公差含义
机械制图-什么是公差?
公差的内函
1.公差
(1)公差基本术语的含义
1 )基本尺寸:设计时给定的尺寸,称为基本尺寸。
2 )实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。
3 )极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。它以基本尺寸确定。两个极限值中较大的一个称为最大极限尺寸 Dmax (或 dmax );较小的一个称为极限尺寸 Dmin( 或 dmin) 。
[attach]3206[/attach]
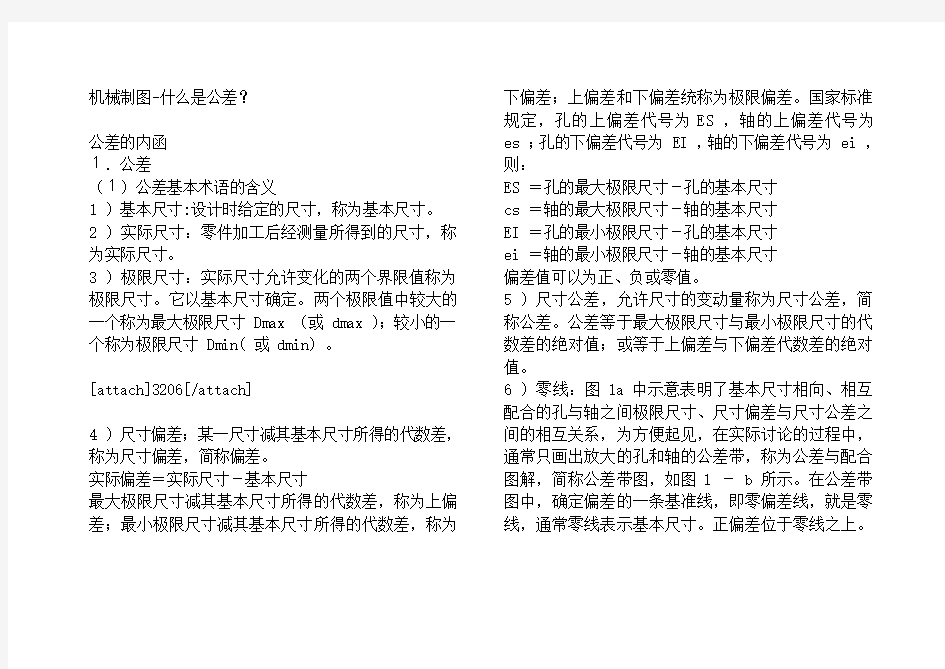
4 )尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。
实际偏差=实际尺寸-基本尺寸
最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。国家标准规定,孔的上偏差代号为 ES ,轴的上偏差代号为es ;孔的下偏差代号为 EI ,轴的下偏差代号为 ei ,则:
ES =孔的最大极限尺寸-孔的基本尺寸
cs =轴的最大极限尺寸-轴的基本尺寸
EI =孔的最小极限尺寸-孔的基本尺寸
ei =轴的最小极限尺寸-轴的基本尺寸
偏差值可以为正、负或零值。
5 )尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。
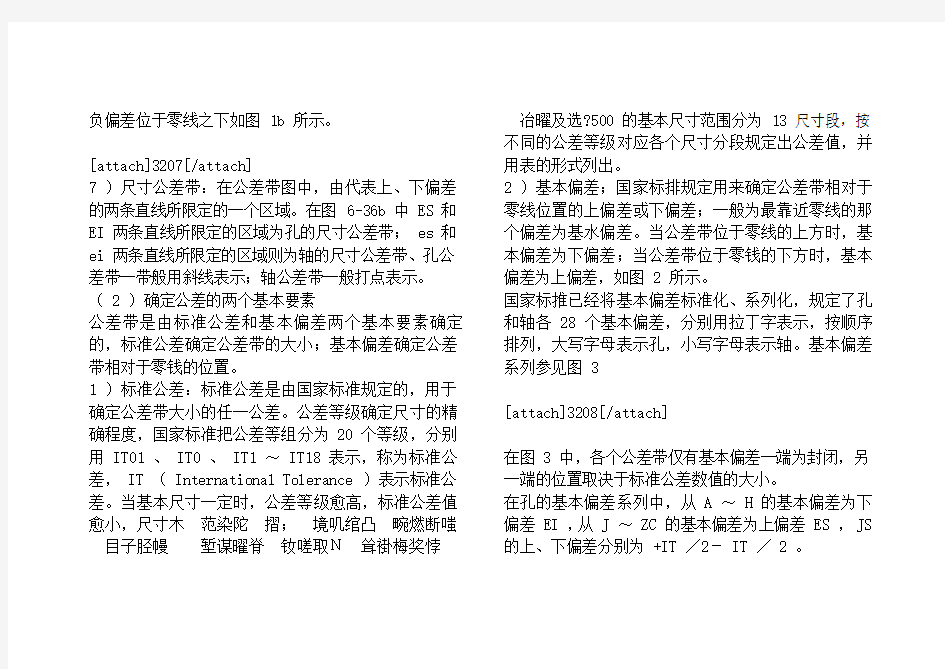
6 )零线:图 1a 中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大的孔和轴的公差带,称为公差与配合图解,简称公差带图,如图 l - b 所示。在公差带图中,确定偏差的一条基准线,即零偏差线,就是零线,通常零线表示基本尺寸。正偏差位于零线之上。
负偏差位于零线之下如图 1b 所示。
[attach]3207[/attach]
7 )尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。在图 6-36b 中 ES 和EI 两条直线所限定的区域为孔的尺寸公差带; es 和ei 两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。( 2 )确定公差的两个基本要素
公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
1 )标准公差:标准公差是由国家标准规定的,用于确定公差带大小的任一公差。公差等级确定尺寸的精确程度,国家标准把公差等组分为 20 个等级,分别用 IT01 、 IT0 、 IT1 ~ IT18 表示,称为标准公差, IT ( International Tolerance )表示标准公差。当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸木范染陀摺;境叽绾凸畹燃断嗤目子胫幔堑谋曜脊钕嗟取N耸褂梅奖悖
