 1.圆锥直径:圆锥在垂直于其轴线的截面上的直径。 2.圆锥长度:最大圆锥直径截面与最小圆锥直径截面之间的轴向距离。 3.圆锥的结合长度L p :内、外圆锥结合部分的轴向距离。 4.圆锥角(锥角)α:在通过圆锥轴线的截面内,两条素线间的夹角。 5.圆锥素线角α/2:圆锥素线与轴线间的夹角,并且等于圆锥角的一半。 6.锥度C:两个垂直圆锥轴线截面的圆锥直径D和d之差与其两截面间的轴向距离L之比 7.圆锥基面距:相互配合的内、外圆锥基准平面之间的距离,用E a 表示。 四、计算题 1. 一外圆锥的锥度C=1:20,大端直径D=20,圆锥长度L=200,试求小端直径d、圆锥角α和素线角α/2。 解:C=1:20=(D-d)/L;∴d=10 tanα/2=C/2=1:40,∴α=2arctan1/40 α/2= arctan1/40,写出公式即可。 2. 某零件的锥角α=300,在中心距L=100毫米的正弦规上测量。求:(1)应垫量块组高度H。(2)若从百分表测点量出的圆锥长度L=60毫米,长度两端数值 M a =+5微米,M b =-10微米,求零件的实际锥角。解:H=Lsinα=100×0.5=50mm C ?=h ?/L=15×10-3/60=0.25×10-3
α?=2×105×C ?=2×105×0.25×10-3=0.5×102 =50″ 30050″ 3. 圆锥长度为100毫米,锥度C =1∶5,对于大端直径D 为Φ30013.00+的圆锥, 其小端直径是多少? 解:0.2 =(30-d )/100;∴d = 10 mm 4. 一外圆锥的圆锥长度L =100,大端直径D =20,小端直径d=15,试求锥度、圆锥角α和素线角α/2。 解:C =(D -d )/L=1:20;tan α/2=C/2=1:40;α/2= arctan1/40, α=2arctan1/40,写出公式即可。 了解圆锥公差项目和给定方法。 一、填空题 1.常用的莫氏锥度共有 7 种,从 0 号至 6 号。 2.圆锥公差包括圆锥直径公差 、 圆锥角公差 和 圆锥形状公差 三个方面。 3.锥角公差共分 12个公差等级,用 AT 表示,其中AT1最高, AT12最低, 4.圆锥形状公差包括 素线直线度公差 和 横截面圆度公差 。 二、名词解释 1. 圆锥角公差:圆锥角公差是指圆锥角的允许变动量。圆锥角公差带是两个极限圆锥角所限定的区域。 2.圆锥直径公差:圆锥直径公差是指圆锥实际直径允许的变动量。 3.给定截面圆锥直径公差DS T :给定截面圆锥直径公差是指在垂直于圆锥轴线的给定截面内圆锥直径的允许变动量。 掌握圆锥公差的选用和标注。 掌握圆锥的主要检测方法。 一、判断题 1. 用正弦规测量锥度时,所选择的量块尺寸不仅与被测工件的锥角有关,且还与正弦规的两圆柱之间的中心距有关。( √ ) 2.正弦规虽然结构简单,但其尺寸精度和形状位置精度均很高,因而一般作精密测量用。( √ ) 3.采用正弦规测量角度时,指示表的测头直接与被测工件的表面接触,因而属
公差与技术测量试题及答案
公差配合与技术测量试题 2 一、填空 1、允许零件几何参数的变动量称为 2、按互换的程度不同,零部件的互换性可分为互换和互换。 3、配合的选用方法有、、。 4、公差类型有公差,公差,公差和。 5、向心滚动轴承(除圆锥滚子轴承)共分为:、、、、五等级,其中级最高,级最低。 6、配合是指相同的,相互结合的孔和轴的公差带的关系。 7、光滑极限量规简称为,它是检验的没有的专用检验工具。 8、根据配合的性质不同,配合分为配合,配合,配合。 9、用量规检验工件尺寸时,如果规能通过,规不能通过,则该工件尺寸合格。 10、按照构造上的特征,通用计量器具可分为,,,,(气动量具),(电动量仪。) 11、形状公差包括,,,,,。 12、国际单位制中长度的基本单位为。 13、位置公差包括,,(),(),(),(),(),()。 14、在实际测量中,常用真值代替被测量的真值,例如,用量块检定千分尺,对千分尺的示值来说,量块的尺寸就可视为真值。
15、螺纹按其用途不同,可分为螺纹,螺纹和螺纹。 16、表面粗糙度Ra、Rz、Ry三个高度参数中,是主要参数 17、表面粗糙度的评定参数有,、( ), , ,。 18、当通用量仪直接测量角度工件时,如果角度精度要求不高时,常用测量;否则,用光学角分度头或测量。 19、表面粗糙度检测方法有:()()、(、()。 20、键的种类有()()()。 21、平键配合是一种()制的配合,配合种类只有三种,()键连接,()键联接和()键联接,其中()键联接是间隙配合。()键联接和()键联接是过渡配合。 22、角度和锥度的检测方法有( )()和() 23、平键和半圆键都是靠键和键槽的(面传递扭矩。 24、检验工件最大实体尺寸的量规称为()。检验工件最小实体尺寸的量规称为(。 二名词解释 1.基本尺寸: 2.2.实际尺寸: 3.尺寸公差: 4.极限尺寸: 5.上偏差:
