汽车模具设计制造标准

NO.项目气源接
口,数据
4模具分类12中心3功能区布置
3).模具单层存放时:上下导向(GUIDE )应至少保证超过80mm
4).优力胶组件(TR模使用,RST模不用)
5).冲程停止块
小型模具安全平台尺寸为100mm3100mm。上下模安全平台之间高度为120mm。
1).拉延工序可不使用存放限制器2).功能件设置时避免取放件及模具移动起吊时发生干涉
6).安全区(SAFETY AREA)单独设置
7).大型模具安全平台尺寸为200mm3200mm;中型模具安全平台尺寸不小于1 注:1500X900 IS M,3300X1100 IS L.
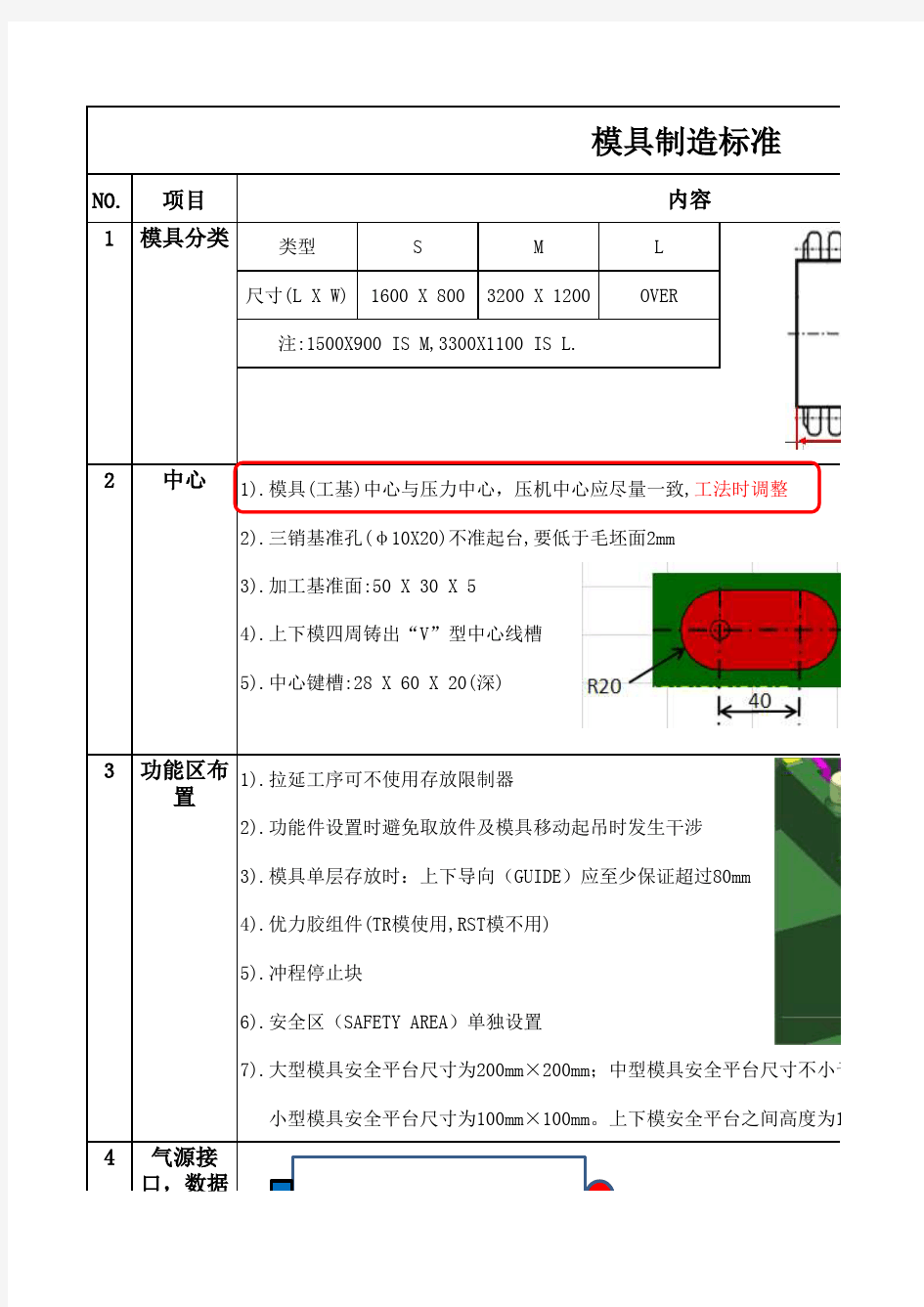
1).模具(工基)中心与压力中心,压机中心应尽量一致,工法时调整
模具制造标准
内容
1600 X 8003200 X 1200OVER S M L 类型
尺寸(L X W)2).三销基准孔(υ10X20)不准起台,要低于毛坯面2mm
3).加工基准面:50 X 30 X 5
4).上下模四周铸出“V”型中心线槽
5).中心键槽:28 X 60 X 20(深)
无
口,数据
线插座
注:考虑换线生产可能性及左右件对称制作,集头座位置统一设置左前,右
1000T线生产线
2000T线1500T线1000T线气源接口
左前侧右后侧左后侧右后侧电器接口左后侧无无1).顶件装置采用气缸顶料的,顶起高度约为50mm
6顶升5集头座
2).大型外板件顶升一般选用H型顶升器
大型外板时使用H 型顶升器
行程505050KQT 10-00υ10(红色,蓝色)AS3201F-03-10S 调速阀
T形接头型号
MBF 32
MBF 40
MBF 63KQL 10-03S KQL 10-02S KQL 10-01S 弯接头401
402403404&405406气管3).一般内板件顶升气缸优先选用SMC标准型气缸MB系列(υ32或υ40,行程50
4).优先采用正面安装方式,支架需设置防转
FCD60FCD70GM241GM246ICD5Cr12MoV D2XW-42
大于50大于50大于50大于5050-5558-6058-6058-60
序号厂商
热处理(HRC)凹模(DIE)
t≤1.2ICD5FCD70CAM滑动块
FC300或(FCD70强度不好时)上模座
FCD60或FCD70整形刀块
GM241CAM驱动块
FC302).热处理
材质GM241FC30+D2或(GM241+D2半镶)GM241GM241压料圈(B/H)
D2FC30或(FCD70强度不好时)FC30FC30FCD60或FCD70下模座
D2FC301.2<t & 390MPa<σs 1).模具材质FC30FC30+D2剪边刀块
8标准部品7模具材质,热处
理
凸模(PUNCH)
压料芯(PAD)
FC30部品规格
侧
23盘起24盘起25
盘起26
27
28
29
30 ②尽量设置在模具凹形面
③尽量设置在最终成型部位
④尽量选择材料不流动部位
①尽量设置在平面
⑤数量:2个,设置在钣件对角平面位置
⑥后工程冲压角有变更时,需变更角度
9C/H,到底记号,件