冶曜及选?500 的基本尺寸范围分为 13 尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出。
2 )基本偏差;国家标排规定用来确定公差带相对于零线位置的上偏差或下偏差;一般为最靠近零线的那个偏差为基水偏差。当公差带位于零线的上方时,基本偏差为下偏差;当公差带位于零钱的下方时,基本偏差为上偏差,如图 2 所示。
国家标推已经将基本偏差标准化、系列化,规定了孔和轴各 28 个基本偏差,分别用拉丁字表示,按顺序排列,大写字母表示孔,小写字母表示轴。基本偏差系列参见图 3
[attach]3208[/attach]
在图 3 中,各个公差带仅有基本偏差一端为封闭,另一端的位置取决于标准公差数值的大小。
在孔的基本偏差系列中,从 A ~ H 的基本偏差为下偏差 EI ,从 J ~ ZC 的基本偏差为上偏差 ES , JS 的上、下偏差分别为 +IT /2- IT / 2 。
在轴的基本偏差系列中,从 a ~ h 的基本偏差为上偏差 es ,从 j ~ zc 的基本偏差为下偏差 ei ,is 的上、下偏差分别为 + IT/2- IT / 2 。
表面粗糙度解释:
表面粗糙度(surface roughness)
在机械零件切削的过程中,刀具或砂轮遗留的刀痕,切屑分离时的塑性变形和机床振动等因素,会使零件的表面形成微小的峰谷.这些微小峰谷的高低程度和间距状况就叫做表面粗糙度,也称为微观不平度,它是一种微观几何形状误差.
轮廓的支承长度率Rmr(c) —— material ratio of the profile
Rmr(c)
轮廓的支承长度率Rmr(c)是指在给定水平
位置c上轮廓的实体材料长度Ml(c)与评定长度
的比率. 评定参数的选用
幅度参数Ra,Rz是基本参数.
RSm ,Rmr(c) 是辅助参数
有粗糙度要求的表面必须选择一个幅度参数.
0.025~6.3μ推荐选用Ra,其余选用Rz
不能单独选用,只能作为幅度参数的附加参数,表面有特殊功能要求时选用.
4.3.2 参数值的选用
类比法.考虑因素:
同一个零件上,工作表面比非工作表面的 Ra
或Rz值小.
摩擦表面比非摩擦表面,滚动摩擦表面比滑
动摩擦表面的Ra或Rz值小.
运动速度高,单位面积压力大,受交变载荷
作用的零件表面,以及最易产生应力集中的
沟槽,圆角部位应选用较小的粗糙度数值.
要求配合稳定,可靠时,粗糙度参数值应小
些.如,小间隙配合表面,受重载作用的过
盈配合表面,都应选用较小的粗糙度数值.
协调好表面粗糙度参数值与尺寸及形位公
差的关系.通常,尺寸,形位公差值小,
表面粗糙度Ra或Rz值也要小;尺寸公差等级相同时,轴比孔的粗糙度数值要小.
防腐蚀性,密封性要求高,或外形要求美
观的表面应选用较小的粗糙度数值.
凡有关标准已对表面粗糙度作出规定的标准件或常用典型零件(例如,与滚动轴承
配合的轴颈和基座孔,与键配合的轴槽, 轮毂槽的工作面等),应按相应的标准确
定其表面粗糙度参数值.