莫氏锥度的国际标准
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,可以传递 一定的扭距,又因为又锥度,又便于拆卸。利用的就是摩擦力的原理,在一定的锥度范围内,工件可以自由的拆装,同时在工作时又不会影响到使用效果,比如钻孔的锥柄 钻.在锥柄上好后,钻头可以将工件钻出需要的孔,而锥柄处不会出现转动现象. 莫氏锥度,有0,1,2,3,4,5,6共七个号,主要用于各种刀具(如钻头、铣刀)各 种刀杆及主轴锥度. 公制锥度,以大端直径标注.主要用于较大主轴锥度,刀套,刀杆 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065 2 1:20.020 17.78 3 1:19.922 23.825 4 1:19.254 31.267 5 1:19.002 44.399 6 1:19.180 63.348 锥度C与圆锥角α的关系为: C=2Xtg(α/2) MT0 1:19.212 MT1 1:20.047 MT2 1:20.020 MT3 1:19.922 MT4 1:19.254 MT5 1:19.002 MT6 1:19.180 用莫氏锥孔,是因为莫氏锥孔的锥度在3度左右,定心好,有自锁性能。 车床常用卡盘装夹工件,但中小型车床主轴的端头,一样制作有莫氏锥孔。 第一个用处,是用来安装心轴,检测机床精度用; 第二个用处,在制作一些需要精确重复定位的夹具时,作为定位基准; 第三,在扩大车床的使用范围时,当然也能直接装卡刀具 莫氏锥度: 号数锥度C 外锥大径基本尺寸D 0 1:19.212 9.045 1 1:20.047 12.065
公差配合与测量技术试题库[精.选]
课程名称:公差配合与测量技术 试题类型:判断题 顺序:1 评星:★★ 建议分值2 题目内容:公差是零件尺寸允许的最大偏差。 题目附图: 题目答案:错 顺序:2 评星:★★ 建议分值2 题目内容:公差通常为正,在个别情况下也可以为负或零。 题目附图: 题目答案:错 顺序:3 评星:★★ 建议分值2 题目内容:孔和轴的精度越高,则其配合精度也越高。 题目附图: 题目答案:对 顺序:4 评星:★★ 建议分值2 题目内容:配合公差总是大于孔或轴的尺寸公差。 题目附图: 题目答案:对 顺序:5 评星:★★ 建议分值2 题目内容:过渡配合可能有间隙,也可能有过盈。应此,过渡配合可以是间隙配合也可以是过盈配合。 题目附图: 题目答案:错 顺序:6 评星:★★ 建议分值2 题目内容:零件的实际尺寸就是零件的真实尺寸。
题目附图: 题目答案:错 顺序:7 评星:★★ 建议分值2 题目内容:某一零件的实际尺寸正好等于其公称尺寸。则这尺寸必是合格。 题目附图: 题目答案:错 顺序:8 评星:★★ 建议分值2 题目内容:间隙配合中,孔的公差带一定在零线以上,轴的公差带一定在零线以下。题目附图: 题目答案:错 顺序:9 评星:★★ 建议分值2 题目内容:公称尺寸一定时,公差值愈大,公差等级愈高。 题目附图: 题目答案:错 顺序:10 评星:★★ 建议分值2 题目内容:不论公差值是否相等,只要公差等级相同,尺寸的精确程度就相同。 题目附图: 题目答案:对 顺序:11 评星:★★ 建议分值2 题目内容:75±0.060mm的基本偏差是+0.060mm尺寸公差为0.06mm。 题目附图: 题目答案:错 顺序:12 评星:★★ 建议分值2 题目内容:因Js为完全对称偏差,故其上、下偏差相等。 题目附图: 题目答案:错
公差配合与测量
一、《公差配合与测量》作业及解答 1 表面粗糙度属于 什么几何形状误差? 对零件使用性能有哪 些影响? 2 什么是取样长度 和评定长度?规定 取样长度和评定长度 有何意义?两者有
什么关系? 3 表面粗糙度的图 样标注中,什么情况 下要注出最大值、最 小值?什么情况下注 出评定参数的上限 值、下限值?在图样 上如何标注? 4 在一般情况下, 45H7和8H7, 45H7和45H6相 比, 哪个应选用较小 的表面粗糙度值? 5 表面粗糙度常用 测量方法有哪几种? 各适宜测量哪些参 数? (二).作业解答 请见教材 二、《公差配合与测量》自测试卷及解答 公差配合与测量自测试卷1