号标记1).C/H 在拉延模设置冲头模钮冲出2个υ10H7的孔,作为后工程合模基准
模钮选用EKSD 25-25-P10.10,冲头使用υ10定位销
调整块KGL 70冲程停止具定位键LLK 20-60定位键LLK 28-60 ⑦后工程C/H位置下模型面保留
⑧后工程C/H位置上模逃让
平衡块/闭合块DR/
顶杆冲击块定位器定位器
1).工序名称 ④尽量选择材料不流动部位 ①依厂商要求制作 ②一般在整形工序设置,若无整形工序才可以设置在拉延模上
⑤数量:2个,设置在钣件对角平面位置
⑥压印深度0.3
⑦标记一半留在产品上,一半在废料上
①尽量设置在平面及容易压字的部位
②尽量设置在模具凹形面
③尽量设置在最终成型部位
3).件号标记,左右件标记,车厂标记,生产周标记等
10工序表示2).到底记号(三住 DCBA 16)
缩写
英文名称中文名称BL
BLANKING 落料DR
DRAW 拉延TR
TRIM 剪边PI
PLERCE 冲孔CUT
CUT 切断SEP
SEPARATE 分离FO FORM 成形
11铸字标准2).表示方法
OP 05 BL(落料)
OP1/4 DR(落料除外)
OP4/4 C-TR+C-PI
OP2/4 TR+PI
RST RESTRIKE整形
FL FLANGE翻边、压弯
2).两侧铸出方向“→”箭头示前方
多工位
3).前侧铸出“车型-零件号-工序-工序内容 模具材质”
TRA TRANS FAR
翻边
BUR BURLING翻孔
斜楔
4).左侧铸出“车型-零件号-工序”
5).右侧铸出“车型-零件号-工序”,“平伟模具”以及“模具重量”
CUR CURLING卷耳
HEM HEMMING包边
BEND BENDING
OP3/4 RST+FL
CAM CAM
PRO PROGRASSIVE级进模
1).前侧铸出“F”
闭合高度12850850
10501000T液压线生产线
优选闭合高度1500T液压线2000T自动线11501000T自动线车型-零件号-工序-工序内容
1500T液压线60(手动夹持)60
1000T
52(自动夹持)55(自动夹持)602000T自动线生产线T(下模)压板槽13类型4处以上6处以上8处以上
数量S M L
T(上模)S M 闭合高度公差模具类型L 1
2
无450450,900(1050),1500(1650)快速夹持
14吨至20吨10吨至14吨6吨至10吨14型35300020型601).下列是一个起重耳(HOOK )的重量,选择时按照总重量的1/2
2).形状及尺寸使用范围
吊棒规格d
50700010型406型14吊耳吊耳类型
10000容许负载KG
5000U沟高度公差:+10
C30
3).注意事项
吊耳旁边尽量不要开孔
R20
50
R30 15吊钩
1).模具重量小于5T时采用起重销(PIN)方式
D
D1D2T A B C E F G 25
8032
10036
11040
905518.935603017.415012050
1207025.235704018.117015070210
导向标准
162).下列是一个起重销(PIN)的重量,选择时按照总重量的1/2.
CHFL (
2).中央导滑腿导向