自由公差的概念及公差等级表
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT 表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)IT(即Js或js)。必要时,可不分孔、轴或长度,均采用IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸; ·矩形框格内的理论正确尺寸。
标准尺寸公差
基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 3 6 4 5 8 12 18 30 48 75 6 10 4 6 9 15 22 36 58 90 10 18 5 8 11 18 27 43 70 110 18 30 6 9 13 21 33 52 84 130 30 50 7 11 16 25 39 62 100 160 50 80 8 13 19 30 46 74 120 190 80 120 10 15 22 35 54 87 140 220 120 180 12 18 25 40 63 100 160 250 180 250 14 20 29 46 72 115 185 290 250 315 16 23 32 52 81 130 210 320 315 400 18 25 36 57 89 140 230 360 400 500 20 27 40 63 97 155 250 400 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ± ± ± ± ± ± ± - m(中等级) ± ± ± ± ± ± ± ±2 c(粗糙级) ± ± ± ± ± ±2 ±3 ±4
几何公差知识点问答
几何公差知识点问答 1、几何公差的研究对象是什么,如何分类,各自的含义是什么? 几何公差的研究对象是零件的几何要素,它是构成零件几何特征的点、线、面的统称。其分类及含义如下: (1)理想要素和实际要素 具有几何学意义的要素称为理想要素。零件上实际存在的要素称为实际要素,通常都以测得要素代替实际要素。 (2)被测要素和基准要素 在零件设计图样上给出了形状或(和)位置公差的要素称为被测要素。用来确定被测要素的方向或(和)位置的要素,称为基准要素。 (3)单一要素和关联要素 给出了形状公差的要素称为单一要素。给出了位置公差的要素称为关联要素。 (4)轮廓要素和中心要素 由一个或几个表面形成的要素,称为轮廓要素。对称轮廓要素的中心点、中心线、中心面或回转表面的轴线,称为中心要素。 2、形状公差有哪些,各自的含义是什么,如何标注? 形状公差有直线度、平面度、圆度和圆柱度。其含义和标注如下: 1)直线度 注意几种直线度公差在图样上标注的方式。 2)平面度 平面度公差带只有一种,即由两个平行平面组成的区域,该区域的宽度即为要求的公差值。 3)圆度 在圆度公差的标注中,箭头方向应垂直于轴线或指向圆心。 4)圆柱度 由于圆柱度误差包含了轴剖面和横剖面两个方面的误差,所以它在数值上要比圆度公差为大。圆柱度的公差带是两同轴圆柱面间的区域,该两同轴圆柱面间的径向距离即为公差值。 3、定向公差有哪些,各自的含义是什么,如何标注? 定向公差有平行度、垂直度和倾斜度。其含义和标注如下: 1)平行度 对平行度误差而言,被测要素可以是直线或平面,基准要素也可以是直线或平面,所以实际组成平行度的类型较多。 2)垂直度 垂直度和平行度一样,也属定向公差,所以在分析上这两种情况十分相似。垂直度的被测和基准要素也有直线和平面两种。 3)倾斜度 倾斜度也是定向公差。由于倾斜的角度是随具体零件而定的,所以在倾斜度的标注中,总需用将要求倾斜的角度作为理论正确角度标注出,这是它的特点。 4、定位公差有哪些,各自的含义是什么,如何标注? 定位公差有同轴度、对称度、位置度、圆跳动和全跳动。其含义和标注如下: 1)同轴度 同轴度是定位公差,理论正确位置即为基准轴线。由于被测轴线对基准轴线的不同点可能在空间各个方向上出现,故其公差带为一以基准轴线为轴线的圆柱体,公差值为该圆柱体的直径,在公差值前总加注符号“Φ”。 2)对称度
GB/Tm一般公差标准
一般公差 线性尺寸的未注公差标准 本标准等效采用国际标准ISO 2768-1:1989《一般公差——第1 部分:未注出 公差的线性和角度尺寸的公差》中未注出公差的线性尺寸的公差部分。 1范围 本标准规定了线性尺寸的一般公差等级和极限偏差。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准规定的极限偏差适用于非配合尺寸。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡不注日期的引用文件,其最新版本适用于本标准。 GB/T 1804-92 一般公差线性尺寸的未注公差 零件倒圆与倒角 3术语 3.1一般公差 一般公差系指在车间一般加工条件下可保证的公差。采用一般公差的尺寸,在该尺寸后不注出极限偏差。 4线性尺寸的一般公差 4.1线性尺寸的一般公差规定四个公差等级。线性尺寸的极限偏差数值表见表 1;倒圆半径和倒角高度尺寸的极限偏差数值见表 2。 4.2规定图样上线性尺寸的未注公差,应考虑车间的一般加工精度,选取本标准规定的公差等级,由相应的技术文件或标准作出具体规定。 4.3本公司图样上线性尺寸的未注公差,选取GB1804-m。 1
注:倒圆半径与倒角高度的含义参见。 5线性尺寸的一般公差的表示方法 采用GB/T1804 规定的一般公差,在图样上、技术文件或标准中用国家标准号和公差等级符号表示。例如选用中等级时,表示为:GB/T1804-m 2
标准尺寸公差