1.单项选择题(每小题1 分,共15 分) 在下列每小题的备选答案中选出一个正确的答案,并将其字母标号填入题干的括号内。 1. 下列数系列中,哪个不属于优先数系() A.R10 B.R5 C.R40 D.R30 2.下列配合中,不属于基孔制的有() A.Φ50H6/g5 B. Φ65F7/h6 C. Φ70H8/k8 D. Φ70H5/s4 3.下列配合代号标注正确的是() A.Φ35H5/k4 B. Φ30h8/k8 C. Φ40f7/H6 D. Φ40H7/D6 4.尺寸Φ48F6中,“F”代表() A.尺寸公差带的代号 B.公差等级代号 C.基本偏差代号 D.配合代号5.下列有关基本偏差的论述中正确的有() A.基本偏差数值的大小取决于基本偏差的代号; B. 孔的基本偏差为上偏差; C. 轴的基本偏差为下偏差; D. 基本偏差数值的大小取决于标准公差的大小。 6.下列锥度和角度的检测器具中,属于相对测量法的是()。
圆锥及其配合的基本参数
圆锥及其配合的基本参数 1.基本参数 圆锥分为内圆锥(圆锥孔)和外圆锥(圆锥轴)两种,其几何参数见图5-1。 (a) (b) 图5-1圆锥及配合几何参数 (1)圆锥角 在通过圆锥轴线的截面内,两条素线之间的夹角,用符号表示。 (2)圆锥素线角 圆锥素线与其轴线之间的夹角,它等于圆锥角之半,即。 (3)圆锥直径 与圆锥轴线垂直的截面内的直径,有内、外圆锥的最大直径di、de,内、外圆锥的最小直径di、de,给定截面x处圆锥直径dx。 (4)圆锥长度 圆锥的最大直径截面与最小直径截面之间的轴向距离。圆锥长度用l表示,外圆锥长度为le,内圆锥长度为li。 (5)圆锥配合长度 内、外圆锥配合面的轴向距离,用符号h表示。
(6)锥度 两个垂直圆锥轴线截面的圆锥直径之差与该两截面之间的轴向距离之比,用符号c表示。如圆锥最大直径d和圆锥最小直经d之差与圆锥长度l之比即为锥度c。 锥度常用比例或分数表示,如c=1:20或c=1/20。 (7)基面距 是指内、外圆锥基准平面之间的距离,用符号表示。。基面距用来确定内、外圆锥之间最终的轴向相对位置,基面距的位置取决于所选的圆锥配合的基本直径。 圆锥配合的基本直径是指外圆锥小端直径与内圆锥大端直径。若以外圆锥小端 直径为圆锥配合的基本直径,则基面距在小端;若以内圆锥大端直径为圆锥配合的基本直径,则基面距在大端。 2.锥度与锥角 为减少加工圆锥工件所用的专用工具、量具种类和规格,满足生产需要,国家标准 gb/t157—2001规定了机械工程一般用途圆锥的锥度与锥角系列,适用于光滑圆锥,见表5-1。选用时优先选用第一系列,当不能满足要求时可选第二系列。 表5-1 一般用途圆锥的锥度与圆锥角(摘自gb/t157—2001)
圆锥及其配合的基本参数
圆锥及其配合的基本参数 1 .基本参数 圆锥分为内圆锥(圆锥孔)和外圆锥(圆锥轴)两种,其几何参数见图5-1 (a) (b) 图5-1圆锥及配合几何参数 (1 )圆锥角 在通过圆锥轴线的截面内,两条素线之间的夹角,用符号:表示。 (2 )圆锥素线角 圆锥素线与其轴线之间的夹角,它等于圆锥角之半,即丄0 (3 )圆锥直径 与圆锥轴线垂直的截面内的直径,有内、外圆锥的最大直径di、de,内、外圆锥的最小直径di、de,给定截面x处圆锥直径dx。 (4 )圆锥长度 圆锥的最大直径截面与最小直径截面之间的轴向距离。圆锥长度用I表示,外圆锥长度为le,内圆锥长度为li o (5 )圆锥配合长度 内、外圆锥配合面的轴向距离,用符号h表示。 (6)锥度 两个垂直圆锥轴线截面的圆锥直径之差与该两截面之间的轴向距离之比,用符号c表示。如圆锥最大
直径d和圆锥最小直经d之差与圆锥长度I之比即为锥度c。 L 2 锥度常用比例或分数表示,女口c=1 : 20或c=1/20 。 (7)基面距 是指内、外圆锥基准平面之间的距离,用符号胡表示。。基面距用来确定内、外圆锥之间最终的轴向相对位置,基面距」的位置取决于所选的圆锥配合的基本直径。 圆锥配合的基本直径是指外圆锥小端直径与内圆锥大端直径「。若以外圆锥小端直径心为圆锥配合的基本直径,则基面距。在小端;若以内圆锥大端直径凸为圆锥配合的基本直径,则基面距E]在大端。 2 .锥度与锥角 为减少加工圆锥工件所用的专用工具、量具种类和规格,满足生产需要,国家标准gb/t157 —2001规定了机械工程一般用途圆锥的锥度与锥角系列,适用于光滑圆锥,见表5-1。选用时优先选用第一系列,当不能满足要求时可选第二系列。 表5-1 一般用途圆锥的锥度与圆锥角(摘自gb/t157 —2001 )