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。 基本尺寸 公差值 IT4 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18 大于到μm mm - 3 3 4 6 10 14 25 40 60 3 6 4 5 8 12 18 30 48 75 6 10 4 6 9 15 22 36 58 90 10 18 5 8 11 18 27 43 70 110 18 30 6 9 13 21 33 52 84 130 30 50 7 11 16 25 39 62 100 160 50 80 8 13 19 30 46 74 120 190 80 120 10 15 22 35 54 87 140 220 120 180 12 18 25 40 63 100 160 250 180 250 14 20 29 46 72 115 185 290 250 315 16 23 32 52 81 130 210 320 315 400 18 25 36 57 89 140 230 360 400 500 20 27 40 63 97 155 250 400 注:基本尺寸小于1mm时,无IT14至IT18。 根据国际标准,以下为线性尺寸未注公差的公差表。 这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: 已有其他一般公差标准规定的线性和角度尺寸; 括号内的参考尺寸; 矩形框格内的理论正确尺寸。 表1 线性尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000 f(精密级) ± ± ± ± ± ± ± -m(中等级) ± ± ± ± ± ± ± ±2 c(粗糙级) ± ± ± ± ± ±2 ±3 ±4 v(最粗级) - ± ±1 ± ± ±4 ±6 ±8 表2 倒圆半径与倒角高度尺寸的极限偏差数值 公差等级 尺寸分段 ~3 >3~6 >6~30 >30 f(精密级) ± ± ±1 ±2 m(中等级) c(粗糙级) ± ±1 ±2 ±4 v(最粗级) 表3 角度尺寸的极限偏差数值 公差等级 长度分段 ≤10 >10~50 >50~120 >120~400 >400 f(精密级) ±1° ±30' ±20' ±10' ±5' m(中等级) c(粗糙级) ±1°30' ±1° ±30' ±15' ±10' v(最粗级) ±3° ±2° ±1° ±30' ±20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
形状、位置公差带的定义和图例说明
形状、位置公差带的定义和图例说明 直 线 度 a. 在给定平面内的公差带定义——公差带是距离为公差值t 的两平行直线之间的区域。 b. 在给定方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t 的两平行平面之间的区域;当给定互相垂直的两个方向时,公差带是正截面尺寸为公差值t 1×t 2的四棱柱内的区域。 c. 在任意方向上的公差带定义——公差带是直径为公差值t 的圆柱面内的区域。 平 面 度 公差带定义——公差带是距离 为公差值t 的两平行平面之间的区 域。 圆 度 公差带定义——公差带是在同一正截面上半 径差为公差值t 的两同心圆之间的区域。
圆 柱 度 公差带定义——公差带是半径差值t 的两同轴圆柱面之间的区域。 线轮廓度 公差带定义——公差带是包络一系列直径为公差值t 的圆的两包络线之间的区域,诸圆圆心应位于理想轮廓线相对基准有位置要求时,其理想轮廓线系指相对基准为理想位置的理想轮廓线。 面轮廓度 公差带定义——公差带是包络一系列直径为公差值t 的球的两包络 面间的区域,诸球球心应位于理想轮廓面上。 注:当被测轮廓面相对基准有位置要求时,其理想轮廓面系指相对 于基准为理想位置的理论轮廓面。 平 行 度 a. 在给定的方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t ,且平行于基准平面(或直线、轴线)的两平行面之间的区域;当给定相互垂直的两个方向时,是正截面尺寸为公差值t1×t2,且平行于基准轴线的四棱柱内的区域。 b. 在任意方向的公差带定义——公差带是直径为公差值t ,且平行于基准轴线的圆柱面内的区域。
垂直度 a. 在给定方向上的公差带定义——当给定一个方向时,公差带是距离为公差值t,且垂直于基准平面(或直线、轴线)的两平行平面(或直线)之间的区域;当给定两个互相垂直的方向时,是正截面为 公差值t 1×t 2 ,且垂直于基准平面的四棱柱内的区域。 b. 在任意方向上的公差带定义——公差带是直径为公差值t,且垂直于基准平面的圆柱面内的区
公差等级表
公差与配合1.基本偏差系列及配合种类
自由公差的概念及公差等级表 何谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 ②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 这些极限偏差适用于: 线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度; 角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°); 机加工组装件的线性和角度尺寸。 这些极限偏差不适用于: ·已有其他一般公差标准规定的线性和角度尺寸; ·括号内的参考尺寸;
公差定义
“尺寸”术语与定义 尺寸:用特定单位表示长度值的数字。 基本尺寸:使设计给定的尺寸。 实际尺寸:是通过测量获得的尺寸。 极限尺寸:是指允许尺寸变化的两个极限值。 最大实体状态(简称MMC)和最大实体尺寸:最大实体状态系指孔或轴在尺寸公差范围内,具有材料量最多时的状态。在此状态下的尺寸,称为最大实体尺寸,它是孔的最小极限尺寸和轴的最大极限尺寸的统称。 最小实体状态(简称LMC)和最小实体尺寸:最小实体状态系指孔或轴在尺寸公差范围内,具有材料最少时的状态。在此状态下的尺寸,称为最小实体尺寸,它是孔的最大极限尺寸和轴的最小极限尺寸的统称。 作用尺寸:在配合面的全长上,与实际孔内接的最大理想轴尺寸,称为孔的作用尺寸。与实际轴外接的最小理想孔的尺寸,称为轴的作用尺寸。 “公差与偏差”的术语和定义 尺寸偏差:是指某一个尺寸减其基本尺寸所得的代数差。 尺寸公差:是指允许尺寸的变动量。 零线:在公差与配合图解(简称公差带图)中,确定偏差的一条基准直线,即零偏差线。 公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。 基本偏差:是用来确定公差带相对于零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。当公差带位于零线上方时,其基本偏差为下偏差;位于零线下方时,其基本偏差为上偏差。 标准公差:国标规定的,用以确定公差带大小的任一公差。 “配合”的术语和定义
配合:是指基本尺寸相同的、互相结合的孔和轴公差带之间的关系。 基孔制:是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。 基轴制:是基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。 配合公差(或间隙公差):是允许间隙的变动量,它等于最大间隙与最小间隙之代数差的绝对值,也等于互相配合的孔公差带与轴公差带之和。 间隙配合:孔的公差带完全在轴的公差带之上,即具有间隙的配合(包括最小间隙等于零的配合)。 过盈配合:孔的公差带完全在轴的公差带之下,即具有过盈的配合(包括最小过盈等于零的配合)。 过渡配合:在孔与轴的配合中,孔与轴的公差带互相交迭,任取其中一对孔和轴相配,可能具有间隙,也可能具有过盈的配合。 延伸公差带:的定义是:根据零件的功能要求,位置度和对称度公差带延伸到被测要素长度的界限之外时,该公差带称为延伸公差带。以图3为例,所标的形位公差表示M10螺孔的形位度公差延伸至超出零件表面20mm范围,以保证利用紧固螺栓与另一零件装配的相对位置精确度。
常用公差
1.几何特性名词与符号 (a)几何特性符号 符号名词类别形体区分直度,真直度(Straightness) 平面度,真平度(Flatness) 真圆度(Roundness) 圆柱度(Cylindrically) 曲线轮廓度(Profile of a line) 曲线轮廓度 平行度(Parallelism) 垂直度(Perpendicularity) 倾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 对称度(Symmetry) (1982年起由取代) 圆周偏转度,圆形偏转度 (Circular runout) 总偏转度,全面偏转度
(b) 其它符号 符 号 名 词 直径符号(Diameter symbol) 不考虑形体呎寸加添条件,和特性的尺寸无关 (Regardless of feature size modifier) 最多留料情况之加添条件,最大材料条件 (Maximum material condition modifier) 最小留情况加添条件,最小材料条件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基准形体符号,基准识别符号(Datum feature symbol) 最多留料情况(MMC),Maximum- Material Condition 最多留料情况是指一个形体包容最大的材料量,即零件重量最重的时候。例如最小孔的尺寸或最大轴的尺寸。如下面图示,直径为0.490~0.510的销子,当直径 为0.510时的重量比直径为0.490时重。一个零件包含一个直径为0.490~0.510的孔,则零件当直径 为0.490时比0.510时,包含更多中更重. A1 .100 -A-
几何公差简介
第13章机械图样中的技术要求 机械图样中除了有图形和尺寸外,还必须有说明产品制造时应达到的一些技术要求,如表面结构、极限与配合、几何公差、材料的热处理、材料的要求和说明、特殊加工要求、检验和试验说明等。本章将简述图样中的表面结构、极限与配合、几何公差等技术要求。 【本章重点】 ?表面结构的概念 ?表面结构的标注 ?极限与配合的基本概念 ?极限与配合的标注 ?几何公差的基本概念 ?几何公差的标注 13.1 表面结构 表面结构是表面粗糙度、表面波纹度、表面缺陷和表面几何形状的总称。 13.1.1 表面结构的形成 表面结构的特性一般不是孤立存在,多数表面是由于粗糙度、波纹度及形状误差综合影响产生的结果,如图13-1所示 1
第13章 机械图样中的技术要求 图13-1 表面结构特性 1. 表面粗糙度的形成 表面粗糙度主要是由采用的加工方法形成的。如切削过程中,工件加工表面留下的刀痕,以及切削撕裂时的材料塑性变形等原因形成。 2. 表面波纹度的形成 表面波纹度由机床或工件的绕曲、振动、颤动、形成材料应变的各种原因,以及一些外部原因等因素形成。 3. 表面几何形状的形成 表面几何形状一般由机器或工件的绕曲或导轨误差引起。 提示:下面以表面粗糙度为主要评定指标,讲述表面结构具体标注使用方法。 13.1.2 表面粗糙度 1. 表面粗糙度的概念 表面粗糙度是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。也就是物体的加工表面经过加工后遗留的痕迹,在微小的区间内形成的高低不平程度。在放大镜下显示的情况,如图13-2所示。 图13-2 表面微观结构
表面结构 2. 表面粗糙度的主要评定参数 零件表面粗糙度的评定参数有轮廓算术平均偏差(Ra )、轮廊最大高度(Rz )等参数,使用时优先选用轮廓算术平均偏差(Ra )参数。 (1) 轮廓算术平均偏差(Ra )的概念及数值 在取样长度lr 内,沿测量方向的轮廓上,各点到基准线的距离Zi 的绝对值的算术平均值,称为轮廓算术平均偏差。如图13-3所示。 图13-3 轮廓算术平均偏差Ra 公式表示为: ?=lr dx x Z lr Ra 0 |)(|1 或: ∑=≈n i i Z n Ra 1 ||1 轮廓算术平均偏差(Ra )的数值,一般可从如表13-1所示中选取。 表13-1 Ra 的数值(μm ) (2) 轮廓最大高度(Rz )的概念及数值 在取样长度lr 内,最大轮廓峰高Zp 与最大轮廓谷深Zv 之和,称为轮廊最大高度。如图13-4所示。
公差的意义和使用
公差 公差是机械工程中的一种重要参数,用来表达加工的精度,主要分为:尺寸公差和形位公差两种。公差的作用是使产品具有互换性。尺寸公差分为极限偏差和上下偏差。 尺寸公差的狭义是指加工时零件某一尺寸(含线性尺寸、角度等)的容许变动量(即公差的范围)。公差的广义是指规定加工的实际尺寸在某两个尺寸值之间的一种制度(即条件),由此来保证零件之间的配合性质(松紧)和互换(如维修配件的需要)。上述规定的两个尺寸值之差(绝对值)就是狭义中的“公差”(理解为两者的公共之差),公差值越小,精度就越高 形位公差是形状公差和位置公差的总称。形状公差是机件的一个物体要素(线、面)对理想要素的形状允许变动量,位置公差是一个(或一对)物体要素对另一个(或一对)物体要素(常称为基准)的位置允许变动量。 公差主要是指一个范围。比如:要在生产的东西上做一个孔位。不可能要求别人生产出来的和要求的尺寸一模一样,多少会存在误差。但是也不能相差太多,这样就要求有一个公差。 例:①图纸标的是R10.00(+0.01,-0.05),厂家在生产时就知道那个孔只能在R9。95到10。01之间。 ②一轴颈外径尺寸R125,上偏差-0.085,下偏差-0.125,它允许的最大极限尺寸为124.915,最小极限尺寸为124.875,其公差为|124.915-124.875| =0.040 mm。 尺寸公差标注方法 例:①打开“格式”菜单中“标注样式管理器”(即快捷命令D),在其中进行尺寸公差标注格式的设定 ②在“多行文字编辑器”通过堆叠文字方式标注具体的尺寸公差值。 形位公差标注方法 例:①单击“快速引线”按钮或输入命令LE并回车打开“引线设置”,点选标签“注释”中的“公差”,“确定”后再单击该按钮就可标注形位公差 ②单击标注工具栏的形位公差标注 配合的种类:间隙配合,过盈配合,过渡配合 (1)间隙配合 具有间隙(包括最小间隙等于零)的配合称为间隙配合。所以孔、轴配合的间隙也是变动的。当孔为最大极限尺寸而轴为最小极限尺寸时,即孔的最大极限尺寸减轴的最小极限尺寸所得的差值,装配后的孔、轴为最松的配合状态,称为最大间隙Xmax;当孔为最小极限尺寸而轴为最大极限尺寸时,即孔的最小极限尺寸减轴的最大极限尺寸所得的差值,装配后的孔、轴为最紧的配合状态,称为最小间隙Xmin。 (2)过盈配合 具有过盈(包括最小过盈等于零)的配合称为过盈配合。在过盈配合中,孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最小过盈Ymin,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax,是孔、轴配合的最紧状态。
中华人民共和国国家标准一般公差
中华人民共和国国家标准一般公差
中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear and angular dimensions without individual tolerance indications GB/T 1804—2000 eqv ISO 2768-1:1989 代替 GB/T 1804-1992 GB/T 11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照采用。 本标准仅适用于下列未注公差的尺寸: a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度); 1
b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外; c)机加工组装件的线性和角度尺寸。 本标准不适用于下列尺寸: a)其他一般公差标准涉及的线性和角度尺寸; b)括号内的参考尺寸; c)矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 1800.l—1997 极限与配合基础第l 部分:词汇 GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989) GB/T 4249—1996 公差原则(eqv ISO 8015:1985) GB/T 6403.4—1986 零件倒圆与倒角 3 定义 2
形位公差符号及标注含义
形位公差符号及标注含义 一、 形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、 形位公差符号 三 形状公差 3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。 标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波浪线”的变化范围应该在距离为公差值t(t=0.1)的两平行直线之间。
3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平面内,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。 标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之内,如右图区域。 3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。
●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于 圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。 ●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发 动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。 四 位置公差 4.1 平行度()——,指两平面或者两直线平行的程度,即其中一平面(边)相对于另一平面(边)平行的误差最大允许值。 ●标注释义:被测轴线必须位于距离为公差值t(t=0.1),且在给定方向上 平行于基准轴线的两平行平面之间。
标准公差,公差,偏差各是什么概念
标准公差,公差,偏差各是什么概念 公差 (1)公差基本术语的含义 1)基本尺寸;设计时给定的尺寸,称为基本尺寸。的基本尺寸 2)实际尺寸:零件加工后经测量所得到的尺寸,称为实际尺寸。 3)极限尺寸:实际尺寸允许变化的两个界限值称为极限尺寸。它以基本尺寸确定。两个极限值中较大的一个称为最大极限尺寸Dmax(或dmax);较小的一个称为极限尺寸Dmin(或dmin)。 )尺寸偏差;某一尺寸减其基本尺寸所得的代数差,称为尺寸偏差,简称偏差。 实际偏差=实际尺寸一基本尺寸 最大极限尺寸减其基本尺寸所得的代数差,称为上偏差;最小极限尺寸减其基本尺寸所得的代数差,称为下偏差;上偏差和下偏差统称为极限偏差。国家标准规定,孔的上偏差代号为ES,轴的上偏差代号为es;孔的下偏差代号为EI,轴的下偏差代号为ei,则: ES=孔的最大极限尺-孔的基本尺寸 cs=轴的最大极限尺寸-轴的基本尺寸 EI=孔的最小极限尺寸-孔的基本尺寸 ei=轴的最小极限尺寸-轴的奥基本尺寸 偏差值可以为正、负或零值。 5)尺寸公差,允许尺寸的变动量称为尺寸公差,简称公差。公差等于最大极限尺寸与最小极限尺寸的代数差的绝对值;或等于上偏差与下偏差代数差的绝对值。 6)零线:图1a中示意表明了基本尺寸相向、相互配合的孔与轴之间极限尺寸、尺寸偏差与尺寸公差之间的相互关系,为方便起见,在实际讨论的过程中,通常只画出放大了的孔和轴的公差带,称为公差与配合图解,简称公差带图,如阁l-b所示。在公差带图中,确定偏差的一条基准线,即零偏差线,就叩零线,通常零线表示基本尺寸。正偏差位于零线之上。负偏差位于零线之下。 7)尺寸公差带:在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。在图6-36b 中ES和E条直线所限定的区域为孔的尺寸公差带;cs和ei两条直线所限定的区域则为轴的尺寸公差带、孔公差带一带般用斜线表示;轴公差带一般打点表示。
常用公差表
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。 3.圆跳动公差各种模柄的圆跳动公差可按下表选取。与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。 4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。 5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。 三、模具零件的表面粗糙度要求 模具零件表面质量的高低用表面粗糙度衡量,通常以R a(μm)表示。R a数值愈小,表示其表面质量愈高。模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。模具零件的表面质量越高,其寿命也越长。但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。因此,应合理选用模具零件的表面粗糙度。模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
形位公差知识全集
形位公差知识全集 形位公差各项目的符号\ 形状公差位置公差 项目符号项目符号直线度 疋平行度 垂直度 \丄 平面度 向倾斜度 圆度|O|疋同轴度 Q \ 对称度三 圆柱度位 位置度线轮廓度跳圆跳动 面轮廓度a动全跳动 其他有关符号 形位公差的代号(GB/T 1182-1996) 意义 符号 形位公差框格 最大实 体状态 延伸公差带包容原则(单一要素) 理论正确尺寸基准目标
公差框格应水平或垂直绘制,其线型为细实线。公差框格分为两格或多格,框格内从左到右填写的内容: 第一格为形位公差符号;第二格为形位公差值和有关符号;第三格及以后为基准代号字母和有关符号。 注:形位公差符号的线型宽度为b/2?b (b为粗实线宽),但跳动符号的箭头外的线是细实线。 二、形状、位置公差带的定义和图例说明GB/T 1182-1996 1直线度 a.在给定平面内的公差带定义一£差带是距离为公差值t的两平行直线之间的区域。 b.在给定方向上的公差带定义一占给定一个方向时,公差带是距离为公差值t的两平 行平面之间的区域;当给定互相垂直的两个方向时,公差带是正截面尺寸为公差值t1沟2的 四棱柱内的区域。 c.在任意方向上的公差带定义一一公差带是直径为公差值t的圆柱面内的 区域。 图例: 图例: 1)圆柱表面上任一素线必1 )棱线必须位于箭头所示 图例: 1)柜圆柱体的轴线必须/ 基准代号\ / 丈写Lt丁字母水平书写[Alffl (细家 线) 基桂符号\式 (加租短划找)達钱〔细实线) /丿Q " \(h为图样中采用字体的高度)
须位于轴向平面内,距离为公差 值的两平等直线之间。 2)圆柱表面上任一素线在 任 意100长度内必须位于轴向平 面内, 距离为公差值的两平等直 线之间。 方向,距离为公差值的平行平面 内。 2 )棱线必须位于水平方向 距 离为公差值,垂直方向距离为 公差值 的四棱柱内。 位于直径为公差值的圆柱面 内。 2 )整个零件的轴线必须 位于 直径为公差值的圆柱面 内。 2.平面度 公差带定义一一公差带是距离为公差值 t 的两平行平面之间的区域。 图例:上表面必须修正于距离为公差值 的两平行平面内。 3.圆度 公差带定义一一公差带是在同一正截面上半径差为公差值 t 的两同心圆之间 的区域。 4?圆柱度 公差带定义一一公差带是半径差值t 的两同轴圆柱面之间的区域 / 图例:圆柱面必须位于半径差值的两同轴圆柱面之间。 5.线轮廓度 公差带定义一一公差带是包络一系列直径为公差值 t 的圆的两包络线之间的 区域,诸圆圆心应位于理想轮廓线相对基准有位置要求时, 其理想轮廓线系指相 对基准为理想位置的理想轮廓线。 图例:在垂直于轴线的任一正截面上,该圆 必须 位于半径差为公差值的两同 心圆之间。 r-lxrlajQ5| -—卡T 0.1 图例:表面上任意100 X100的范围,必须位于距离为公 差值的两 平行平面内。 0.02
自由公差的概念和公差表
位置度 限制被测要素的实际位置对其理想位置偏离的程度。 分类:点、线、面 1)点的位置度:(平面点) 公差带:以φ t 为直径的圆柱 2)线的位置度:(空间孔位) 公差带:以φ t 为直径的小圆柱且垂直A ,平行于B 、C 3) 空间孔向的位置度: 公差带:是以t1 ×t2 为尺寸的一个四棱柱体,它们的平面线由理论正确尺寸确定。 自由公差的概念和公差表 谓自由尺寸公差? 旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。取自其中8、9两级精度基准件公差,称为自由尺寸公差。将偏差分为;单向(+)或(-)、双向(±)二种。 在自由尺寸公差的注解中提示; ①自由尺寸公差仅适用于机械加工表面。 1
②自由尺寸公差在工作图上不标注。 ③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。 ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。 修定后国标(GB)1800-79中,标准公差分20级。即;IT01、IT0、IT1至IT18。IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条: ①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸, ②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。 ③未注公差尺寸的公差等级规定为IT12至IT18。一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。 根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。 2
轴承公差与配合的基本概念及标注
轴承公差与配合的基本概念及标注 轴承公差与配合的基本概念及标注 四、配合制(GB/-1997) 同一极限制的孔和轴组成配合的一种制度。国家标准对配合制规定了两种形式:基孔制配合和基轴制配合。 1.基孔制配合 基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度,称为基孔制。基孔制配合的孔为基准孔,代号为H,国际规定基准孔的下偏差为零(图14-23)。图14-24表示基孔制的几种配合示意图 图14-23 基孔制
图14-23 基孔制的几种配合示意图 2.基轴制配合 基本偏差为一定的轴的公差带与不同基本偏差的孔的公差带形成各种配合的一种制度,称为基轴制。基轴制配合的轴为基准轴,代号为h,国标规定基准轴的上偏差为零(图14-25)。图14-26表示基轴制的几种配合示意图。 图14-25 基轴制 图14-26 基轴制的几种配合示意图
在一般情况下,优先选用基孔制配合。如有特殊要求,允许将任一孔、轴公差带组成配合。 五、尺寸公差与配合代号的标注 在机械图样中,尺寸公差与配合的标注应遵守国家标准-84)规定,现摘要叙述。 1.在零件图中的标注 在零件图中标注孔、轴的尺寸公差有下列三种形式: (1)在孔或轴的基本尺寸的右边注出公差带代号(图14-27)。孔、轴公差带代号由基本偏差代号与公差等级代号组成(图14-28)。 图14-27 标注公差带代 号图14-28 公差带代号的型式 (2)在孔或轴的基本尺寸的右边注出该公差带的极限偏差数值(图14-),上、下偏差的小数点必须对齐,小数点后的位数必须相同。当上偏差或下偏差为零时,要注出数字“0”,并与另一个偏差值小数点前的一位数对齐(图14-)。
形位公差基本概念试题
.28。按表2-5中的内容,说明图2-22中形位公差代号的含义。 表2-5 27.按表2-4中的内容,说明图2-21中形位公差代号的含义。 表2-4
图2-21 30.被测要素为一封闭曲线式(圆),如图2-24所示,采用圆度公差和线轮廓度公差两种不同标注有何不同? 32.试将图2-26按表列要求填入表2-6中。 a) b) c) 图2-26 33.试将图2-27按表列要求填入表2-7中。
a) b) c) 图2-27 26.按表2-3中的内容,说明图2-20中的代号的含义。 表2-3
图2-20 41.分析计算图2-35所注零件的中心距变化范围。 图2-35 42.如图2-36所示, (1)采用什么公差原则? (2)被测要素的同轴度公差是在什么状态下给定的?
(3)当被测要素尺寸为φ30.021mm,基准要素尺寸为φ20.013mm时,同轴度允许的最大公差可达多少?(基准要素未注直线度公差值为0.03mm) 图2-36 23.试将下列技术要求标注在图2-17上。 (1)φd圆柱面的尺寸为φ30 0 -0.025 mm,采用包容要求,φD圆柱面的尺寸为φ50 0 -0.039 mm,采用独立原则。 (2)φd表面粗糙度的最大允许值为R a=1.25μm,φD表面粗糙度的最大允许值为R a =2μm。 (3)键槽侧面对φD轴线的对称度公差为0.02 mm。 (4)φD圆柱面对φd轴线的径向圆跳动量不超过0.03 mm,轴肩端平面对φd轴线的端面圆跳动不超过0.05 mm。 图2-17 24.按表2-1的内容,说明图2-18中形位公差代号的含义。 表2-1
形位公差定义
形位公差 形状公差 1、直线度符号为一短横线(-),是限制实际直线对理想直线变动量的一项指标。它是针对直线发生不直而提出的要求。 2、平面度符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 3、圆度符号为一圆(○),是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。 4、圆柱度符号为两斜线中间夹一圆(/○/),是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 5、线轮廓度符号为一上凸的曲线(⌒),是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 6、面轮廓度符号为上面为一半圆下面加一横,是限制实际曲面对理想曲面变动量的一项指标,它是对曲面的形状精度要求。 位置公差:定向公差 1、平行度(∥)用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
2、垂直度(⊥)用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 3、倾斜度(∠)用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 位置公差:定位公差 1、同轴度(◎)用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。 2、对称度符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 3、位置度符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 位置公差:跳动公差 1、圆跳动符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 2、全跳动符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差。